Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО ИЗДЕЛИЯ, СОСТОЯЩЕГО ИЗ ДВУХ СОПРЯГАЕМЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Способ может быть использован для повышения качества сборки деталей машиностроения в условиях как мелкосерийного, так серийного и массового типов производства.
Из современного уровня техники известны различные способы сборки деталей. Применительно к массовому и серийному производству широкое распространение получил способ сборки с обеспечением полной взаимозаменяемости (Ковшов А.Н. Технология машиностроения. Стр. 186-191). При применении указанного способа качественное соединение образуют любые сопрягаемые детали, входящие в сборочную единицу. Способ может быть осуществлен, если допуск замыкающего звена рассчитывают по предельным значениям допуска на размеры составляющих звеньев [1].
Однако этот способ экономически невыгоден для многозвенных размерных цепей, так как приводит к необходимости назначения весьма жестких допусков на размеры составляющих звеньев.
Наиболее близкими по технической сущности к предлагаемому техническому решению и обеспечивающими качественное сопряжение деталей являются различные способы притирки деталей, при этом сборка производится на основе способа неполной взаимозаменяемости, при котором допуски на размеры деталей, составляющие размерную цепь, преднамеренно расширяют.
Известен, например, способ взаимной притирки сопряжений (а.с. 846235 СССР, МПК В24В 15/08, опубл. 25.07.1981), заключающийся в том, что сопрягаемые детали прижимаются друг к другу, при этом одной из них сообщают вращение, а другую устанавливают неподвижно. Силу прижима вращающейся детали выбирают равной силе прижима сопрягаемых деталей при эксплуатации их в узле машины [2].
Известен способ обеспечения взаимозаменяемости при притирке сопрягаемых деталей (а.с. 701768 СССР, МПК В24В 1/00, В24В 15/08, опубл. 07.12.1979), при котором производят ряд последовательных операций взаимной притирки пар деталей с разъединением, перемешиванием, случайным и равновероятным попарным комплектованием перед каждой следующей операцией притирки [3].
Недостатки указанных способов в полной мере проявляются в ситуациях, когда необходимо обеспечить требуемое качество сопряжения одновременно по нескольким поверхностям. К таким относятся, в частности, сопряжения со сложным многоступенчатым контуром с функционально взаимосвязанными поверхностями. В результате, притирка одной пары поверхностей по требуемому показателю точности сопряжения влечет изменение (снижение) показателей точности для других пар поверхностей этого же сопряжения. Одновременно с этим существенно возрастает и трудоемкость контрольных операций.
Задачей заявленного изобретения является разработка способа, обеспечивающего повышение точности сопряжения с одновременным снижением трудоемкости механической обработки сопрягаемых поверхностей деталей.
Указанная задача решается за счет того, что предлагаемый способ включает изготовление первой детали, измерение ее сопрягаемых со второй деталью поверхностей, обеспечивающих выполнение функционального назначения сопряжения, создание компьютерной модели второй детали, причем ее сопрягаемые с первой деталью поверхности моделируют с учетом результатов упомянутого измерения, изготовление второй детали на станке с числовым программным управлением по управляющей программе, разработанной на основе упомянутой компьютерной модели, и сборку первой и второй деталей с контролем полученного сопряжения.
