Результат интеллектуальной деятельности: СПОСОБ ПИРОМЕТАЛЛУРГИЧЕСКОЙ ПЕРЕРАБОТКИ МЕДНОЛИТЕЙНЫХ ШЛАКОВ
Вид РИД
Изобретение
Изобретение относится к цветной металлургии и литейному производству, преимущественно к плавке и литью меди и сплавов на ее основе.
Плавка меди и медных шлаков всегда сопровождается потерями металла вместе со шлаком. Меднолитейные шлаки состоят из металлической и неметаллической части. Металлическая часть представляет собой сплесы и корольки различных размеров, которые имеют такой же состав, что и выплавляемый сплав. Неметаллическая часть состоит из оксидной и флюсовой составляющей, но также может содержать угольно-графитную составляющую. Оксидная составляющая состоит из продуктов окисления компонентов медного сплава. Флюсовая составляющая, как правило, состоит из хлоридов щелочных и щелочно-земельных металлов (натрия, калия, кальция и магния). Угольно-графитная составляющая представляет собой частично или неполностью отработанный материал защитного покрова над расплавом.
Известен способ механической переработки меднолитейных шлаков (Патент RU 2104795. Способ разделения медных шлаков / Николайчук В.Ф., Щербатов А.И., Мочалов И.А., Шохин В.И., Новгородцев Ю.П., Денисов Г.А., Шинкоренко С.Ф., Мочалов С.И., опубл. 20.02.1998), согласно которому их дробят и измельчают, а затем путем грохочения из них выделяют металлическую фракцию в виде медного концентрата, которая состоит из металлических частиц размером свыше 1-3 мм, покрытых неметаллической пылью. Недостатком способа является то, что полностью не извлекаются медь и компоненты медных сплавов из оксидной составляющей шлака, не полностью извлекается металлическая часть в виде пылевидных частиц. Кроме того, медный концентрат всегда загрязнен неметаллической пылью в количестве до 10-15%. Поэтому для его вовлечения в шихту для плавки медных сплавов необходим предварительный переплав, что связано с дополнительными затратами энергии и новыми потерями на угар.
Известен способ пирометаллургической переработки медьсодержащих шлаков, включающий их нагрев и плавление в электродуговой печи с последующим разделением вторичного шлака и черновой меди, с введением известняка до получения основности 1,0-1,1 и проведением плавки при температурах 1330-1350°C (Патент RU 2180692. Способ переработки медьсодержащих шлаков / Майзель С.Г., опубл. 20.03.2002).
Недостатком способа является то, что при плавке не используется восстановитель и потому не извлекаются медь и компоненты медных сплавов, которые присутствуют в шлаке в химически связанном (окисленном) состоянии.
Известен также способ пирометаллургической переработки меднолитейных шлаков, включающий их плавку в дуговой электропечи с добавкой 5-6% кокса и 8-10% извести или 15-20% известняка (Худяков И.Ф., Дорошкевич А.П., Карелов С.В. Комплексное использование сырья при переработке лома и отходов тяжелых цветных металлов. М.: Металлургия. 1985. - 160 с., стр. 62). В данном способе коксик является восстановителем компонентов медных сплавов из химически связанного состояния, а известь или известняк - шлакообразующим флюсом. Недостатками способа являются недостаточный выход металла, который составляет 15-25% от массы шлака, неясность функционального назначения извести, а также повышенная возгонка цинка (82-86%) в газовую фазу, что обусловлено локальным перегревом жидкого шлака в зоне горения электрической дуги.
Наиболее близким по технической сущности к предлагаемому способу является способ пирометаллургической переработки медных шлаков, включающий их плавку в дуговой печи с добавкой 10% коксика и 10% кварца, а также кускового (2-4 мм) медного коллектора при расходе последнего 0,7-1,0 от массы шлака (Худяков И.Ф., Дорошкевич А.П., Карелов С.В. Комплексное использование сырья при переработке лома и отходов тяжелых цветных металлов. М.: Металлургия. 1985. - 160 с., стр. 62). Достоинством способа является применение восстановителя коксика в сочетании с медным коллектором, который служит затравкой для формирования металлической фазы из восстановленного металла. Недостатками способа-прототипа являются высокий расход медного коллектора, а также повышенные потери легколетучих компонентов медных сплавов в виде возгонов, в частности до 89-94% цинка из-за применения для плавки электродуговой печи с высокой (свыше 2000°C) температурой в зоне горения электрической дуги.
