Результат интеллектуальной деятельности: СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ К ИСПЫТАНИЯМ НА ГЕРМЕТИЧНОСТЬ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к подготовке изделий к высокочувствительному контролю герметичности - операции, заключающейся в освобождении каналов сквозных микронеплотностей, возникающих в процессе изготовления изделий, от различного рода закупоривающих веществ (минеральных масел, смазочно-охлаждающих жидкостей, различных технологических сред, с которыми возможен контакт поверхностей изделий в процессе изготовления).
Операция подготовки обязательна к выполнению перед контролем герметичности, обеспечивая высокую надежность обнаружения сквозных микронеплотностей ультрамалых размеров. Для удаления растворимых загрязнений из каналов сквозных микронеплотностей используют растворители, причем основной метод удаления их из глубины каналов сквозных микронеплотностей - растворение и экстракция растворителями (см. ОСТ 92-4281-74 «Методы, средства и режимы подготовки изделий перед испытаниями на герметичность. Контроль качества очистки»). Для удаления растворимых загрязнений из каналов сквозных микронеплотностей используют установки длительного воздействия растворителя на поверхности с целью растворения и экстракции загрязнений из глубины сквозных микронеплотностей.
В известных способах, регламентированных ОСТ 92-4281-74, изделие, размещенное в герметичной моечной камере, обрабатывают растворителем в течение времени, достаточном для растворения и удаления поверхностных загрязнений, а также для растворения и экстракции малолетучих загрязнений (минеральных масел, жиров, различных жидких технологических сред), сосредоточенных в глубине сквозной микронеплотности.
Недостатком такой технологии является то обстоятельство, что в связи с малым коэффициентом взаимной диффузии молекул растворителя и закупоривающих веществ, D=(2…6)·10-6 см2/с, необходимая длительность экстракционной очистки сквозных микроканалов, в особенности в оболочках большой толщины (5…15 мм), достигает 50…200 часов. Повышение температуры растворителя до 40…50°С сокращает длительность экстракции не более чем на 30…40%. Для практической реализации такой технологии необходимо применять растворители с минимальными значениями поверхностного натяжения и максимальными показателями смачивающего действия, что не всегда представляется возможным, в результате снижается качество и надежность подготовки.
Наиболее близким к предлагаемому изобретению можно отнести решение, описанное в патенте РФ №2386937, G01M 3/02, 2009 г., заключающееся в размещении изделия в герметичной камере, заполнении объемов изделия жидкостью, повышении ее температуры и давления до значений, приводящих жидкость в сверхкритическое состояние, выдержке и обнаружении утечки жидкости в сквозных микронеплотностях. Высокий эффект достигается благодаря исключительным качествам жидкости, приведенной в сверхкритическое состояние (сверхкритический флюид):
- практически нулевое значение поверхностного натяжения, что облегчает проникновение сверхкритического флюида в микронеплотности предельно малых размеров;
- сверхкритический флюид обладает на порядок большим, чем обычные растворяющие среды, коэффициентом диффузии при растворении веществ, закупоривающих каналы микронеплотностей, поэтому процесс растворения происходит за соответственно меньший промежуток времени;
- вязкость сверхкритического флюида на порядок меньшая в сравнении с вязкостью обычной жидкости, в связи с чем ускоряется процесс выброса растворенного закупоривающего вещества из канала микронеплотности.
Задачей предлагаемого изобретения является снижение циклов и трудоемкости подготовительных операций перед контрольными проверками изделий на герметичность, а также повышение эффективности и надежности самой технологии подготовки.
Поставленная задача решается способом подготовки изделий к испытаниям на герметичность, заключающемся в помещении изделия в герметичную камеру, заполнении камеры растворяющей жидкой средой, переводе ее в состояние сверхкритического флюида и выдержке в течение определенного времени, согласно изобретению после выдержки изделия под давлением сверхкритического флюида в течение определенного времени удаляют ее жидкую фазу из камеры, а пары откачивают, после чего производят выдержку изделия при достигнутом окружающем давлении также в течение определенного времени.