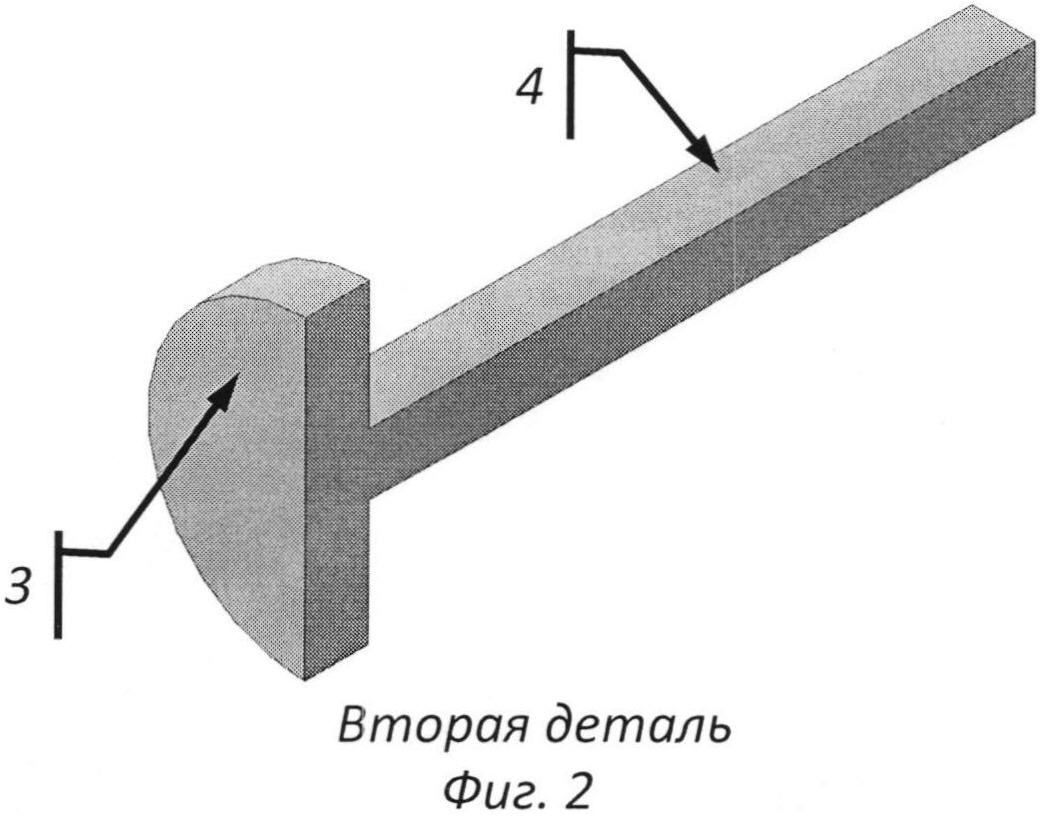
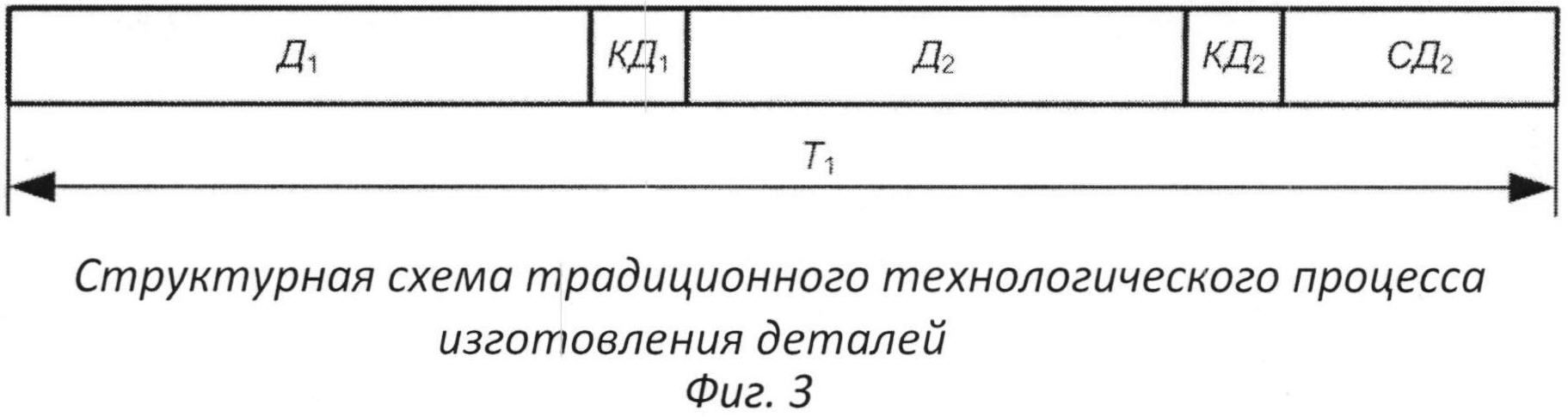
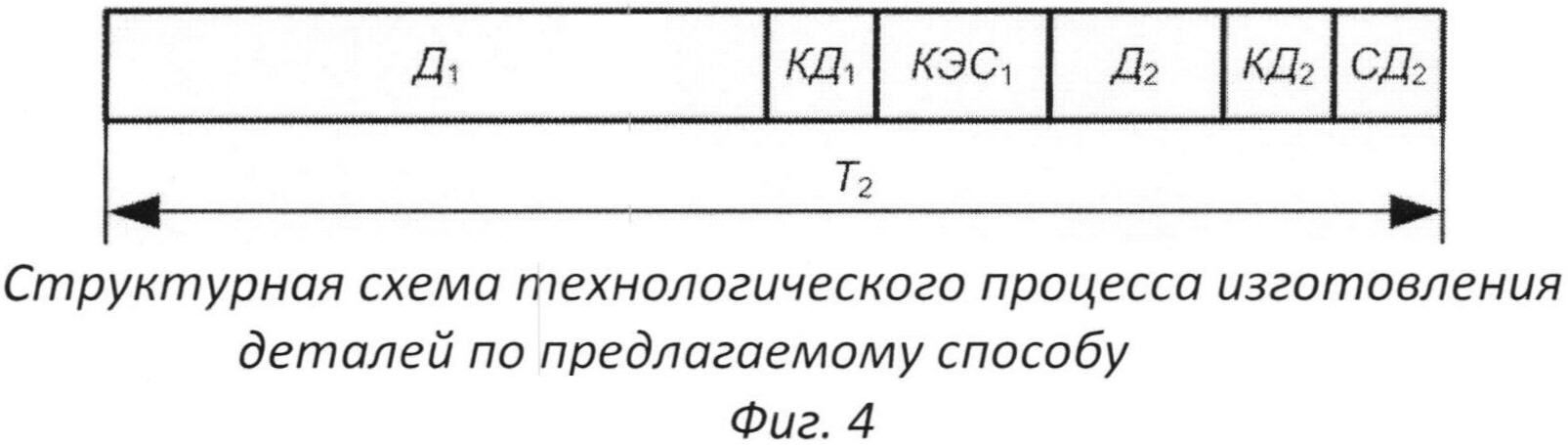
Изобретение поясняется чертежами, на которых приведены соответственно эскизы сопрягаемых деталей (фиг. 1, фиг. 2), и структурные схемы технологических процессов их изготовления традиционным способом притирки и предлагаемым способом (фиг. 3, фиг. 4).
Предлагаемый способ осуществляется следующим образом:
- изготавливают первую из деталей сопряжения;
- выполняют операцию контроля первой детали и измеряют ее сопрягаемые поверхности, обеспечивающие выполнение функционального назначения сопряжения (при этом учитывают возможные отклонения формы и размеров поверхностей от требований, приведенных в конструкторской документации);
- создают компьютерную модель второй детали сопряжения, при этом сопрягаемые поверхности второй детали моделируются с учетом проведенных ранее измерений аналогичных им поверхностей первой детали;
- разрабатывают управляющую программу обработки второй детали сопряжения на станке с системой числового программного управления;
- изготавливают вторую деталь сопряжения;
- выполняют операцию сборки деталей;
- выполняют операцию контроля полученного сопряжения.
Реализацию способа рассмотрим на примере сборки двух деталей, входящих в сборочную единицу (фиг. 1, фиг. 2). При этом к последней предъявлены следующие технические требования: обеспечить плавность и точность взаимного перемещения деталей по пазу с обеспечением зазора на сторону 4 не более 0,05 мм, плотности прилегания второй детали к поверхности 1 не менее 75%, зазор в сопряжении 2 не должен превышать 0,15 мм, а перепад плоскостей 3 не более 0,05 мм.
Традиционная технология при изготовлении указанных деталей предполагает применение операции пригонки, необходимость которой обусловлена, в частности, невысокой жесткостью деталей и возникновением деформаций после термической обработки.
Для проверки реального взаимного расположения деталей и характера сопряжения было произведено измерение сопрягаемых поверхностей в изделиях, изготовленных по традиционной технологии и признанных годными. По результатам измерения было выполнено построение поля зазоров в сопряжении. Анализ поля зазоров показал, что реальные зазоры превышают допустимую величину в 1,2…1,8 раз.
