КРЕПЕЖНЫЙ ВИНТ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0001] Изобретение относится к крепежному винту, содержащему металлическую основную часть тела, при этом крепежный винт, по крайней мере, частично покрашен.
[0002] Кроме того, настоящее изобретение относится к способу изготовления крепежного винта.
[0003] Настоящее изобретение также относится к устройству для изготовления крепежного винта.
[0004] Известны покрытые краской крепежные винты, которые в основном выполнены из углеродистой стали, т.е. материала основной части тела (например, стали марок SAE 1018 или SAE 1022). Закрепляемые изделия могут быть металлическим листом, таким как профили, стенные кассеты, изолирующие панели, кровельные листы и металлические листы наружной обшивки. Их материал чаще всего покрашен промышленным способом, а листовой материал из углеродистой стали оцинкован, но и другие листовые изделия также крепятся с помощью покрашенных крепежных винтов.
[0005] Часто на крепежном винте закреплена шайба. На покрашенных крепежных винтах шайба закрепляется на винте до покраски и ее верхняя поверхность чаще всего и ее боковые части также закрашиваются в процессе покраски.
[0006] Известно, что покрашенные крепежные винты красят только одним слоем, обычно соответствующим цвету закрепляемого изделия, и при этом на практике не используют заданные критерии предотвращения коррозии для такого покрытия. Известно, что существующие окрашенные крепежные винты не достигают такой же степени сопротивления коррозии, как у окрашенных металлических листовых изделий, которые они закрепляют.
[0007] Антикоррозионная стойкость закрепляемых металлических листовых изделий, по крайней мере, эквивалентна климатической нагрузке категории С3. Рекомендуемое применение покрашенных крепежных винтов, соответствующее стандартам и строительным нормам для использования покрашенных крепежных винтов, ограничено климатической нагрузкой категорий С1 и С2.
[0008] Известно, что коррозия, вызванная климатической нагрузкой, главным образом, воздействует на головку и шайбу винта, которые подвержены воздействию наружной атмосферы. Тело винта под закрепленной листовой конструкцией существенно меньше подвержено воздействию коррозии. По этой причине обычно краской покрывают только головку, шайбу и часть резьбы винта.
[0009] Известно, что в соответствии с современными требованиями нержавеющий (А2 или А4) винт должен использоваться в категориях от С3 и выше (включая С3) климатической нагрузки, но из-за высокой цены по сравнению с винтом из углеродной стали его использование весьма ограничено.
[0010] Известно, что в технологии предотвращения коррозии используется система покрытия головки покрашенных крепежных винтов из углеродистой стали, которая может быть отнесена к так называемому двойному покрытию. Когда такая система покрытия выполняется правильно, их срок службы в 1,5-2,3 раза превышает сумму срока службы покрываемых деталей.
[0011] На основе вышеприведенных фактов существующие крепежные винты сталкиваются с очевидными проблемами долговечности. После закрепления покрашенный крепежный винт из углеродной стали, пригодной для климатической нагрузки категории не выше С2 и обладающей существенно меньшей коррозионной стойкостью, чем закрепленное стальное листовое изделие, используют при климатической нагрузке категории С3 (или С4); при этом существует не только риск нарушения рекомендаций и норм, но также и риск преждевременного разрушения конструкции.
[0012] Указанная проблема известна уже более 20 лет и до сих пор успешно еще не решена.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0013] Целью настоящего изобретения является создание улучшенного крепежного винта нового типа, способа изготовления крепежного винта и устройства для осуществления указанного способа.
[0014] Крепежный винт согласно настоящему изобретению отличается тем, что имеет два или более слоя красочного покрытия, причем грунтовый слой покрытия содержит компонент, который усиливает коррозионную стойкость.
[0015] Способ изготовления крепежного винта согласно настоящему изобретению отличается тем, что грунтовый слой покрытия наносят, по крайней мере, на часть поверхности основного тела, и тем, что наносят верхний слой покрытия по грунтовому слою покрытия.
[0016] Устройство согласно настоящему изобретению отличается тем, что содержит первый красящий узел, используемый для нанесения грунтового покрытия, по крайней мере, на часть основного тела и второй красящий узел, используемый для нанесения верхнего слоя поверх слоя грунтового покрытия.
