Результат интеллектуальной деятельности: СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ
Вид РИД
Изобретение
Изобретение относится к области строительства трубопроводов, а именно к защите втулками подкладными сварных соединений трубопроводов от внутренней коррозии.
Известен способ соединения труб с внутренним покрытием, включающий установку внутрь соединяемых труб втулки из коррозионно-стойкого материала, сборку стыка под сварку, соединение труб сваркой и уплотнение между наружной поверхностью втулки и покрытыми внутренними поверхностями свариваемых труб осуществляют после соединения труб сваркой, запрессовкой втулки в сваренные трубы путем высокоскоростного пластического деформирования втулки (Патент РФ №2079033, кл. F16L 13/02, заявка №93053882/06 от 03.12.93, опубликовано 10.05.1997 г., бюл. №13.).
Этот способ обладает существенными недостатками. Во-первых, используется очень дорогостоящее оборудование для запрессовки втулок, а именно магнитно-импульсная установка. Во-вторых, самое главное, что высокоскоростное пластическое деформирование внутренней цилиндрической втулки внутри концов труб не позволяет получить плотное герметичное соединение между поверхностями втулки и концов труб. Это связано с тем, что воздух, имеющийся между втулкой и концами труб, является передающей средой при использовании энергии взрыва, то есть воздух раздает концы труб на большую величину. Воздух не полностью вытесняется с зазора, имеющегося между втулкой и концами труб при высокоскоростном пластическом деформировании втулки, а это приводит к образованию буферной зоны между втулкой и концами труб, что является причиной не обеспечения герметичности соединения между поверхностями втулки и концов труб. Практикой возможности использования энергии взрыва для соединения труб при строительстве трубопровода и при восстановлении герметичности обсадных колонн в нефтедобывающей промышленности получены только одни отрицательные результаты. Не было достигнуто ни одного положительного результата. Также невозможно применить данное оборудование в полевых условиях, где погодные условия играют главную роль (снег, дождь, низкая температура и т.д.). Кроме того, сам технологический процесс энергоемок и трудоемок в исполнении.
Известно изобретение, взятое за прототип: Способ соединения металлических труб с внутренним покрытием, включающий установку внутрь концов труб втулки с установленными на концах ее наружной поверхности уплотнительными элементами, герметизацию соединения втулки и концов труб до или после соединения труб сваркой, путем обжатия концов труб напротив втулки или уплотнительных элементов втулки (Патент РФ №2157478, МПК кл. F16L 13/02 по заявке №99120955/06 от 30.09.1999, опубл. 10.10.2000.).
Данный способ имеет недостатки, связанные с тем, что для обжатия концов труб большого диаметра и с большой толщиной стенки требуется специальное громоздкое и энергоемкое оборудование, что усложняет технологический процесс соединения труб с внутренним покрытием. Кроме того, сужается сечение трубопровода в местах установки втулки.
Задачей изобретения является упрощение технологии соединения труб с внутренним покрытием и повышение качества защиты сварного соединения труб от коррозии.
Поставленная задача достигается следующим образом. В способе соединения труб с внутренним покрытием, включающем установку и закрепление втулки подкладной с установленными уплотнительными элементами внутри концов труб и соединение труб сваркой, где новым является то, что втулку подкладную закрепляют внутри концов труб путем раздачи дорном через патрубок из термопластичной пластмассы.
Благодаря указанным отличительным признакам упрощается технологический процесс соединения труб с внутренним покрытием, так как не требуется громоздкое, энергоемкое оборудование для закрепления втулки подкладной внутри концов труб. При раздаче втулки подкладной дорном через патрубок из термопластичной пластмассы происходит ее плотное прижатие к внутренней поверхности концов труб, а уплотнительные элементы сжимаются между поверхностями втулки подкладной и концов труб с внутренним покрытием, тем самым обеспечивается герметичность соединения втулки подкладной и концов труб. При раздаче втулки подкладной не требуется громоздкого, энергоемкого оборудования, так как дорном через патрубок из термопластичной пластмассы надо раздавать только тонкостенную втулку подкладную, то есть не надо прикладывать для этого большого осевого усилия. Раздача втулки подкладной дорном через патрубок из термопластичной пластмассы повышает качество защиты сварного соединения трубопроводов от коррозии, так как втулка подкладная раздается по своей длине на разную величину, тем самым обеспечивается качественное прижатие втулки подкладной к внутренней поверхности концов труб с внутренним покрытием. Кроме того, при применении патрубка из термопластичной пластмассы в качестве буферной зоны между внутренней поверхностью втулки и дорном предохраняет внутреннюю поверхность втулки подкладной от получения продольного задира при раздаче дорном. Также не происходит сужение внутреннего диаметра трубопровода по сварным соединениям, а наоборот происходит их увеличение.
