Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к способам изготовления лопаток для монодисков компрессоров газотурбинных двигателей (ГТД), применяемых в авиастроении и энергомашиностроении, из материалов, способных деформироваться в холодном или горячем состоянии, а именно из алюминиевых сплавов. Особенностью таких лопаток является наличие тонкого широкого пера и массивной технологической бобышки, предназначенной для захвата в зажимном механизме при изготовлении монодисков.
Известны традиционные технологии производства лопаток ГТД, включающие многопереходную изотермическую штамповку с большим припуском и последующим удалением припуска мехобработкой (Крымов В.В., Елисеев Ю.С., Зудин К.И. «Производство лопаток газотурбинных двигателей». - М:. Машиностроение / Машиностроение-Полет, 2002. - стр. 66, 100, 101-197). Традиционные технологии являются трудоемкими и металлоемкими.
Наиболее близким к заявляемому является способ изготовления лопаток газотурбинного двигателя из алюминиевых сплавов, включающий изготовление заготовки, имеющей перо лопатки предварительной формы и хвостовик, и последующее образование профиля в каждом сечении пера лопатки и хвостовика путем одновременной закрутки пера и хвостовика и их калибровки изотермической штамповкой в штампе (патент РФ №2403119, МПК В21К 3/04, опубл. 10.11.2010 г.).
Недостатком прототипа является высокая металлоемкость и трудоемкость изготовления лопаток.
Задачей изобретения является улучшение эксплуатационных характеристик лопаток ГТД, в частности повышение прочностных, усталостных и весовых качеств, а также снижение трудоемкости и металлоемкости процесса изготовления за счет уменьшения толщины пера лопатки.
Технический результат от применения изобретения - снижение металлоемкости и трудоемкости изготовления лопаток, повышение их прочностных и усталостных свойств.
Поставленная задача решается способом изготовления лопаток газотурбинного двигателя из алюминиевых сплавов, включающим изготовление заготовки, имеющей перо лопатки предварительной формы и хвостовик, и последующее образование профиля в каждом сечении пера лопатки и хвостовика путем одновременной закрутки пера и хвостовика и их калибровки изотермической штамповкой в штампе. В отличие от прототипа изготовление заготовки осуществляют путем проведения предварительного гетерогенизирующего отжига цилиндрической заготовки при температуре ниже температуры полного растворения вторичных фаз и последующей обработки с обеспечением интенсивной пластической деформации, после чего осуществляют деформационно-термическую обработку, включающую прямое изотермическое выдавливание пера лопатки предварительной формы с одновременным обратным выдавливанием хвостовика и гомогенизирующий отжиг с закалкой при температуре выше температуры полного растворения вторичных фаз, а последующее образование профиля в каждом сечении пера лопатки и хвостовика путем одновременной закрутки пера и хвостовика и их калибровки осуществляют со степенью деформации е≥2, после чего проводят искусственное старение полученной лопатки при температуре не выше температуры коагуляции фаз используемого алюминиевого сплава.
Согласно изобретению:
- интенсивную пластическую деформацию осуществляют методом всесторонней ковки, или равноканальным угловым прессованием, или изотермической прокаткой;
- выдавливают перо лопатки предварительной формы, имеющее в поперечном сечении удлиненную эллипсоидную или восьмерообразную форму, обеспечивающую однородное распределение смазки и необходимую величину деформации в процессе последующей изотермической штамповки.
