Результат интеллектуальной деятельности: СПОСОБ НАРУЖНОГО КРУГЛОГО ШЛИФОВАНИЯ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу наружного круглого шлифования коренных и шатунных подшипников коленчатого вала на шлифовальном станке в соответствии с ограничительной частью п.1 и к шлифовальному станку для его осуществления в соответствии с ограничительной частью п.8 формулы. Способ и шлифовальный станок описанного типа известны из DE 102008007175 А1.
Уровень техники
В ЕР 1181132 В1 было предложено, чтобы при наружном круглом шлифовании коренных и шатунных подшипников коленчатого вала последние шлифовались начисто перед коренными подшипниками. Это предложение основано на том, что значительные деформации коленчатого вала при шлифовании шатунных подшипников можно, по меньшей мере, частично устранить при последующем чистовом шлифовании коренных подшипников. Однако при этом условием было черновое шлифование коренных подшипников еще перед шлифованием шатунных подшипников. Поэтому, согласно ЕР 1181132 В1, приходится сначала подшлифовывать на одном коренном подшипнике коленчатого вала посадку под люнет, чтобы коренные подшипники можно было шлифовать начерно с требуемой точностью. Для этого коленчатый вал должен быть зажат с точно определенной осью вращения, а именно своей определяющей геометрической продольной осью, которая является определяющей эталонной осью для всех коренных подшипников в отношении диаметра, круглости, концентричного вращения и центриситета. Эта определяющая геометрическая продольная ось должна служить также в качестве эталонной оси для обработки шатунных подшипников. После черного и чистового шлифования шатунных подшипников начисто шлифуются коренные подшипники. Известный из ЕР 1181132 В1 способ имеет то преимущество, что все шлифовальные операции могут осуществляться за один установ.
Однако возникающие в результате зажима и поддержания коленчатого вала при шлифовании условия принесли с собой опасность других деформаций, как это подробно описано в DE 102008007175 А1. Для предотвращения этого в данной публикации предложено не шлифовать коленчатый вал в одном зажимном приспособлении. Напротив, предусмотрены две шлифовальные станции, которые могут находиться внутри одного шлифовального станка. Сначала на первой шлифовальной станции начерно и начисто шлифуются шатунные подшипники. Затем коленчатый вал передается на вторую шлифовальную станцию, где начерно и начисто шлифуются коренные подшипники.
Особенность известного способа состоит в том, что шлифуемый коленчатый вал на обеих шлифовальных станциях зажимается своим обработанным лишь резанием исходным контуром. При этом цилиндрические периферийные поверхности коленчатого вала обработаны, прежде всего, точением, сверлением или вихревым фрезерованием, т.е. находятся в еще не шлифованном состоянии. На первой шлифовальной станции коленчатый вал устанавливается в чашечных зажимных патронах, которые приставляются предпочтительно к концевым цилиндрическим участкам или к обоим внешним коренным подшипникам коленчатого вала. Разумеется, коленчатый вал при шлифовании шатунных подшипников вращается тогда не вокруг своей определяющей геометрической продольной оси, а вокруг отличающейся от нее оси вращения, образованной исходным контуром коленчатого вала в местах зажима. Однако поскольку шлифование шатунных подшипников происходит посредством наружного круглого шлифования с ЧПУ маятниковым способом, в DE 102008007175 А1 производится соответствующая корректировка в компьютере шлифовального станка. Для этого коленчатый вал должен быть точно замерен перед шлифованием. Если отклонения фактической оси вращения от определяющей геометрической продольной оси коленчатого вала известны, то это можно определить расчетным путем и учесть при шлифовании с ЧПУ. В результате после шлифования на первой шлифовальной станции коленчатого вала его коренные подшипники еще не обработаны, а коренные подшипники шлифованы так, как если бы он вращался вокруг точной определяющей геометрической продольной оси.
Согласно DE 102008007175 А1, только на второй шлифовальной станции коленчатый вал зажимается между центрами, которые входят в обычные центрирующие расточки в его концевых поверхностях. Эти центрирующие расточки, выполняемые изготовителем коленчатого вала еще перед шлифованием шатунных подшипников, устанавливают определяющую геометрическую продольную ось каждого коленчатого вала.
Описанным способом удалось все еще рентабельным образом шлифовать начерно и начисто сначала все шатунные подшипники и лишь затем за измененный установ - коренные подшипники. Однако этот способ означает значительные затраты, поскольку для каждого коленчатого вала возникающее при зажиме исходного контура в местах зажима положение оси вращения необходимо точно замерять относительно определяющей геометрической продольной оси.
Раскрытие изобретения
В изобретении поставлена задача упрощения известного способа в соответствии с ограничительной частью п.1 формулы, так что со значительно меньшими затратами по-прежнему достигается та же высокая точность результата шлифования.
Эта задача решается в способе наружного круглого шлифования с совокупностью признаков п.1, осуществляемом на шлифовальном станке с признаками п.9 формулы.
Согласно предложенному способу, шлифуемый коленчатый вал за первый установ совмещается с осью вращения соответствующего привода вращения изделия. Затем два находящихся на зажимном патроне привода вращения, подвижных в радиальной плоскости опорных элемента подводятся к этому месту зажима и в этом положении блокируются между собой, образуя опору по типу призмы, которая при эксплуатации неподвижна на зажимном патроне. Свойство призматической опоры следует из необходимого V-образного положения опорных элементов по отношению друг к другу. Радиально противоположный опорным элементам зажимной элемент подводится затем преимущественно гидравлически к коленчатому валу, прижимая его к опоре, образованной обоими, прочно блокированными между собой опорными элементами. Опорные и зажимной элементы должны, прежде всего, обеспечивать привод вращения коленчатого вала при шлифовании, поскольку положение его зажима определяется центрами привода вращения. Однако поскольку в результате прочной блокировки опорных элементов возникает особенно жесткий зажим, возникает также придающее жесткость и поддерживающее действие для коленчатого вала при шлифовании. За счет этого достигается высокая точность шлифования, даже если деформации коленчатых валов при шлифовании шатунных подшипников по-прежнему неизбежны. Поэтому от люнета можно отказаться. Благодаря особому виду зажима предпочтительным образом достигается то, что коленчатый вал уже шлифовании шатунных подшипников вращается вокруг своей определяющей геометрической продольной оси. Поэтому можно предпочтительным образом отказаться от обходного пути через расчет при шлифовании с ЧПУ.