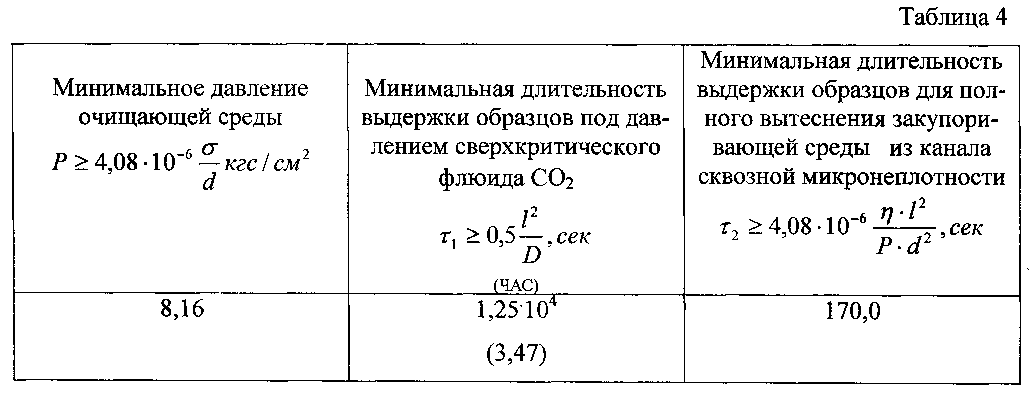
Кроме того, давление сверхкритического флюида в камере в процессе выдержки устанавливают из условия:
 ,
,
где σ - коэффициент поверхностного натяжения насыщенного раствора вещества закупоривающего загрязнения,  ;
;
d - размер сечения канала сквозной микронеплотности, см.
Время выдержки изделия под давлением сверхкритического флюида составляет: , при двустороннем контакте флюида с поверхностями оболочек изделия (наружной и внутренней),
, при двустороннем контакте флюида с поверхностями оболочек изделия (наружной и внутренней),
 , при одностороннем контакте флюида с поверхностью оболочки изделия (наружной или внутренней),
, при одностороннем контакте флюида с поверхностью оболочки изделия (наружной или внутренней),
где l - максимальная толщина стенок изделия в зонах возможной локализации дефектов негерметичности, см:
D - коэффициент взаимной диффузии молекул веществ, закупоривающих каналы сквозных микронеплотностей, и молекул сверхкритического флюида в процессе взаимного растворения при давлении Р,  .
.
Длительность выдержки изделия после удаления из специальной герметичной камеры жидкой фазы и паров растворяющей среды составляет:
 ,
,
где η - коэффициент динамической вязкости насыщенного раствора закупоривающего вещества в растворяющей жидкой среде,  .
.
Для экстракционной очистки в качестве растворяющей среды используются растворяющие жидкие среды, которые предварительно приведены в сверхкритическое состояние. Это состояние характеризуется повышением давления и температуры растворяющей среды выше критических значений: Р≥(1…3)Ркр, Т≥(0,9…1,2)Ткр. После контакта поверхностей изделия с жидкостью, приведенной в сверхкритическое состояние, начинается процесс диффузионного проникновения молекул растворяющей среды в глубину канала микронеплотности. Одновременно происходит вынос молекул растворяемого вещества из канала микронеплотности. При достижении насыщенной концентрации молекул растворяющей среды в массе вещества, закупоривающего канал микронеплотности, давление растворяющей среды снижается до атмосферного значения при сохранении исходной температуры, жидкая фаза среды удаляется из камеры, а ее пары удаляются откачкой. С понижением окружающего давления, нарушением концентрационного равновесия в глубине канала микронеплотности  происходит выделение избыточного количества молекул растворяющей среды в чистой фазе, при пониженном давлении и повышенной температуре превращающейся в газ при давлении, равном значению давления насыщения. Если это давление способно преодолеть силу капиллярного сопротивления, произойдет вытеснение (выталкивание) давлением газа закупоривающего вещества из глубины канала микронеплотности.
происходит выделение избыточного количества молекул растворяющей среды в чистой фазе, при пониженном давлении и повышенной температуре превращающейся в газ при давлении, равном значению давления насыщения. Если это давление способно преодолеть силу капиллярного сопротивления, произойдет вытеснение (выталкивание) давлением газа закупоривающего вещества из глубины канала микронеплотности.