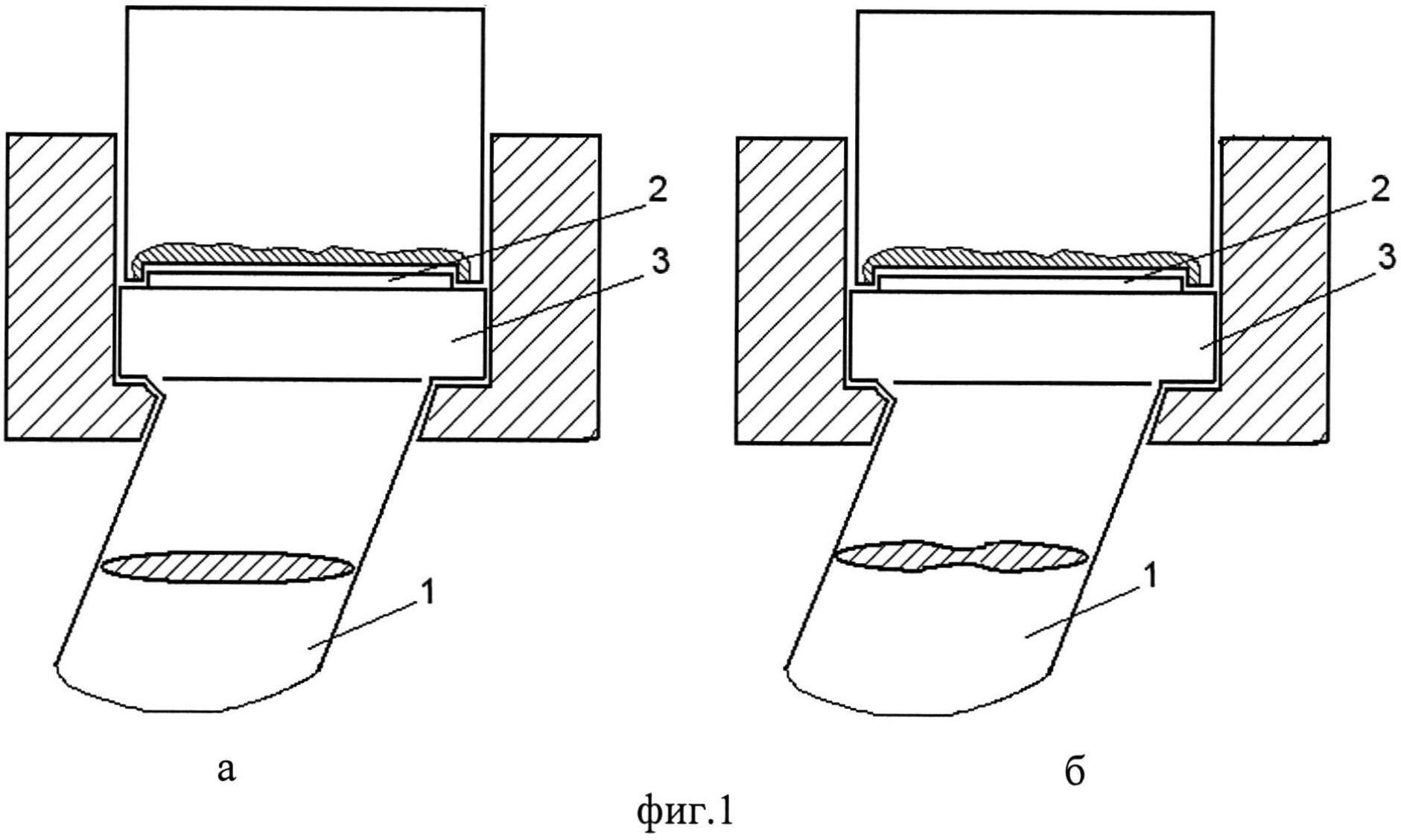
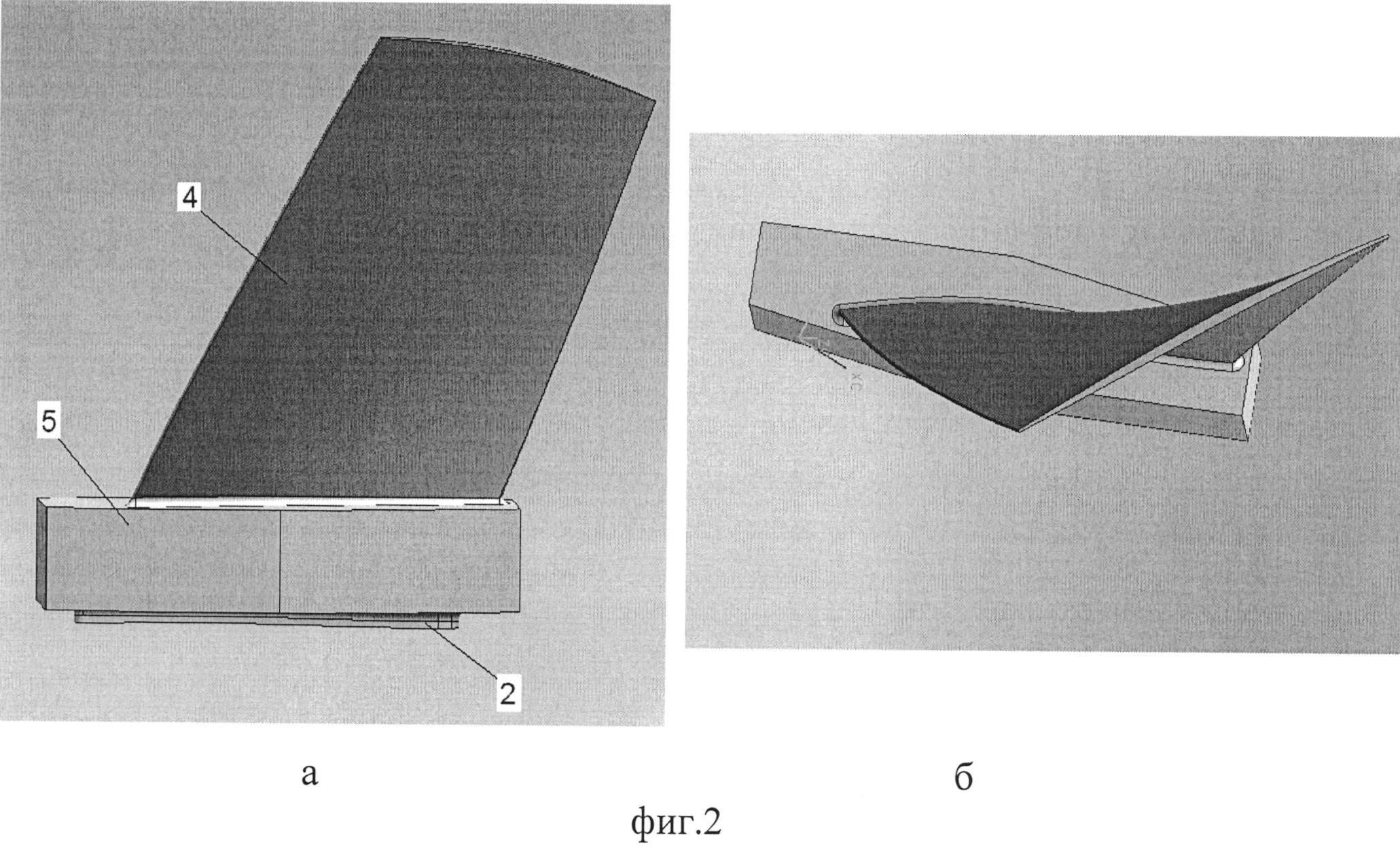
Сущность изобретения поясняется чертежами, где изображено: на фиг. 1 - схема изотермического выдавливания пера лопатки с поперечным сечением эллипсоидной формы (а) или восьмерообразной формы (б); на фиг. 2 - компьютерная модель изготовленной лопатки, а - вид спереди, 6 - вид сверху.
На чертежах обозначено: 1 - перо лопатки предварительной формы, 2 - хвостовик, 3 - пресс-остаток, 4 - тонкое перо окончательной формы, 5 - технологическая бобышка.
Предлагаемый согласно изобретению способ изготовления лопаток ГТД осуществляют следующим образом.
Цилиндрическую заготовку подвергают гетерогенизирующему отжигу при температуре ниже температуры полного растворения вторичных фаз и последующей интенсивной пластической деформации, которую можно проводить методом всесторонней ковки, или равноканальным угловым прессованием, или изотермической прокаткой. Такая обработка обеспечивает получение ультрамелкозернистой структуры материала и направлена на повышение прочности без снижения пластичности. Это позволяет уменьшить толщину пера лопатки, что приводит к снижению металлоемкости и, соответственно, взлетного веса, шумности двигателя, повышению его ресурса.
