Результат интеллектуальной деятельности: СПОСОБ ТЕРМОЭРОЗИОННОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Способ относится к области машиностроения и может быть использован при электроэрозионной и комбинированной эрозионнохимической обработке в жидкой прокачиваемой рабочей среде металлическим электродом-инструментом металлических материалов с большой глубиной обработки.
Известен способ обработки ([1], стр. 206), при котором применяют добавки к жидким рабочим средам, включающие растворы солей, позволяющие повысить электропроводность сред и перейти от электроэрозионной к эрозионнохимической обработке, что может повысить интенсивность прошивки.
Недостатком известного способа является возможность интенсификации прошивки только в начале обработки углубления.
Известен электроэрозионный способ обработки проволочным электродом-инструментом ([2], стр. 37), с покрытием (например, цинковым), что повышает производительность разрезки.
Недостатком способа является быстрое удаление в процессе обработки покрытия и снижение интенсивности электроэрозионного процесса. Кроме того, для интенсификации обработки требуется либо частое восстановление покрытия (например, при прошивке), либо значительное увеличение скорости перемотки и расхода проволочного электрода-инструмента, что ухудшает технико-экономические показатели процесса.
Прототипом изобретения является способ ([3], стр. 130) обработки проволочным электродом-инструментом с покрытием его цинком, что позволяет интенсифицировать процесс разрезки металлических материалов..
Недостатком способа является необходимость обеспечения постоянного участия цинкового покрытия в процессе обработки за счет повышения скорости перемотки проволоки и невозможности использования электрода-инструмента с легковоспламеняющимся покрытием для прошивки отверстий и углублений из-за сгорания покрытия в начале процесса обработки.