В предлагаемом способе подготовки изделия к контролю герметичности предусматривается размещение изделия в герметичной камере, заполнение камеры растворяющей средой, повышением давления и температуры приведение его в сверхкритическое состояние, производят увеличение давления до значения, обеспечивающего возможность преодоления капиллярных сил:
 ,
,
где σ - коэффициент поверхностного натяжения насыщенного раствора вещества закупоривающего загрязнения,  ;
;
d - размер сечения канала сквозной микронеплотности.
При таком давлении и сверхкритической температуре производят выдержку изделия под давлением сверхкритического флюида для диффузионного проникновения флюида в глубину канала микронеплотности и насыщения им растворяемого закупоривающего вещества в течение времени:
 , при двустороннем контакте флюида с поверхностями оболочек изделия (наружной и внутренней),
, при двустороннем контакте флюида с поверхностями оболочек изделия (наружной и внутренней),
 , при одностороннем контакте флюида с поверхностью оболочки изделия (наружной или внутренней),
, при одностороннем контакте флюида с поверхностью оболочки изделия (наружной или внутренней),
где l - максимальная толщина стенок изделия в зонах возможной локализации дефектов негерметичности, см:
D - коэффициент взаимной диффузии молекул веществ, закупоривающих каналы сквозных микронеплотностей, и молекул сверхкритического флюида в процессе взаимного растворения при давлении Р,  .
.
После окончания выдержки понижают давление растворяющей среды до атмосферного значения при сохранении исходной температуры, удаляют растворяющую среду из камеры и производят откачку ее паров вакуумным насосом.