[0017] Основной идеей настоящего изобретения является то, что, по крайней мере, верхние слои крепежного винта, подверженные погодным условиям, содержат слой грунтового покрытия и верхний слой покрытия, причем слой грунтового покрытия может содержать, по крайней мере, один компонент, который усиливает коррозионную стойкость. Компонент, усиливающий коррозионную стойкость, т.е. предотвращающий коррозию или замедляющий коррозию компонент, замедляет или предотвращает реакцию на воду, которая проникает через верхний слой покрытия вместе с загрязнениями и взаимодействует с поверхностью металла. Такие компоненты включают, например, хроматы стронция, бихроматы калия и некоторые соединения молибдена. Эффективность таких соединений может быть основана на химических реакциях с водой и/или на физическом предотвращении проникновения воды.
[0018] В дополнение к этому слой грунтового покрытия предпочтительно улучшает сцепление верхнего слоя покрытия. Компонент слоя грунтового покрытия, улучшающего сцепление краски с поверхностью металла, и/или усиливающего коррозионную стойкость, может иметь органическую или неорганическую природу. Некоторые соединения хромовой кислоты могут быть названы, например, компонентами, улучшающими сцепление. Компонент, улучшающий сцепление, может быть добавлен не только в краску, но также присутствовать и на поверхности металла. Улучшение сцепления также усиливает коррозионную стойкость.
[0019] Слой грунтового покрытия может также содержать красящие агенты, например, пигменты, которые обеспечивают цвет. Однако обычно верхний слой покрытия обеспечивает желательную защиту крепежного винта.
[0020] Как грунтовое покрытие, так и верхний слой покрытия может наноситься на крепежный винт в один слой каждый, но предпочтительнее наносить их в два или более слоев.
[0021] Идея предпочтительного варианта воплощения данного изобретения заключается в том, что верхние слои крепежного винта содержат также слой предварительной обработки, нанесенный под самым нижним слоем грунтового покрытия. Обычно винт целиком покрывают таким предварительным слоем. Указанный слой предварительной обработки представляет собой слой, образованный за счет обработки трансформированием, которая включает пассивацию поверхности и придание ей сцепляющих свойств за счет, например, цинка с компонентами хрома или железа, титана или компонентами кобальта. Слой предварительной обработки может быть образован, например, свободным от хрома Гардобондом Х474 или компаунда, используемого для щелочной пассивации: Гардобонд Х1303 + Гардобонд С4504.
[0022] Слой предварительной обработки содержит, например, силены. Слой предварительной обработки усиливает свойство сцепления в направлении обоих слоев - защитного и грунтового покрытия. Кроме того, он образует исключительно водонепроницаемый слой пассивации. Слой предварительной обработки может быть любым слоем, образованным при помощи предварительной обработки с целью нанесения на оцинкованную поверхность. Такая предварительная обработка может представлять собой, например, хромирование, т.е. обработку кислотным раствором, содержащим металл, щелочное оксидирование совместно с кислотным хромированием и т.п.
[0023] Идея второго предпочтительного варианта воплощения данного изобретения заключается в том, что катодный защитный слой наносится в качестве самого низшего слоя, т.е. непосредственно на часть основного тела, например, слоя цинка или сплава, содержащего цинк или другой элемент в качестве покрытия. Таким другим элементом может быть, например, никель (Ni), алюминий (Al), магний (Mg), титан (Ti) или хром (Cr).
[0024] Крепежный винт согласно настоящему изобретению обладает многими преимуществами. Его коррозионная стойкость существенно выше, чем у известных окрашенных крепежных винтов. Несколько нанесенных слоев покрытия создают заметно лучшее препятствие для проникновения молекул воды и кислорода, чем один слой. Улучшенное сцепление грунтового слоя покрытия и содержащиеся в нем антикоррозионные вещества усиливают коррозионную стойкость. Таким образом, согласно данному изобретению достигается коррозионная стойкость крепежных винтов эквивалентная, по крайней мере, климатической нагрузке категории С3.
[0025] Другим преимуществом является то, что многослойное покрытие усиливает защиту от повреждения поверхности покрытия крепежного винта, что в свою очередь способствует увеличению срока службы крепежного винта. Защита от повреждения поверхности покрытия также возрастает за счет хорошего сцепления слоев покрытия и толщины нанесенного покрытия, которая здесь больше, чем использовавшаяся раньше.
[0026] Еще одним преимуществом является то, что применение крепежных винтов согласно данному изобретению снижает эксплуатационные расходы, вызванные заменой крепежных винтов.
[0027] Также преимуществом является то, что система нанесения покрытия согласно данному изобретению увеличивает срок службы закрепляемых металлических листовых изделий и повышает эксплуатационную безопасность конструкции в целом.
