Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ГРАДИЕНТНОГО ПОКРЫТИЯ МЕТОДОМ МАГНЕТРОННОГО НАПЫЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области нанесения градиентных покрытий, в частности к нанесению покрытий на основе титана или циркония, обладающих специальными защитными свойствами, и может быть использовано для получения покрытий с высокими адгезивными и когезивными характеристиками и с оптимальным сочетанием прочности и пластичности.
Известен способ нанесения многослойного износостойкого покрытия (RU №2346078, кл. C23C 14/24, опубл. 10.02.2009), при котором первым наносят микрослой TiZr, затем осуществляют термомеханическую активацию поверхности слоев путем ее ионной бомбардировки, после чего наносят слой на основе нитрида титана и циркония (Ti, Zr)N. Осаждение слоев TiZr, (Ti, Zr)N и ионную бомбардировку повторяют по крайней мере три раза, причем последним наносят слой (Ti, Zr)N. Нанесение слоев покрытия осуществляют испарением двух титановых и одного циркониевого катода. Недостатком этого известного способа нанесения покрытий является значительная разность коэффициентов расширения между металлом подложки и наносимым покрытием, что приводит к возникновению коэффициентных напряжений и, как правило, к возможному отслоению покрытия.
Наиболее близким по технической сущности и достигаемому эффекту является способ нанесения покрытия по патенту №2433209 (кл. C23C 14/06, опубл. 10.11.2011), взятый за прототип. Сущность способа получения многослойного покрытия заключается в том, что на предварительно очищенную поверхность подложки сначала наносят адгезионный слой титана магнетронным распылением титановой мишени в среде инертного газа, затем наносят слой нитрида титана TiN распылением титановой мишени в газовой смеси инертного и реакционного газов, затем наносят чередующиеся слои двухкомпонентного нитрида циркония ZrN распылением циркониевой мишени в газовой смеси инертного и реакционного газов и циркония распылением циркониевой мишени в инертном газе, после чего наносят чередующиеся слои трехкомпонентного нитрида титана и циркония TiZrN одновременным распылением титановой и циркониевой мишеней в газовой смеси инертного и реакционного газов и циркония распылением циркониевой мишени в инертном газе.
Недостатки прототипа заключаются в том, что в покрытии имеются резкие межфазные границы между металлическими и неметаллическими слоями, имеющими значительную разницу в коэффициентах термического расширения. Это создает существенные механические напряжения при термоциклических нагрузках, приводящих часто к разрушению покрытия и выводу из строя готового изделия. Наличие таких границ также влияет на интегральную когезионную прочность и снижает срок службы изделия.
Кроме этого, по схеме прототипа наличие коэффициентных напряжений не позволяет получать покрытия с толщиной, превышающей 12-15 мкм, что явно недостаточно для изделий, эксплуатирующихся при жестком воздействии вторичных факторов.
Для устранения указанных негативных факторов необходимо создать структуру с одномерными границами раздела фаз (порошковые армированные компоненты), то есть наноструктурную составляющую покрытия, которая обеспечит высокую объемную долю границ раздела фаз по всему сечению покрытия.
Наличие большой площади раздела фаз (объемная доля которых может достигать <50%) в наноструктурированных покрытиях и пленках позволяет существенно изменять их свойства как путем модификации структуры и электронного строения, так и за счет легирования различными элементами. Прочность границ раздела способствует увеличению стойкости наноструктурированных покрытий к деформации. Отсутствие дислокаций внутри кристаллитов увеличивает упругость покрытий. Эти свойства позволяют получать материалы с улучшенными физико-химическими и физико-механическими свойствами, такими как высокая твердость (H>40 ГПа), упругое восстановление (We>70%), прочность, жаростойкость и износостойкость.
Таким образом, техническим результатом настоящего изобретения является разработка способа получения многослойного градиентного износостойкого покрытия с более высокой прочностью сцепления с подложкой, повышенной прочностью покрытия за счет существенно меньшего влияния разницы коэффициентов термического расширения, а значит с меньшими механическими напряжениями в покрытии при термоциклических нагрузках, а также с более высокой вязкостью покрытия за счет отсутствия двухмерных границ слоев с разной твердостью, что обеспечивает демпфирование для релаксации напряжений и остановку роста трещин.