В таком состоянии при нулевом давлении в камере и сохранении температуры изделия в пределах (0,9…1,2)Ткр нарушается концентрационное равновесие, и в глубине канала микронеплотности происходит выделение избыточного количества растворяющей среды в чистой фазе, при повышенной температуре превращающейся в пар при давлении, равном значению давления насыщения. Значение этого давления способно преодолеть капиллярное сопротивление, и начинается процесс вытеснения раствора закупоривающего вещества давлением паровой фазы растворяющей среды.
Производят выдержку изделия в течение времени, необходимого для полного вытеснения закупоривающего вещества из глубины канала сквозной микронеплотности:
 ,
,
где η - коэффициент динамической вязкости насыщенного раствора закупоривающего вещества в растворяющей жидкой среде, 
Такой способ подготовки изделий к испытаниям на герметичность благодаря вышеупомянутым специфическим физическим свойствам сверхкритического флюида повышает качество и надежность и обеспечивает сокращение цикла и трудоемкости необходимых работ.
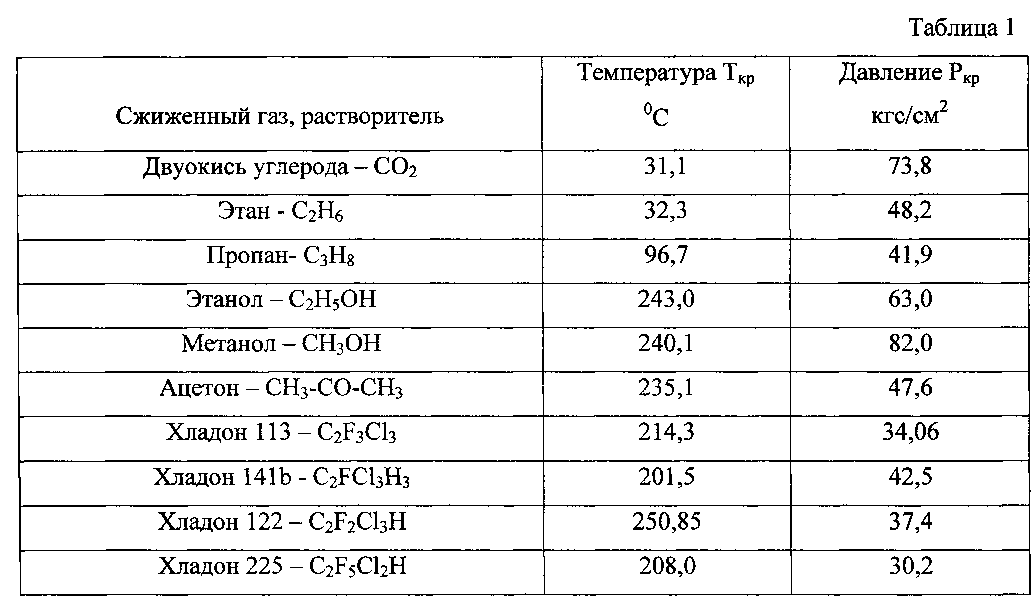
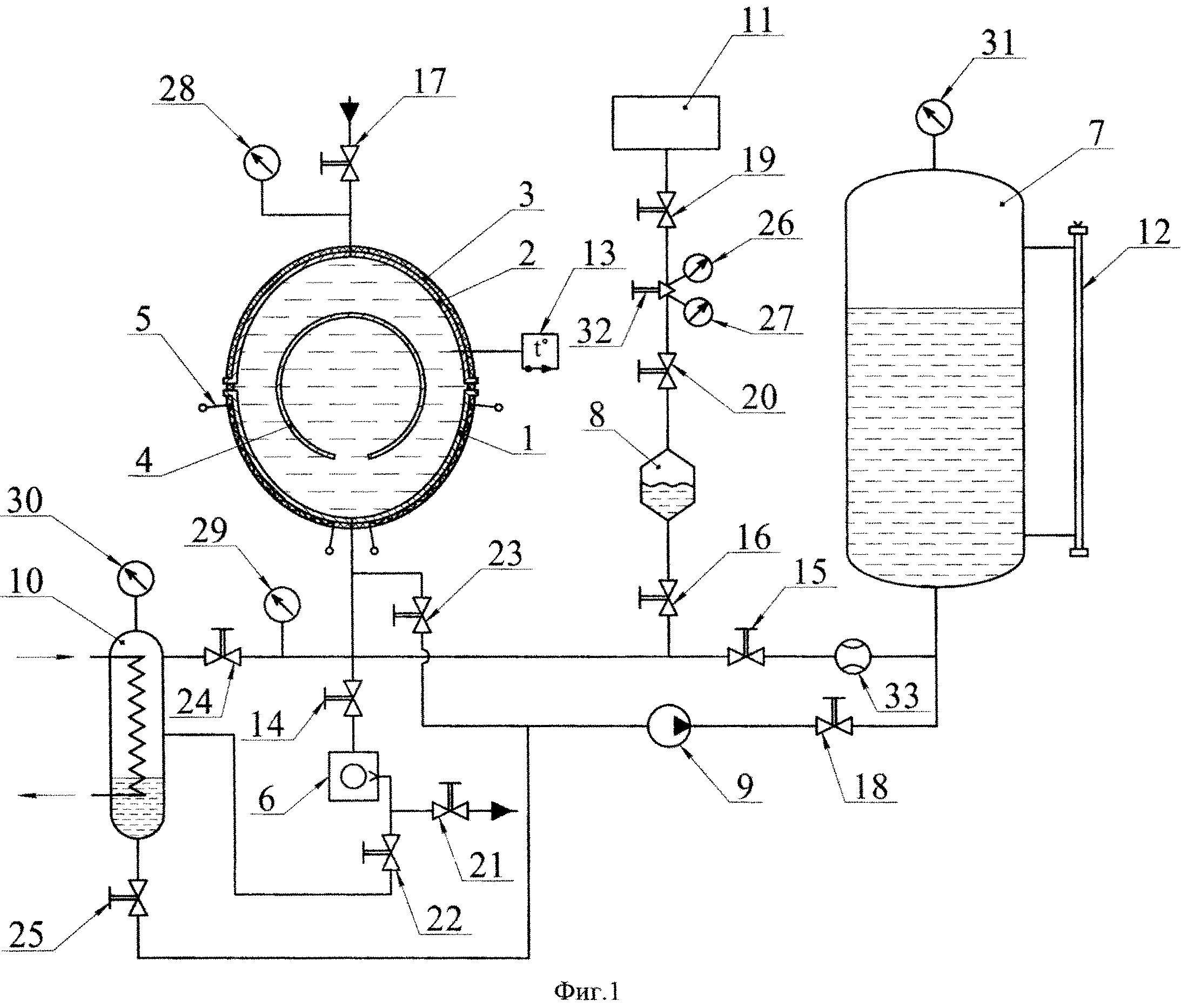
Изобретение иллюстрируется чертежами, где на фиг. 1 приведена схема устройства для подготовки изделий с использование сверхкритических флюидов различных растворяющих сред, в качестве которых могут быть использованы сжиженные газы двуокись углерода СО2, этан С2Н6, пропан С3Н8, и др., а также растворители хладон 113 C2F3Cl3, хладон 141b C2FCl2H3, хладон 122 C2F2Cl3H, этанол С2Н5ОН и др. На фиг. 2 приведена схема макетного образца со сквозным микродефектом в сварном соединении; на фиг. 3 - фотография макетного образца с сквозной микронеплотностью в сварном шве; на фиг. 4 представлена схема экспериментальной установки, использованной для проверки эффективности удаления закупоривающей среды из каналов сквозных микронеплотностей сверхкритическим флюидом СО2.
Устройство включает герметичную камеру, состоящую из корпуса 1 и крышки 2, разделяемых и герметично соединяемых по фланцевому разъему. Во время процедуры очистки в камере размещается изделие 4. На наружную поверхность корпуса и крышки нанесено теплоизоляционное покрытие 3. На корпусе камеры смонтированы нагревательные элементы 5, предназначенные для повышения температуры растворяющей среды в объеме камеры. Объем камеры соединен трубопроводом с клапаном 15 с емкостью 7, заполненной растворяющей средой. Вакуумный мембранный насос 6 также подключен к объему камеры и предназначен для откачки из камеры атмосферного воздуха и паров растворяющей среды. Диафрагменный пневмогидроблок 8 с разделительной диафрагмой предназначен для повышения давления растворяющей среды в объеме камеры при переводе ее в сверхкритическое состояние. Насос-компрессор 9 предназначен для удаления растворяющей среды из объема камеры в емкость 7. К выходному патрубку мембранного вакуумного насоса 6 подключен блок 10 низкотемпературной конденсации паров растворяющей среды при откачке их из объема камеры. Пневмопульт 11 предназначен для подачи давления сжатого воздуха на диафрагму пневмогидроблока 8. Уровнемер 12 предназначен для контроля количества растворяющей среды в емкости 7. Термодатчик 13 предназначен для контроля температуры растворяющей жидкости при переводе ее в сверхкритическое состояние. На магистралях и объемах системы установлены клапаны 14…25, манометры 26…27 и мановакуумметры 28…31, для контроля давления. Газовый редуктор 32 предназначен для настройки давления сжатого воздуха при подаче его на диафрагму пневмогидроблока 8. Расходомерное устройство 33 предназначено для контроля количества подаваемой в объем камеры растворяющей среды.
Работа с использованием устройства осуществляется в следующей последовательности.
При подготовке установки к работе вакуумным насосом 6 при открытых клапанах 14, 15, 16, 24, 21 из объемов конденсатора паров 10, гидравлической полости пневмогидроблока 8 и объема емкости 7 удаляется атмосферный воздух до остаточного давления 3…10 мм рт. ст. Контроль давления по датчикам 29, 30, 31. Затем емкость 7 заполняется растворяющей средой до верхнего уровня. Контроль по уровнемеру 12.
При открытой крышке 2 камеры в корпусе камеры 1 устанавливается изделие 4. Крышка камеры герметично закрывается и вакуумным насосом 6 при открытых клапанах 14 и 21 из объема камеры удаляется атмосферный воздух до остаточного давления 3…10 мм рт. ст. Затем при открытых клапанах 15 и 16 из емкости 7 в объем камеры 1 и гидравлическую полость пневмогидроблока 8 самотеком подается необходимое количество растворяющей среды. Контроль подаваемого количества осуществляется с помощью расходомерного устройства 33. Перевод растворяющей среды в камере в сверхкритическое состояние производится повышением ее температуры нагревателем 5 и увеличением давления подачей через клапаны 19, 20 и газовый редуктор 32 на диафрагму пневмогидроблока 8 небходимого давления воздуха. Значения температуры и давления сверхкритического флюида устанавливаются из условия:
Тфл=(0,9…1,2)Ткр
 ,
,
где Ткр - критическая температура растворяющей среды;
σ - коэффициент поверхностного натяжения насыщенного раствора вещества закупоривающего загрязнения,  ;
;
d - размер сечения канала сквозной микронеплотности.
Производится выдержка изделия при установленных параметрах сверхкритического флюида в течение времени τ1:
 , при двустороннем контакте флюида с поверхностями оболочек изделия (наружной и внутренней),
, при двустороннем контакте флюида с поверхностями оболочек изделия (наружной и внутренней),
 , при одностороннем контакте флюида с поверхностью оболочки изделия (наружной или внутренней),
, при одностороннем контакте флюида с поверхностью оболочки изделия (наружной или внутренней),
где l - максимальная толщина стенок изделия в зонах возможной локализации дефектов негерметичности, см:
D - коэффициент взаимной диффузии молекул веществ, закупоривающих каналы сквозных микронеплотностей, и молекул сверхкритического флюида в процессе взаимного растворения при давлении Р,  .
.
По завершении выдержки при открытых клапанах 23 и 18 насосом-компрессором 9 растворяющая среда удаляется из объема камеры в емкость 7. Удаление паровой фазы из объема камеры выполняется вакуумным насосом 6 через клапаны 14 и 22 в конденсатор 10, в котором происходит конденсация пара. После понижения давления в объеме камеры до 5…15 мм рт. ст. вновь производится выдержка для удаления закупоривающих веществ из канала микронеплотности в течение времени τ2:
 ,
,
где η - коэффициент динамической вязкости насыщенного раствора закупоривающего вещества в растворяющей жидкой среде.
По завершении работы в камеру через клапан 17 напускается сухой чистый воздух, крышка 2 камеры открывается, изделие 4 извлекается из корпуса камеры.
Заключительная операция - перекачка накопленного конденсата из объема конденсатора 10 насосом-компрессором 9 через клапаны 25 и 18 в емкость 7.
В таблице 1 приводится информация по потенциально перспективным для применения при подготовке изделий к высокочувствительному контролю герметичности растворителям и сжиженным газам и критическим показателям этих растворяющих сред.
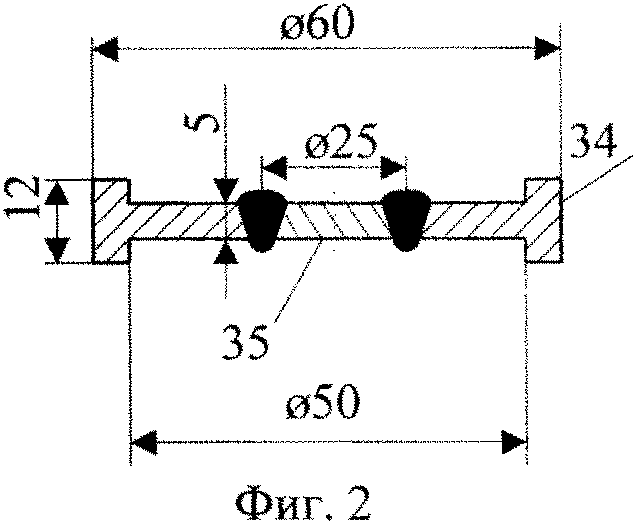
Проверка эффективности заявленного изобретения выполнена с использованием макетных образцов сквозных микронеплотностей в сварных соединениях. Схема и фотография макетных образцов показаны на фиг. 2 и 3.
Схема макетного образца со сквозным микродефектом в сварном соединении включает оправку 34, вкладыш 35.
Образцы микронеплотности изготовлены из алюминиево-магниевого сплава АМг-6, соединение деталей оправка 34 и вкладыш 35 произведено методом ручной аргоно-дуговой сварки.
Из партии изготовленных образцов отобраны шесть образцов, для которых в районе сварных соединений методами масс-спектрометрического контроля герметичности (см. ОСТ 92-1527 «Методы испытаний на герметичность с применением масс - спектрометрических течеискателей», вакуумный метод, метод щупа) обнаружены сквозные микродефекты. Проницаемость микродефектов для контрольного газа гелия определена методом измерения потока гелия Q, м3Па/с, при перепаде давления Р=0,6 МПа.
Значения проницаемости сквозных микронеплотностей для отобранных образцов приведены в таблице 2.

Оценка размера условного диаметра канала сквозной микронеплотности d, см, произведена по соотношению истечения гелия в условиях молекулярно-вязкостного режима по соотношению (см. ОСТ 134-1019-98 «Методы расчета проектных и технологических норм герметичности»):
 ,
,
где Q - поток гелия в канале сквозной микронеплотности, м3Па/с;
d - условный диаметр канала сквозной микронеплотности, см;
δ - длина канала сквозной микронеплотности, принимается равной толщине сварного шва, см;
Р - давление гелия на входе в микронеплотность, МПа;
η - коэффициент динамической вязкости гелия, пуаз.
Расчетные значения размеров условного диаметра канала микронеплотности - d, выполненные по приведенному соотношению, приведены в таблице 3.

В качестве закупоривающей среды при экспериментальных работах использована композиция минеральных масел, с которыми возможен контакт изделий в производстве, - вакуумное масло ВМ-4, вакуумное масло ВМ-1, масло индустриальное, масло компрессорное и др., смешанных в равных объемных пропорциях.
Закупорка каналов микронеплотностей композицией минеральных масел выполнена после нанесения этой среды на поверхность сварных швов в зоне расположения сквозного микродефекта и последующей длительной выдержки (~ 75 часов) для капиллрного впитывания закупоривающей среды. Повторные проверки образцов на герметичность при повышенном давлении гелия (до 1,0 МПа) подтвердили закупорку микронеплотностей.
Подготовленные описанным способом образцы микронеплотности подвергнуты далее обработке воздействием сверхкритического флюида СО2.
Схема экспериментальной установки, использованной для удаления закупоривающей среды из каналов сквозных микронеплотностей, показана на фиг. 4. Для удаления закупоривающей среды использован углекислый газ СО2, приведенный в сверхкритическое состояние.
Экспериментальная установка включает камеру экстракционной очистки с объемом ~ 1 л, представляющую корпус 36 и крышку 37, герметично соединяющиеся через кольцевую уплотняющую прокладку. Макеты образцов со сквозными микродефектами в сварных швах 38 помещены в камере. Камера сообщена с системой сверхкритической экстракции компании SEPAREX 39. Баллоны 40 с углекислым газом сообщены через трубопровод с манометром 41 с системой 39. Манометр 42 установлен на крышке камеры 37.
Корпус 36 и крышка 37 камеры прогреваются циркулирующей у поверхности подогретой до температуры 40°С водой. Подача сжиженной углекислоты при сверхкритическом давлении (до 7,5 МПа) в объем камеры производится от системы 39 сверхкритической экстракции компании SEPAREX после удаления из ее объема атмосферного воздуха вакуумным насосом 43. После заполнения камеры сжиженной углекислой, достижения давления ~ 7,5 МПа и повышения ее температуры до ~ +40°С, т.е. перевода среды в состояние сверхкритического флюида, произвели выдержку в течение времени τ1 для диффузионного проникновения флюида СО2 в глубину канала микронеплотности и насыщения им растворяемого закупоривающего вещества. По окончании выдержки понизили давление СО2 в камере до атмосферного значения сбросом через клапан 46, выдержали образцы при атмосферном давлении окружающей среды в течение времени τ2, после удаления остатков среды вакуумным насосом 43 продули объем камеры через клапаны 47 и 46 сухим чистым воздухом, открыли крышку камеры и извлекли образцы для проверки проницаемости каналов сквозных микронеплотностей для гелия.
В таблице 4 приведены значения установленных режимов технологического процесса, оцененные по приводимым соотношениям для случая удаления закупоривающей среды из микроканала наименьшей проницаемости (образец №6), представляющего наибольшую трудность для очистки. Экспериментальная проверка технологического процесса выполнена на этих режимах для всех исследованных образцов. Оценки выполнены при следующих значениях аргументов:
η≈5,0 пуаз, D≈1·10-5 см2/сек, σ≈40,0 дин/см, Р≈75,0 кгс/см2.
В таблице 5 приведены результаты проверки проницаемости образцов для гелия при перепаде давления ΔР=0,6 МПа после очистки воздействием сверхкритического флюида CO2.