[0028] Преимуществом способа согласно данному изобретению и устройства, его реализующего, является то, что и способ и устройство создают возможность изготовления крепежного винта, стойкого к коррозии и исключительно хорошо выполняющего крепежную функцию.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0029] Варианты воплощения настоящего изобретения будут подробно описаны со ссылками на прилагаемые чертежи, на которых:
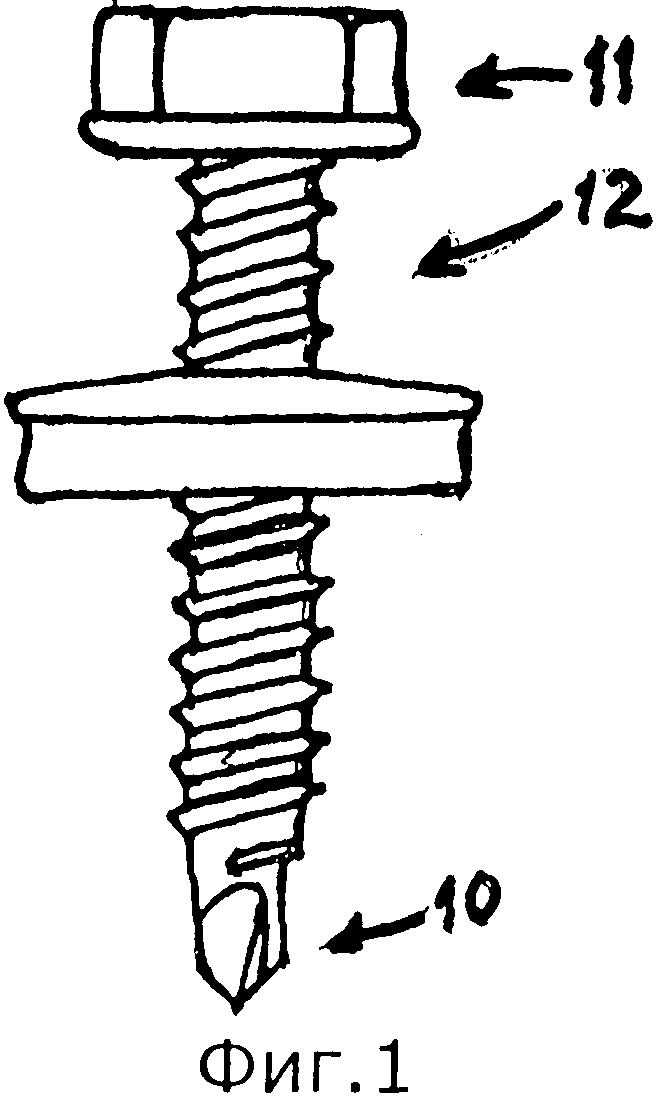
