Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для повышения точности геометрической оси электродов-инструментов из закаливаемых металлических материалов при электроэрозионном прошивании отверстий малого диаметра с большой глубиной в металлических материалах.
Известен способ [1] электрохимической обработки каналов, в котором для выпрямления электрода-инструмента применяют растягивающие усилия.
К недостаткам способа относится отсутствие возможности сохранения прямой оси электрода-инструмента после снятия растягивающих усилий.
Наиболее близким к заявленному изобретению является способ [2] рихтовки проволоки, по которому проволоку натягивают и пропускают по ней импульсы тока, вызывающие разогрев, вытягивание и повышенную упругость проволоки.
К недостаткам способа относятся неконтролируемое изменение толщины проволоки при растягивании, увеличение упругости без стабилизации остаточных напряжений, вызывающих вторичный изгиб оси проволоки, возможность ее обрыва при неконтролируемом растяжении, нарушение точности электрода-инструмента и прошитого отверстия.
Изобретение направлено на повышение прямолинейности и жесткости электродов-инструментов из проволоки малого диаметра с большой длиной.
Это достигают тем, что сначала закрепляют конец электрода-проволоки в подвижной стойке, противоположный конец в неподвижной стойке, затем прилагают к концам электрода-проволоки растягивающие усилия не выше предела прочности материала электрода-проволоки на разрыв, устанавливают начало удлинения электрода-проволоки во время пропускания через нее низковольтного постоянного тока, после чего электрод-проволоку закаливают подачей жидкой среды (например, в виде тумана), снижают силу растяжения пропорционально скорости охлаждения электрода-проволоки с регулированием режима подачей жидкой среды.
Сущность предлагаемого способа поясняется фигурой 1. На фиг. 1 приведены основные элементы установки для осуществления способа и показано их взаимодействие.
На корпусе 1 (фиг. 1) закреплены неподвижная стойка 2 и подвижная стойка 3 из диэлектрического материала. На неподвижной 2 и подвижной 3 стойках винтами 4 и 5 закреплен электрод-проволока 6. Для подвода тока к электроду-проволоке 6 в местах крепления электрода-проволоки к стойкам 2 и 3 винтами 4 и 5 установлены токоподводы 7 и 8 от источника низковольтного постоянного тока (на фиг. 1 не показан). Подвижная стойка 3 установлена на направляющую 9 (например, типа «ласточкин хвост» с регулировочной пластиной). На опоре 10 закреплено растяжное устройство для натяжения электрода-проволоки 6. Начальное положение опоры 10 фиксируется винтом 11. Между стойкой 3 и опорой 10 установлен механизм натяжения электрода-проволоки 6, включающий (фиг. 1) указатель 12 удлинения по шкале 13 электрода-проволоки 6 при растяжении, упругий элемент 14, тарированный по шкале 13 для оценки величины силы, прилагаемой при растяжении электрода-проволоки 6. Растяжение осуществляется пневмоцилиндром 15, имеющим ход штока 16 не менее длины электрода-проволоки 6. Воздух подается в пневмоцилиндр 15 через патрубок 17 с манометром 18 и удаляется через патрубок 19 с вентилем 20. Охлаждающая жидкая среда на электрод-проволоку 6 подается через распылитель 21 и регулируется поворотом заслонки 22. Температура электрода-проволоки 6 контролируется дистанционным датчиком 23.
Способ осуществляют следующим образом: отрезают электрод-проволоку 6 на размер, равный расстоянию между наружными поверхностями стоек 2 и 3.
Отводят стойку 3 и опору 10 к пневмоцилиндру 25, для чего открывают вентиль 20 на патрубке 19, освобождают опору 10 от давления винта 11, подают воздух под давлением (контролируют манометром 18) через патрубок 17 и штоком 16 перемещают стойку 3 с опорой 10.
Закрепляют конец электрода-проволоки 6 в стойке 2, установленной на корпусе 1, винтом 4. Перемещают стойку 3 и опору 10 до установки электрода-проволоки 6 в отверстие стойки 3 до упора и слабого натяжения электрода-проволоки 6, после чего закрепляют конец электрода-проволоки 6 и токоподвод 8 винтом 5.
Выбирают из справочников [3] предел прочности материала электрода-проволоки на разрыв и снижают полученное значение на 20-25%. Для диаметра электрода-проволоки 6 находят силу продольного растяжения. Перемещают опору 10, сжимают упругий элемент 14 до установки начального значения натяжения по указателю 12 на шкале 13, после чего фиксируют положение опоры 10 винтом 11 на направляющей 9.