Для второй шлифовальной станции второе зажимное приспособление в соответствии с известным из DE 102008007175 А1 способом сохраняется. Здесь коленчатый вал зажимается, как правило, между центрами и приводится во вращение посредством компенсирующего зажимного патрона, зажимные кулачки которого способны компенсироваться между собой. Причина заключается в том, что, по возможности, все коренные подшипники должны шлифоваться во втором зажимном приспособлении одновременно или последовательно, а места зажима должны находиться поэтому, как обычно, дальше снаружи на шатунной шейке и/или фланце. Возникающая за счет этого небольшая изгибная жесткость в коленчатом валу требует в большинстве случаев подвода люнета, так что, в целом, во втором зажимном приспособлении осуществляется другая операция.
Варианты способа приведены в пп.2-8.
В пп.2-5 описаны меры, как при зажиме коленчатого вала в первом зажимном приспособлении (на первой шлифовальной станции) достигается совмещение определяющей геометрической продольной оси коленчатого вала с осью вращения привода вращения изделия.
В п.6 описаны действия при зажиме коленчатого вала в первом зажимном приспособлении шлифовального станка. При этом коленчатый вал сначала кладется на фиксирующие заплечики зажимного патрона, а затем за счет центров бабки изделия и задней бабки в комбинированном движении перемещения и подъема стабильно совмещаются обе определяющие оси коленчатого вала.
В п.7 в качестве существенного признака подчеркнуто, что опорные элементы в зажимном патроне радиально подвижны независимо друг от друга и под действием равномерно воздействующей на оба гидравлической жидкости с самопроизвольной подгонкой подводятся к месту зажима коленчатого вала.
Шлифовальный станок для осуществления способа описан в п.9.
Пп.10-16 направлены на предпочтительные конструктивные подробности этого шлифовального станка.
