Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения для работы в тяжелонагруженных узлах трения в отсутствие смазки и при наличии динамических нагрузок.
Известен способ изготовления подшипника скольжения путем намотки тканой лентой с пропиткой полимерным связующим с наполнителями (патент РФ №2492368, B29С 53/60, F16C 17/00, опубл. 10.09.2013).
Однако известный способ не позволяет получать необходимую прочность и износостойкость покрытия из-за того, что после намотки тканой ленты получается неплотная структура материала.
Наиболее близким аналогом является способ изготовления подшипника скольжения намоткой на цилиндрическую оправку двухслойной ленты, один из слоев которой представляет металлическую ленту с перфорацией на поверхности, выполняемую в зоне трения на двух или трех слоях, а другой слой представляет ленту из тканого материала, которую пропитывают полимерной антифрикционной композицией, после достижения требуемой толщины производят отверждение полимерной антифрикционной композиции и последующую механическую обработку подшипника скольжения (Патент РФ №2222721, B29С 53/60, F16C 17/00 от 27.01.2004 г.).
Недостатком известного способа является отсутствие перфорации в ленте из тканого материала, что затрудняет попадание полимерной антифрикционной композиции в зону трения и снижает долговечность подшипника скольжения.
Задача, на решение которой направлено данное изобретение, состоит в образовании сквозной перфорации в двухслойной ленте, что создает условия для более надежной подачи полимерной антифрикционной композиции в зону трения и повышает износостойкость подшипника скольжения.
Технический результат, достигаемый при реализации заявленного изобретения, состоит в повышении долговечности работы подшипника скольжения.
Указанный технический результат достигается тем, что в способе изготовления подшипника скольжения намоткой на цилиндрическую оправку двухслойной ленты, один из слоев которой представляет металлическую ленту с перфорацией на поверхности, выполняемую в зоне трения на двух или трех слоях, а другой - ленту из тканого материала, которую пропитывают полимерной антифрикционной композицией, после достижения требуемой толщины производят отверждение полимерной антифрикционной композиции и последующую механическую обработку подшипника скольжения, согласно изобретению перфорацию выполняют одновременно путем прошивки двухслойной ленты, причем полученные карманы в виде отверстий перфорации заполняют полимерной антифрикционной композицией. Кроме того, отверстия перфорации на чередующихся слоях двухслойной ленты выполняют не совпадающими друг с другом.
Выполнение перфорации одновременно путем прошивки двухслойной ленты с заполнением полученных карманов в виде отверстий перфорации полимерной антифрикционной композицией, повышает износостойкость подшипника скольжения за счет создания условий для более надежной подачи полимерной антифрикционной композиции в зону трения и повышает долговечность подшипника скольжения.
Выполнение отверстий перфорации на чередующихся слоях двухслойной ленты не совпадающими друг с другом позволяет создавать замкнутые по объему смазочные карманы, которые по мере изнашивания рабочего слоя подшипника вступают в работу, обеспечивая новую подачу полимерной антифрикционной композиции на поверхность трения, тем самым повышая долговечность подшипника скольжения.