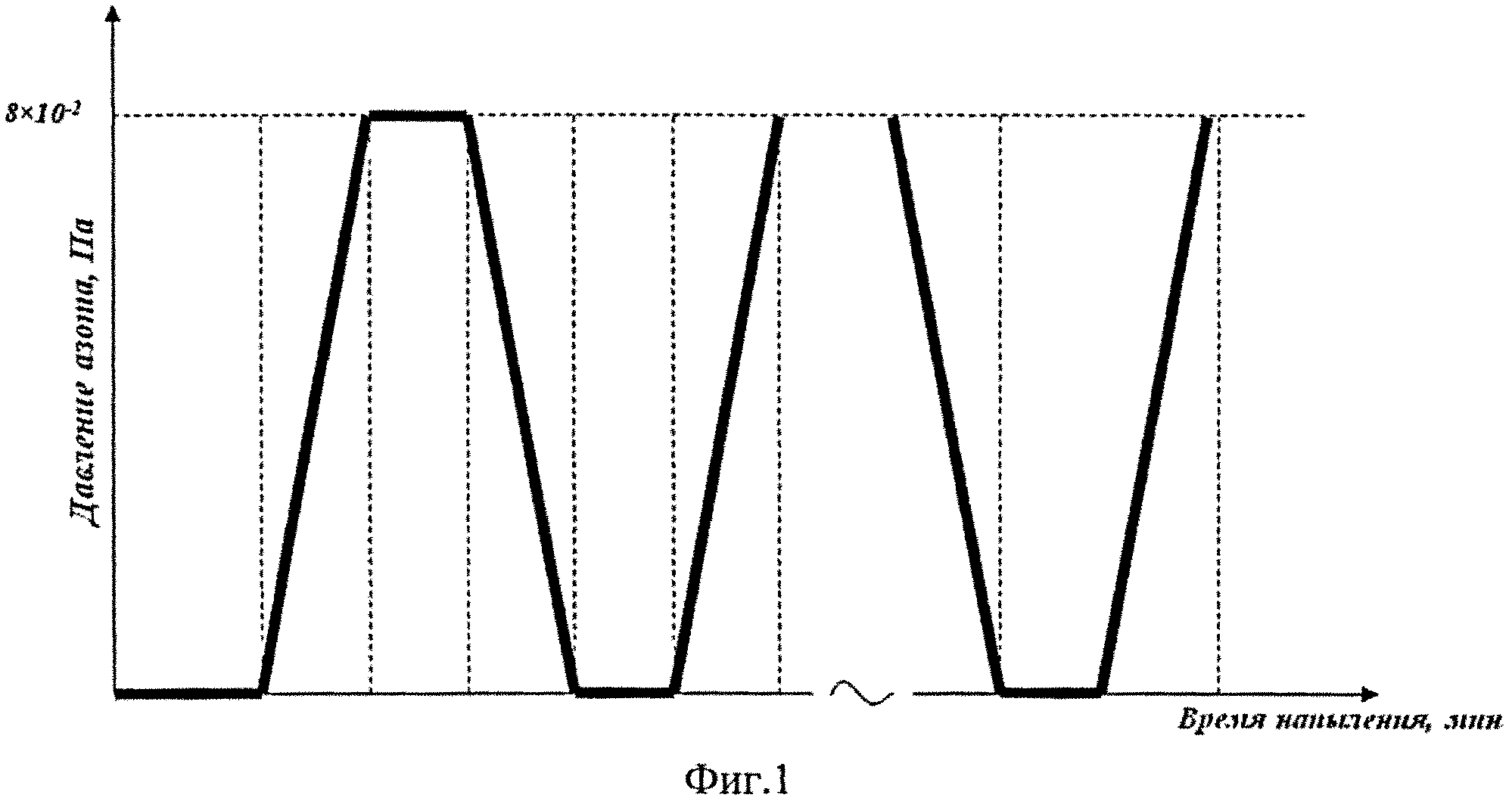
Технический результат достигается за счет того, что при магнетронном напылении многослойного градиентного покрытия напыление производится при регулируемом поступлении реакционного газа азота в вакуумную камеру по линейному закону от 0 до давления 8×10-2 Па, затем это значение давления удерживается до получения нитридного слоя требуемой толщины, после чего уменьшается по тому же линейному закону от 8×10-2 Па до 0, и нулевое значение давления выдерживают до получения требуемой толщины слоя тугоплавких металлов, затем процесс напыления при регулируемом увеличении и уменьшении давления реакционного газа азота по указанному линейному закону повторяют до получения необходимого количества слоев. При этом поверхностным слоем должен быть упомянутый нитридный слой.