В п.16 отмечено, что также в предложенном шлифовальном станке сохранено разделение на два разных зажимных приспособления и, тем самым, на две шлифовальные станции, причем сохранено выполнение второй шлифовальной станции в соответствии с DE 102008007175 А1.
Краткое описание чертежей
Изобретение более подробно поясняется ниже на примере его осуществления со ссылкой на чертежи, на которых изображают:
- фиг.1: вид сверху на шлифовальный станок для осуществления способа;
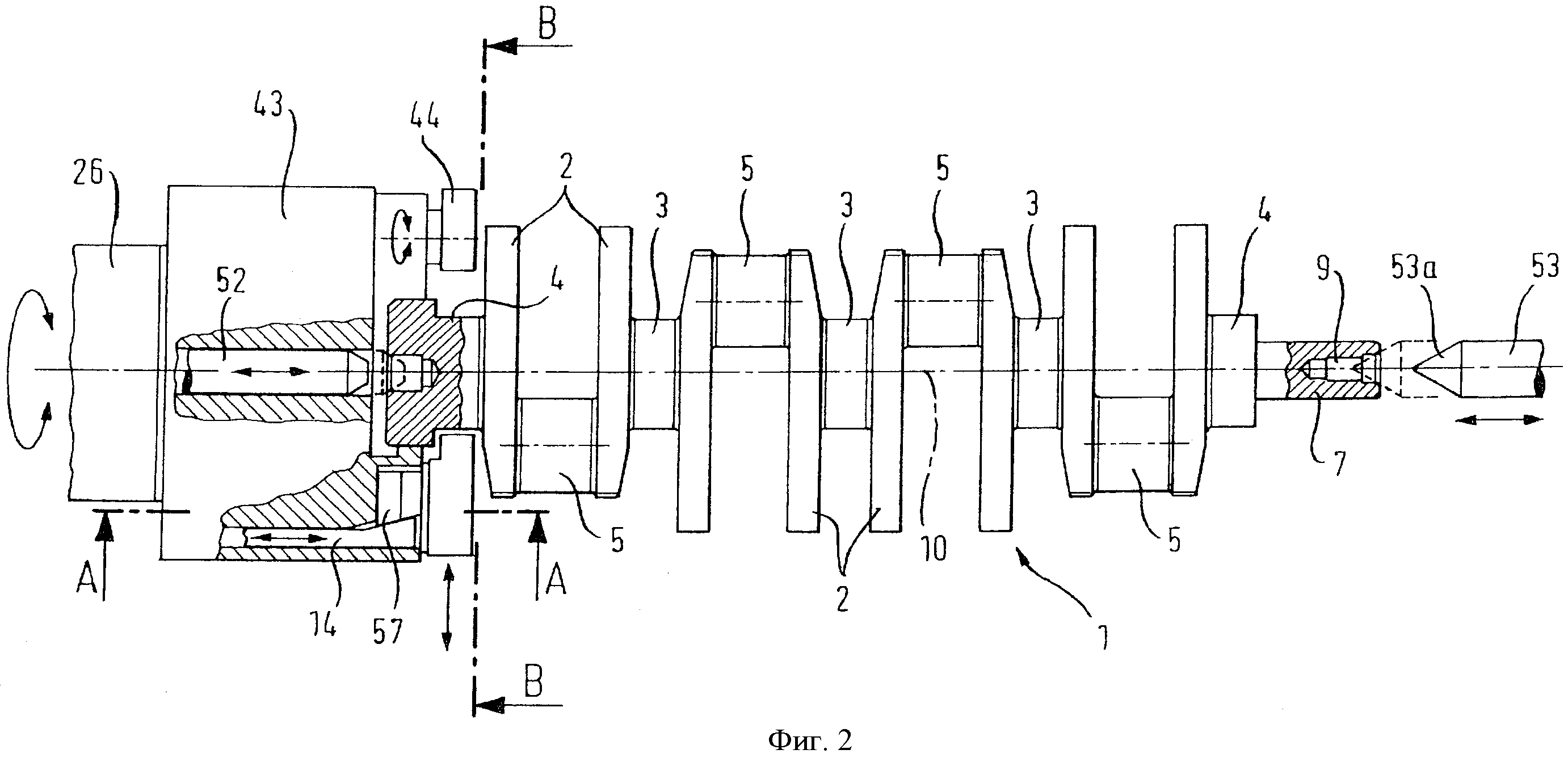
- фиг.2: в частичном разрезе вид сбоку коленчатого вала с зажимным патроном и пояснением первой возможности зажима коленчатого вала при шлифовании шатунных подшипников;
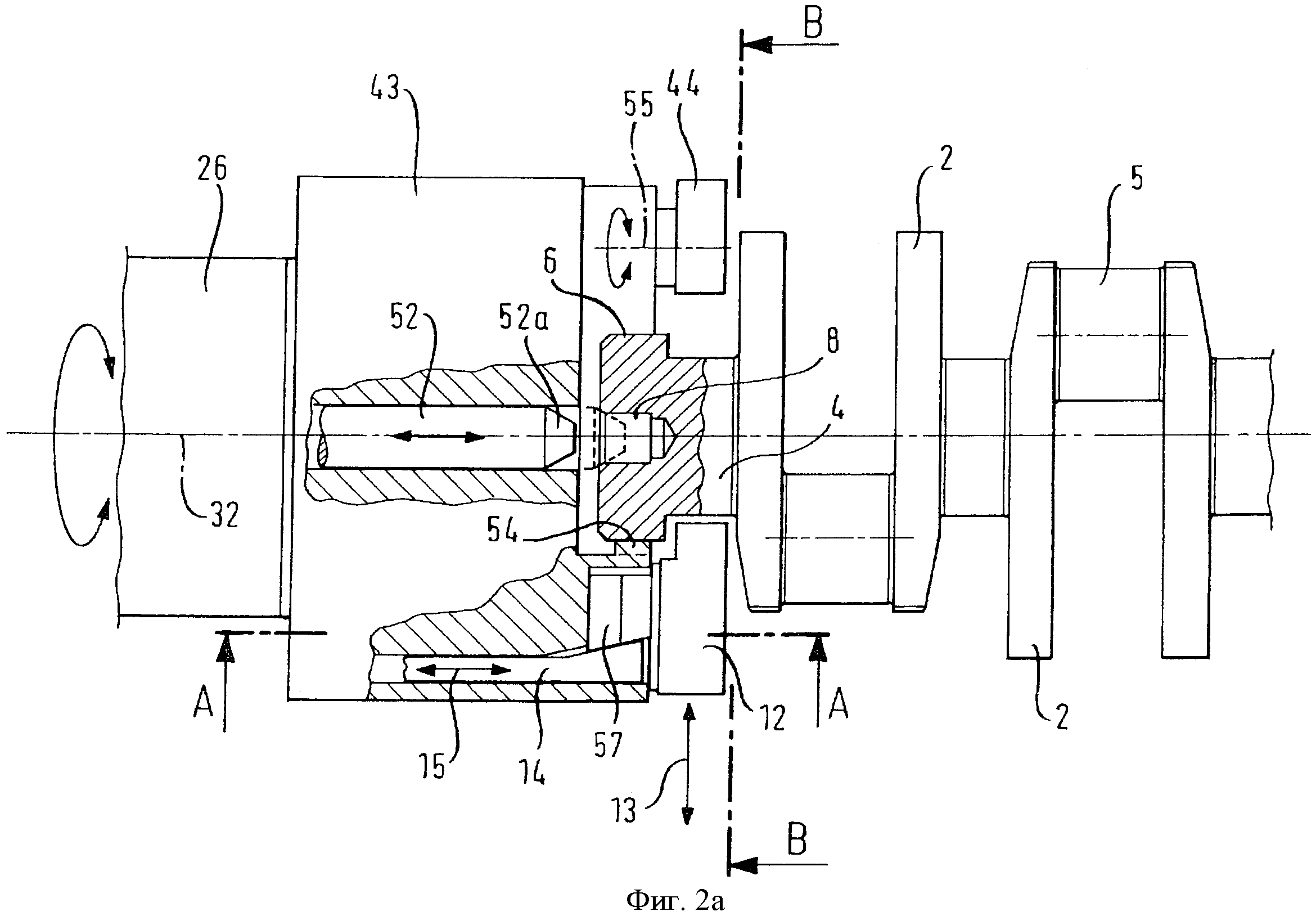
- фиг.2а: в увеличенном виде подробности фиг.2;
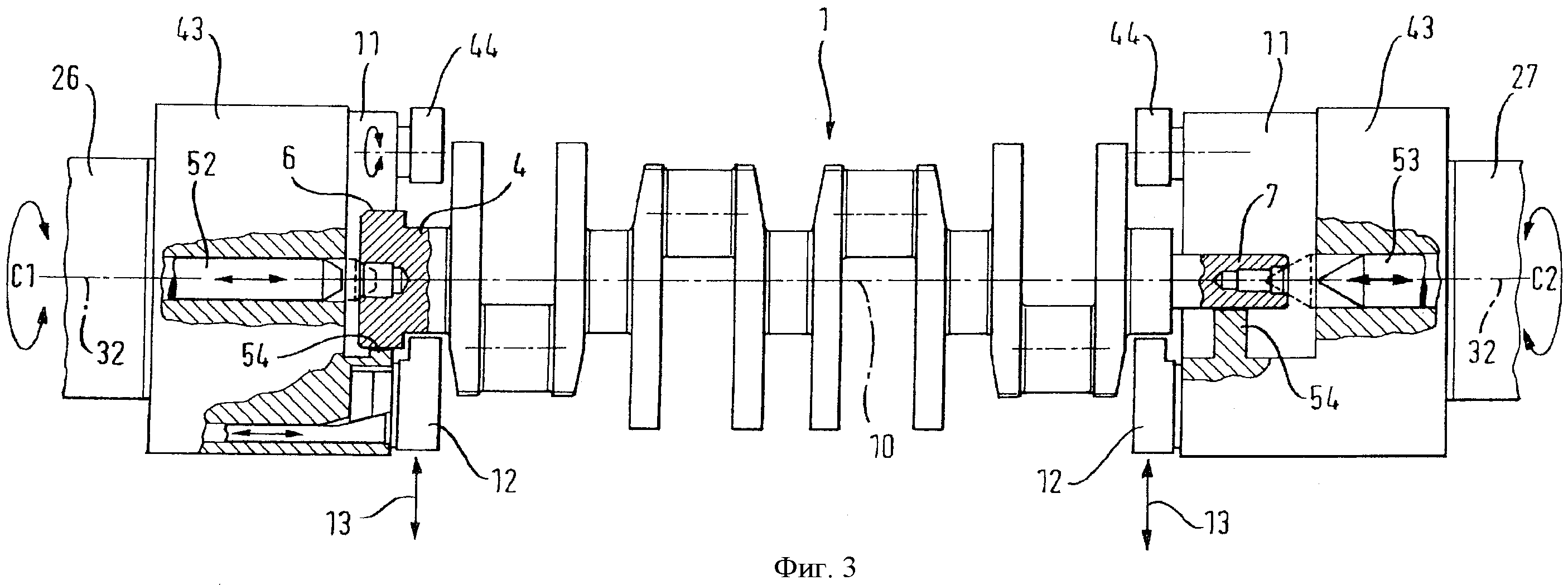
- фиг.3: соответствующий фиг.2 вид с другой возможностью зажима коленчатого вала при шлифовании шатунных подшипников;
- фиг.4: разрез по линии В-В из фиг.2;
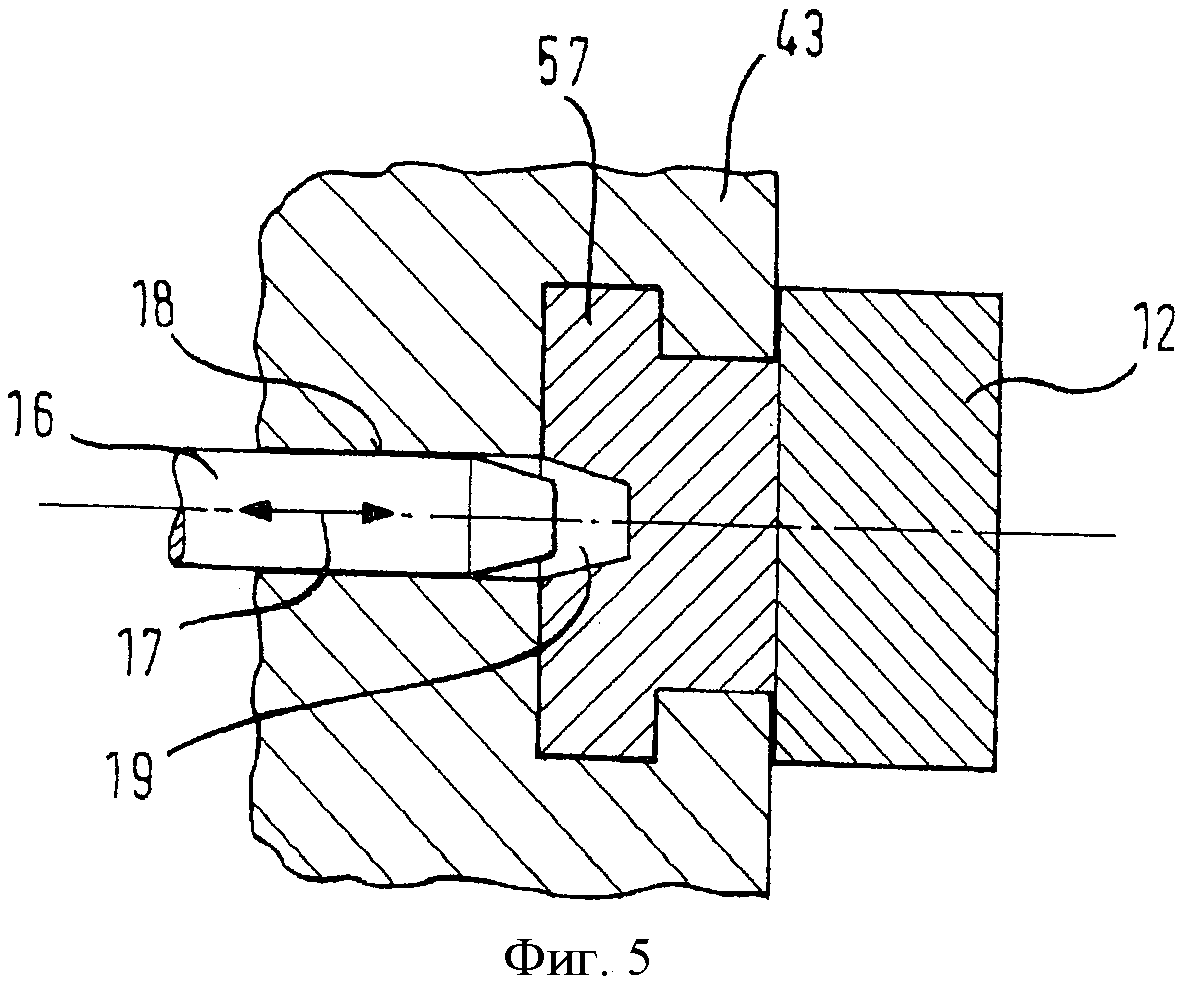
- фиг.5: частичный разрез по линии А-А из фиг.2.
