Результат интеллектуальной деятельности: БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ИЗ СТАЛЕЙ МАРОК (10ГН2МФА+08Х18Н10Т) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279×36 И ВН.346×40 мм С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ ТОЛЩИНОЙ 7±2 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству и производству слитков электрошлаковым способом, а именно к производству биметаллических заготовок из сталей марок 10ХН2МФА+08Х18Н10Т для прокатки передельных горячекатаных биметаллических труб размером 426×40 мм и последующего передела их на стане ХПТ 450 в товарные холоднокатаных биметаллические трубы размером вн. 279×36 (351×36) мм с внутренним плакирующим слоем толщиной 7±2 мм из стали марки 08Х18Н10Т для объектов атомной энергетики и может быть использовано на установках ЭШП, при отливке слитков из стали марки 10ГН2МФА для изготовления рубашек и слитков из стали марки 08Х18Н10Т для изготовления цилиндрических вставок, на ТПУ 8-16" с пилигримовыми станами при прокатке передельных биметаллических горячекатаных труб из сталей марок 10ГН2МФА и 08Х18Н10Т, механической обработке их в заготовки-рубашки и цилиндрические вставки, сборке рубашек и торцевых колец в стаканы, сборке стаканов с вставками в биметаллические заготовки размером 570±1,0×гр. 260+1,0/-0×100±1,0×1750±25 мм, нагреве биметаллических заготовок до температуры пластичности, прошивке-раскатке биметаллических заготовок в стане поперечно-винтовой прокатки в гильзы размером 580× вн. 390×2860-2940 мм, прокатке гильз на ТПУ 8-16" с пилигримовыми станами в передельные горячекатаные трубы размером 426×40×7700-8000 мм, прокатке передельных горячекатаных труб на стане ХПТ 450 в товарные холоднокатаные биметаллические трубы размером 351×36×10200-10500 мм, термической обработке, правке и приемке холоднокатаных биметаллических труб размером вн. 279×36×10200-10500 мм с толщиной плакирующего слоя 7±2 мм из стали 08Х18Н10Т на соответствие требованиям нормативно-технической документации.
ТПУ 8-16" с пилигримовыми станами единственная в России, на которой можно прокатывать передельные горячекатаных биметаллические трубы из сталей 10ГН2МФА+08Х18Н10Т размером 426×40 мм для последующей перекатки их на стане ХПТ 450 в товарные холоднокатаные биметаллические трубы размером вн. 279×36 (351×36) мм с внутренним плакирующим слоем из стали марки 08Х18Н10Т толщиной 7±2 мм.
До 1991 года трубы данного сортамента для трубопроводов Ду-350 первого контура АЭС с реакторами ВВЭР-1000 закупали в Японии. Трубы изготавливали методом наплавки плакирующего слоя под флюсом на внутреннюю поверхность, предварительно механически обработанных труб из стали марки 10ГН2МФА, с последующей расточкой наплавленного слоя до заданных размеров.
Недостатком данного способа производства биметаллических труб является то, что при изготовлении отводов наплавленный слой трещит (разрушается), т.е. данные трубы использовать для гнутых профилей объектов атомной энергетики не представляется возможным.
Наиболее близким техническим решением является заготовка, имеющая форму цилиндра размером 520+3,0/-5,0×вн. 265±5,0×160±5,0×1450±50 мм с граничным диаметром между сталями марок 10ГН2МФА и 08Х18Н10Т размером 265±5,0 мм и осевым сверлением диаметром 160±5,0 мм и способ ее изготовления для производства горячекатаных механически обработанных биметаллических труб размером вн. 279×36 мм из стали марок 10ГН2МФА+08Х18Н10Т с внутренним плакирующим слоем сталью 08Х18Н10Т толщиной 7±2 мм для объектов атомной энергетики, включающий отливку слитков ЭШП из стали марки 10ГН2МФА размером 550×1600±50 мм, сверление в слитках центрального отверстия диаметром 100±5 мм, нагрев слитков ЭШП до температуры пластичности, прошивку слитков в стане поперечно-винтовой прокатки в гильзы размером 550× вн. 245×1810-1930 мм с вытяжкой //=1,17, расточку и обточку гильз в обечайки-заготовки размером 520× вн. 265×1550±50 мм (ТУ 14-136-322-88 «Слитки биметаллические из стали 10ГН2МФА+08Х18Н10Т-ДД». ТУ 14-3-1593-88 «Трубы бесшовные горячекатаные биметаллические для трубопроводов АЭС». ТИ 158-ТР.ТБ1-110-2012 «Изготовление бесшовных горячекатаных биметаллических труб из стали марок 10ГН2МФА+08Х18Н10Т-ДД»).