Изобретение направлено на обеспечение на входе жидкой рабочей среды возобновляемого ввода в нее в зону разряда легко воспламеняющихся микрочастиц металлов с размерами не более минимальной величины торцевого межэлектродного зазора при объемном содержании, регулируемом по наибольшей подачи электрода-инструмента, способных создавать кумулятивный эффект, позволяющий интенсифицировать прошивку электроэрозионным и эрозионнохимическим методом.
Изобретение относится к способу термоэрозионной обработки металлических материалов, осуществляемому в прокачиваемой жидкой рабочей среде металлическим электродом-инструментом, при этом в поступающую в межэлектродный зазор жидкую рабочую среду вводят легковоспламеняющиеся микрочастицы цинка и магния, размер которых не превышает минимальную величину зазора, при этом обеспечивают поддержание их объемного содержания в процессе обработки. После достижения электродом-инструментом конечного положения прекращают введение упомянутых микрочастиц в жидкую рабочую среду и при необходимости осуществляют обработку до получения требуемой шероховатости поверхности заготовки.
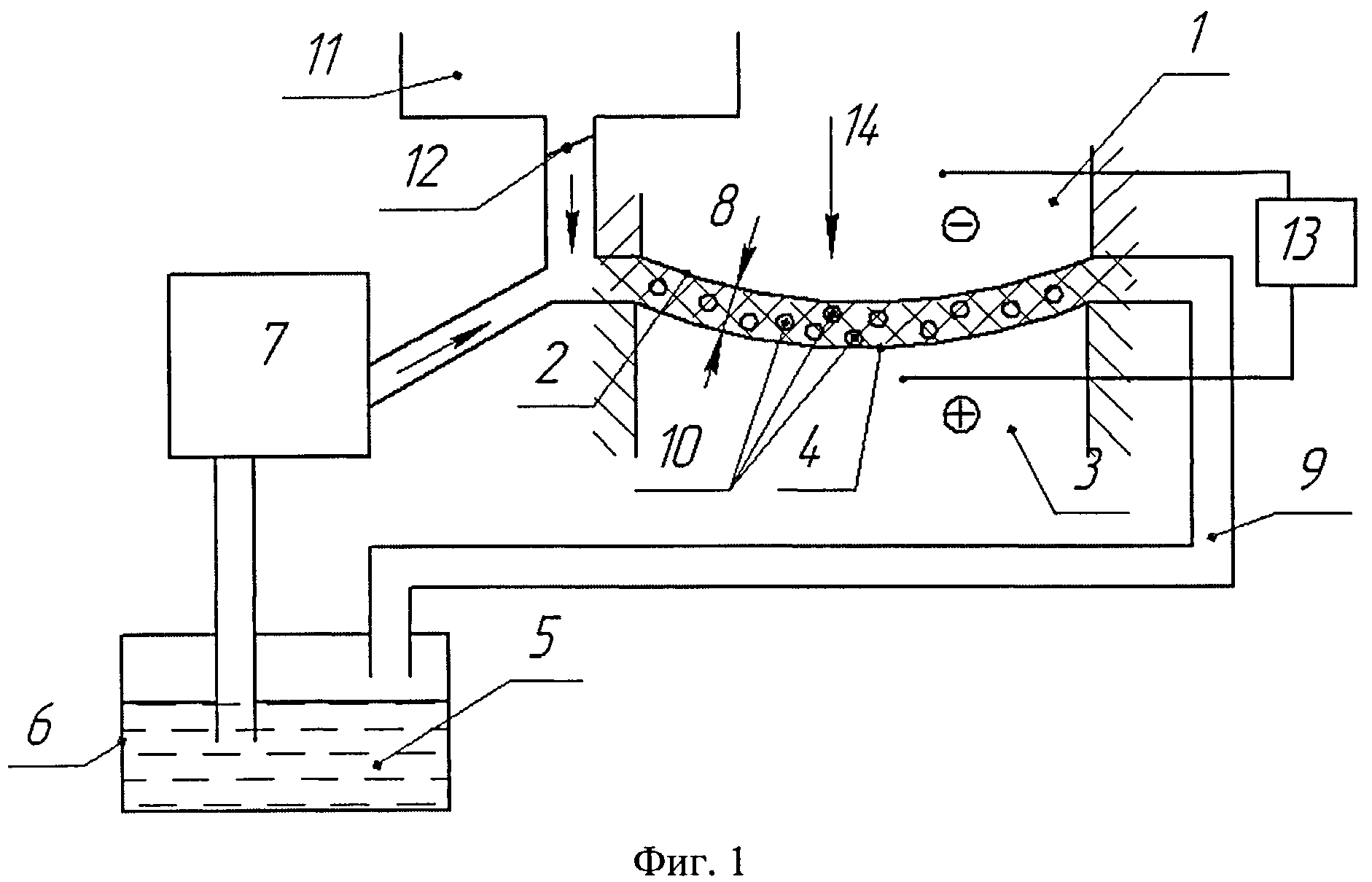
Способ поясняется схемой на фиг. 1. Электрод-инструмент 1 с рабочей поверхностью 2 противостоит заготовке 3, в которой необходимо получить методом прошивки углубление 4. Жидкая рабочая среда 5 поступает из бака 6 через насос 7 в торцевой межэлектродный зазор 8 и после обработки сливается по магистрали 9 в бак 6. Микрочастицы 10 легковоспламеняющегося материала (цинка и магния), способные загораться при микроразрядах поступают в жидкую рабочую среду 5 из емкости 11 через заслонку 12 в количестве, необходимом для поддержания в жидкой рабочей среде 5 требуемой концентрации микрочастиц 10 с учетом их убывания за счет горения.
На электрод-инструмент 1 (катод) и заготовку 3 (анод) подают импульсы тока от генератора 13. Для поддержания торцевого межэлектродного зазора 8, требуемого для протекания процесса эрозионного удаления припуска с величиной не менее максимальной высоты неровностей, электрод-инструмент 1 перемещают для осуществления подачи 14. Как показано в [3] за счет сгорания микрочастиц 10 возникает кумулятивный эффект локального плавления материала заготовки, что на порядок и более может интенсифицировать процесс обработки.