Указанное максимальное значение давления азота является оптимальным, так как обеспечивает напыление нитридов с оптимальным стехиометрическим составом TiN. При дальнейшем увеличении давления азота в камере происходит образование хрупкой фазы TiN2. При меньших давлениях помимо нитридов присутствует металлическая фаза в количестве, превышающем оптимальное, что значительно снижает свойства покрытия.
Реализация многослойной структуры покрытия с градиентными переходами между слоями позволяет обеспечить более высокую вязкость покрытия по сравнению с монослойным покрытием и таким образом способность материалов поглощать энергию в процессе деформации без разрушения. Повышение износостойкости покрытия происходит за счет того, что слои с высокой твердостью градиентно переходят в более мягкие слои, что обеспечивает демпфирование для релаксации напряжений и остановку роста трещин, которые могут зародиться в более твердом слое под влиянием упругих и термоупругих напряжений.
Сущность способа заключается в том, что подготовленную подложку, помещенную в вакуумную камеру установки магнетронного напыления, предварительно нагревают в вакууме до температуры 400-450°C, затем осуществляют напыление первого слоя титана или циркония в среде плазмообразующего газа аргона, затем в камеру напускают реакционный газ азот, причем давление аргона поддерживают постоянным, а давление азота изменяют по линейному закону от 0 до 8×10-2 Па. По достижению максимального значения выдерживают указанное давление до получения требуемой толщины нитридного слоя, затем уменьшают по тому же линейному закону (фиг. 1). В результате содержание нитридов в покрытии изменяется от 0 до 100%, а затем снова падает до 0% от адгезионного слоя к поверхности. Такое постоянное увеличение и уменьшение давления азота обеспечивает чередование в покрытии металлических пластичных слоев и твердых нитридных, что значительно повышает износостойкость покрытия за счет высоких адгезионных и когезионных свойств.
Примеры осуществления способа:
Предложенный способ опробован на научном нанотехнологическом комплексе ФГУП «ЦНИИ КМ «Прометей».
Пример 1.
На установке магнетронного напыления с использованием металлической мишени Ti (марки ВТ 1-0) производили нанесение многослойного градиентного покрытия на металлические пластины из титана марки ВТ 1-0 размером 100×150×2.
Подготовка поверхности деталей перед загрузкой в вакуумную камеру заключалась в удалении различных видов загрязнений и проводилась по схеме: химическая очистка, сушка.
Для химической очистки деталь укладывали в емкость с растворителем так, чтобы она была полностью погружена в него. Емкость с деталью помещали в ультразвуковую ванну УЗУ-0,25 и производили очистку ультразвуком не менее 10 минут. После чего пластины извлекали из емкости с растворителем и протирали мягкой тканью.
Сушка деталей производится в сушильном шкафу при температуре 100°C не менее 15 мин.