Недостатком данной заготовки и способа ее изготовления является то, что при заплавлении рубашек из стали марки 10ГН2МФА сталью 08Х18Н10Г граничный диаметр сплавления сталей по высоте биметаллических слитков из-за повышения температуры рубашек от начала заплавления к концу, т.е. из-за увеличения внутреннего диаметра, увеличивается на 6-10 мм, что требует измерений граничных диаметров в нижних и верхних частях биметаллических слитков и горячекатаных биметаллических труб перед механической обработкой. Для расчета граничных диаметров принимали средний диаметр биметаллических заготовок и передельных горячекатаных труб, что, в свою очередь, приводит к продольной разностенности плакирующего слоя и выпадам за пределы допускаемых значений 7±2 мм. Недостатком данного способа также является то, что из-за малых суммарных коэффициентов вытяжек, равных µΣ35l=µ1 пр.351*µ2 пр.351*µп.пр35l=4,3 (прошивка слитков ЭШП стали марки 10ГН2МФА размером 550×100×1600±50 мм в гильзы размером 550× вн. 245×1810-1930 мм для последующей механической обработки их в рубашки размером 520× вн. 265×1550±50 мм, прошивка биметаллических слитков размером 520× вн. 265×160×1450±50 мм в стане поперечно-винтовой прокатки в гильзы размером 540× н. 300×1650-1770 мм и прокатка гильз на пилигримовом стане в передельные трубы размером 371×50,5×4600-4900 мм), что приводило к выпадам более 40% металла труб по ударной вязкости при температуре испытания минус 10°C, к отбраковке биметаллических труб по толщине плакирующего слоя и повышенному расходу сталей 10ГН2МФА и 08Х18Н10Т.
Задачей предложенной биметаллической заготовки для производства биметаллических труб размером вн.279×36 мм для объектов атомной энергетики с внутренним плакирующим слоем толщиной 7±2 мм из стали марки 08Х18Н10Т и рубашкой из стали марки 10ГН2МФА и способа ее изготовления является снижение количества выпадов металла труб при температуре испытания минус 10°C, снижение брака труб из-за несоответствия значений толщины плакирующего слоя 7±2 мм из стали 08Х18Н10Т, снижение расхода стали 08Х18Н10Т при заплавлении рубашек и стали 10ГН2МФА для изготовления рубашек.
Технический результат достигается тем, что биметаллическая заготовка для производства холоднокатаных биметаллических труб размером вн. 279×36 мм для объектов атомной энергетики с внутренним плакирующим слоем толщиной 7±2 мм из стали марки 08Х18Н10Т и рубашкой из стали марки 10ГН2МФА, содержит торцевое кольцо из углеродистой марки стали и цилиндрическую вставку из стали марки 08Х18Н10Т, при этом рубашка из стали марки 10ГН2МФА выполнена в форме цилиндра размером 570±1,0×вн. 260+1,0/-0×1750±25 мм, вставка из стали марки 08Х18Н10Т выполнена в форме цилиндра размером 260+0/-1,0×80±1,0×1750±25 мм, а торцевое кольцо выполнено в виде цилиндра, наружный диаметр которого равен наружному диаметру рубашки, а осевое отверстие равно или больше на 10 мм внутреннего диаметра цилиндрической вставки, длина которой составляет 250±25 мм.
Способ изготовления биметаллической заготовки для производства холоднокатаных биметаллических труб размером вн. 279×36 мм для объектов атомной энергетики с внутренним плакирующим слоем толщиной 7±2 мм из стали марки 08Х18Н10Т, включает изготовление цилиндрической рубашки путем сверления в слитке ЭШП стали марки 10ГН2МФА размером 640×1750±25 мм сквозного центрального отверстия диаметром 100+5 мм, нагрева до температуры 1220-1250°C, прошивки в стане поперечно-винтовой прокатки на оправке диаметром 260 мм в гильзы размером 660×вн. 275×1880 мм с вытяжкой //=1,077 и подъемом по диаметру Δ=3,1%, прокатки гильз на пилигримовом стане в передельные трубы размером 580×вн. 245×2430 мм в калибре 584 мм на дорне диаметром 250/252 мм с посадом по диаметру δ=12,5%, вытяжкой µ=1,30, удаления технологических отходов - пилигримовых головок и затравочных концов, обточки и расточки в рубашку размером 570+1,0×вн. 260+1,0/-0×1750±25 мм, изготовление цилиндрической вставки из стали марки 08Х18Н10Т размером 260+0/-1,0×80+1,0×1750±25 мм из слитков ЭШП размером 270×1750±25 мм путем обточки его на диаметр 260+0/-1,0 мм и сверления сквозного центрального отверстия диаметром 100±1,0 мм, изготовление торцевых колец из непрерывно-литой заготовки диаметром 600 мм из углеродистых марок стали путем обточки ее на диаметр 570±1,0 мм, сверления сквозного отверстия диаметром 100+(0-10) мм и разрезки на кольца длиной 250±25 мм, приваривание торцевого кольца сплошным швом к одной из сторон цилиндрической рубашки, обезжиривание внутренней поверхности рубашки и наружной поверхности цилиндрической вставки, установку цилиндрической вставки в рубашку и соединение ее с рубашкой и торцевым кольцом сварным монтажным швом.