После достижения электродом-инструментом 1 углубления по размеру с отрицательным предельным допуском в заготовке 3 подачу микрочастиц 10 прекращают путем закрытия заслонки 12 и при необходимости выравнивают микроповерхность в зоне обработки до требуемого снижения шероховатости.
Пример 1 осуществления способа.
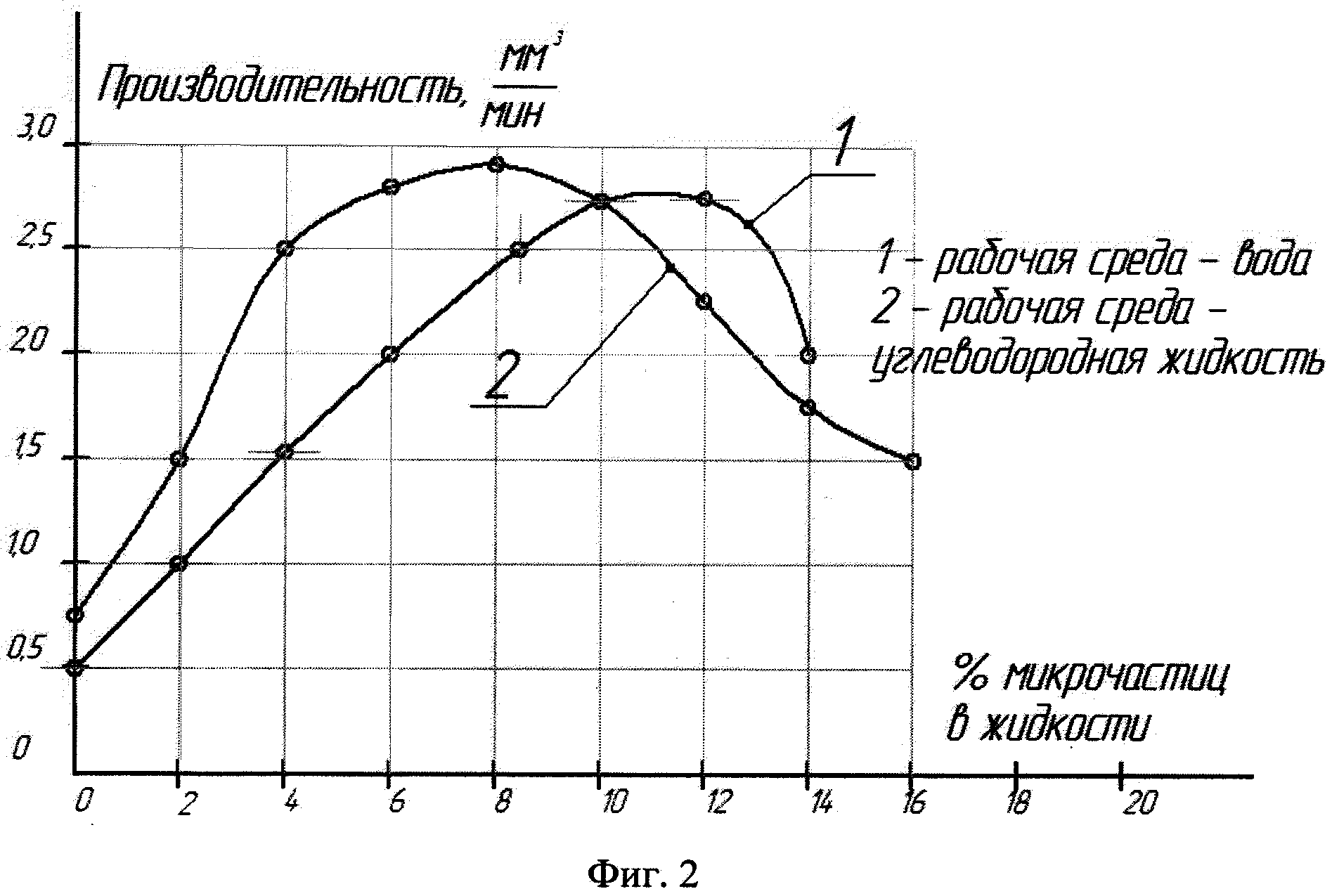
Необходимо в охлаждаемой лопатке турбины авиационного двигателя прошить отверстие диаметром 1±0,03 мм, глубиной 3 мм. Материал лопатки ЭИ 437Б, материал электрода инструмента - латунь ЛС. Жидкая рабочая среда - вода с микрочастицами цинка со средним диаметром 10 мкм. Энергия импульса 0,45 Дж. При этом торцевой межэлектродный зазор составляет 20 мкм ([1], стр. 234). Необходимо обеспечить наибольшую производительность обработки путем поддержания требуемого объемного содержания микрочастиц цинка в воде.