Осуществление изобретения
На фиг.1 в качестве примера изображен вид сверху на шлифовальный станок, на котором шлифуются коленчатые валы 1. На фиг.2 в качестве примера изображен вид сбоку обычного коленчатого вала 1 4-цилиндрового двигателя с соответствующим зажимным патроном 43, находящимся на шпиндельной головке 26 изделия. Вал 1 содержит щеки 2, внутренние 3 и внешние 4 коренные подшипники, а также шатунные подшипники 5. Левый конец вала 1 заканчивается во фланце 6, а правый - в шатунной шейке 7. Вал 1 имеет определяющую геометрическую продольную ось 10, которая образует среднюю линию всех его центрированных участков, таких как коренные подшипники 3, 4, фланец 6 и шейка 7, и является решающей для всех операций круглого шлифования. Определяющая геометрическая продольная ось 10 маркируется еще изготовителем заготовки вала, как правило, посредством центрирующих расточек 8, 9, выполненных в обеих торцевых сторонах вала 1. Таким образом, при шлифовании вала 1 ось 10 служит соединительной прямой между обеими центрирующими расточками 8, 9.
Станок для шлифования такого вала 1 можно в его совокупности описать с помощью схематичного обзорного вида на фиг.1, поскольку отдельные узлы и элементы, в принципе, известны специалисту. Станок образует шлифовальную ячейку 21, включающую в себя первую 22 и вторую 23 шлифовальные станции. При этом шлифовальная станция 22 служит исключительно для шлифования шатунных подшипников 5, а на шлифовальной станции 23 шлифуются исключительно коренные подшипники 3, 4. Направление потока валов 1 при прохождении через шлифовальную ячейку обозначено стрелкой 20, т.е. шатунные подшипники 5 шлифуются начерно и начисто перед коренными подшипниками 3, 4. Обе шлифовальные станции 22, 23 расположены на общей станине 24. Последняя включает в себя также стол 25.
К шлифовальной станции 22 относятся бабка 26 изделия и задняя бабка 27, которые могут приводиться электродвигателем синхронно. Вал 1 зажимается между обеими бабками 26, 27. Кроме того, к шлифовальной станции 22 относится крестовый суппорт 28 со шлифовальной бабкой 29, на котором находятся два шлифовальных шпинделя 30 со шлифовальными кругами 31. Крестовый суппорт 28 как единое целое перемещается в направлении 33 подачи на глубину, т.е. перпендикулярно определяющей геометрической продольной оси 10 вала 1; шлифовальные шпиндели 30 могут перемещаться по отдельности или сообща на крестовом суппорте 28 в направлении 34, т.е. параллельно оси 10. Кроме того, можно изменять расстояние между шлифовальными шпинделями 30 в направлении 34. Это позволяет осуществлять все обычные операции шлифования шатунных подшипников 5, как это известно с ЧПУ и без него.
К шлифовальной станции 23 относятся бабка 36 изделия и задняя бабка 37, между которыми зажимается и приводится во вращение вал 1. Относящийся также к шлифовальной станции 23 крестовый суппорт 38 несет на общей приводимой оси 39 набор шлифовальных кругов 40, которые при шлифовании коренных подшипников 3, 4 сообща подаются на глубину к ним. Кроме того, набор кругов может перемещаться также в направлении 34.
Поз. 41 обозначены приводные двигатели для оси поперечной подачи крестовых суппортов 28, 38, а поз.42 - кожухи, которые защищают направляющие скольжения шлифовальных станций 22, 23 от шлифовальной стружки. Зажимные и приводные устройства бабок 26, 36, 27, 37 лежат по одной общей продольной оси 32. Последняя является одновременно осью вращения (осью С) валов 1 при шлифовании. Для измерений в процессе шлифования предусмотрены измерительные устройства (не показаны).
Из публикации DE 102008007175 А1 заявителя известны описанные выше признаки предложенного шлифовального станка, как и то техническое решение, что в соответствии с разным назначением обеих шлифовальных станций 22, 23 коленчатый вал 1 должен зажиматься в каждой из них иным образом. Для данной заявки из упомянутой публикации также взят известный способ зажима на второй шлифовальной станции 23. Поэтому для шлифования коренных подшипников 3, 4 вал 1 зажимается на ней между центрами, находящимися на шпинделях бабки 36 изделия и передней бабки 37. Центры своими конусообразными концевыми контурами входят в центрирующие расточки 8, 9 на концах вала 1, в результате чего его определяющая геометрическая продольная ось 10 совмещается с общей продольной осью 32 бабок 36, 37, которая является одновременно осью вращения вала 1 при шлифовании.
Зажатый между центрами вал 1 приводится во вращение приводом с компенсирующим зажимным патроном. В таком зажимном патроне группа, по меньшей мере, из двух зажимных кулачков срабатывает преимущественно гидравлически, причем все зажимные кулачки присоединены к одной и той же подающей магистрали для гидравлической жидкости и подведены в радиальном направлении к той части вала 1, которая находится в общей продольной протяженности коренных подшипников 3, 4. В качестве мест зажима рассматриваются особенно фланец 6 или шейка 7, поскольку за счет этого все коренные подшипники открыты для шлифования. При этом внешний контур мест зажима необязательно должен быть точно центрально-симметричным определяющей геометрической продольной оси 10 вала; напротив, им может быть нешлифованный исходный контур, поскольку зажим между центрами обеспечивает вращение вала 1 в любом случае вокруг его оси 10. Зажимные кулачки компенсирующего зажимного патрона являются, правда, сами по себе подвижными, однако могут компенсироваться между собой за счет гидравлической напорной среды. Таким образом, каждый зажимной кулачок подводится к месту зажима вала 1 с одинаковым усилием. При этом зажимные кулачки вызывают лишь вращательный подхват вала 1, однако поскольку они подведены податливо с компенсацией, они не могут оказывать или могут оказывать лишь небольшое, придающее жесткость зажимное действие на вал 1 и не могут противодействовать его изгибанию при шлифовании. Поэтому во избежание погрешностей в отношении диаметра, круглости, концентричного вращения и центриситета при шлифовании коренных подшипников 3, 4 на второй шлифовальной станции 23 настоятельно рекомендуется поддерживать вал 1 в его средней продольной зоне посредством люнета.