Именно заявляемая биметаллическая заготовка для производства холоднокатаных биметаллических труб размером вн. 279×36 мм для объектов атомной энергетики с внутренним плакирующим слоем толщиной 7±2 мм из стали марки 08Х18Н10Т и рубашкой из стали марки 10ГН2МФА обеспечивает согласно способу ее изготовления производство качественных длинномерных холоднокатаных биметаллических труб с необходимыми (заданными) геометрическими размерами и тем самым достижение цели изобретений. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Сравнение заявляемых технических решений с прототипом позволило установить соответствие их критерию «изобретательский уровень».
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемые решения от прототипа, не были выявлены, и поэтому они обеспечивают заявляемому техническому решению соответствие «изобретательский уровень».
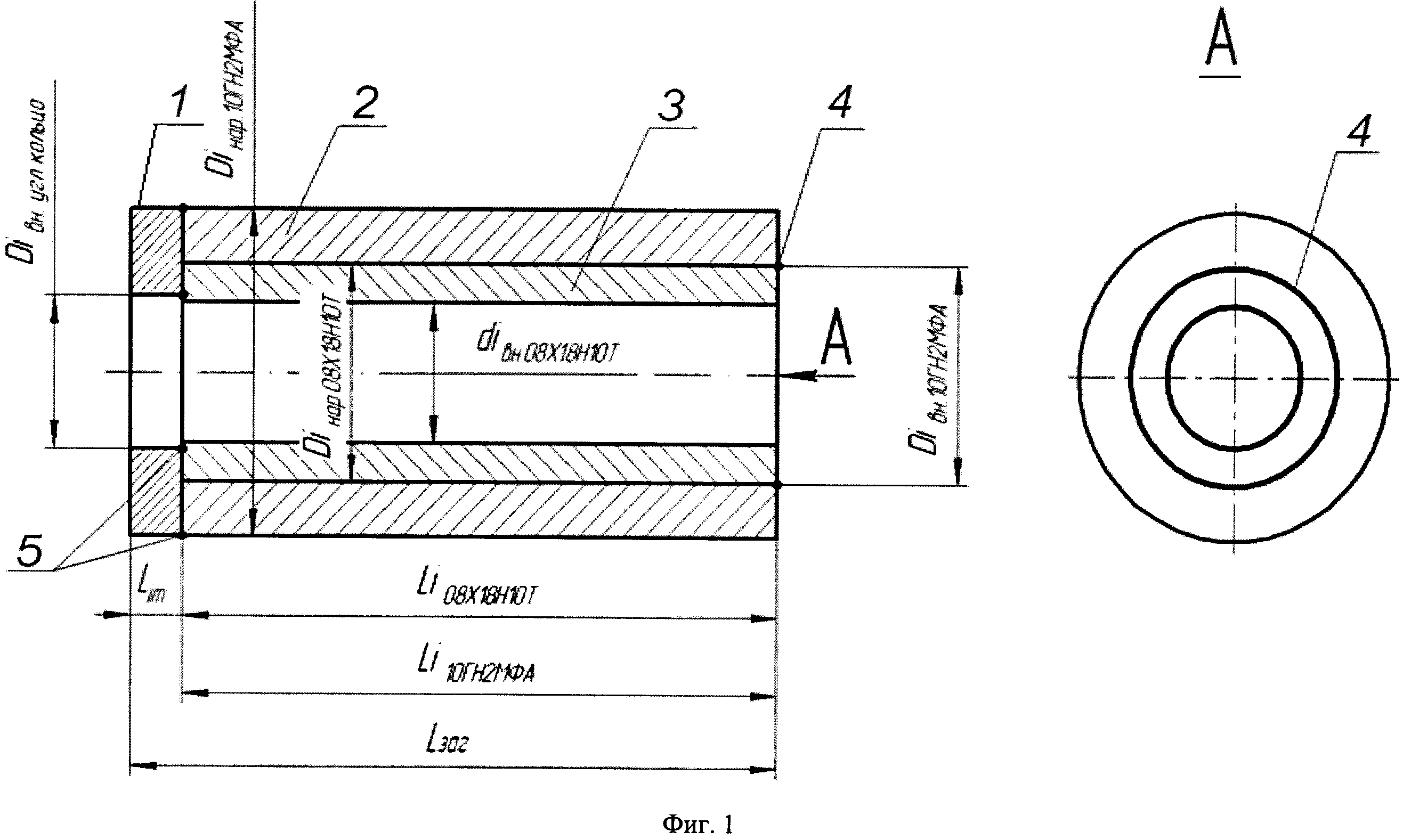
Геометрические размеры биметаллической заготовки из сталей марок 10ГН2МФА+08Х18Н10Т для производства из них на ТПУ 8-16" с пилигримовыми станами передельных горячекатаных биметаллических труб размером 426×40×8000 мм и последующего переката их на стане ХПТ 450 в товарные биметаллические холоднокатаные трубы размером вн. 279×36×10300 (361×36) мм с внутренним плакирующим слоем толщиной 7±2 мм из стали марки 08Х18Н10Т для объектов атомной энергетики приведена на фиг. 1.