Техническим результатом является создание технологии переработки меднолитейных шлаков, которая обеспечит наиболее полное извлечение из них меди и компонентов медных сплавов с минимальными потерями легколетучих элементов.
Технический результат заключается в том, что в известном способе пирометаллургической переработки меднолитейных шлаков, включающем плавку шихты, содержащей шлак, графитированный коксик в количестве 10% от массы шлака и медный коллектор, согласно изобретению шихту плавят при температуре 1000-1300°C в индукционной тигельной печи с размещенным в полости тигля графитовым индукционным разогревателем в виде графитового стержня диаметром 0,1-0,2 от диаметра тигля или кусков графита в количестве от 1 до 5% от объема тигля, при этом плавке подвергают шихту с дополнительно введенными в нее карбонатами щелочных и щелочно-земельных металлов в качестве активатора процесса восстановления при расходе медного коллектора 0,1-0,3 от массы шлака. При этом используют графитовый тигель или тигель из огнеупорного графитосодержащего материала.
Проведение переработки медных шлаков в индукционной тигельной печи позволяет обеспечить объемный нагрев шихты и исключить локальный перегрев шлака в области пятна электрической дуги, как при электродуговой плавке. Это, в свою очередь, позволяет существенно уменьшить возгонку легколетучих компонентов медных сплавов (цинка, свинца и др.) и создать более благоприятные условия для их перехода в металлический сплав.
