Результат интеллектуальной деятельности: СПОСОБ МЕХАНИЧЕСКОГО ИСПЫТАНИЯ МЕТАЛЛА
Вид РИД
Изобретение
Решение относится к механическим испытаниям, предназначенным для определения характеристик металла, проявляющихся при пластическом деформировании в технологических операциях холодной обработки металла давлением (ХОМД).
Характерным проявлением ХОМД является наклеп - возрастание прочности и, соответственно, твердости (например, по Виккерсу) обрабатываемого металла, закономерно связанное с возрастанием интенсивности пластической деформации.
Для прогнозирования технологических свойств металла в каждом конкретном процессе ХОМД и служебных качеств его в изделиях, произведенных данной ХОМД, необходимо выявление характерной для данного металла функциональной зависимости

где εi - интенсивность пластической деформации (безразмерная величин), HV - твердость по Виккерсу (в МПа).
Величину εi, характеризующую любой вид пластического деформирования, отличает от других показателей деформирования свойство: для данного металла независимо от вида деформирования, а также его температуры и скорости интенсивность имеет одно и то же численное значение, если на деформацию затрачивается одинаковая механическая работа. Поэтому функциональная зависимость (1), установленная для обрабатываемого конкретного металла, в любом виде пластического деформирования, будет справедлива и для деформирования любым другим способом.
На практике выявление зависимости (1) осуществляется в результате определенного лабораторного испытания, в котором металл нагружается до различных фиксируемых уровней интенсивности, и при этом фиксируется также его твердость.
Известно механическое испытание металла для установления зависимости (1) кручением тонкостенных трубчатых образцов.
[Смирнов-Аляев Г.А. Сопротивление материалов пластическому деформированию / Л.: Машиностроение, 1978, С.320].
Данное испытание является достаточно затратным в изготовлении образцов, усложненным с точки зрения фиксирования интенсивности и обработки результатов испытания в целом, и поэтому не нашло широкого практического применения.
Наиболее простым и наименее затратным в изготовлении образцов представляется механическое испытание металла для установления зависимости (1) широко распространенным стандартным растяжением плоских образцов.
[Глинер Р.Е., Майоров М.А. Применение испытаний твердости для оценки деформированного состояния при листовой штамповке / Кузнечно-штамповочное производство, 1987, №3, С.40].
Поскольку при растяжении численное значение величины е равно происходящему и легко определяемому удлинению, фиксирование интенсивности в данном испытании существенно облегчается.
Однако предельное удлинение металла при растяжении ограничено величинами εi, численные значения которых не превышают 0,5 для самых пластичных металлов, притом что при других испытаниях, например прокаткой, достигают значений 1,0 и более.
Таким образом, данное испытание не позволяет проследить проявление зависимости (1) при численных значениях εi, превышающих 0,5.
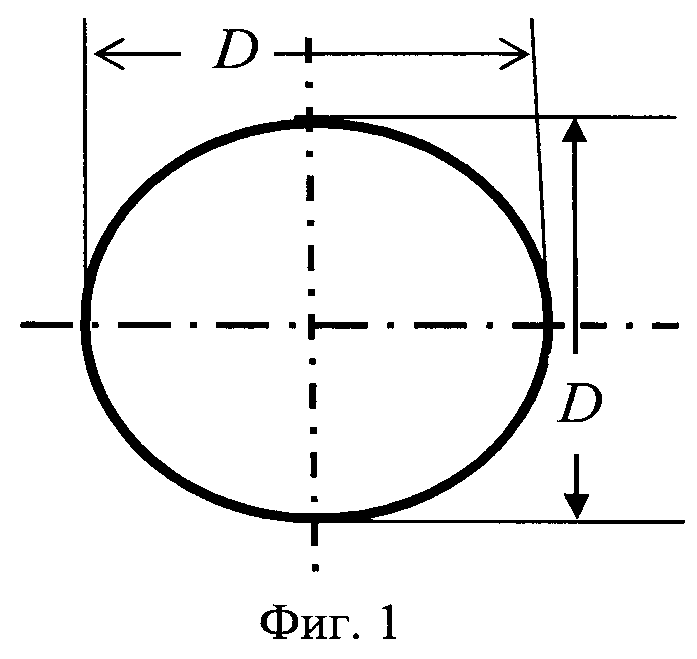
Известно механическое испытание металла с выявлением зависимости (1), в котором плоские образцы прямоугольной конфигурации подвергаются деформированию прокаткой. При этом фиксирование интенсивности деформаций выполняется с помощью нанесенной на образцы самоклеющейся измерительной сетки (СИС), рабочие ячейки которой образованы окружностями строго одинакового диаметра (D).