Биметаллическая заготовка содержит: 1 - торцевое кольцо из углеродистой стали; 2 - рубашку из стали марки 10ГН2МФА; 3 - цилиндрическую вставку из стали марки 08Х18Н10Т; 4 и 5 - сварные швы для соединения стакана с нержавеющей вставкой для исключения окисления контактируемых плоскостей металлов 10ГН2МФА и 08Х18Н10Т при нагреве и предохранения от разъединения при прошивке в стане поперечно-винтовой прокатки.
Торцевые кольца 1 изготавливают из непрерывно-литых заготовок диаметром 600 мм из углеродистых марок стали, которые обтачивают на диаметр Dнар.к=570±1,0 мм, сверлят сквозное осевое отверстие диаметром Dвн.к=100+(0-10) мм и разрезают на кольца кратной длины Lm=250±25 мм.
Рубашки 2 изготавливают из слитков ЭШП стали марки 10ГН2МФА размером 640×1750±25 мм, в которых сверлят сквозное центральное отверстие диаметром 100±5 мм, нагревают до температуры 1220-1250°С, прошивают в стане поперечно-винтовой прокатки на оправке диаметром 260 мм в гильзы размером 660×вн. 275×1880 мм с вытяжкой µ=1,077 и подъемом по диаметру Δ=3,1%, гильзы прокатывают на пилигримовом стане в передельные трубы размером 580×вн. 245×вн. 2400-2450 мм в калибре 584 мм на дорнах диаметром 244/246 мм с посадом по диаметру δ=12,5%, вытяжкой µ=1,30, удаляют технологические отходы - пилигримовые головки и затравочные концы, а затем обтачивают и растачивают в рубашки размером 570±1,0×вн. 260+1,0/-0×1750±25 мм.
Цилиндрические вставки 3 изготавливают из стали марки 08Х18Н10Т размером 260+0/-1,0×80±1,0×1750±25 мм из слитков ЭШП размером 270×1750±25 мм, которые обтачивают на диаметр 260+0/-1,0 мм и производят сверление сквозного центрального отверстия диаметром 100±1,0 мм.
На фиг. 1 приведены обозначения:Di.нар.10ГН2МФА=570±1,0 - наружный диаметр рубашки из стали 10ГН2МФА, мм; Di.вн.10ГН2МФА=260+1,0/-0 - внутренний диаметр рубашки из стали 10ГН2МФА, мм; di.нар.08Ч18Н10Т=260+0/-1,0 - наружный диаметр вставки из стали 08Х18Н10Т, мм; di.вн.08Ч18Н10Т=100±1,0 - внутренний диаметр вставки из стали 08Х18Н10Т, мм; L10ГН2МФА=1750±25 - длина рубашки из стали 10ГН2МФА, мм; L08X18Н10Т=1750±25 - длина вставки из стали 08Х18Н10Т, мм; Lm=250±5 - длина торцевого кольца из углеродистой стали для исключения сползания рубашки из стали 08Х18Н10Т в стане поперечно-винтовой прокатке и выведения пилигримовой головки на углеродистый металл при пилигримовой прокатке, мм; Dнар.к=570±1,0 - наружный диаметр торцевого углеродистого кольца; dвн.угл.к=100+10/-0 - внутренний диаметр торцевого углеродистого кольца, мм.
Способ опробован на ОАО «ЗМЗ» при отливке слитков-заготовок ЭШП размером 640×1750±25 из стали 10ГН2МФА и слитков-заготовок размером 430×1750±25 мм из стали марки 08Х18Н10Т и на ТПУ 8-16" ОАО «ЧТПЗ» при прокатке передельных горячекатаных биметаллических труб размером 426×40 мм для передела их на стане ХПТ 450 в товарные холоднокатаные биметаллические трубы размером вн. 279×36 (351×36) мм для объектов атомной энергетики из стали марок 10ГН2МФА+08Х18Н10Т с внутренним плакирующим слоем сталью 08Х18Н10Т толщиной 7±2 мм.
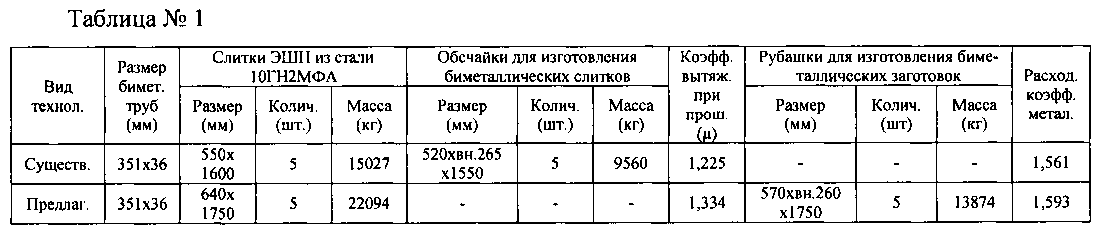
По существующей технологии для изготовления обечаек размером 520×вн. 265×1550 мм в производство были заданы 5 слитков ЭШП размером 550×1600 мм общей массой 15027 кг. На ОАО «ЧТПЗ» в слитках были просверлены сквозные осевые отверстия диаметром 100±5 мм. Слитков ЭШП были нагреты до температуры пластичности, прошиты в стане поперечно-винтовой прокатки в гильзы размером 550×вн. 245×1810-1930 и мм с вытяжкой µ1 пр.351=1,17, расточены и обточены в обечайки-заготовки размером 520×вн. 265×1550±50 мм. На ОАО «ЗМЗ» обечайки на установке ЭШП были заплавлены сталью марки 08Х18Н10Т. Донные части биметаллических слитков были удалены анодно-механической резкой. На ОАО «ЧТПЗ» в биметаллических слитках размером 520×гр. 265×1450±50 мм были просверлены сквозные центральные отверстия диаметром 100±5 мм. Биметаллические слитки-заготовки размером 520×гр. 265×вн. 100×1450±50 мм были расточены в слитки-заготовки размером 520×гр. 265×вн. 160×1450±50 мм. Биметаллические слитки-заготовки были нагреты до температуры пластичности, прошиты в стане поперечно-винтовой прокатки в гильзы размером 540×вн. 300×1650-1770 мм, с вытяжкой µ2 np.351=1,18. Прокатку гильз на пилигримовом стане производили в калибрах 383 мм на дорнах диаметром 271/272 мм в передельные трубы размером 371×50,5×4300-4600 мм с вытяжкой µn.np351=3,114. После термической обработки, правки и механических испытаний металла биметаллических труб количество выпадов по KCU при температуре испытания минус 10°С составило 40,0%. Расходный коэффициент металла при изготовлении обечаек размером 520×вн. 265×1550 мм составил 1,561. Расходный коэффициент металла при прокатке биметаллических заготовок в передельные горячекатаные трубы размером 371×50 мм и последующей механической обработки их в товарные размером 351×36×4300 мм (по прокату) по стали марки 10ГН2МФА составил 1,809, а по стали 08Х18Н10Т - 2,891. В процессе приемки две трубы были забракованы по несоответствию толщины плакирующего слоя требованиям ТУ 14-3-1593-88 (7±2 мм) и выпадам основного металла (10ГН2МФА) биметаллических труб по KCU при минус 10°C (не менее 49 Дж/см). Расходный коэффициент металла при прокатке биметаллических заготовок в товарные трубы размером 351×36 мм по сдаче составил 3,334 (по стали 10ГН2МФА - 3,016, а по стали 08Х18Н10Т-4,815).
По предлагаемой технологии для изготовления рубашек размером 570±1,0±вн. 260+1,0/0×1750±25 мм в производство были заданы 5 слитков ЭШП размером 640×1750 мм общей массой 22094. В слитках были просверлены сквозные осевые отверстия диаметром 100±5 мм. Слитки ЭШП были нагреты до температуры 1220-1250°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 260 мм в гильзы размером 660×вн. 275×1880 мм с вытяжкой µпр.=1,077. Гильзы прокатаны на пилигримовом стане с подкладными углеродистыми кольцами в калибре 584 мм в передельные трубы-заготовки размером 580×вн. 245×2430 мм на дорнах 250/252 мм с вытяжкой µ=1,30 и обжатием по диаметру δ=12,5%. От передельных труб на станках были удалены технологические отходы (пилигримовые головки и затравочные концы). Передельные трубы размером 585×вн. 245×1750±25 мм обтачивались и растачивались в рубашки размером 570±1,0×вн. 260+1,0/-0×1750±25 мм.
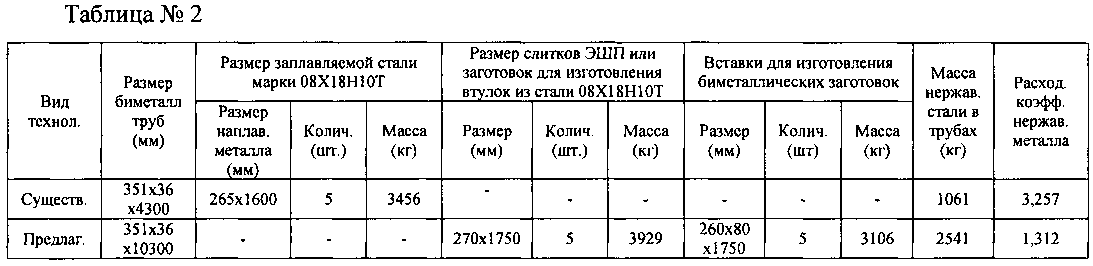
В слитках ЭШП размером 270×1750±25 мм из стали 08Х18Н10Т на ОАО «ЧТПЗ» были просверлены сквозные сверления диаметром 100±1,0 мм, а затем они были обточены на размер 260+0/-1,0 мм. Расходный коэффициент металла при изготовлении вставок составил 1,266.
Торцевые кольца изготавливали на ОАО «ЧТПЗ» из НЛЗ углеродистых марок сталей диаметром 600 мм, которые обтачивали на диаметр 570±1,0 мм и сверлили сквозное отверстие диаметром 110 мм, а затем разрезали на кольца длиной 250±25 мм.
Торцевые кольца приваривали сплошным швом к одной из сторон цилиндрических рубашек. Внутреннюю поверхность рубашек и наружную поверхность стаканов обезжиривали протиркой ветошью, смоченной в ацетоне. В стаканы вставляли цилиндрические вставки, которые с обоих концов соединяли сваркой с рубашками и торцевыми кольцами. Биметаллические заготовки размером 570±1,0×гр. 260+0/-1,0×100×2000 мм в количестве 5 штук общей массой металлов 10ГН2МФА и 08Х18Н10Т - 16980 кг были нагреты до температуры 1220-1250°C, прошиты в стане поперечно-винтовой прокатки в гильзы размером 600×вн. 390×2940 мм вытяжкой µпр=1,469. Прокатку гильз на пилигримовом стане производили в калибре 432 мм на дорнах диаметром 349/351 мм в передельные трубы размером 426×40×8000 мм с вытяжкой µп.пр.=3,336 с посадом по диаметру δ=29,0%. Биметаллические заготовки задавали в стан поперечно-винтовой прокатки концами, противоположными торцевым углеродистым кольцам, а на пилигримовом стане из них формировали пилигримовые головки. Передельные горячекатаные биметаллические трубы размером 426×40×8000 мм были перекатаны на стане ХПТ 450 в товарные холоднокатаные трубы размером 351×36×10300 мм с толщиной плакирующего слоя 7±2 мм из стали 08Х18Н10Т. Трубы прошли термическую обработку и правку на шестивалковой правильной машине. Механические испытания металла биметаллических труб (сталь 10ГН2МФА) показали, что ударная вязкость KCU при температуре испытания минус 10°C полностью соответствует требованиям ТУ 14-3-1593-88 (более 49 Дж/см). Расходный коэффициент металла при изготовлении рубашек размером 570±1,0×вн. 260+1,0/-0×1750 мм составил 1,593. Расходный коэффициент металла при прокатке биметаллических заготовок в передельные горячекатаные трубы размером 426×40 мм и последующей перекатке их на стане ХПТ 450 в товарные холоднокатаные размером 351×36 мм (по прокату) по стали марки 10ГН2МФА составил 1,170, а по стали 08Х18Н10Т - 1,116. Расходный коэффициент металла при прокатке биметаллических заготовок в товарные холоднокатаные трубы размером 351×36 мм по сдаче составил 1,180 (по стали 10ГН2МФА - 1,170, а по стали 08Х18Н10Т - 1,222). Общий расходный коэффициент металла по стали 08Х18Н10Т с учетом изготовления вставок из слитков ЭШП составил 1,222×1,265=1,546.