Фиг.1 - схематический вид сбоку крепежного винта согласно настоящему изобретению;
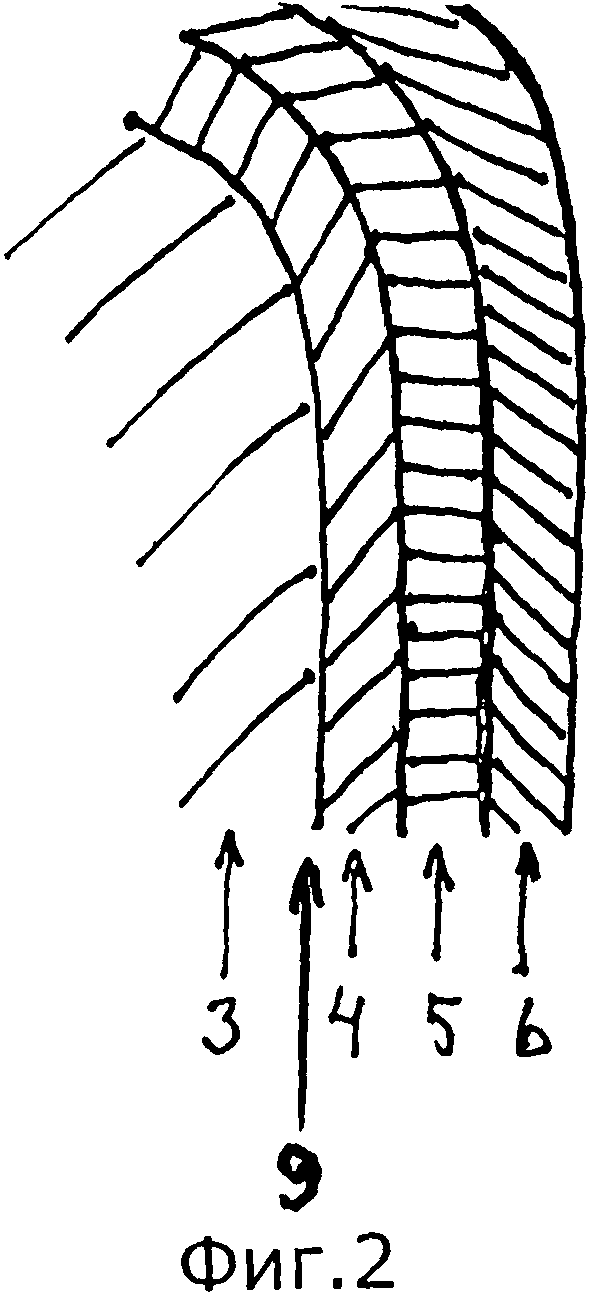
Фиг.2 - схематический вид детали в поперечном сечении крепежного винта по Фиг.1 в увеличенном масштабе на виде сбоку;
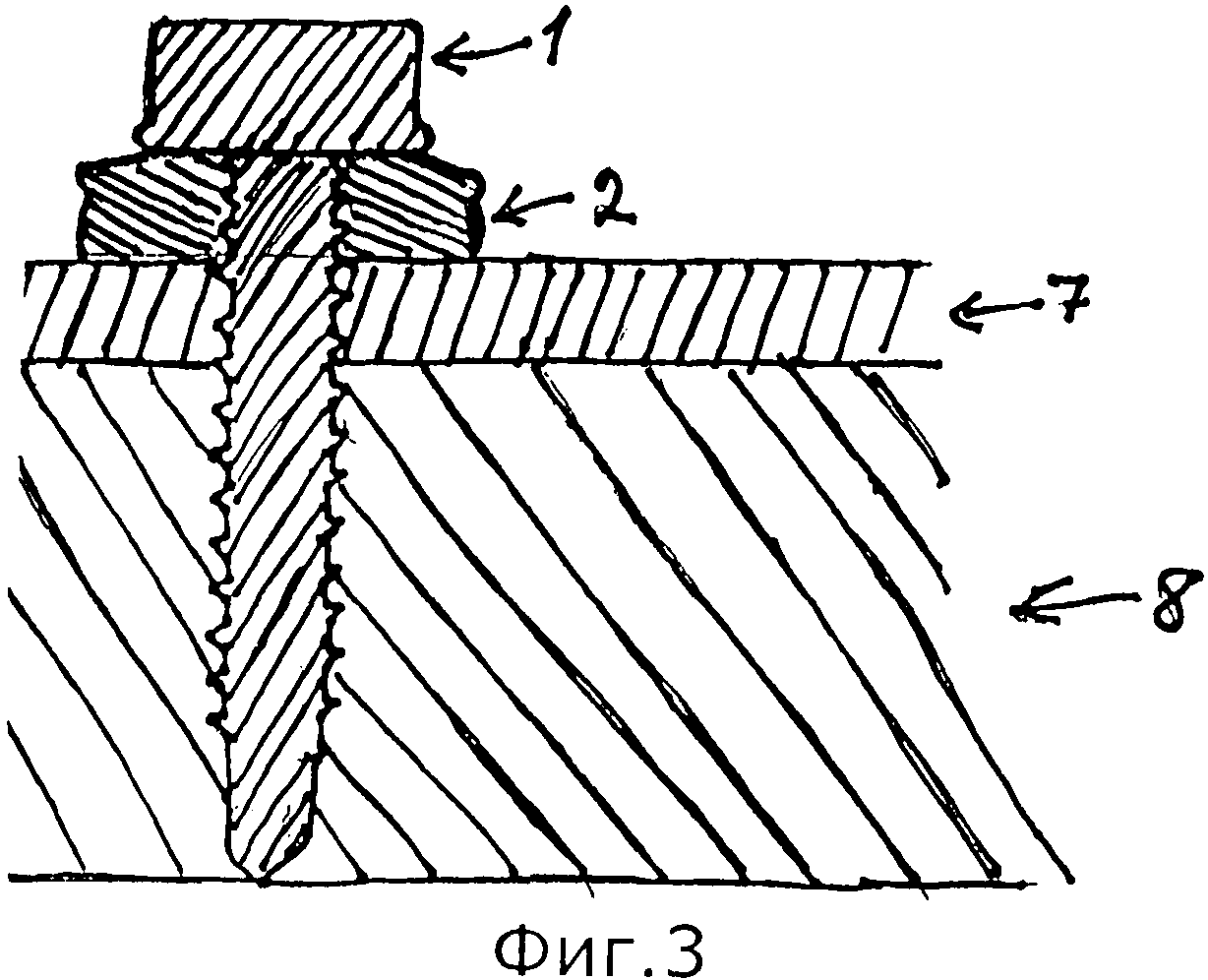
Фиг.3 - схематический вид сбоку и в поперечном сечении установленного на своем месте крепежного винта, согласно настоящему изобретению;
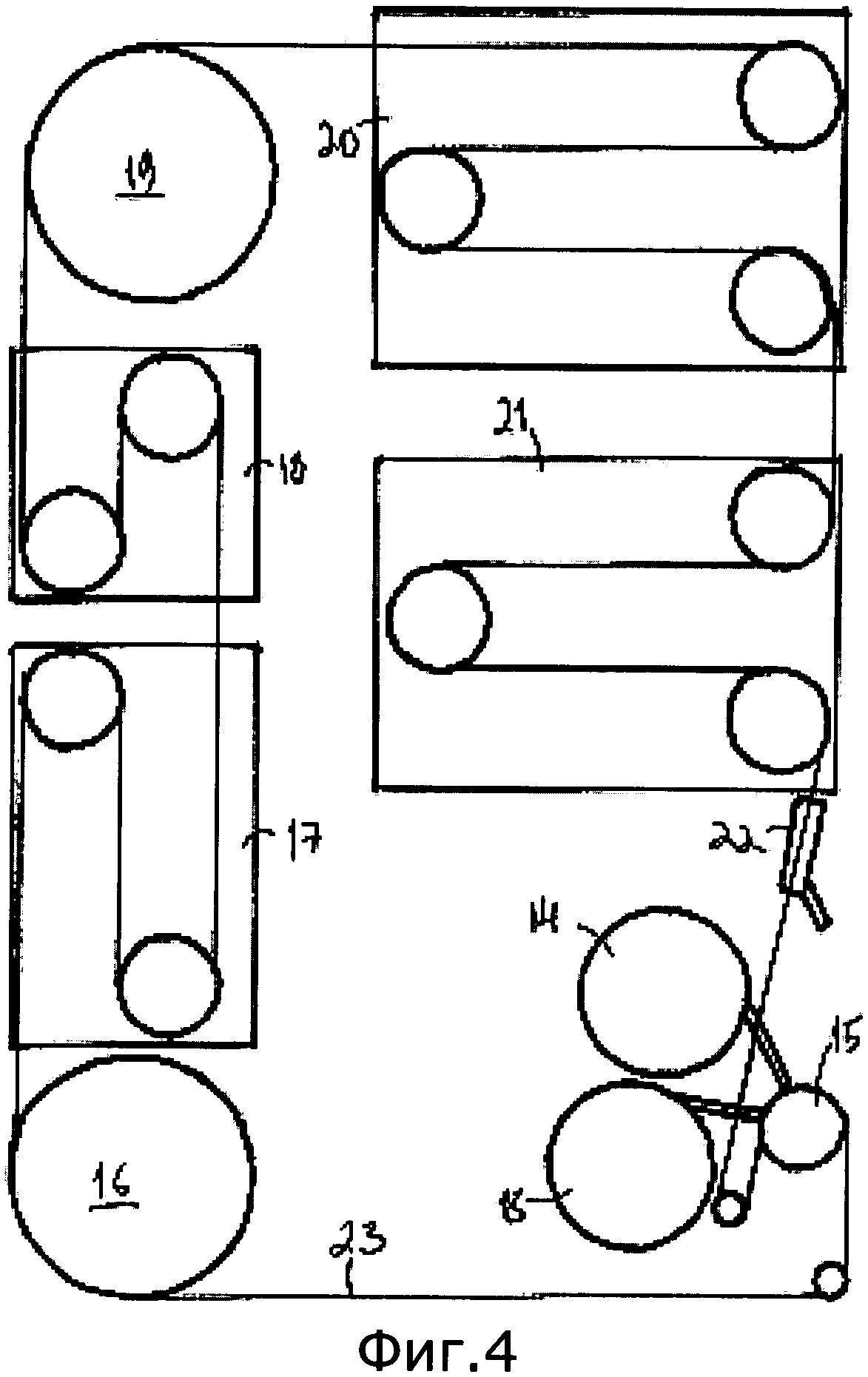
Фиг.4 - схематический вид устройства согласно данному изобретению; и
Фиг.5 - схематический вид блок схемы способа согласно данному изобретению;
[0030] Для большей ясности варианты воплощения настоящего изобретения на чертежах показаны упрощенно. Одинаковые детали обозначены на чертежах одинаковыми цифровыми позициями.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0031] На Фиг.1 схематически показан вид сбоку крепежного винта согласно настоящему изобретению, а на Фиг.2 схематический вид детали в поперечном сечении крепежного винта в большем масштабе.