[Глинер Р.Е., Катюхин Е.Б. Применение самоклеющейся измерительной сетки для изучения закономерностей деформирования листового металла при обработке давлением со значительным утонением / Кузнечно-штамповое производство. Обработка металла давлением, 2013, №8, С.44-48]
В результате прокатки окружности СИС превращаются в эллипсы с максимальной и минимальной осью, соответственно L1 и L2.
Величины D, L1 и L2 используются для определения возникающих при прокатке логарифмических относительных деформаций ε1, ε2, и интенсивности деформации εi с расчетами по формулам

Данное испытание, являющееся наиболее близким по технической сущности к заявляемому способу, обладает следующими недостатками:
1) невозможность достоверного выявления восприимчивости к наклепу при деформациях с εi, более высоких, чем 0,8÷0,9, характерных для различных видов технологического деформирования, поскольку при этом границы измерительных ячеек, образующих СИС, теряют четкое очертание, что снижает точность выявления зависимости (1).
2) необходимостью использования дорогостоящей СИС, приобретаемой у зарубежных изготовителей (обладателей Ноу-хау);
Эти недостатки устраняются предлагаемым решением.
Задачей настоящего решения является совершенствование данного механического испытания металла за счет исключения в нем применения СИС.
Технический результат - определение восприимчивости металла к наклепу в технологиях холодной обработки давлением, характеризующихся неограниченно большими деформациями.
Этот технический результат достигается тем, что в способе механического испытания металла путем холодной прокатки образца, при которой окружность диаметра D превращается в эллипс, измеряют длину осей эллипса L1 и L2, по которым находят логарифмические относительные деформации ε1 и ε2 вдоль и поперек направления прокатки, и интенсивность деформации εi, испытания проводят на специально изготовленном образце в виде круглого диска, который многократно прокатывают в валках лабораторного стана, в результате чего диск становится эллипсовидным, после каждой прокатки измеряют длину осей L1 и L2, находят логарифмические относительные деформации ε1 и ε2, интенсивность деформации εi, а также измеряют твердость поверхности HV, в результате аппроксимации графической зависимости между интенсивностью деформации и твердостью находят выражение 
в котором численные значения показателя степени при аргументе отражают восприимчивость испытуемого металла к наклепу, коэффициент N определяет собой твердость HV, приобретаемую металлом после деформирования с интенсивностью εi=1.
Следует отметить, что известен образец в форме круглой пластины (патент РФ №2360227, G01N 3/08, опубл. 27.06.2009). Однако этот образец имеет размещенные на нем концентраторы напряжений и нагружается испытательным усилием, прикладываемым перпендикулярно его плоской поверхности.
Таким образом, этот образец не пригоден для испытаний путем холодной прокатки с определением восприимчивости к наклепу.
В предлагаемом решении, благодаря тому что после деформирования прокатными валками окружность с исходным диаметром D, ограничивающая периметр образца, превращается в эллипс с осями L1 и L2, измерение которых позволяет определять величины ε1, ε2, и εi, с расчетами по формулам (2) и (3), отпадает необходимость применения СИС. При этом появляется возможность испытания металла при больших деформациях (εi>1).
На фиг.1 и фиг.2 показано, как выглядит предлагаемый образец соответственно до и после прокатки (вид сверху).
Пример.
Проводили испытания технически чистой меди и стали марок 08Ю и 08ЮПД, используя для этого образец каждого металла диаметром D=38,9 мм, толщиной 1, 98 мм (медь) и 0,91 (сталь обеих марок).
Прокатку выполняли на двухвалковом лабораторном прокатном стане, оборудованном ручным приводом вращении валков. При этом образец несколько раз, последовательно увеличивая обжатие, пропускали между валками и после каждой такой операции производили измерения толщины после прокатки, твердости (HV) испытуемого металла, величин L1 и L2, с последующими компьютерными расчетами по формулам (2) и (3).
Измерения диаметра D и величин L1 и L2 после каждой очередной прокатки выполняли, используя стандартный штангенциркуль.
Измерения твердости выполняли на приборе Виккерса, используя нагрузку 50 Н (HV5).
Результаты геометрических измерений, измерений твердости и расчетов интенсивности деформаций приведены в табл.1.