Данные по технологии изготовления обечаек и рубашек для производства биметаллических заготовок по существующей и предлагаемой технологиям приведены в таблице №1, а данные по заплавлению обечаек из стали марки 10ГН2МФА сталью 08Х18Н10Т, прокатке передельных труб для изготовления вставок из стали 08Х18Н10Т для производства биметаллических заготовок по существующей и предлагаемой технологиям приведены в таблице №2.
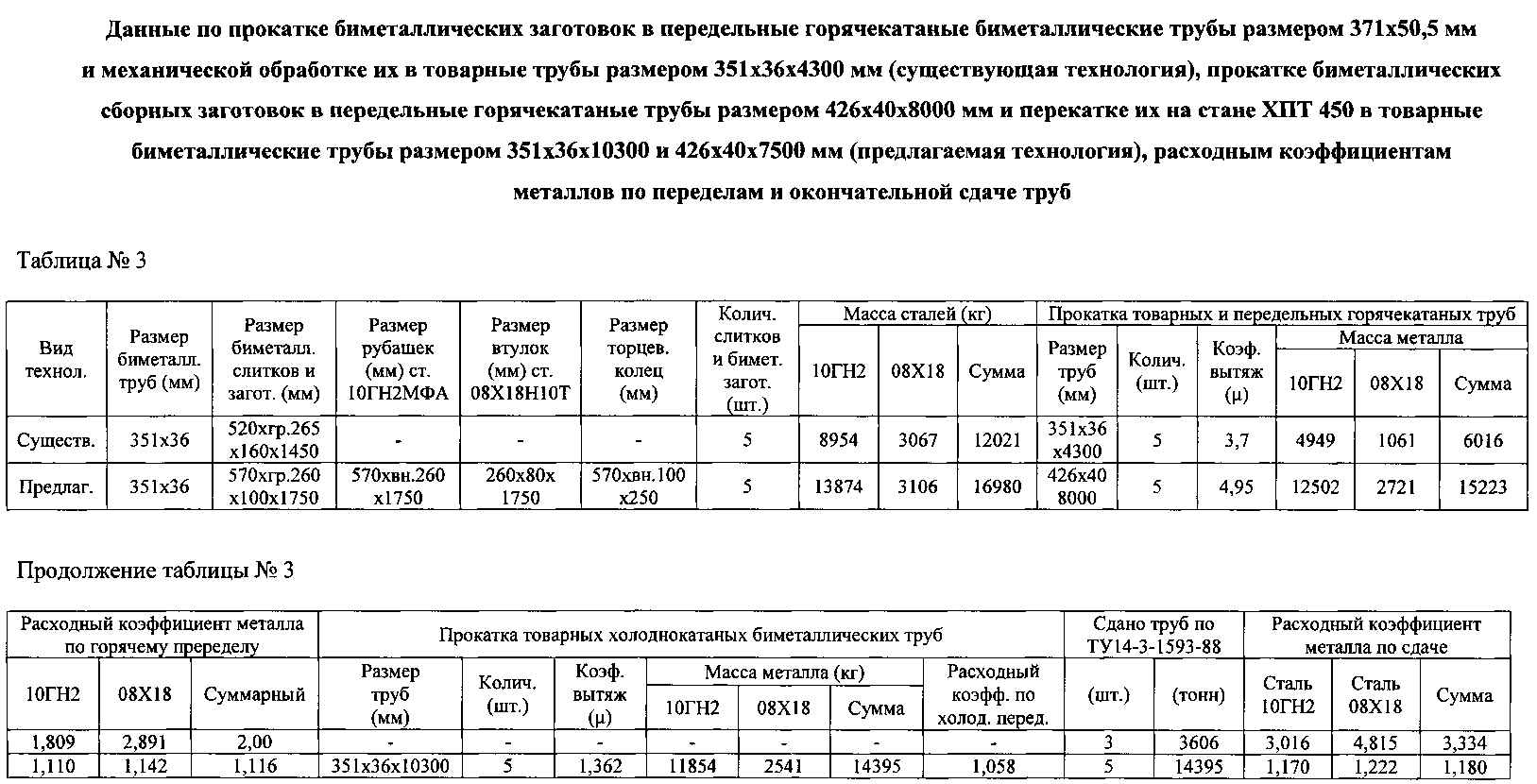
Данные по прокатке биметаллических заготовок в передельные горячекатаные биметаллические трубы размером 371×50,5 мм и механической обработке их в товарные трубы размером 351×36×4300 мм (существующая технология), прокатке биметаллических сборных заготовок в передельные горячекатаные трубы размером 426×40×8000 мм и перекатке их на стане ХПТ 450 в товарные биметаллические трубы размером 351×36×10300 мм (предлагаемая технология), расходным коэффициентам металлов по переделам и окончательной сдаче труб приведены в таблице №3.
Из таблиц видно, что расходные коэффициенты сталей марок 10ГН2МФА и 08Х18Н10Т при изготовлении рубашек, вставок и прокатке биметаллических труб из биметаллических заготовок по предлагаемой технологии значительно ниже, чем по существующей технологии. Выпады основного металла (10ГН2МФА) биметаллических холоднокатаных труб размером 351×36 мм по KCU при минус 10°C отсутствуют.
Таким образом, использование предлагаемой биметаллической заготовки из сталей 10ГН2МФА+08Х18Н10Т и способ ее изготовления для производства холоднокатаных труб размером вн. 279×36 (351×36) мм с внутренним плакирующим слоем толщиной 7±2 мм из стали марки 08Х18Н10Т для объектов атомной энергетики позволит снизить расходный коэффициент стали 10ГН2МФА при изготовлении рубашек, расходный коэффициент стали 08Х18Н10Т при изготовлении вставок и снизить расходные коэффициенты данных сталей при прокатке передельных труб на ТПУ 8-16" с пилигримовыми станами из предлагаемых биметаллических заготовок, снизить расходный коэффициент металлов при прокатке горячекатаных передельных труб на стане ХПТ 450 в товарные холоднокатаные, снизить отбраковку труб по толщине плакирующего слоя и количеству выпадов основного металла (10ГН2МФА) по KCU при минус 10°, увеличить длину товарных труб размером 351×36 мм в 2,4 раза.
Валок пилигримового стана для прокатки бесшовных горячекатаных труб размером 610×28-32 и 630×28-32 мм для трубопроводов промежуточного перегрева пара котельных установок из гильз и полых слитков электрошлакового переплава размером 690×вн.590×3300-3500, 700×вн.580×3200±50 и 720×вн.600×3200±50 мм
Способ производства биметаллических труб для объектов атомной энергетики размером вн.279×36 (351×36) мм из сталей марок 10гн2мфа и 08х18н10т с внутренним плакирующим слоем
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами
Способ производства бесшовных горячекатаных труб размером 610×28-32 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров
Способ прокатки труб диаметром от 273 до 426 мм на трубопрокатных установках с пилигримовыми станами из углеродистых и низколегированных марок стали с повышенными требованиями к ударной вязкости
Оправка стана холодной пилигримовой прокатки труб.
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 114,3×6,88×9000-10700 мм из коррозионностойкого сплава марки хн30мдб-ш
Способ производства передельных длинномерных труб из сплавов на железно-никелевой и никелевой основах на трубопрокатных установках с пилигримовыми станами
Способ прошивки слитков и заготовок массой от 3 до 10 тонн в гильзы в стане поперечно-винтовой прокатки
Валок пилигримового стана для прокатки бесшовных горячекатаных труб размером 610×28-32 и 630×28-32 мм для трубопроводов промежуточного перегрева пара котельных установок из гильз и полых слитков электрошлакового переплава размером 690×вн.590×3300-3500, 700×вн.580×3200±50 и 720×вн.600×3200±50 мм
Способ производства биметаллических труб для объектов атомной энергетики размером вн.279×36 (351×36) мм из сталей марок 10гн2мфа и 08х18н10т с внутренним плакирующим слоем
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами
Способ производства бесшовных горячекатаных труб размером 610×28-32 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров
Способ прокатки труб диаметром от 273 до 426 мм на трубопрокатных установках с пилигримовыми станами из углеродистых и низколегированных марок стали с повышенными требованиями к ударной вязкости
Оправка стана холодной пилигримовой прокатки труб.
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 114,3×6,88×9000-10700 мм из коррозионностойкого сплава марки хн30мдб-ш
Способ производства передельных длинномерных труб из сплавов на железно-никелевой и никелевой основах на трубопрокатных установках с пилигримовыми станами
Способ прошивки слитков и заготовок массой от 3 до 10 тонн в гильзы в стане поперечно-винтовой прокатки

