Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ
Вид РИД
Изобретение
Изобретение относится к холодной листовой штамповке, в частности к формообразованию тонкостенных осесимметричных оболочек, и может быть использовано при изготовлении крупногабаритных тонкостенных деталей усеченной сужающейся формы на прессах двойного действия.
Известно устройство для формообразования осесимметричных сужающихся оболочек (А.с. 755378 СССР, МКИ 4 B21D 22/10, опубл. 1980, Бюл. №30), с помощью которого последовательно деформируется заготовка в форме направленной волны. Схема процесса осуществляется в течение одного хода пресса при использовании пуансона, состоящего из кольцевых эластичных элементов (шайб) с различными характеристиками сжатия, т.е. с переменной жесткостью на сжатие. При этом в верхней части пуансона должны располагаться эластичные шайбы с большей жесткостью, а размеры пуансона в исходном положении должны обеспечивать нарастающий кверху зазор между заготовкой и пуансоном. Необходимое увеличение жесткости в верхней части пуансона достигается за счет применения более твердых марок эластичных сред или уменьшения толщины эластичных шайб с постановкой между ними металлических прокладок. В процессе формования детали таким пуансоном в каждый данный момент времени деформируется небольшой участок заготовки с размерами, не допускающими потери устойчивости. Часть заготовки, лежащая ниже этого участка, является уже отформованной и прижатой эластичной средой к матрице, а верхняя часть еще не контактирует с пуансоном. Она в процессе формовки свободно подтягивается в зону деформирования, что снижает утонение стенки детали и увеличивает предельную степень формоизменения заготовки за один переход. Однако не исключена для тонких заготовок потеря устойчивости свободной части, так как она деформируется в условиях напряженно-деформируемой схемы, близкой к процессу вытяжки, где действуют сжимающие тангенциальные напряжения.
Недостатком этого устройства является необходимость применения значительных дополнительных усилий формообразования из-за большой площади эластичной среды со стороны приложения усилия для формообразования. Кроме того, наличие сил трения сжатия между заготовкой и эластичной средой для тонкостенных заготовок  (где Sзаг - толщина заготовки; D - средний диаметр) приводит к смятию и гофрообразованию заготовки.
(где Sзаг - толщина заготовки; D - средний диаметр) приводит к смятию и гофрообразованию заготовки.
Наиболее близким по технической сущности является устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы (Патент на изобретение 2493928, МПК B21D 41/02, B21D 22/02, опубл. 27.09.2013 г.). Устройство состоит из пуансона, жестко соединенного с матрицей, эластичного элемента в виде конической оболочки, раздвижных секторов, конуса с направляющими пазами, опорного кольца, шпилек, установленных в плиту пресса.
Недостатком устройства является нерегламентированное перемещение (влево, вправо, вниз, вверх) раздвижных секторов при формообразовании, из-за чего возникает необходимость многократного повторения процесса с последующей переустановкой заготовки, что приводит к увеличению трудоемкости, дополнительным затратам электроэнергии.
Задачей изобретения является получение качественной тонкостенной осесимметричной сужающейся детали без огранки за один ход пресса.
Задача достигается за счет того, что в устройстве для формообразования, содержащем пуансон, конус, опорное кольцо, раздвижные секторы, матрицу, эластичный элемент, расположенный между раздвижными секторами и матрицей, с образующей, наружная поверхность которой проходит через точки рабочей поверхности матрицы с наибольшим и наименьшим диаметрами, согласно изобретению раздвижные сектора выполнены с разными коническими поверхностями, причем внутренняя поверхность имеет угол наклона образующей больше, чем внешний, и удовлетворяет соотношениям: α1=10-20°; α2=20-30°,
где α1 - угол наружной поверхностью сектора;
α2 - угол внутренней поверхности сектора.
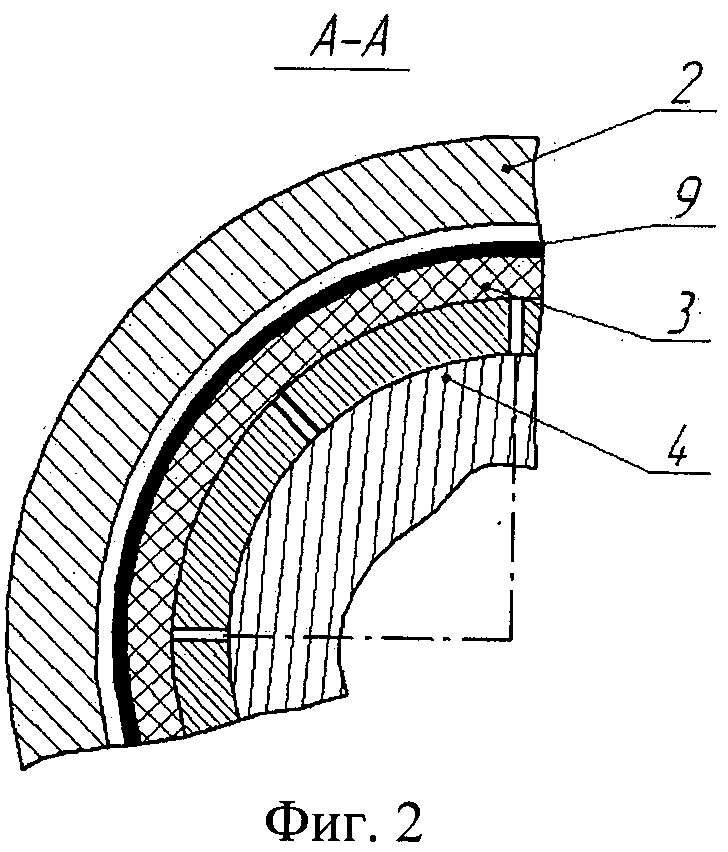
Поставленная задача достигается с помощью устройства, схема которого представлена на фиг.1, на фиг.2 - разрез по А-А.
Устройство для формования состоит из пуансона 1, жестко соединенного с матрицей 2, эластичного элемента 3, раздвижных секторов 4, полученных из конической оболочки путем разделения ее вдоль образующей на равные части, внутренняя поверхность которых имеет угол наклона больше или равный углу наклона образующей наружной поверхности, конуса 5, опорного кольца 6, шпилек 7, установленных в плиту пресса 8. Деталь 9, заготовка 10.
Устройство работает следующим образом. Опорное кольцо 6 поднято вверх. Пуансон с матрицей отведены кверху на высоту, обеспечивающую установку заготовки 10. Раздвижные секторы 4 подняты вверх вместе с эластичным элементом 3. В этом положении устанавливают конусную заготовку сверху на эластичный элемент. Далее опускается пуансон с матрицей до упора на опорное кольцо 6. При этом рабочие поверхности в элементах наибольшего и наименьшего диаметров касается эластичного элемента. Рабочая поверхность матрицы hм по высоте больше высоты заготовки hЗ, a высота эластичного элемента hЭ равна высоте матрицы h. При движении пуансона вниз вместе с ним опускается и матрица 2, преодолевая сопротивление раздвижных секторов 4 и эластичного элемента 3 вместе с заготовкой 10. Секторы, опускаясь вниз по конусу 5, увеличиваются в диаметре. При этом увеличиваются в диаметре и эластичный элемент, который начинает деформировать давлением изнутри заготовку, плотно прижимая ее к рабочей поверхности матрицы. Полученную деталь 9 удаляют, подняв сначала пуансон с матрицей, а затем опорное кольцо 6. Чтобы облегчить подъем раздвижных секторов вверх, угол наклона α2 на поверхности контакта между внутренней поверхностью раздвижных секторов и рабочей поверхностью конуса должен быть больше коэффициента трения, т.е. f2≤tgα2 (или f2<0,35).
Особенность такой конструкции устройства в том, что полученная деталь лишена огранки и ее наружная поверхность практически совпадает с рабочей поверхностью матрицы, что устраняет дополнительную операцию калибровки.
Устройство должно удовлетворять следующим условиям. Чтобы избежать при увеличении диаметра эластичного элемента его уменьшения высоты и возникновения на поверхности контакта с заготовкой сжимающих сил трения, которые могут привести к потере устойчивости тонкостенной заготовки, эластичный элемент в районах наибольшего и наименьшего диаметров матрицы зажимается (в начальный момент) между матрицей и секторами. Для надежного обеспечения условия зажима эластичного элемента необходимо, чтобы его высота была больше высоты рабочей поверхности, но не превышала общую высоту матрицы, иначе эластичный элемент может попасть в зазор между матрицей 2 и секторами 4. Наличие угла конусности на наружной поверхности эластичного элемента и заготовки α1 меньше коэффициента трения f1 не дает возможности соскальзывать заготовке. Для этого должно быть выполнено условие f1≥tgα1 (или f1>0,35). Его необходимо обеспечить и для эластичного элемента на его внутренней поверхности и наружными поверхностями раздвижных секторов для отсутствия соскальзывания эластичного элемента по секторам.
Эластичный элемент, деформируясь, увеличивает диаметр и уменьшает толщину, то есть соответствует условию плоского деформированного состояния, когда деформация по толщине εS равна по величине и противоположна по знаку деформации увеличения диаметра эластичного элемента εθ.
Устройство позволяет получить качественные, тонкостенные, осесимметричные сужающие детали без огранки за один ход пресса, снизить трудоемкость изготовления и затраты электроэнергии.
Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы, содержащее пуансон, конус, опорное кольцо, раздвижные секторы, матрицу, расположенный между раздвижными секторами и матрицей эластичный элемент, образующая наружной поверхности которой проходит через точки рабочей поверхности матрицы с наибольшим и наименьшим диаметрами, отличающееся тем, что раздвижные секторы выполнены с разными коническими поверхностями, причем образующая внутренней конической поверхности секторов выполнена с углом наклона, равным α=20-30°, превышающим угол наклона образующей наружной поверхности секторов, равный α=10-20°.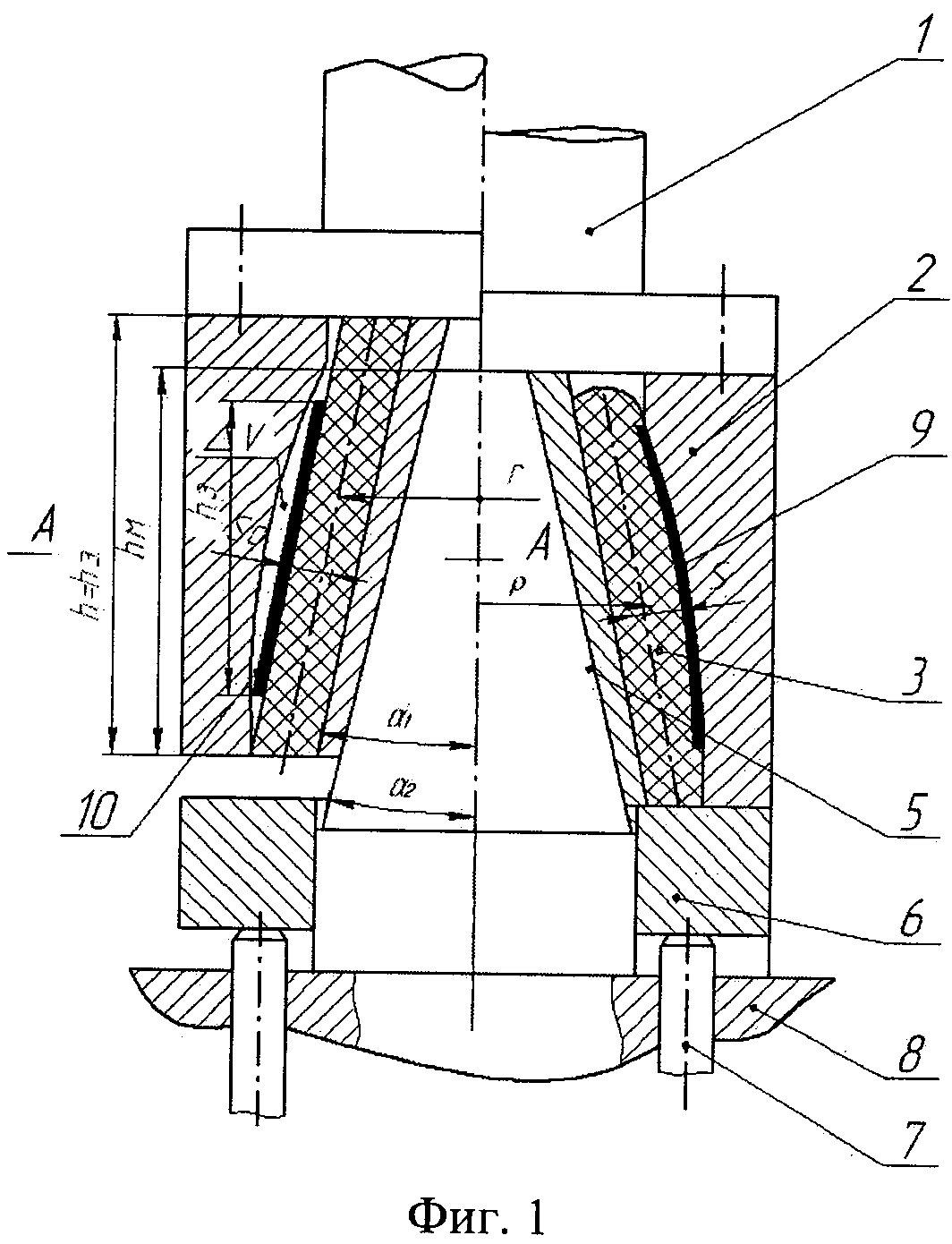
Фильтр для скважин
Резонансный рельсовый ускоритель
Кассета для сплавления элементов силовых полупроводниковых диодов
Термостойкий электропроводный сплав на основе алюминия (варианты) и способ получения деформированного полуфабриката из сплава на основе алюминия
Способ плакирования композиционных порошковых материалов
Способ дегазации жидкости и устройство для его осуществления
Композиция для изготовления жаростойких бетонов
Способ формообразования тонкостенных тройников
Бамперное защитное устройство для легковых автомобилей и способ изготовления его упругогистерезисного элемента
Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы
Резонансный ускоритель пылевых частиц
Фильтр для скважин
Резонансный рельсовый ускоритель
Кассета для сплавления элементов силовых полупроводниковых диодов
Термостойкий электропроводный сплав на основе алюминия (варианты) и способ получения деформированного полуфабриката из сплава на основе алюминия
Способ плакирования композиционных порошковых материалов
Способ дегазации жидкости и устройство для его осуществления
Композиция для изготовления жаростойких бетонов
Способ формообразования тонкостенных тройников
Бамперное защитное устройство для легковых автомобилей и способ изготовления его упругогистерезисного элемента