[0032] К крепежному винту 1 прикреплена уплотняющая шайба 2. В этой связи необходимо отметить, что крепежный винт согласно данному изобретению, конечно, может использоваться без уплотняющей шайбы 2, или с уплотняющей шайбой другого типа, или совсем без шайбы.
[0033] Крепежный винт 1 содержит заостренную часть 10, головку 11 и расположенную между ними снабженную резьбой часть 12. Заостренная часть 10 в этом случае является, так называемой саморезной, однако очевидно, что заостренная часть крепежного винта 1 может быть также другого типа.
[0034] Головка 11 является шестигранной, но может также иметь, например, шестиугольную выточку или звездочку или шлиц, выполненную в головке 11 под соответствующий завинчивающий инструмент, известный сам по себе.
[0035] Резьбовая часть 12 может иметь любую известную форму. Однако необходимо отметить, что резьбовая часть 12 не обязательно должна быть выполнена на всем участке от заостренной части 10 до головки 11, другими словами, между резьбовой частью 12 и заостренной частью 10 может находиться гладкая часть без резьбы.
[0036] На Фиг.2 схематически показана деталь в поперечном сечении крепежного винта по Фиг.1 в увеличенном масштабе на виде сбоку.
[0037] Крепежный винт 1 содержит основную часть тела 3, выполненную из углеродистой стали, известной как таковой. На ее поверхности выполнен катодный защитный слой 9, например, из цинка. Необходимо отметить, что катодный защитный слой 9 может быть выполнен за пределами резьбы крепежного винта 1.
[0038] На защитный слой 9 наносится слой 4 предварительной обработки, содержащий, например, силан. Слой 4 предварительной обработки, содержащий силан, усиливает сцепление в направлении как защитного слоя 9, так и грунтового слоя 5. Кроме того, он образует особо водонепроницаемый слой пассивации. Как описано ранее, слой 4 предварительной обработки может представлять собой любой слой, образованный предварительной обработкой, предназначенной для окраски оцинкованной поверхности.
[0039] На слой 4 предварительной обработки наносится грунтовый слой 5, а поверх него верхний слой 6 покрытия. Наряду с возможностью образования покрытия одним слоем краски и грунтовый слой 5 и верхний слой 6 покрытия могут быть образованы несколькими слоями краски. Слои краски покрытия 5, 6 нанесены, по крайней мере, на головку 11, возможную шайбу и часть тела под головкой 11 и/или резьбовую часть 12. Конечно, крепежный винт 1 может быть также окрашен целиком.
[0040] Грунтовый слой 5 покрытия содержит, по крайней мере, в дополнение к одному компоненту, усиливающему коррозионную стойкость предпочтительно, по крайней мере, один клейкий компонент, который усиливает сцепление грунтового слоя 5 с металлической поверхностью и верхним слоем 6 покрытия. Сцепление грунтового слоя 5 с верхним слоем 6 покрытия может быть обеспечено, например, использованием грунтовой краски, которая не становится такой же твердой при нормальном обжиге как верхний слой покрытия, благодаря чему происходит лучшее сцепление верхнего слоя покрытия с ним.
[0041] Поверхность грунтового покрытия может оставаться неровной, благодаря чему увеличивается ее площадь, что в свою очередь увеличивает площадь закрепления, т.е. сцепление между грунтовым покрытием и верхним покрытием.
[0042] Краски грунтового покрытия, которые применяются в жидком виде, т.е. жидкие краски, обычно представляют собой полиэстеры, акрилы, алкиды, эпоксиды, полиуретаны либо их смеси. Краска грунтового покрытия может представлять собой также краску в порошковой форме, в этом случае она может быть полиэстером, акрилом, алкидом, эпоксидом, полиуретаном либо их смесью.