Проведение плавки при температуре 1000-1300°C позволяет реализовать процесс пирометаллургической переработки меднолитейных шлаков максимально быстро при минимальном возгоне легколетучих компонентов медных сплавов. При температуре плавки ниже 1000°C физико-химические процессы, обеспечивающие извлечение полезных компонентов из шлаков, протекают замедленно и для завершения переработки требуется значительно больше времени. При температуре плавки более 1300°C значительно интенсифицируется процесс испарения легколетучих компонентов (цинка, свинца и др.) и сильно возрастают потери этих элементов.
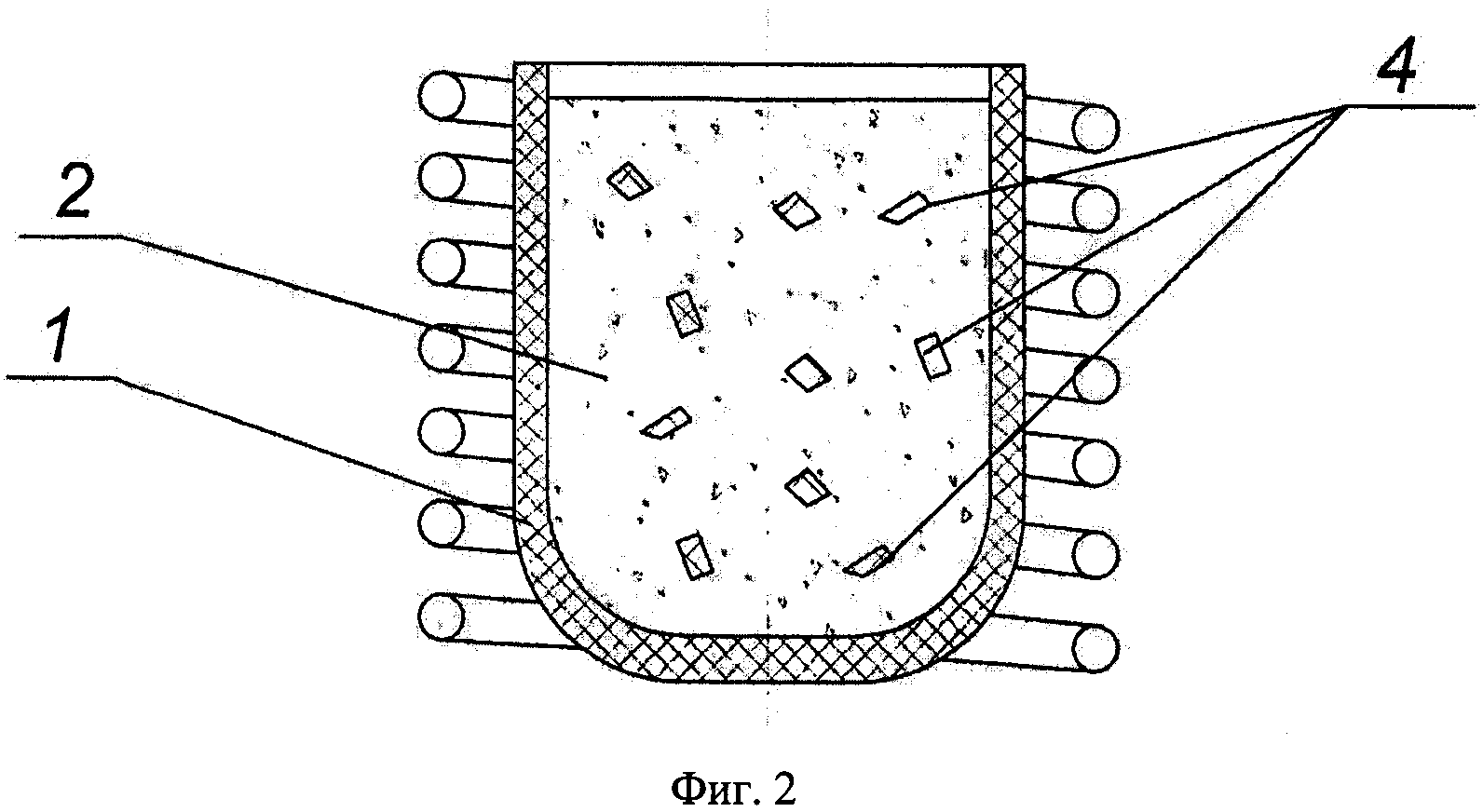
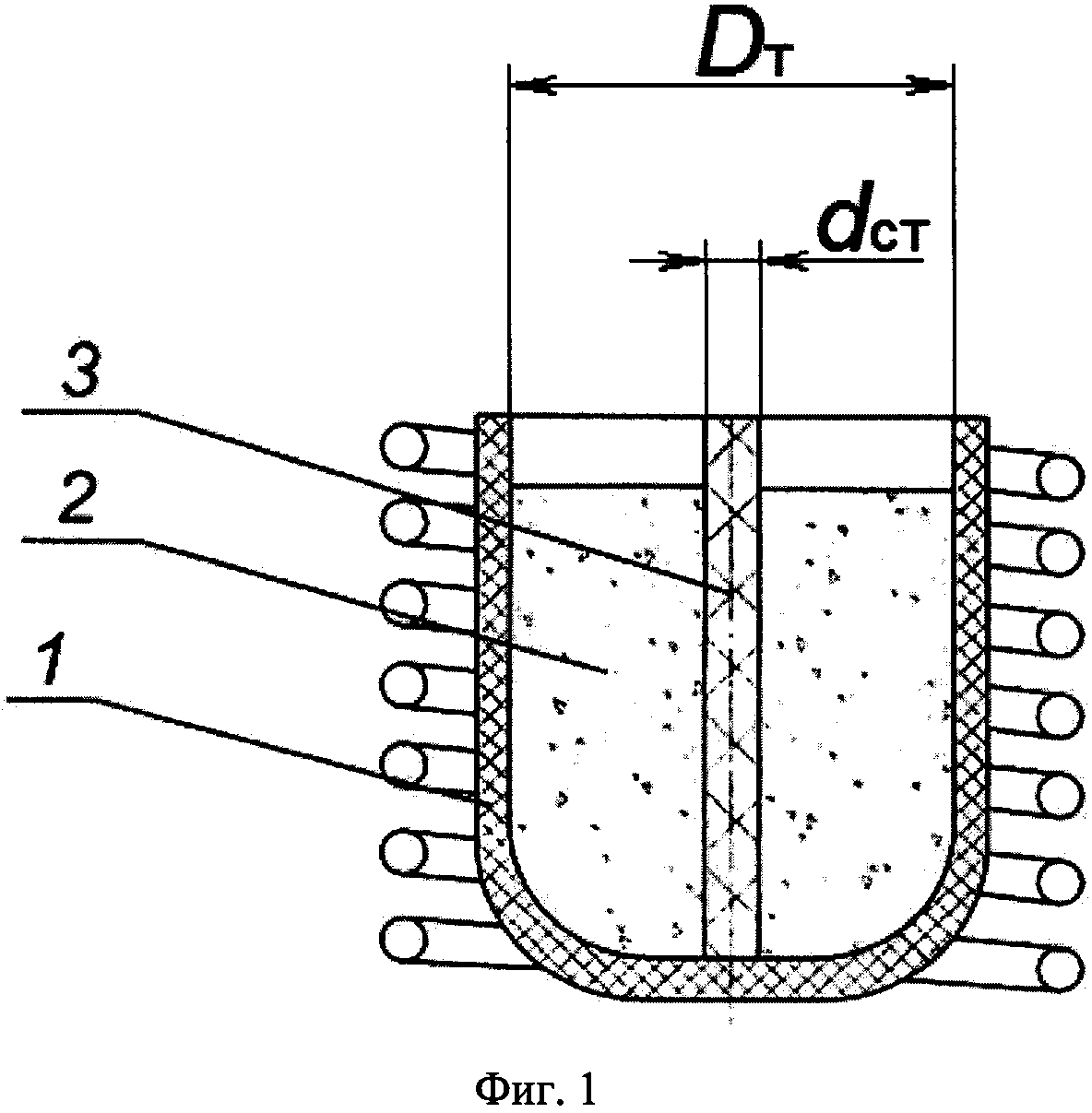
Размещение в полости тигля графитового индуктивного разогревателя необходимо для быстрого объемного нагрева медного шлака из-за того, что шлак является неэлектропроводным. Наиболее подходящим разогревателем медных шлаков является графит, так как он устойчив как в медном расплаве, так и в жидком шлаке. При этом разогреватель может иметь форму цилиндрического стержня (Фиг. 1: 1 - графитовый тигель, 2 - шихта для плавки, 3 - цилиндрический разогреватель) или состоять из отдельных кусков (Фиг. 2: 4 - кусковой разогреватель).