Пример такого компенсирующего зажимного патрона подробно описан в DE 102008007175 А1 с помощью фиг.8. Все приведенные в этой публикации рассуждения в отношении зажима и привода вращения вала 1 на шлифовальной станции 23 включены в содержание данной заявки. Используя такие компенсирующие зажимные патроны, можно надежно шлифовать начерно и начисто коренные подшипники 3, 4 на шлифовальной станции 23.
На станции 22 для шлифования шатунных подшипников 5 вал 1 зажимается и приводится во вращение в отличие от уровня техники по DE 102008007175 А1 так, как это в качестве примера и в значительной степени схематично изображено на фиг.2-5. При этом разрез левой части фиг.2 соответствует разрезу CMC на фиг.4, где М обозначает центр сечения вала 1 на определяющей геометрической продольной оси 10. На фиг.2 и 2а изображен зажимной патрон 43 бабки 26 изделия, в котором аксиально перемещается центр 52. Передний, обращенный к валу 1 конец центра 52 выполнен в виде конусообразного концевого контура 52а, облегчая, тем самым, ввод в соответствующую центрирующую расточку 8 вала 1. Также задняя бабка 27 может быть выполнена с зажимным патроном 43 такого рода, см. на фиг.3 центр 53 с конусообразным концевым контуром и соответствующую центрирующую расточку 9. Как видно на фиг.4, на обращенной к валу 1 торцевой стороне зажимного патрона 43 выполнен U-образный карман 11, который на фиг.2, 2а, 3 открыт для фланца 6 и шейки 7 вала 1. На фиг.2 и 3 вал 1 опирается на два фиксирующих заплечика 54, которые по типу выступов выдаются от дна кармана 11, V-образно наклонены друг к другу и образуют сообща опорную призму, неподвижную по отношению к зажимному патрону 43. На фиг.4 фиксирующие заплечики 54 находятся за опорными элементами 12 и потому не видны.
В зажимном патроне 43 предусмотрены также два осевых ползуна 14, которые аксиально подвижны по стрелке 15 под действием гидравлической жидкости. По отношению к оси вращения 32 зажимного патрона 43 оба осевых ползуна 14 расположены V-образно друг к другу со смещением на 60-120°. Торцевые стороны осевых ползунов 14 расположены за расположенными также V-образно по отношению друг к другу опорными элементами 12, которые выполняют также функцию зажимных кулачков и радиально подвижны по отношению к оси вращения 32 по стрелке 13. Каждый осевой ползун 14 посредством косых поверхностей находится во взаимодействии с радиальным ползуном 57, который установлен в зажимном патроне 43 подвижно в радиальном направлении. Каждый радиальный ползун 57 свинчен с опорным элементом 12, выступающим из зажимного патрона 43. Каждый радиальный ползун 57 образует со своим опорным элементом 12 функциональный блок; раздельное выполнение позволяет легко заменить опорный элемент 12, если в месте зажима должен быть зажат вал 1 другого диаметра.
Стрелка 15 обозначает, что оба осевых ползуна 14 могут аксиально перемещаться в двух противоположных направлениях за счет равномерно воздействующей на оба, присоединенных к одной и той же подводящей магистрали гидравлической жидкости. При движении на фиг.2а влево радиальные ползуны 57 за счет находящихся в соприкосновении между собой косых поверхностей движутся внутрь в направлении оси вращения 32. В результате этого в том же направлении движутся и свинченные с радиальными ползунами 57 опорные элементы 12, которые прилегают к месту зажима вала 1 (на фиг.2 к левому внешнему коренному подшипнику 4). При движении осевых ползунов 14 в противоположном направлении (на фиг.2а вправо) опорные элементы 12 снова перемещаются радиально наружу. Прижимное усилие опорных элементов 12 может регулироваться различными устройствами регулирования давления в гидравлическом контуре.
Параллельно осевым ползунам 14 в аксиально проходящих расточках 18 с радиальным смещением внутрь предусмотрены два блокировочных штифта 16, которые расположены под тем же углом по отношению к оси вращения 32 (см. разрез на фиг.5). Блокировочные штифты 16 могут управляемым образом перемещаться в двух противоположных направлениях по стрелке 17. В своем активном положении блокировочный штифт 16 входит своим конусообразным передним концом в трапециевидный паз 19, выполненный в продольном направлении и направлении перемещения соответствующего радиального ползуна 57. Последний зажат тогда в нужном положении. Блокировочные штифты 16 могут активироваться и отводиться механическими, гидравлическими, электрическими или пневматическими средствами, причем для активирования и отвода рассматриваются также различные средства, например для активирования - гидравлические средства, а для отвода - пружины. Осевые ползуны 14 имеют те же возможности перемещения.
Как видно, в частности, на фиг.4, на противоположной опорным элементам 12 стороне зажимного патрона 43 расположен поворотный зажимной элемент 44 в виде качающегося рычага. Его ось качания обозначена поз.55, а рабочий конец обозначен поз.56. Зажимное положение зажимного элемента 44 обозначено сплошной линией, а положение отпускания - штриховыми линиями. Размеры и условия монтажа выбраны так, что рабочий конец 56 зажимного элемента 44 при активировании прилегает к тому месту вала 1, которое находится на удлиненной биссектрисе между опорными элементами 12. Для активирования зажимного элемента 44 рассматриваются те же средства, что и для блокировочных штифтов 16.