Затем из заготовки выдавливают перо лопатки предварительной формы, имеющее в поперечном сечении форму удлиненного эллипса (фиг. 1а) или форму восьмерки (фиг. 16). При этом осуществляют прямое изотермическое выдавливание, а указанная форма поперечного сечения обеспечивает однородное распределение смазки и необходимую величину деформации в процессе последующей изотермической штамповки. Одновременно с прямым выдавливанием пера осуществляется обратное выдавливание хвостовика 2. В результате выдавливания между пером и хвостовиком образуется пресс-остаток 3 объемом, обеспечивающим формирование технологической бобышки 5 (фиг. 2), предназначенной для захвата лопатки в зажимном механизме при изготовлении монодиска.
Полученную таким образом заготовку подвергают термообработке путем гомогенизирующего отжига с закалкой при температуре выше температуры полного растворения вторичных фаз, подготавливая, таким образом, материал для дальнейшей деформационно-термической обработки, включающей изотермическую штамповку с одновременной закруткой пера и хвостовика и их калибровкой. Степень деформации при этом составляет е≥0,2. Эта операция с одной стороны обеспечивает получение окончательной формы лопатки с тонким пером 4 (фиг. 2 а, б) и с другой стороны стимулирует распад пересыщенного твердого раствора, в результате чего при последующем старении формируется повышенное количество упрочняющих фаз, равномерно распределенных в объеме материала заготовки. Затем осуществляют искусственное старение заготовки при температуре коагуляции фаз материала заготовки. Окончательный вид лопатки после обработки показан на компьютерной модели (фиг. 2).
Пример конкретного выполнения.
Проведена опытная штамповка лопатки для монодиска компрессора ГТД из высокопрочного алюминиевого сплава 2139.
Конструктивные параметры лопатки:
1. Массивная технологическая бобышка с размерами 137х35х30 для захвата сварочной машиной;
2. Тонкое широкое перо, имеющее размер в верхней части 2,9 мм; хорда 118 мм;
3. Максимальная высота лопатки 220 мм;
4. Угол закрутки при вершине 52°;
5. Угол наклона центральной оси пера относительно замка 67.
Режимы обработки:
1. Гетерогенизирующий отжиг цилиндрической заготовки при температуре 430°С в течение трех часов.
2. Интенсивная пластическая деформация методом всесторонней ковки при температуре 430°С с достижением степени деформации е≥4.
3. Операция выдавливания пера и хвостовика лопатки при температуре 380°С.
Снижение температуры обеспечивает более устойчивое течение и подготовку структуры сплава к окончательной изотермической штамповке.
4. Гомогенизирующий отжиг при температуре 525°С в течение одного часа с последующей закалкой в воду.
5. Окончательная изотермическая штамповка с одновременной закруткой пера и хвостовика лопатки при температуре искусственного старения 190°С.
6. Искусственное старение, включающее выдержку в печи при температуре 190°С в течение двух часов.
Предложенное изобретение позволяет разработать эффективную технологию изготовления лопаток ГТД с тонким пером и массивной технологической бобышкой из перспективных материалов - высокопрочных алюминиевых сплавов, со значительным снижением металлоемкости, трудоемкости, обеспечивающих уменьшение взлетного веса двигателя, увеличение его ресурса и повышение экономичности.
Способ получения ультрамелкозернистой структуры в заготовках из металлов и сплавов
Способ линейной сварки трением деталей из титановых сплавов
Способ линейной сварки трением заготовок из титановых сплавов для моноблоков турбомашин
Установка для очистки поверхностных сточных вод
Способ и устройство контроля самопроизвольного трогания поезда
Способ ионно-плазменного нанесения износостойкого и коррозионностойкого покрытия на изделия из алюминиевых сплавов
Способ тепловой защиты поршня двигателя внутреннего сгорания из алюминиевых сплавов
Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов систем al-cu, al-cu-mg и al-cu-mn-mg для получения изделий с повышенной прочностью и приемлемой пластичностью
Электромагнитная машина вибрационного действия для ручного инструмента
Осадительный электрод электрофильтра (варианты)
Способ штамповки заготовок из наноструктурных титановых сплавов
Способ получения ультрамелкозернистой структуры в заготовках из металлов и сплавов
Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов
Способ изготовления упрочняющей накладки передней кромки лопатки вентилятора