После помещения пластин в шлюз загрузки магнетронной установки вакуумную камеру откачивали до остаточного давления не выше 3×10-3 Па. Далее включали кварцевые нагреватели, расположенные в шлюзе загрузки. Время выдержки пластин при температуре 400C°±30°C составляло 5 мин. Далее, пластины из шлюза загрузки с помощью специального поворотного механизма «карусельного» типа переводились в позицию ионного источника. После этого в вакуумную камеру подавали плазмообразующий газ аргон до давления 5×10-1 Па и поддерживали на заданном уровне в течение всего процесса ионной очистки. С помощью того же поворотного механизма пластины помещали в позицию магнетронного напыления. Повторно откачивали камеру до достижения остаточного давления не выше 2×10-3 Па и подавали плазмообразующий газ аргон до давления 3×10-1 Па. На металлическую мишень титана подавали напряжение и возбуждали плазменный разряд с плотностью тока 0,3 А/см2 при диаметре мишени 100 мм. В течение 5 минут производилось напыление чистого титана на поверхности пластин. После чего в вакуумную камеру включали подачу реакционного газа азота, увеличивая парциальное давление азота по линейному закону от 0 до 8×10-2 Па в течение 5 минут, затем производили напыление при указанном давлении в течение 5 минут. Далее по обратной линейной зависимости в течение 5 минут уменьшали парциальное давление азота от 8×10-2 Па до 0. Вышеописанный цикл напыления повторялся до получения требуемого количества слоев с образованием на поверхности покрытия нитридного слоя.
Пример 2.
На установке магнетронного напыления с использованием металлической мишени Zr (цирконий иодидный) производили нанесение многослойного градиентного покрытия на металлические пластины из стали марки Ст35 размером 100×150×2.
Подготовка поверхности деталей перед загрузкой в вакуумную камеру заключалась в удалении различных видов загрязнений и проводилась по схеме: химическая очистка, затем сушка.
Для химической очистки деталь укладывали в емкость с растворителем так, чтобы она была полностью погружена в него. Емкость с деталью помещали в ультразвуковую ванну УЗУ-0,25 и производили очистку ультразвуком не менее 10 минут. После чего пластины извлекали из емкости с растворителем и протирали мягкой тканью.
Сушка деталей производится в сушильном шкафу при температуре 100°C не менее 15 мин.
После помещения пластин в шлюз загрузки магнетронной установки вакуумную камеру откачивали до остаточного давления не выше 3×10-3 Па. Далее включали кварцевые нагреватели, расположенные в шлюзе загрузки. Время выдержки пластин при температуре 400C°±30°C составляло 5 мин. Далее, пластины из шлюза загрузки с помощью специального поворотного механизма «карусельного» типа переводились в позицию ионного источника. После этого в вакуумную камеру подавали плазмообразующий газ аргон до давления 5×10-1 Па и поддерживали на заданном уровне в течение всего процесса ионной очистки. С помощью того же поворотного механизма пластины помещали в позицию магнетронного напыления. Повторно откачивали камеру до достижения остаточного давления не выше 2×10-3 Па и подавали плазмообразующий газ аргон до давления 5×10-1 Па. На металлическую мишень циркония подавали напряжение и возбуждали плазменный разряд с плотностью тока 0,25 А/см2 при диаметре мишени 100 мм. В течение 5 минут производилось напыление чистого циркония на поверхности пластин. После чего в вакуумную камеру включали подачу реакционного газа - азота, увеличивая парциальное давление азота по линейному закону от 0 до 8×10-2 Па в течение 5 минут, затем производили напыление при указанном давлении в течение 5 минут. Далее по обратной линейной зависимости в течение 5 минут уменьшали парциальное давление азота от 8×10-2 Па до 0. Вышеописанный цикл напыления повторялся до получения требуемого количества слоев с образованием на поверхности покрытия нитридного слоя.
Способ изготовления листов из алюминиевых сплавов
Способ построения системы сообщений многоуровневой несимметричной транспортной системы
Способ получения композиционного катода
Способ электрошлакового переплава
Система комплексной обработки информации радионавигационных и автономных средств навигации для определения действительных значений параметров самолетовождения
Двухслойный стальной прокат
Сырьевая смесь для изготовления огнестойкого конструкционного материала
Движительно-рулевая колонка
Способ изготовления крепежных элементов из высокопрочных титановых сплавов
Способ получения градиентного каталитического покрытия
Способ получения биметаллического слитка
Состав расплава на основе цинка для нанесения защитных покрытий на стальную полосу горячим погружением
Емкостный датчик давления
Устройство для испытаний на контактную выносливость
Способ оценки звукоизоляции салона пассажирского самолета
Способ получения керамического изделия
Способ изготовления листов из алюминиевых сплавов
Способ построения системы сообщений многоуровневой несимметричной транспортной системы
Способ получения композиционного катода
Способ электрошлакового переплава

