Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ СВАРНОГО ШВА
Вид РИД
Изобретение
Изобретение относится к области сварки и может быть использовано при проведении визуально измерительного контроля качества сварных швов, получаемых наплавкой, пайкой или любым известным способом сварки, в процессе формирования которых присутствует жидкая фаза материала шва, кристаллизующаяся в поле сил тяжести, при оценке квалификации сварщиков, при оценке качества сварочных материалов.
Известен способ контроля качества сварных стыковых швов (см. Бельчук Г.А. Сварные соединения в корпусных конструкциях. - Л.: Судостроение, 1969, с. 89-99), который осуществляют с помощью измерений геометрических параметров швов для определения их соответствия ГОСТ 5264-80. Недостатком этого способа является то, что в процессе контроля измеряются только высота и ширина сварного шва, однако на прочностные характеристики сварных соединений оказывают влияние и величина радиуса, и угол перехода от наплавленного металла к основному. Кроме того, в процессе контроля по этому способу невозможно количественно оценить качество поверхности сварного шва и его отклонение от геометрического центра оси сварного шва
Известен способ контроля сварного шва путем измерения с помощью шаблона геометрических размеров сварных швов соединений (патент РФ №2032140, МПК G01B 3/14, 27.03.1995) и последующей оценки качества сварного шва путем сравнения полученных данных с размерами, установленными нормативно-техническими документами. Этот шаблон позволяет измерять катет сварного шва, ширину и длину сварного шва, угол наклона сварного шва. Недостатком этого способа является то, что в процессе контроля невозможно количественно оценить качество поверхности сварного шва и его отклонение от геометрического центра оси сварного шва.
Известен способ контроля сварного шва (патент РФ №2194601, МПК В23К 26/02, 20.12.2002), в котором регистрацию дефектов производят путем непрерывного считывания высоты сварного шва вдоль стыкового соединения. Недостатком этого способа является то, что в процессе контроля измеряется только высота сварного шва и только по одному этому параметру, хотя и замеряемому непрерывно по всей длине сварного шва, оценивают качество сварного шва, при этом не учитываются другие геометрические параметры сварного шва.
Наиболее близким по технической сущности к заявляемому решению является способ оценки сварных стыковых швов, описанный в патенте РФ №2205366 на изобретение «Устройство для контроля геометрических параметров сварных стыковых швов», МПК G01B 17/00, 27.05.2003.
В указанном изобретении оценка качества сварного шва происходит путем сравнения измеренных геометрических размеров сварного шва, а именно ширины, высоты и радиуса перехода с эталоном. Оценку осуществляют с помощью устройства, включающего шаблон, задающий в соответствии с требованиями нормативной документации геометрические параметры шва. Этот шаблон выполнен в виде электрической схемы. В качестве измерительного элемента имеется короб из ферромагнитного материала с обмоткой возбуждения, измерительным и установочным вибропреобразователями. По изменению плотности магнитной жидкости, залитой в короб, фиксируют изменение геометрических размеров сварного шва. Средство измерения отклонения параметров контролируемого шва от заданных выполнено в виде электронной схемы. На экране двухлучевой осциллографической трубки наблюдают визуально отклонения измеряемых геометрических размеров сварного шва от эталона.
В указанном изобретении описан способ измерения конкретных геометрических параметров сварных швов (высота, ширина, радиус перехода от наплавленного металла к основному). Однако данный способ по измеряемым геометрическим параметрам сварного шва (ширина, высота, радиус перехода) не позволяет количественно оценить качество сварного шва, так как не предусматривает количественных критериев оценки. Кроме того, способ по прототипу не позволяет учитывать изменение формы поверхности шва, вызванное наличием дефектов, таких как поверхностные поры, свищи, поверхностные трещины, подрезы, отклонения и искривления оси сварного шва от его геометрического центра и т.п.
Задача настоящего изобретения состоит в разработке способа количественного контроля качества поверхности сварного шва по форме выпуклости.
Технический результат достигается за счет того, что в предлагаемом способе определения качества сварного шва по результатам измерения геометрических размеров сварного шва рассчитывают площади сечений сварного шва. По заданным размерам рассчитывают форму эталона сварного шва и площадь сечения эталона сварного шва. Путем сравнения абсолютных величин отклонения площадей сечений сварного шва от площади эталона определяют индекс качества сварного шва.
Вышеописанные способы контроля качества поверхности сварного шва не позволяют определить, насколько искажена в сравнении с эталоном форма контролируемого сварного шва, из-за наличия дефектов (поверхностные поры, свищи на поверхности, трещины, подрезы, искривления оси сварного шва от центра и т.д.). Форма эталона в прототипе задается в виде электронной схемы исходя только из установленных нормативной документацией геометрических размеров и не учитывает поверхностное натяжение расплавленного металла сварного шва, действующих в поле сил тяжести. Не учитывается и угол между перпендикулярным сечением к сварному шву и горизонтальной плоскостью шва. В заявляемом способе все эти параметры учитываются.