С помощью описанного шлифовального станка способ шлифования осуществляется следующим образом.
Шлифуемый коленчатый вал 1 изготовлен из стали или литых материалов, может быть отлит или кован и находится в нешлифованном исходном состоянии; он предварительно обработан резанием, прежде всего, точением, сверлением или вихревым фрезерованием. Сначала вал 1 с помощью транспортного устройства помещается на первую шлифовальную станцию 22 и зажимается там между бабкой 26 изделия и задней бабкой 27. Показан вариант, в котором обе бабки 26, 27 снабжены зажимными патронами 43 в соответствии с фиг.2-5 (см. фиг.3). Таким образом, также каждый зажимной патрон 43 снабжен центром 52, 53. Перед помещением вала 1 между бабками 26, 27 при втянутых аксиально внутрь центрах 52, 53 устанавливается осевое расстояние, соответствующее длине вала 1. Оси вращения зажимных патронов 43 приводятся в положение, в котором опорные элементы 12 и фиксирующие заплечики 14 находятся в своем нижнем положении.
Затем вал 1 в горизонтальном положении опускается преимущественно сверху между бабками 26, 27 и опирается на фиксирующие заплечики 54, образующие сообща призму, неподвижную по отношению к зажимному патрону 43. В случае фиг.3 вал 1 опирается фланцем 6 на фиксирующие заплечики 54 бабки 26, а шейкой 7 - на фиксирующие заплечики 54 бабки 27. При этом радиальное расстояние между находящимися по оси вращения 32 центрами 52, 53 и фиксирующими заплечиками 54 выбрано таким образом, что определяющая геометрическая продольная ось 10 вала 1 лежит чуть ниже общей оси вращения бабок 26, 27. После этого центры 52, 53 противоположны центрирующим расточкам 8, 9 в пределах их диаметров. Опорные элементы 12 обоих зажимных патронов 43 находятся в этот момент на расстоянии под обоими внешними коренными подшипниками. Поскольку вал 1 своим нешлифованным исходным контуром опирается на фиксирующие заплечики 54 зажимных патронов, на этом этапе зажима определяющая геометрическая продольная ось 10 вала 1 недостаточно точно параллельна общей оси вращения 32 бабок 26, 27. Корректировка происходит на следующем этапе.
Для этого оба центра 52, 53 выдвигаются и входят в центрирующие отверстия 8, 9, что возможно за счет конусообразных концевых контуров 52а, 53а центров 52, 53. Центры 52, 53 прилегают к внутренним стенкам центрирующих отверстий 8, 9 и оказывают на вал 1 поднимающее и установочное действие. Положение вала 1 корректируется, тем самым, по высоте и сбоку. Если центры 52, 53 полностью выдвинуты, то вал 1 приподнимается от фиксирующих заплечиков 54, а его определяющая геометрическая продольная ось 10 проходит точно по общей оси вращения 32 бабок 26, 27 (состояние совмещения). Опорные элементы 12 обоих зажимных патронов 43 находятся на этом этапе по-прежнему на расстоянии под внешними коренными подшипниками 4. Однако это расстояние настолько мало, что его на фигурах нельзя изобразить в масштабе.
За счет срабатывания осевых ползунов 14 в обоих зажимных патронах 43 опорные элементы 12 подводятся к обоим внешним коренным подшипникам 4. Поскольку опорные элементы 12 могут самопроизвольно компенсировать свое положение по отношению друг к другу, для обоих опорных элементов 12 одного зажимного патрона при прилегании к валу 1 возникает такое же прижимное усилие, даже если положение опорных элементов 12 отличается друг от друга, что обусловлено исходным контуром внешних коренных подшипников 4. Величина прижимного усилия выбирается так, что оно поддерживает, но не нарушает зажим вала 1 в центрах 52, 53 и достаточно для последующей функции опорных элементов 12 в качестве зажимных кулачков при вращении вала 1. Если это положение прилегания достигнуто, то в обоих зажимных патронах 43 срабатывают блокировочные штифты 16, которые входят в выполненные в радиальных ползунах 57 продольные пазы 19 и блокируют радиальные ползуны 57 вместе с соответствующим опорным элементом 12 в положении прилегания.
Следует еще заметить, что вал при транспортировке на шлифовальную станцию 22 можно было бы также уложить на находящиеся внизу опорные элементы 12, прежде чем произойдет их подвод к валу. Неподвижные фиксирующие заплечики 54 были бы тогда не нужны. Однако следует считать целесообразным закончить процесс транспортировки на неподвижных фиксирующих заплечиках 54, а подвижные опорные элементы 12 освободить от задачи первой укладки.
В своем блокированном положении оба опорных элемента 12 каждого зажимного патрона 43 за счет своего V-образного расположения образуют сообща также опору по типу призмы для вала 1. Эта опора эксплуатационно-неподвижна на зажимном патроне, причем прижимное усилие блокировочных штифтов 16 установлено так, что они при дальнейшей эксплуатации не могут отделиться; то же относится к гидравлически созданному блокировочному усилию. Зажимной патрон 43 шлифовальной станции 22 заметно отличается этим от зажимных патронов шлифовальной станции 23, все зажимные кулачки которых даже во время вращения вала 1 при шлифовании остаются способными компенсироваться между собой.
Оба опорных элемента 12 каждого зажимного патрона 43 действуют в этом состоянии только в качестве неподвижной опорной призмы, которая поддерживает зажим вала 1 в центрах 52, 53. Для дальнейшего зажима поворотный зажимной элемент 44 переводится из его положения отпускания в зажимное положение (фиг.4). Зажимной элемент 44 и оба опорных элемента 12 выполняют теперь функцию зажимных кулачков, которые должны обеспечивать вращательный подхват и поддержание вала 1. Поскольку рабочий конец 56 зажимного элемента 44 лежит приблизительно на прямой линии биссектрисы между опорными элементами 12 (фиг.4), воздействие подхватывающих усилий на периферию внешних коренных подшипников 4 в значительной степени равномерное. При вращении вала 1 во время шлифования опорные элементы 12 остаются прочно блокированными на зажимном патроне 43 и надежно воспринимают оказываемое зажимным элементом 44 усилие без нарушения вызванного центрами 52, 53 совмещения определяющей геометрической продольной оси 10 и оси вращения 12. Вал 1 зажимается точно по этой продольной оси 10 и не может быть отжат.