Традиционный технологический процесс механической обработки детали 2 обеспечивает выполнение следующих требований: наименьшая шероховатость Ra=6.3 мкм, допуск перпендикулярности 0,05 мм, плоскостность 0,2 мм, симметричность 0,025 мм, допуск по контуру 0,2 мм. Технологический процесс в этом случае включает следующие этапы (фиг. 3): изготовление детали 1 с суммарной трудоемкостью операций механической обработки 5 часов (Д1); контроль детали 1 трудоемкостью 0,2 часа (КД2); изготовление детали 2 с суммарной трудоемкостью операций механической обработки 1,2 часа (Д2); контроль детали 2 трудоемкостью 0,1 часа (КД2); выполнение операции слесарной пригонки детали 2 трудоемкостью 0,5 часа (СД2).
Технологический процесс по предлагаемому способу позволяет значительно снизить объем пригоночных работ, заменить двадцать семь технологических операций, требуемых для изготовления детали 2, на одну контрольно-измерительную операцию (КЭС1), при выполнении которой осуществляется контроль элементов сопряжения детали 1 и создается компьютерная модель детали 2 с учетом проведенных измерений, и четыре операции механической обработки на станке с числовым программным управлением. Технологический процесс по предлагаемому способу включает следующие этапы (фиг. 4): изготовление детали 1 с суммарной трудоемкостью операций механической обработки 5 часов (Д1); контрольно-измерительная операция (КЭС1), включающая контроль элементов сопряжения детали 1 и создание компьютерной модели детали 2, трудоемкостью 0,05 часа; изготовление детали 2 на станке с числовым программным управлением с суммарной трудоемкостью технологических операций 0,6 часа (Д2); контроль детали 2 трудоемкостью 0,1 часа (КД2); выполнение операции слесарной пригонки детали 2 трудоемкостью 0,1 часа (СД2). В результате, применение технологического процесса изготовления деталей 1 и 2 по предложенному способу позволяет снизить трудоемкость изготовления детали 2 более чем на 56% (т.е. T2≈0,5T1), что снижает ее себестоимость на 30%.
Предварительные экономические расчеты показывают, что в случае, если программа выпуска рассмотренного выше изделия составит 63300 шт. в год, снижение трудоемкости от внедрения технологического процесса по предложенному способу превысит 60 тысяч часов. При этом расчет не учитывает эффект от снижения трудоемкости детали 1 вследствие предъявления менее жестких требований к точности ее размеров.
В целом, положительный технический результат от применения описанного выше способа состоит в повышении точности сопряжения деталей при изготовлении сборного изделия, значительном расширении разнообразия операций механической обработки, которые можно использовать для обработки первой из сопрягаемых поверхностей при одновременно значительном снижении их трудоемкости.
Источники информации
1. Ковшов А.Н. Технология машиностроения: Учебник для студентов машиностроительных специальностей вузов. - М.: Машиностроение, 1987. - 320 с.: ил.
2. А.с. 846235 СССР, МПК В24В 15/08. Способ взаимной притирки сопряжений / Ю.П. Холмогорцев, А.П. Крамаренко. Опубл. 25.07.1981. Бюл. №26. 2 с.: - 1 ил.
3. А.с. 701768 СССР, МПК В24В 1/00, В24В 15/08. Способ обеспечения взаимозаменяемости при притирке сопрягаемых деталей / Б.В. Бирин, М.И. Перец, С.С. Розенберг. Опубл. 07.12.1979. Бюл. №45. 4 с.: - 3 ил.
Способ изготовления сборного изделия, состоящего из двух сопрягаемых деталей, включающий изготовление первой детали, измерение ее сопрягаемых со второй деталью поверхностей, обеспечивающих выполнение функционального назначения сопряжения, создание компьютерной модели второй детали, причем ее сопрягаемые с первой деталью поверхности моделируют с учетом результатов упомянутого измерения, изготовление второй детали на станке с числовым программным управлением по управляющей программе, разработанной на основе упомянутой компьютерной модели, и сборку первой и второй деталей с контролем полученного сопряжения.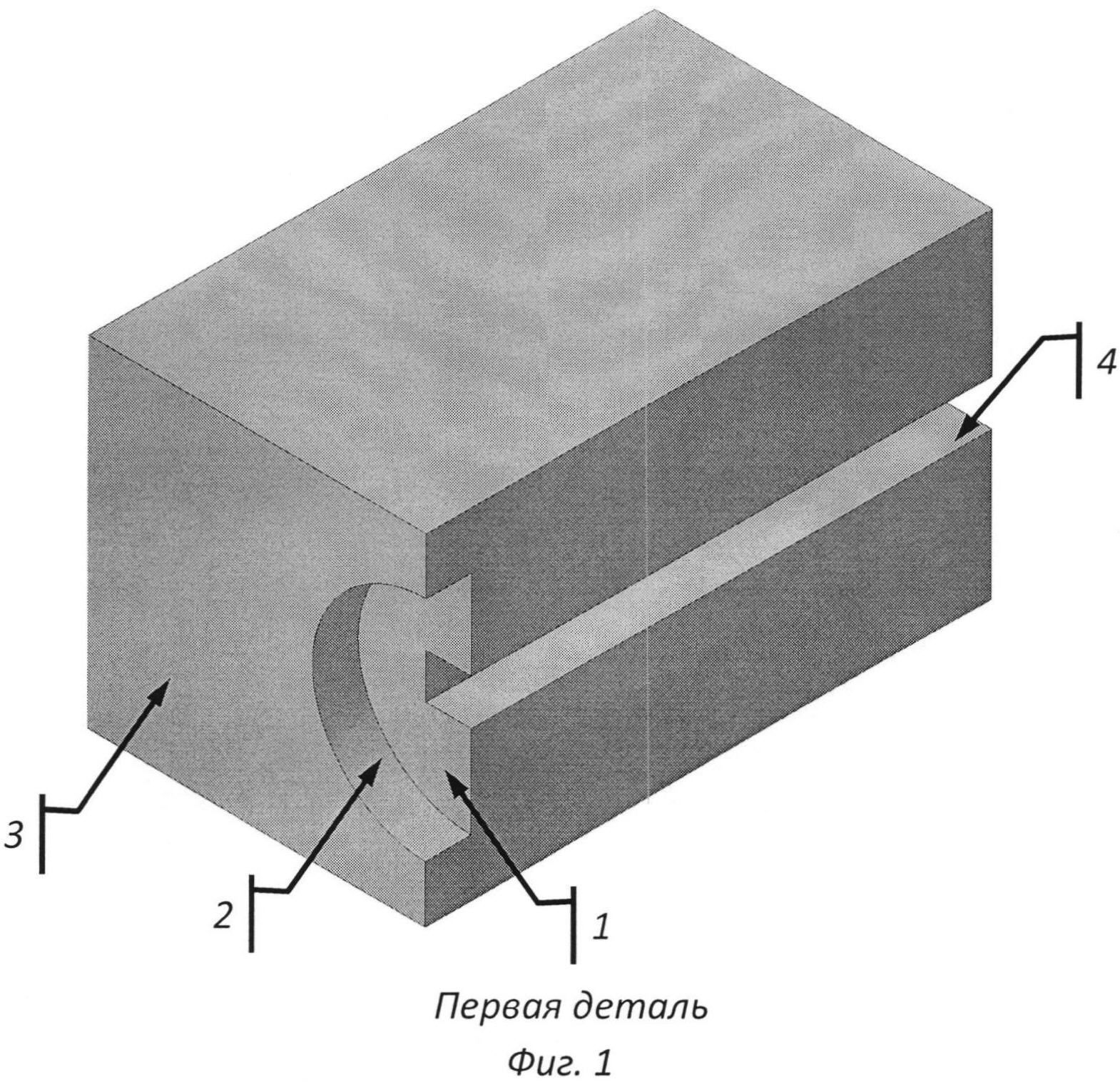
Способ изготовления мелкоразмерного режущего инструмента из быстрорежущей стали
Способ определения коэффициента акустоупругой связи
Параметрический rc-элемент с распределёнными параметрами
Способ оценки риска размножения сине-зеленых водорослей в водоеме
Электрод сравнения
Способ оценки фрикционного взаимодействия элементов свитых изделий
Устройство диагностирования и оценки технического состояния мехатронных приводов
Способ газификации топлива для питания двигателя внутреннего сгорания и устройство для его осуществления
Шароколесный движитель
Планетарная передача
Параметрический rc-элемент с распределёнными параметрами
Способ оценки риска размножения сине-зеленых водорослей в водоеме
Электрод сравнения
Способ оценки фрикционного взаимодействия элементов свитых изделий
Устройство диагностирования и оценки технического состояния мехатронных приводов
Способ газификации топлива для питания двигателя внутреннего сгорания и устройство для его осуществления
Шароколесный движитель
Планетарная передача
Способ изготовления нежесткой детали
Планетарная передача