На фиг. 2 показано изменение производительности обработки в зависимости от концентрации микрочастиц (%). Из рассмотренного примера видно, что для жидкой рабочей среды (воды, кривая 1) наибольшую производительность можно получить при содержании микрочастиц цинка 10-13% от объема воды. При этом производительность возрастает более чем в 5 раз. После получения отверстия шероховатость составила Rz=5 мкм, что отвечает требованиям чертежа. Погрешность по диаметру ±0,02 мм, что также отвечает требованиям чертежа. Последующего выравнивания микропрофиля не требуется.
Пример 2 осуществления способа.
Необходимо в стали получить углубления с размерами 10×12 мм, глубиной 4,5±0,3 мм. Шероховатость поверхности Rz=5 мкм. Жидкая рабочая среда - углеводородная жидкость. Энергия импульса 0,45 Дж, торцевой межэлектродный зазор 23 мкм. Материал электрода-инструмента - металлизированная графитовая композиция типа ЭЭГ. Из фиг. 2 (кривая 2) следует, что содержание микрочастиц цинка должно быть в пределах 6-10%. Это позволяет повысить производительность до 5,5 раз. После получения углубления достигнута шероховатость Rz=10 мкм, поэтому потребовалась обработка без подачи микрочастиц цинка в течение 10 с, после чего получена шероховатость Rz=4-5 мкм, глубина углубления 4,51 мм. Такие технологические результаты отвечают требованиям чертежа.
Источники.
1. Справочник по электрохимическим и электрофизическим методам обработки./ Под ред. В.А.Волосатова. - Л.: Машиностроение, Ленинградское отделение, 1989, 719 с.
2. Смоленцев Е.В. Проектирование электрических и комбинированных методов обработки. - М: Машиностроение, 2005, 511 с.
3. Коденцев С.Н. Механизм протекания процесса эрозионно-термической обработки деталей//Нетрадиционные методы обработки. Межвузовский сб. научн. Трудов./ Под ред. В.П.Смоленцева. - М.: Машиностроение, 2009, вып. 9, 211 с.
Ветроколесо
Генератор индукторный
Исполнительный орган робота
Промышленный робот
Промышленный робот
Индукторный генератор
Привод линейного перемещения
Способ управления каналом частотной коррекции систем автоматического регулирования частоты и мощности газотурбинных энергетических установок при выделении на изолированный район
Способ реализации общестанционного уровня управления газотурбинными электростанциями (гтэ) с газотурбинными энергоблоками (гтэб)
Способ изготовления многоэлектродного инструмента и устройство для его осуществления
Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали
Способ прошивки глубокого отверстия и устройство для его прошивки
Способ изготовления металлического многослойного фильтра и устройство для его осуществления
Способ электрохимического удаления припуска с поверхности детали и устройство для его реализации
Способ вакуумной сборки комплектов с нежесткой обечайкой и устройство для его осуществления
Устройство для выявления источника колебаний частоты и мощности
Способ комбинированной многоэлектродной электрохимической и эрозионно-химической прошивки глубоких отверстий малого сечения в металлической детали и устройство для его осуществления
Электрод-щетка и способ ее применения для удаления заусенцев в пазах детали
Способ управления каналом частотной коррекции систем автоматического регулирования частоты и мощности газотурбинных энергетических установок при выделении на изолированный район