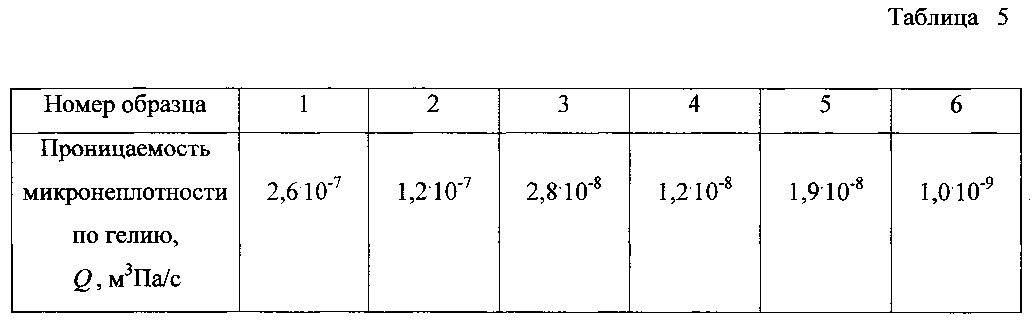
Как это видно из сравнения данных таблиц 2 и 5, в пределах погрешности измерений проницаемость сквозных микронеплотностей после обработки воздействием сверхкритического флюида СО2 практически восстанавливается, что свидетельствует об эффективности предлагаемой методики подготовки изделий к операции контроля герметичности.
Для сравнения сопоставимые показатели экстракционной очистки сквозных микронеплотностей с использованием растворителей достигаются при длительности воздействия растворителей хладон 113 или хладон 141b в течение более 100 часов.
Предлагаемый способ подготовки изделий к высокочувствительным испытания на герметичность благодаря вышеупомянутым специфическим физическим свойствам сверхкритического флюида повышает качество и надежность и обеспечивает сокращение цикла и трудоемкости необходимых работ.
Способ подготовки изделий к испытаниям на герметичность, заключающийся в помещении изделия в герметичную камеру, заполнении камеры растворяющей жидкой средой, переводе ее в состояние сверхкритического флюида и выдержке в течение определенного времени, отличающийся тем, что после выдержки изделия под давлением сверхкритического флюида в течение определенного времени удаляют ее жидкую фазу из камеры, а пары откачивают, после чего производят выдержку изделия при достигнутом окружающем давлении также в течение определенного времени, причем давление сверхкритического флюида в камере в процессе выдержки составляет: ,где σ - коэффициент поверхностного натяжения насыщенного раствора вещества закупоривающего загрязнения, ;d - размер сечения канала сквозной микронеплотности, см,а время выдержки изделия под давлением сверхкритического флюида составляет: , при двустороннем контакте флюида с поверхностями оболочек изделия (наружной и внутренней), , при одностороннем контакте флюида с поверхностью оболочки изделия (наружной или внутренней), где l - максимальная толщина стенок изделия в зонах возможной локализации дефектов негерметичности, см;D - коэффициент взаимной диффузии молекул веществ, закупоривающих каналы сквозных микронеплотностей, и молекул сверхкритического флюида в процессе взаимного растворения при давлении Р, ,при этом длительность выдержки изделия после удаления из специальной герметичной камеры жидкой фазы и паров растворяющей среды составляет: , где η - коэффициент динамической вязкости насыщенного раствора закупоривающего вещества в растворяющей жидкой среде, .




Способ градуировки сигнализаторов уровня емкости
Способ испытания изделия на герметичность
Способ испытания изделия на герметичность
Способ контроля герметичности
Способ контроля герметичности
Способ определения объема емкости большой вместимости
Способ очистки изделий
Способ подготовки топливной емкости к контролю герметичности
Способ изготовления биметаллических переходников малого диаметра многопереходной штамповкой
Способ измерения внутреннего объёма топливного бака жидкостной ракеты и градуировки объёма бака по уровням
Способ градуировки сигнализаторов уровня емкости
Способ испытания изделия на герметичность
Способ испытания изделия на герметичность
Способ контроля герметичности
Способ контроля герметичности
Способ определения объема емкости большой вместимости
Способ очистки изделий
Способ подготовки топливной емкости к контролю герметичности
Способ изготовления биметаллических переходников малого диаметра многопереходной штамповкой
Способ измерения внутреннего объёма топливного бака жидкостной ракеты и градуировки объёма бака по уровням