Этому способствует также то, что вал 1 на шлифовальной станции 22 зажимается за внешние коренные подшипники 4. Они образуют направленные дальше всего внутрь к средней продольной зоне вала 1 места зажима, в которых все шатунные подшипники 5 могут шлифоваться начерно и начисто в одном зажимном приспособлении. При этом свободная длина вала 1 между местами зажима наименьшая; в сочетании с прочно блокированными по типу призмы опорными элементами 12 это приводит к тому, что вал 1 не прогибается под давлением шлифовальных кругов. Поэтому можно отказаться от использования люнета. В случае меньшего числа шатунных подшипников, например двух или трех, т.е. более короткого коленчатого вала, или в случае пониженных требований к точности шлифования, в принципе, также на первой шлифовальной станции 22 можно зажать вал 1 за фланец и/или за шейку и производить шлифование так, как описано выше.
Когда шатунные подшипники 5 шлифованы начисто, вал 1 должен быть по-прежнему помещен на вторую шлифовальную станцию 23, где реализовано второе зажимное приспособление. Поскольку все коренные подшипники 3, 4 должны шлифоваться начерно и начисто, по возможности, одновременно, зажим может осуществляться только за внешние концы вала 1. Поэтому на шлифовальной станции 23 зажимные кулачки компенсирующего патрона должны иметь возможность самопроизвольного отклонения по отдельности, когда вал 1 вращается. Надежная посадка вала 1 между центрами бабок 36, 37 обеспечивается за счет этого не в каждом случае, так что приставление люнета к средней зоне вала 1 в любом случае предпочтительно. Несмотря на смену зажимного приспособления, преимущества предложенного способа преобладают над преимуществами способа по ЕР 1181132 В1. Поскольку значительные деформации при черновом и чистовом шлифовании шатунных подшипников 5 возникают с самого начала и при последующем черновом и чистовом шлифовании коренных подшипников 3, 4 могут быть в значительной степени устранены, в целом, в любом случае, достигается повышение точности шлифования.
Перечень ссылочных позиций
1 - коленчатый вал
2 - щека
3 - внутренние коренные подшипники
4 - внешние коренные подшипники
5 - шатунные подшипники
6 - фланец
7 - шейка
8 - центрирующая расточка фланца
9 - центрирующая расточка шейки
10 - определяющая геометрическая продольная ось коленчатого вала
11 - U-образный карман
12 - опорные элементы
13 - стрелка, обозначающая направление перемещения зажимных кулачков
14 - осевые ползуны
15 - стрелка, обозначающая направление перемещения осевых ползунов
16 - блокировочный штифт
17 - стрелка, обозначающая направление перемещения блокировочного штифта
18 - расточка
19 - продольный паз
20 - направление потока (направление транспортировки коленчатых валов)
21 - шлифовальная ячейка
22 - первая шлифовальная станция
23 - вторая шлифовальная станция
24 - общая станина
25 - стол станка
26 - бабка изделия (первая шлифовальная станция)
27 - задняя бабка (первая шлифовальная станция)
28 - крестовый суппорт
29 - шлифовальная бабка
30 - шлифовальный шпиндель
31 - шлифовальный круг
32 - общая продольная ось, ось вращения коленчатого вала
33 - направление подачи шлифовальных кругов на глубину
34 - направление
36 - бабка изделия (вторая шлифовальная станция)
37 - задняя бабка (вторая шлифовальная станция)
38 - крестовый суппорт
39 - общая ось
40 - шлифовальные круги
41 - приводной двигатель
42 - кожух
43 - зажимной патрон (первая шлифовальная станция)
44 - поворотный зажимной элемент
45 - ось качания поворотного зажимного элемента
52 - центр бабки изделия
52а- конусообразный концевой участок
53 - центр задней бабки
53а - конусообразный концевой участок
54 - фиксирующий заплечик
55 - ось качания зажимного элемента
56 - рабочий конец
57 - радиальный ползун


Способ круглого шлифования при изготовлении инструментов из твердого сплава и круглошлифовальный станок для шлифования цилиндрических исходных заготовок при изготовлении инструментов из твердого сплава
Способ обработки шлифованием конструктивного элемента машины и шлифовальный станок для осуществления способа
Предварительное и окончательное шлифование коленчатого вала за одно закрепление
Способ и шлифовальный станок для полного шлифования коротких и/или стержневидных обрабатываемых деталей
Шлифовальный многоцелевой станок и способ для одновременного шлифования множества шеек коленчатого вала
Измерительный люнет для поддерживания и обмера центральных зон заготовки, шлифовальный станок с таким измерительным люнетом, а также способ поддерживания и обмера центральных зон заготовки
Способ шлифовальной комплексной обработки валообразных деталей с цилиндрическими и профилированными участками
Способ шлифования коренных и шатунных подшипников коленчатого вала с помощью наружного круглого шлифования и устройство для осуществления способа
Шлифовально-опорное устройство
Способ круглого шлифования длинных тонких круглых стержней
Способ отделения шлифовального масла из шламов, разделительная станция для осуществления способа (варианты) и установка для выделения шлифовального масла из шлама (варианты)
Шлифовальный станок с поворотной опорой узла шлифовального шпинделя и способ поворота шлифовального шпинделя в шлифовальном станке
Способ токарной обработки коленчатого вала, применение токарной обработки коленчатого вала и токарный станок