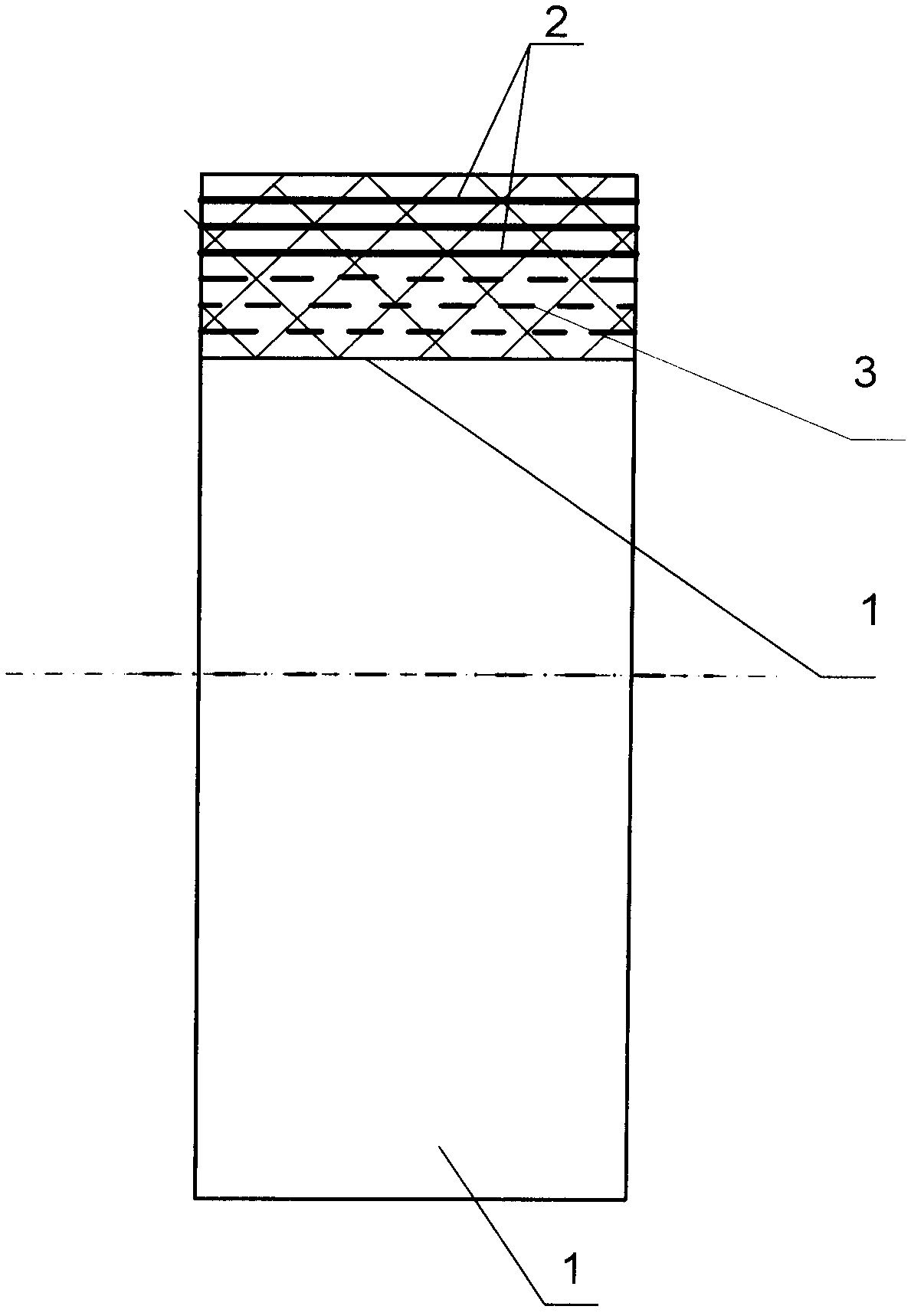
Сущность изобретения поясняется чертежом, где представлена конструкция подшипника скольжения с разрезом, получаемая в результате реализации предлагаемого способа.
Пример реализации способа изготовления подшипника скольжения
Непрерывную тканую ленту 1 сматывают с бобины, пропитывают полимерной антифрикционной композицией (например, эпоксидной смолой ЭД-20 с отвердителем ПЭПА, порошками графита и фторопласта и др.) и наматывают на цилиндрическую оправку за счет ее вращения.
При намотке первого слоя тканой ленты 1 на нее укладывают металлическую ленту 2 и далее наматывают на цилиндрическую оправку одновременно две ленты - тканую ленту 1 и металлическую ленту 2. При этом в зоне трения на металлической лента 2 и тканой ленте 1 выполняют одновременно перфорацию 3, в шахматном порядке на поверхности двух или трех слоев металлической ленты 2 и тканой ленты 1. Перфорацию выполняют известным способом, например путем прошивки отверстий плунжерами.
Процесс намотки продолжают до достижения требуемой толщины подшипника скольжения. При этом первый и последний слои должны состоять из тканой ленты 1, пропитанной композицией.
После создания требуемой толщины производят отверждение и температурную обработку подшипника скольжения.
После полного отверждения композиции подшипник скольжения снимают с оправки и обрабатывают на токарном станке путем обточки наружной и внутренней поверхности подшипника скольжения в размер.
После каждого изготовления подшипника скольжения цилиндрическую оправку обрабатывают известным антиадгезионным составом.
При эксплуатации подшипника скольжения его конструкция, основанная на слоях тканой ленты, пропитанной полимерным связующим с наполнителем и слоями металлической ленты, значительно повышает долговечность подшипника скольжения, за счет прочной структуры и наличия перфорации 3, образующей смазочные карманы. При этом отверстия перфорации 3 на чередующихся слоях двухслойной ленты выполняют не совпадающими друг с другом, что гарантирует удержание в замкнутых смазочных карманах полимерной антифрикционной композиции, поступающей новыми порциями при изнашивании рабочего слоя в зону трения узла.
В отличие от аналогов предлагаемый способ изготовления подшипника скольжения обеспечивает высокую долговечность при длительной эксплуатации, независимо от наличия динамических нагрузок и в отсутствие смазки за счет смазочных карманов, образованных при одновременном выполнении перфорации в металлической ленте и ленте из тканого материала.
Двухпоточная газовая горелка
Способ получения материалов на основе алюминида никеля
Способ сортирования волокнистых материалов
Смеситель для смешивания жидких и вязких материалов
Генератор для получения талой питьевой воды
Смеситель для жидких и вязких материалов
Устройство для получения талой питьевой воды
Смеситель для жидких и вязких материалов
Устройство для получения талой питьевой воды
Способ взвешивания груза
Способ лесопользования
Способ ремонта гидравлических двигателей
Устройство для сбора сока деревьев
Устройство для взвешивания груза
Гибкий вкладыш для перевозки грузов в железнодорожных вагонах-цистернах
Устройство для измерения составляющих силы резания