[0043] Краски верхнего покрытия могут представлять собой, например, полиэстеры. алкиды, полиуретаны, поливинилфториды либо их смеси. Важным является то, чтобы грунтовое покрытие и краска верхнего покрытия были совместимыми.
[0044] Общая толщина краски слоев 5, 6 покрытия составляет, по крайней мере, 120 микрометров, предпочтительно, по крайней мере, 60 микрометров. Общая толщина слоев обычно составляет максимально 300 микрометров. Общая толщина краски слоев 5, 6 покрытия настолько велика, что проникновение воды и кислорода сквозь них существенно затруднено.
[0045] На Фиг.3 схематически показан вид сбоку и в поперечном сечении крепежного винта согласно настоящему изобретению, установленного на месте.
[0046] Крепежный винт 1 закрепляет металлическое листовое изделие 7 на деревянном брусе или стропиле 8. Вместо деревянного бруса или стропила 8 естественно может быть другой деревянный конструктивный элемент или поверхность и/или конструктивный элемент или поверхность из другого материала. Материалом элемента или поверхности может быть, например, метал, камень, композитный материал и т.п.
[0047] Металлическое листовое изделие 7 обычно представляет собой, например, кровельный лист, стеновую панель или другое изделие из металла. Крепежный винт 1 может быть окрашен в цвет устанавливаемого металлического листового изделия 7.
[0048] На Фиг.4 показан схематический вид устройства, согласно данному изобретению. Крепежный винт с предварительно изготовленной металлической основной частью тела 3 поступает в устройство и перемещается с помощью конвейерной ленты 23.
[0049] Предварительно изготовленный винт может включать простое основное тело 3, но предпочтительно он содержит катодный защитный слой 9 на поверхности основной части тела 3. Катодный защитный слой 9 обычно представляет собой слой цинка или слой, содержащий цинк, как указывалось ранее в этом описании. Конвейерная лента 23 в этом случае является конвейерной цепью, известной самой по себе, и не описана здесь более детально. Однако можно упомянуть, что типичная конвейерная цепь включает цилиндрические промежутки. Предварительно изготовленный винт подается с помощью питающего устройства 13 на установочное устройство 15, где он располагается в промежутке конвейерной цепи. Прежде чем предварительно изготовленный винт помещается в конвейерную ленту 23, на нем может быть установлена шайба, подаваемая к установочному устройству 15 из питающего шайбами устройства 14. В этом случае шайба перемещается в устройстве вместе с предварительно изготовленным винтом и проходит через одинаковые производственные стадии. Указанные питающие устройства 13, 14 и установочное устройство 15 известны сами по себе и не описаны здесь более детально.
[0050] Конвейерная лента 23 подает предварительно изготовленный винт к первому покрасочному блоку 16, который образует грунтовый слой 5 покрытия поверх слоя 4 предварительной обработки. Создание грунтового слоя достаточной толщины может потребовать повторных этапов покраски.
[0051] Первый покрасочный блок 16 может состоять из окрасочной камеры, имеющей форму, по крайней мере, частично искривленную и краскопульт или несколько краскопультов, дозирующих красящий порошок в окрасочную камеру. Краскопульты могут работать, например, на стандартном и кольцевом принципах.
[0052] Во втором варианте воплощения согласно данному изобретению грунтовый слой покрытия образуется благодаря распылению жидкой краски, а в третьем варианте воплощения, согласно данному изобретению, благодаря погружению предварительно изготовленного винта в жидкую краску.
[0053] Грунтовый слой 5 покрытия может также состоять из нескольких слоев, например, двух трех, четырех и т.д. Каждый из этих слоев наносится в отдельных окрасочных камерах.
[0054] Когда создание грунтового слоя 5 покрытия заканчивается, предварительно изготовленный винт подается в первый нагреватель 17, где грунтовый слой покрытия затвердевает до приемлемой твердости. Первый нагреватель 17 и процесс затвердевания краски в нем известны сами по себе. Далее предварительно изготовленный винт охлаждается в первом охлаждающем блоке 18. Здесь температура винта снижается до желаемого уровня, например, обдувом холодным воздухом.
[0055] Винты подаются от первого охлаждающего блока 18 ко второму покрасочному блоку 19, предназначенному для нанесения верхнего слоя 6 покрытия поверх грунтового слоя 5 покрытия. Если верхний слой 6 покрытия состоит из более чем одного слоя, каждый слой наносится в отдельном покрасочном блоке.