Регламентация размеров графитового стержня в пределах 0,1-0,2 от диаметра тигля обусловлена удобством его размещения в полости тигля. При размере графитовой вставки меньше 0,1 от диаметра тигля его трудно удалить из шлака по окончании плавки, а при размере его больше 0,2 от диаметра в тигле остается мало места для перерабатываемого медного шлака.
Регламентация количества кускового графита в пределах от 1 до 5% от объема тигля обусловлено необходимостью быстрого расплавления и последующего перегрева до требуемой температуры обработки шлака. При расходе графитовой вставки меньше 1% замедляется нагрев и расплавление шлака, а при расходе больше 5% значительно уменьшается количество перерабатываемого шлака.
Дополнительное введение в шихту активатора процесса восстановления обусловлено необходимостью активизации процесса восстановления компонентов медных сплавов, находящихся в шлаках в химически связанном, как правило, оксидном состоянии MexOy, где Me - это медь, олово, цинк, свинец и др.
В присутствии углеродистого восстановителя они могут восстанавливаться как свободным углеродом, так и монооксидом углерода CO по реакциям:


Восстановление оксидов по реакции (2) протекает эффективнее, чем по реакции (1). Поэтому для интенсификации процесса восстановления необходим источник генерирования восстановительного газа CO. Для этого используют карбонаты щелочных и щелочно-земельных металлов (CaCO3, MgCO3, Na2CO3, K2CO3 и др.), которые при температурах проведения плавки 1000-1300°C диссоциируют по реакции:

Образовавшийся газ CO2 в присутствии свободного углерода (графита) образует газ CO по реакции:

Расход активатора процесса восстановления составляет 0,10-0,35 от массы шлака.
Расход медного коллектора в пределах 0,1-0,3 от массы шлака позволяет обеспечить формирование металлической фазы без лимитирования всего процесса. Меньший расход коллектора, чем в прототипе, обусловлен наличием в меднолитейных шлаках значительной доли металлической составляющей в виде корольков. При расходе коллектора менее 0,1 от массы шлака замедляется процесс формирования металлической фазы, а расход коллектора более 0,3 от массы шлака не приводит к увеличению выхода металла и ускорению процесса.
Использование в индукционной тигельной плавке графитового или огнеупорного графитосодержащего тигля обеспечивает дополнительный нагрев шлака за счет разогрева самого тигля, что позволяет сократить продолжительность плавки.
Примеры осуществления способа
Пример 1. Плавку осуществляли в индукционной тигельной печи с шамотным тиглем условной емкостью 10 кг меди. Основу шихты составлял шлак бронзы Бр05С25 (состав бронзы по ГОСТ 613-79). В нее в качестве восстановителя, коллектора и активатора вводили графитированный коксик, медную крошку и известняк в количестве соответственно 10%, 25% и 20% от массы шлака. Плавку проводили без графитового индуктивного разогревателя. В результате шихту не удалось нагреть и расплавить.
Пример 2. Плавку осуществляли, как в примере 1, но с использованием в индукционной тигельной печи графито-шамотного (огнеупорного графитосодержащего) тигля условной емкостью 150 кг меди. В результате удалось разогреть шихту, но не удалось добиться полного расплавления и перегрева всего объема шлака, достаточного для разделения металла и шлака. Выход металла составил 27% от массы шлака.