На фигуре показан в разрезе общий вид соединения труб с внутренним покрытием, который получен предлагаемым способом: труба 1, внутреннее покрытие 2, втулка подкладная 3, внутренняя обечайка 4 из коррозионно-стойкой стали, уплотнительные элементы 5, раструбы 6 и сварной шов 7.
Способ осуществляют следующим образом. Для защиты сварного соединения используют втулку подкладную 3, которая имеет внутреннюю обечайку 4 из коррозионностойкой стали, концы которых выступают за торцы втулки подкладной 3. На выступающих концах наружной поверхности обечайки 4 размещены уплотнительные элементы 5. Уплотнительные элементы 5 могут быть приклеены к наружной поверхности обечайки 4. Внутри втулки подкладной 3 размещают дорн с патрубком из термопластичной пластмассы, которые затем устанавливают внутри конца первой трубы 1 с внутренним покрытием 2. Уплотнительный элемент 5 заходит с натягом в конец первой трубы 1 с внутренним покрытием 2. При этом уплотнительный элемент 5 центрирует втулку подкладную 3 относительно оси первой трубы 1. Дорн прикрепляют к тяге гидравлического пресса и закрепляют первую половину втулки подкладной 3 путем раздачи дорном через патрубок из термопластичной пластмассы внутри конца первой трубы 1 с внутренним покрытием 2. Отсоединяют тягу гидравлического пресса от дорна. При этом на выступающем конце внутренней обечайки 4 образуется раструб 6 в форме конуса. Также происходит сжатие уплотнительного элемента 5 в радиальном направлении и расширение в осевом направлении, что приводит к заполнению остающегося зазора между внутренней обечайкой 4 из коррозионностойкой стали и внутренней поверхностью конца первой трубы 1. Уплотнительный элемент 5 может быть приклеен к внутренней поверхности первой трубы 1 с внутренним покрытием 2, что улучшит герметизацию соединения между поверхностями втулки подкладной 3 и концом первой трубы 1 с внутренним покрытием 2 на трубопроводах высокого давления и большого диаметра. Внутри второй трубы 1 размещают тягу гидравлического пресса, которую присоединяют к дорну с патрубком из термопластичной пластмассы, находящимся внутри втулки подкладной 3. Подают на втулку подкладную 3 вторую трубу 1 с внутренним покрытием 2. Уплотнительный элемент 5 заходит с натягом на конец второй трубы 1 с внутренним покрытием 2. При этом уплотнительный элемент 5 центрирует втулку подкладную относительно оси второй трубы 1. Оставляют зазор между концами труб 1 и соединяют концы труб 1 прихваткой. Тягу присоединяют к гидравлическому прессу и закрепляют вторую половину втулки подкладной 3 путем раздачи дорном через патрубок из термопластичной пластмассы внутри конца второй трубы 1 с внутренним покрытием 2. При этом на выступающем конце внутренней обечайки 4 образуется раструб 6 в форме конуса. Также происходит сжатие уплотнительного элемента 5 в радиальном направлении и расширение в осевом направлении, что приводит к заполнению остающегося зазора между внутренней обечайкой 4 из коррозионно-стойкой стали и внутренней поверхностью конца второй трубы 1. Уплотнительный элемент 5 может быть приклеен к внутренней поверхности второй трубы 1 с внутренним покрытием 2, что улучшит герметизацию соединения между поверхностями втулки подкладной 3 и концом первой трубы 1 с внутренним покрытием 2 на трубопроводах высокого давления и большого диаметра. Отсоединяют от гидравлического пресса тягу и вытаскивают дорн с патрубком из термопластичной пластмассы из соединяемых труб 1 с внутренним покрытием 2. Соединяют трубы 1 с внутренним покрытием 2 электродуговой сваркой с образованием сварного шва 7. При этом к сварному шву 7 приваривают и втулку подкладную 3.
Предлагаемый способ позволяет упростить технологический процесс соединения труб с внутренним покрытием и повысить качество защиты сварных соединений трубопроводов от коррозии.
Способ соединения труб с внутренним покрытием сваркой, включающий установку и закрепление втулки подкладной с установленными уплотнительными элементами внутри концов труб и соединение труб сваркой, отличающийся тем, что втулку подкладную закрепляют внутри концов труб путем раздачи дорном через патрубок из термопластичной пластмассы.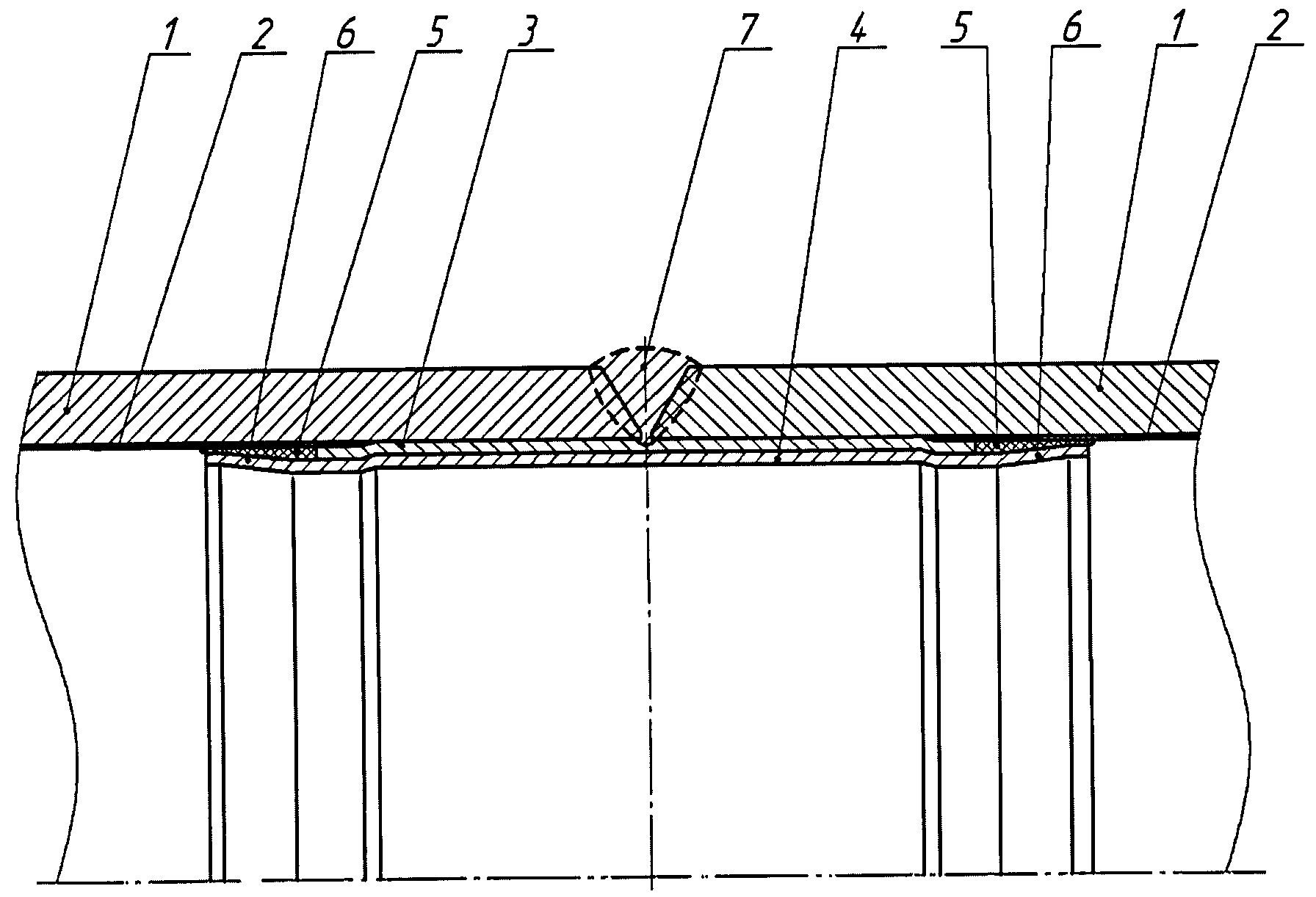
Способ ремонта трубопровода, смонтированного из труб с внутренним покрытием
Способ неразъемного соединения металлических труб с внутренним покрытием
Способ соединения труб с внутренним термопластичным покрытием
Способ неразъемного соединения металлических труб
Металлическая облицованная труба
Труба с внутренней пластмассовой оболочкой
Установка для неразъемного муфтового соединения металлических труб
Способ соединения тонкостенных металлических облицованных труб
Металлическая труба с внутренним покрытием
Труба из высокопрочного чугуна с шаровидным графитом с концевыми стальными патрубками
Способ ремонта трубопровода, смонтированного из труб с внутренним покрытием