[0056] Необходимо отметить, что затвердевание грунтового слоя покрытия в нагревателе не всегда необходимо, благодаря чему первый нагреватель 17 и первый охлаждающий блок 18 могут быть удалены из устройства, а грунтовое покрытие не всегда необходимо подвергать затвердеванию перед покрытием верхним слоем. Грунтовое и верхнее покрытие могут также подвергаться окончательному затвердению одновременно.
[0057] Второй покрасочный блок 19 и покрытие верхнего слоя в нем могут быть основаны на принципах и средствах, сходных с описанными выше и относящихся к грунтовому слою покрытия. Окрашивание верхнего слоя покрытия может быть выполнено по той же или отличной технологии, которая описана выше, относящейся к грунтовому слою покрытия крепежного винта. В предпочтительном варианте воплощения согласно данному изобретению грунтовое покрытие выполняется кольцевым краскопультом, а покрытие верхнего слоя выполняется стандартным краскопультом. Выполненное таким способом грунтовое покрытие обладает хорошим сцеплением на острых концах, фасках и углах винта, при этом верхнее покрытие имеет особенно хорошее сцепление с поверхностями винта, которые образуют «мертвые зоны» для краскопульта.
[0058] Готовый покрытый крепежный винт может быть высушен во втором нагревателе 20, который известен сам по себе, или в подобном устройстве с целью ускорения затвердевания слоев покрытия. Если потребуется, крепежные винты могут быть охлаждены во втором охлаждающем блоке 21, после которого винты удаляют с конвейерной ленты 23 в удаляющее устройство 22, известное само по себе. Потом винты могут обрабатываться дальше, например, упаковываться.
[0059] Температура нагревателей 17, 21 может находиться в диапазоне, например, от 180°С до 200°С, причем время выдержки винтов составляет от 15 до 20 минут.
[0060] Устройство может включать первый блок нанесения покрытия, например, блок оцинковки, который применяют для образования катодного защитного слоя на металлической основной части тела 3 крепежного винта. В подобном устройстве предварительно изготовленный винт подается для нанесения первого покрытия до того, как он будет помещен в первый блок покраски.
[0061] Предварительное покрытие может быть основано на процессах, например, электролиза или погружения, и первый блок нанесения покрытия может содержать, например, вращающийся барабан ячеистого типа, в котором предварительно изготовленный винт перемещается и погружается в ванны, наполненные жидкими обрабатывающими средствами, необходимыми для его обработки.
[0062] Устройство может также включать второй блок нанесения покрытия, в котором образуется слой 4 предварительной обработки на поверхности предварительно изготовленного винта и катодном защитном слое 9.
[0063] Второй блок нанесения покрытия может содержать блок нанесения силанового покрытия, в котором наносится силановое покрытие посредством помещения винтов во вращающийся барабан ячеистого типа, который погружают и вращают в ваннах, наполненных необходимыми обрабатывающими жидкостями. Обрабатывающие жидкости известны сами по себе, поэтому не описаны здесь более подробно. В результате получают слой 4 предварительной обработки, который может содержать силен. Конечно, слой предварительной обработки может быть и другим, как было описано выше.
[0064] Первый и второй блоки нанесения покрытия могут быть объединены друг с другом таким образом, чтобы предварительно изготовленный винт перемещался на той же конвейерной ленте в указанном вращающемся барабане ячеистого типа через оба блока нанесения покрытия.
[0065] На Фиг.5 схематично показана блок-схема способа, согласно данному изобретению.
Этот вариант воплощения включает следующие этапы:
24 - нанесение покрытия на тело крепежного винта катодного защитного слоя;
25 - нанесение слоя предварительной обработки на катодный защитный слой;
26 - перемещение предварительно сформированного крепежного винта с катодным защитным слоем и шайбы с предварительно обработанным слоем на конвейерную ленту;
27 - нанесение на слой предварительной обработки одного или более слоев краски грунтового покрытия;
28 затвердевание краски грунтового покрытия в нагревателе;
29 - охлаждение предварительно сформированного винта, нагретого в нагревателе;
30 - нанесение одного или более слоев краски верхнего покрытия на грунтовое покрытие;
31 - затвердевание краски верхнего покрытия в нагревателе;
32 - охлаждение крепежного винта, нагретого в нагревателе; и
33 - удаление крепежного винта с конвейерной ленты.
[0066] Чертежи и соответствующее описание служат только для иллюстрации существа настоящего изобретения. Детали данного изобретения могут меняться в объеме заявленных пунктов формулы изобретения.