Пример 3. Плавку осуществляли, как в примере 2, но с тем отличием, что шихту составляли без активатора - известняка, но использовали графитовый индуктивный разогреватель в виде стержня диаметром dст 60 мм при диаметре полости тигля Dт 310 мм (dст/Dт=0,2). В результате удалось расплавить шлак и перегреть его до 1150°C. После выдержки в течение 120 мин выход металла составил 38% от массы шлака.
Пример 4. Плавку осуществляли в индукционной печи с графитовым тиглем. В качестве основы шихты использовали шлак бронзы Бр05С25, а в качестве восстановителя - графитированный коксик в количестве 10% от массы шлака. Расход медного коллектора был ниже нижнего предела и составил 5%, расход активатора составил 5% от массы шлака соответственно. Плавку проводили с использованием графитового индуктивного разогревателя в виде стержня диаметром dст 20 мм при диаметре полости тигля Dт 310 мм (dст/Dт=0,07). В результате после выдержки в течение 120 мин при температуре 1150°C получили выход металла 42,2% от массы шлака.
Пример 5. Плавку осуществляли, как в примере 4, в индукционной печи с графитовым тиглем с использованием в качестве основы шихты шлак бронзы Бр05С25, а в качестве восстановителя - графитированного коксика в количестве 10% от массы шлака. При этом расход медного коллектора и активатора составил 10% и 10% от массы шлака соответственно. При плавке использовали графитовый индуктивный разогреватель в виде стержня диаметром 40 мм (dст/Dт=0,13). В результате после выдержки в течение 120 мин при температуре 1200°C получили выход металла 51% от массы шлака.
Пример 6. Плавку осуществляли, как в примере 4, в индукционной печи с графитовым тиглем с использованием в качестве основы шихты шлака бронзы Бр05С25, а в качестве восстановителя - графитированного коксика в количестве 10% от массы шлака. При этом расход медного коллектора составил 20%, расход активатора составил 25% от массы шлака соответственно. При плавке использовали графитовый индуктивный разогреватель в виде стержня диаметром 50 мм (dст/Dт=0,16). В результате после выдержки в течение 120 мин при температуре 1250°C выход металла составил 59% от массы шлака.
Пример 7. Плавку осуществляли, как в примере 4, в индукционной печи с графитовым тиглем с использованием в качестве основы шихты шлака бронзы Бр05С25, а в качестве восстановителя - графитированного коксика в количестве 10% от массы шлака. При этом расход медного коллектора был на уровне верхнего предела и составил 30%, расход активатора составил 35% от массы шлака соответственно. При плавке использовали графитовый индуктивный разогреватель в виде стержня диаметром 60 мм (dст/Dт=0,2). В результате после выдержки в течение 120 мин при температуре 1200°C получили выход металла 61,5% от массы шлака.
Пример 8. Плавку осуществляли, как в примере 4, в индукционной печи с графитовым тиглем с использованием в качестве основы шихты шлака бронзы Бр05С25, а в качестве восстановителя - графитированного коксика в количестве 10% от массы шлака. При этом расход медного коллектора был на уровне выше верхнего предела и составил 35%, расход активатора составил 40% от массы шлака соответственно. При плавке использовали графитовый индуктивный разогреватель в виде стержня диаметром 80 мм (dст/Dт=0,26). В результате после выдержки в течение 120 мин при температуре 1350°C получили относительный выход металла почти как в примере 7 (63%), но количественно меньше из-за уменьшения полезного объема полости тигля вследствие увеличения объема графитового разогревателя, а также роста потерь металла на возгоны.
Пример 9. Плавку осуществляли в индукционной печи с графитосодержащим тиглем условной емкостью 400 кг меди. В качестве основы шихты использовали шлак латуни Л63 (состав латуни по ГОСТ 15527-2004), а в качестве восстановителя - графитированный коксик в количестве 10% от массы шлака. Расход медного коллектора был ниже нижнего предела и составил 5%, а активатора также 5% от массы шлака. Плавку проводили с индуктивным разогревателем в виде кусков графита суммарным объемом Vгр 300 см3, что при объеме полости тигля печи Vп 45000 см3 составит меньше нижнего предела (Vгр·100/Vп=300·100/45000%=0,67%<1%). В результате после выдержки в течение 120 мин при температуре 1000°C получили выход металла 19% от массы шлака.
Пример 10. Плавку осуществляли, как в примере 9, в индукционной печи с графитосодержащим тиглем. В качестве основы шихты использовали шлак латуни Л63, а в качестве восстановителя - графитированный коксик в количестве 10% от массы шлака. Расход медного коллектора составил 25%, а активатора - 10% от массы шлака соответственно. Плавку проводили с индуктивным разогревателем в виде кусков графита суммарным объемом на уровне нижнего предела Vгр 450 см3 (Vгр·100/Vп=450·100/45000%=1%). В результате после выдержки в течение 120 мин при температуре 1200°C получили выход металла 28% от массы шлака.
Пример 11. Плавку осуществляли, как в примере 9, в индукционной печи с графитосодержащим тиглем. В качестве основы шихты использовали шлак латуни Л63, а в качестве восстановителя - графитированный коксик в количестве 10% от массы шлака. Расход медного коллектора был на среднем уровне и составил 25%, а активатора - 20% от массы шлака. Плавку проводили с индуктивным разогревателем в виде кусков графита при среднем его суммарном объеме Vгр 1120 см3 (Vгр·100/Vп=1120·100/45000%=2,5%). В результате после выдержки в течение 120 мин при температуре 1300°C получили выход металла 32% от массы шлака.
Пример 12. Плавку осуществляли, как в примере 9, в индукционной печи с графитосодержащим тиглем. В качестве основы шихты использовали шлак латуни Л63, а в качестве восстановителя - графитированный коксик в количестве 10% от массы шлака. Расход медного коллектора был на верхнем пределе и составил 30%, а активатора - 35% от массы шлака. Плавку проводили с индуктивным разогревателем в виде кусков графита суммарным объемом на уровне верхнего предела Vгр 2250 см3 (Vгр·100/Vп=2250·100/45000%=5%). В результате после выдержки в течение 120 мин при температуре 1200°C получили выход металла 33% от массы шлака.
Пример 13. Плавку осуществляли, как в примере 9, в индукционной печи с графитосодержащим тиглем. В качестве основы шихты использовали шлак латуни Л63, а в качестве восстановителя - графитированный коксик в количестве 10% от массы шлака. Расход медного коллектора был выше верхнего предела и составил 35%, а активатора - 40% от массы шлака. Плавку проводили с индуктивным разогревателем в виде кусков графита суммарным объемом Vгр 3500 см3, что составит больше верхнего предела (Vгр·100/Vп=3500·100/45000%=7,8%>5%). В результате после выдержки в течение 120 мин при температуре 1350°C получили относительный выход металла 34% от массы шлака, но количественно, как и в примере 8, значительно меньше из-за уменьшения полезного объема полости тигля вследствие увеличения объема графитового разогревателя, а также роста потерь металла на возгоны.
Пример 14. Плавку осуществляли, как в примере 9, в индукционной печи с графитосодержащим тиглем. В качестве основы шихты использовали шлак латуни Л63, а в качестве восстановителя - графитированный коксик в количестве 10% от массы шлака. Плавку проводили с индуктивным разогревателем в виде кусков графита суммарным объемом на уровне нижнего предела Vгр 450 см3 (Vгр·100/Vп=450·100/45000%=1%) при расходе медного коллектора 30% от массы шлака, но без активатора процесса восстановления. В результате после выдержки в течение 120 мин при температуре 1200°C получили выход металла 14% от массы шлака.
Таким образом, выполнение заявленного способа пирометаллургической переработки меднолитейного шлака обеспечивает наиболее полное извлечение из него металла при сокращении длительности плавки и минимизации потерь легколетучих компонентов в виде возгонов. Способ предусматривает плавку шихты, содержащей шлак, графитированный коксик в количестве 10% от массы шлака и медный коллектор, при температуре 1000-1300°C в индукционной тигельной печи с размещенным в полости тигля графитовым индуктивным разогревателем в виде стержня диаметром 0,1-0,2 от диаметра тигля или кусков графита в количестве от 1 до 5% от объема тигля. При этом плавке подвергают шихту с дополнительно введенными в нее карбонатами щелочных и щелочно-земельных металлов в качестве активатора процесса восстановления при расходе медного коллектора 0,1-0,3 от массы шлака.
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Способ получения ультрадисперсных порошков различных оксидов с узким разделением частиц по размерам
Акустооптический спектрополяриметр изображений с повышенным качеством спектральных срезов изображений и увеличенной светосилой
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления