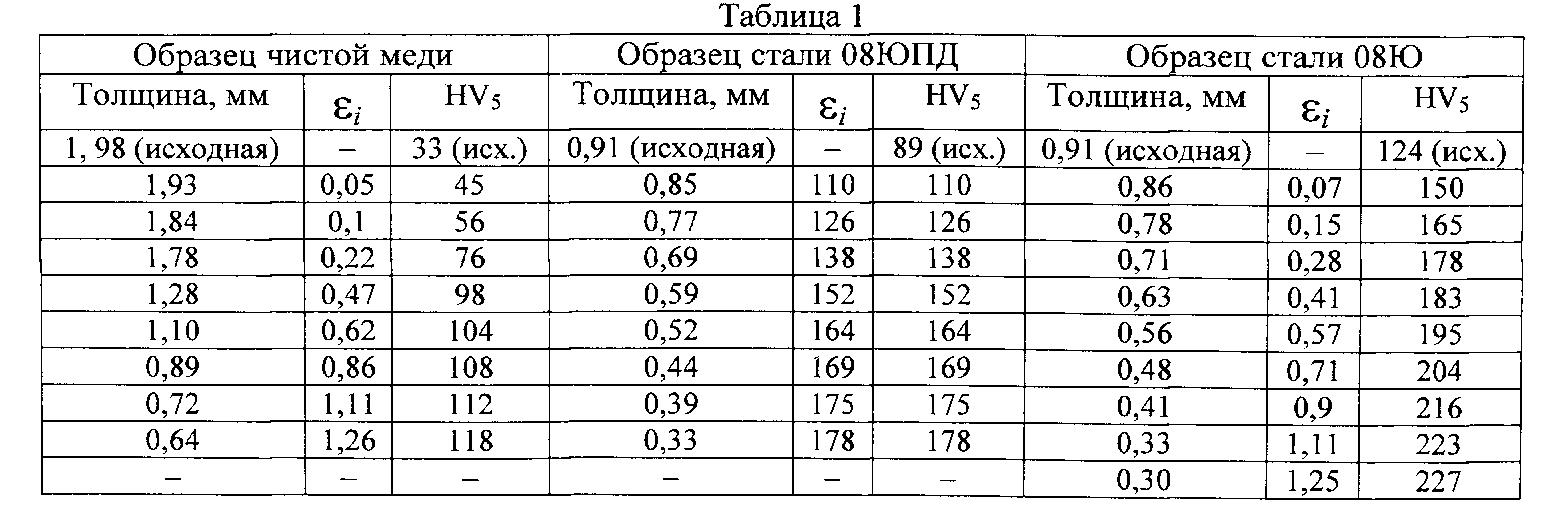
Данные, содержащиеся в колонках {εi,HV5} табл.1, подвергали компьютерной обработке с выявлением аналитического выражения зависимости (1) в виде степенной функции

в котором численные значения коэффициента n при аргументе количественно отражают восприимчивость данного металла к наклепу при неограниченном пластическом деформировании в любом виде технологического процесса ХОМД.
При этом коэффициент N определяет собой твердость HV5, приобретаемую металлом после деформирования с интенсивностью εi=1, а коэффициент n является показателем, характеризующим темп возрастания твердости и соответственно восприимчивость стали к наклепу.
В табл.2 приведены результаты вычисления этих анализов.

Как видно из табл.2, по восприимчивости к наклепу (величина n) медь значительно превосходит сталь, притом что сталь ограниченной прочности (08Ю) наклепывается несколько сильнее, чем сталь повышенной прочности (08ЮПД).
Проведенный анализ аналогов позволяет сделать вывод о том, что предлагаемое решение соответствует критерию «новизна», достигаемый технический результат в совокупности с новыми существенными признаками свидетельствует об изобретательском уровне, а проведенные испытания подтверждают промышленную применимость.