Подают через токоподводы 7 и 8 низковольтный ток на электрод-проволоку 6 и после нагрева электрода-инструмента до температуры отжига (контролируется датчиком 23) по указателю 12 фиксируют начало удлинения электрода-проволоки 6.
Открывается заслонка 22 и через распылитель 21 подается охлаждающая жидкая среда, например в виде тумана. Температура закаляемого электрода-проволоки 6 контролируется датчиком 23 и регулируется поворотом заслонки 22. Затем освобождают винты 4 и 11 и, контролируя манометром 18, путем открытия вентиля 20 на патрубке 19 снижают силу растяжения пропорционально скорости охлаждения электрода-проволоки 6.
Далее освобождают закрепление винтами 4 и 5 электрода-проволоки 6, вынимают из стоек 2 и 3 электрод-проволоку 6.
Пример применения способа
Необходимо изготовить проволочный электрод-инструмент для электроэрозионной прошивки в стали 45 отверстия диаметром 0,3 мм на глубину 2 мм. В качестве инструмента используется электрод-проволока из материала Л-68.
По [3] (стр. 38; 41) величина бокового зазора при электроэрозионной чистовой обработке составляет для сталей 9-10 мкм (на диаметр 0,018-0,02 мм). Тогда диаметр электрода-проволоки для получения отверстия диаметром 0,3 мм с последующей калибровкой неизношенным участком составит 0,28-0,282 мм. Предельная сила растяжения (Р) проволоки такого диаметра с площадью F составит
P=KσвF ,
где K - коэффициент запаса прочности электрода-проволоки на разрыв (K=0,75-0,8);
σв- предел прочности латуни на разрыв, σв=35 кГс/мм2 (по справочникам σв=30-40 кГс/мм2);
F - площадь сечения электрода-проволоки  .
.
Тогда Р=1,72 кГс (Р≈17 Н).
По справочнику [4] (стр. 426) режимы термообработки для материала Л-68 составляют:
температура плавления - 938°С;
температура горячей обработки - 700-850°С;
температура отжига - 550-650°С.
Режимы обработки
Сила растяжения электрода проволоки 17 Н; напряжение источника постоянного тока 0,6 А; время нагрева электрода-проволоки 1-2 с.
Результаты использования
Измерение электрода проволоки показало, что изменение диаметра составило 0,002 мм, изгиб не более 0,005 мм, жесткость выросла в 8-10 раз по сравнению с не закаленным электродом-проволокой. Это позволило стабильно получать отверстия 0,3±0,015 мм, что отвечает достижению поставленной цели.
Источники
1. АС 252801 В.П. Смоленцев, Н.И. Фирсов, Н.Н. Феклистов, В.А. Луговский. Способ электрохимической обработки каналов. 1969, Бюл. №29.
2. Е.М. Левинсон. Электроэрозионная обработка металлов, Лениздат, 1961. - 184 с.
3. В.П. Смоленцев. Изготовление инструмента непрофилированным электродом, М.: Машиностроение, 1967 - 160 с.
4. Справочник металлиста. В 5 т. Т. 2. Под ред. А.Г. Рихштадта и В.А. Брострема. М., «Машиностроение», 1976. - 720 с.
Способ изготовления проволочного электрода-инструмента для электроэрозионной обработки, включающий одновременное растяжение и нагрев пропусканием через электрод-инструмент импульсов электрического тока, отличающийся тем, что конец электрода-инструмента закрепляют в подвижной стойке, а противоположный конец - в неподвижной стойке, затем к концам электрода инструмента прилагают усилие растяжения, величина которого не превышает предел прочности материала электрода-инструмента на разрыв, нагрев электрода-инструмента осуществляют до достижения температуры отжига, после которого фиксируют начало удлинения электрода-инструмента, а затем закаливают электрод-инструмент путем подачи жидкой среды с одновременным снижением силы растяжения пропорционально скорости охлаждения электрода-инструмента.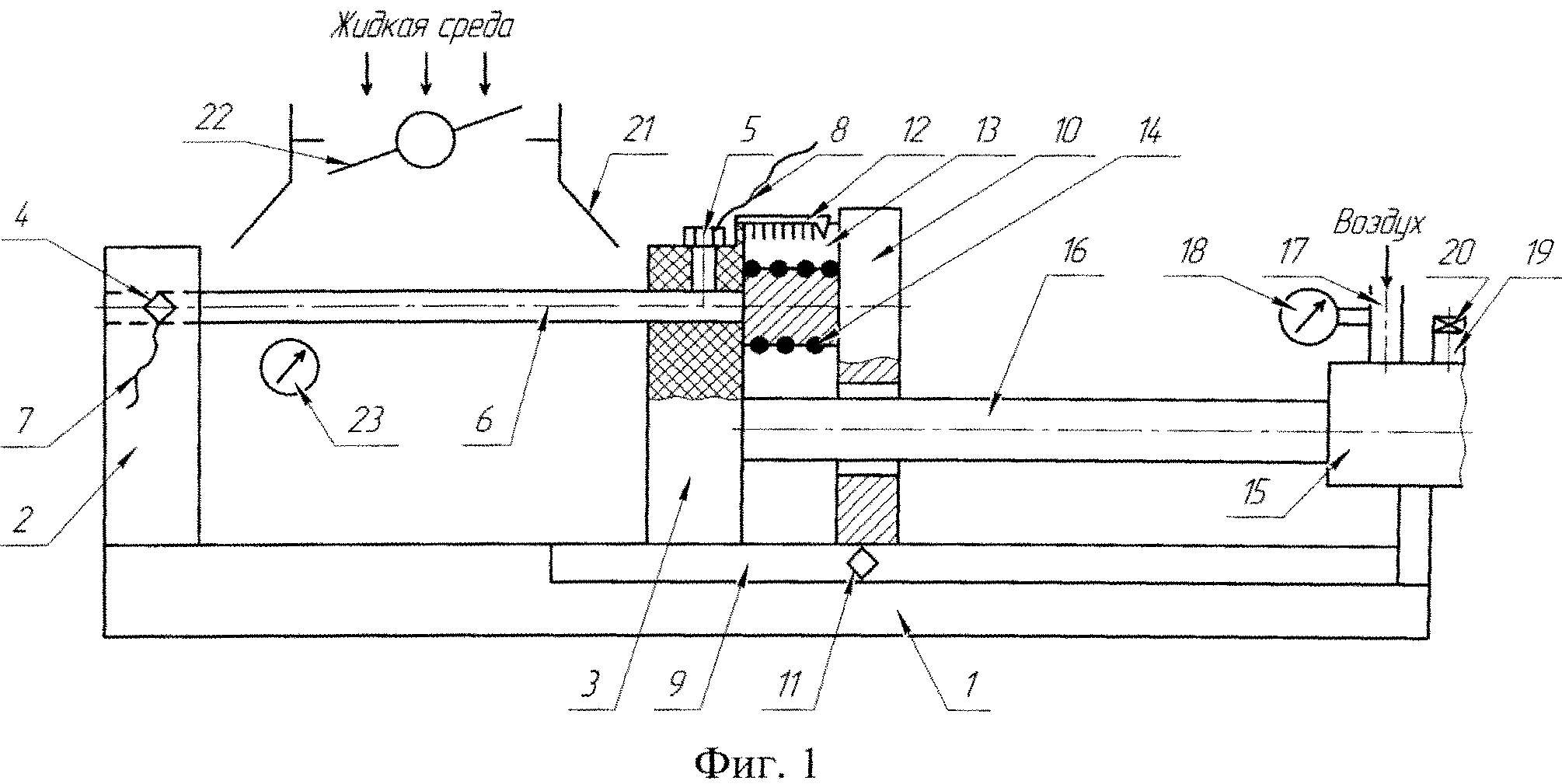
Способ нанесения теплозащитного композитного покрытия, содержащего оксид циркония, на металлическую поверхность изделия
Способ получения износостойкого нанокомпозитного покрытия с заданным значением микротвердости на поверхности полированной ситалловой пластины
Способ получения нанокомпозитных покрытий металл-керамика с требуемым значением микротвердости
Способ определения микротвердости нанокомпозитного покрытия с повышенной износостойкостью по соотношению в нем металлической и керамической фаз
Способ получения нанокомпозитного металл-керамического покрытия с заданным значением микротвердости на поверхности полированной ситалловой пластины
Регулятор переменного напряжения
Привод линейного перемещения
Способ выращивания легированных нитевидных нанокристаллов кремния
Способ плазменного напыления покрытия
Способ подготовки прокачиваемой через зону обработки при электрохимической размерной обработке рабочей среды и устройство для его осуществления
Гидравлическая система скрепера
Маркерное устройство для систем радиочастотной идентификации
Ферромагнитный нелинейный элемент
Способ изготовления шаблона
Центробежный насос
Жидкостный ракетный двигатель
Статор ветроэлектрогенератора
Способ изготовления полости и отверстия в прессованной заготовке
Камера жидкостного ракетного двигателя
Насос центробежный