Способ механического испытания металла путем холодной прокатки образца, при которой окружность диаметра D превращается в эллипс, измеряют длину осей эллипса L и L, по которым находят относительные логарифмические деформации ε, ε вдоль и поперек направления прокатки, и интенсивность деформации ε, отличающийся тем, что испытания проводят на специально изготовленном образце в виде плоского круглого диска, который многократно прокатывают валками лабораторного стана, в результате чего диск становится эллипсовидным, после каждого очередного обжатия измеряют длину осей формирующегося эллипса L и L, рассчитывают деформации ε, ε и интенсивность деформации ε, а также измеряют твердость HV, математической обработкой находят выражение зависимости , численные значения коэффициентов n в котором отражают восприимчивость к наклепу испытуемого металла, коэффициент N определяет собой твердость HV, приобретаемую металлом после деформирования с интенсивностью ε=1.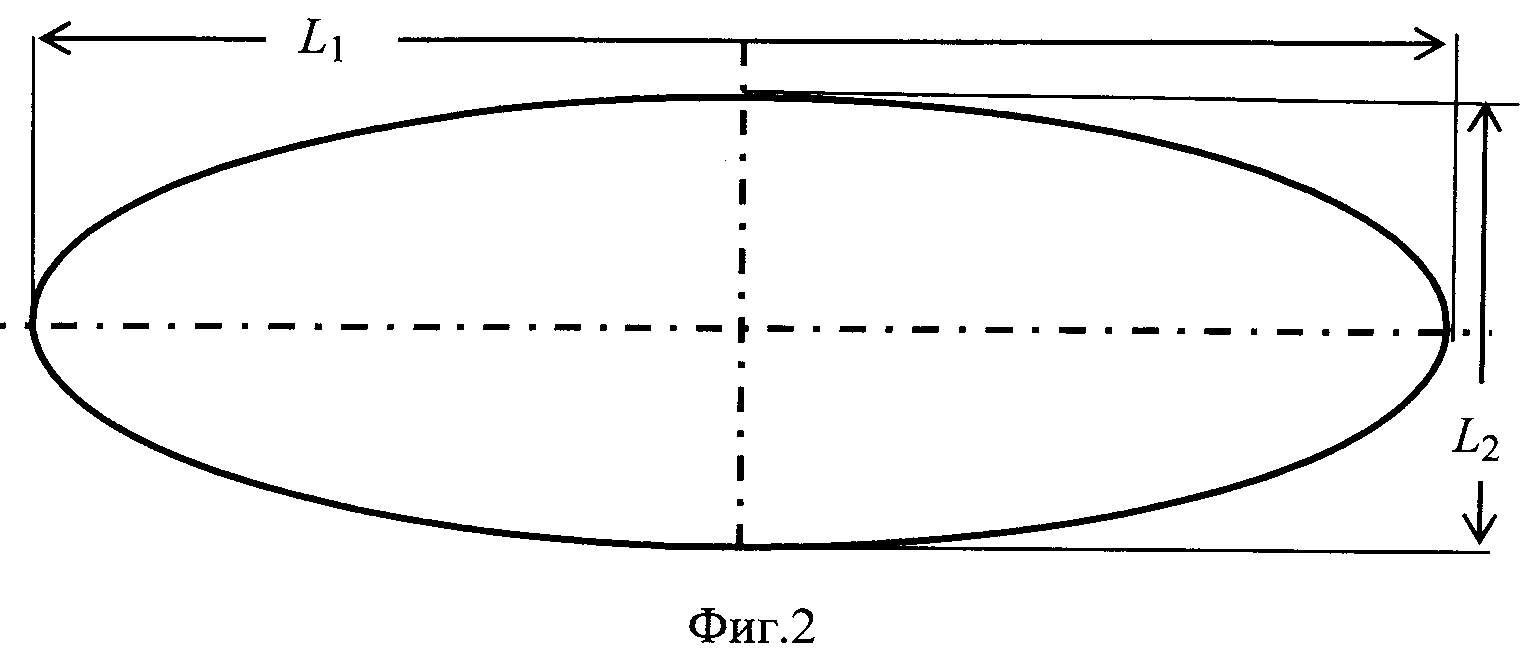
Способ контроля за процессом обводнения газовой скважины
Способ получения хлоридов 2,3-дигидро [1,3] теллуразоло [3,2-α] пиримидиния
Электролит для анодирования алюминия и его сплавов перед нанесением медных гальванопокрытий
Способ изготовления горячекатаного проката под холодную объемную штамповку крепежных изделий
Охладитель расплава жидкометаллического теплоносителя
Способ обнаружения широкополосных параметрических рассеивателей
Способ получения цетаноповышающих присадок к дизельному топливу
Способ изготовления отливок по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Способ контроля за процессом обводнения газовой скважины
Способ получения хлоридов 2,3-дигидро [1,3] теллуразоло [3,2-α] пиримидиния
Электролит для анодирования алюминия и его сплавов перед нанесением медных гальванопокрытий
Способ изготовления горячекатаного проката под холодную объемную штамповку крепежных изделий
Охладитель расплава жидкометаллического теплоносителя
Способ обнаружения широкополосных параметрических рассеивателей
Способ получения цетаноповышающих присадок к дизельному топливу
Способ изготовления отливок по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям