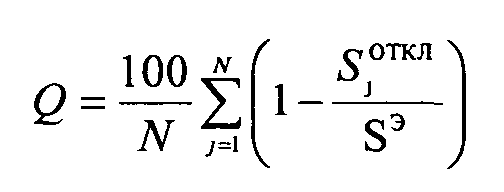
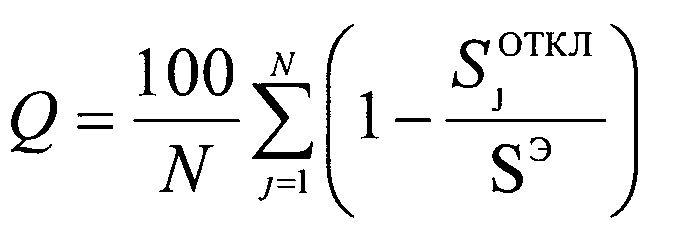
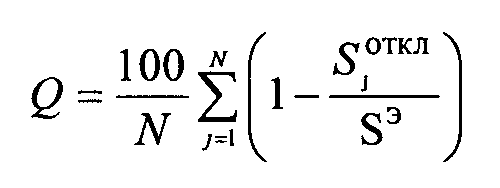
1. Достижение количественного контроля качества поверхности сварного шва состоит в определении индекса качества сварного шва, определяемого из следующего соотношения:
где
Q - индекс качества сварного шва, %;
N=L/dL+1 - количество измеренных сечений сварного шва с шагом измерения dL более или равно 0,01 мм;
L - длина сварного шва, мм;
j - текущее значение площади измеренного сечения сварного шва;
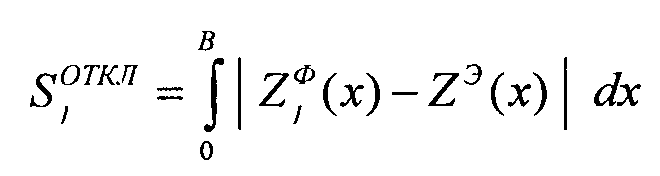
 - абсолютное отклонение площади j-го сечения сварного шва от площади сечения эталонного сварного шва;
- абсолютное отклонение площади j-го сечения сварного шва от площади сечения эталонного сварного шва;
 ;
;
В - ширина измерения в интервале от 1,1е до 10е;
е - ширина заданного эталонного сварного шва, мм;
 - измеренные значения координат поверхности сварного шва с шагом dx от 0,01 мм до 2 мм;
- измеренные значения координат поверхности сварного шва с шагом dx от 0,01 мм до 2 мм;
Z, х - координаты кривой в системе координат Z0X;
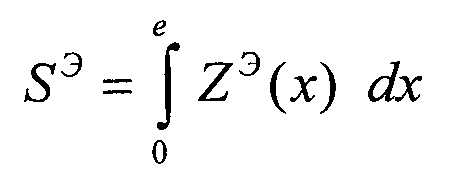
ZЭ(х) - кривая, определяющая форму эталонного сварного шва;
SЭ - площадь сечения эталонного сварного шва.
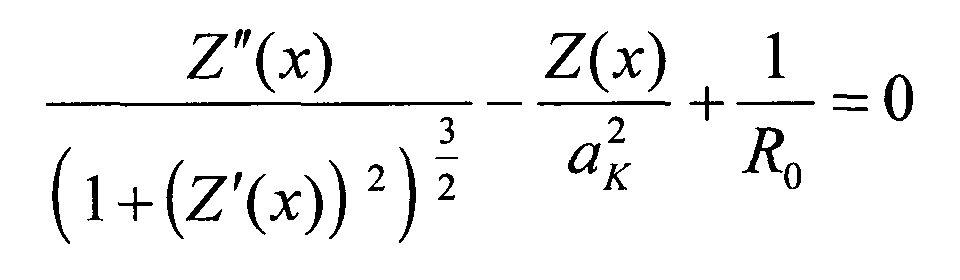
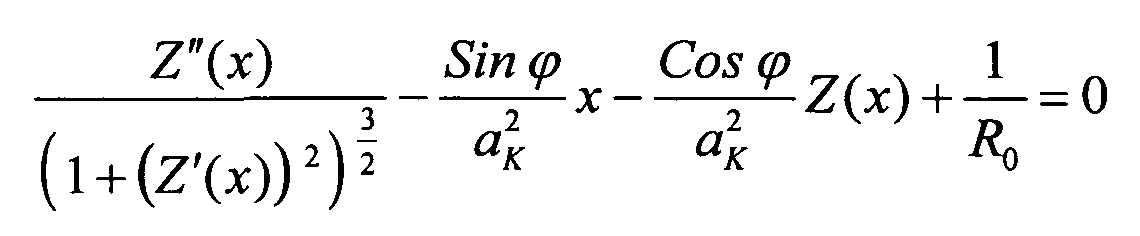
2. Способ по п.1, отличающийся тем, что форму эталонного сварного шва определяют по заданным размерам сварного шва из следующего соотношения:

где
Z=Z(x) - кривая, при заданных значениях ак, е, g, φ определяет форму кривой эталонного сварного шва ZЭ(х);
ак - капиллярная постоянная расплавленного материала сварного шва, мм;
g - высота эталонного сварного шва, мм;
φ - угол между плоскостью, перпендикулярной оси сварного шва в системе координат Z0X, и линией горизонта;
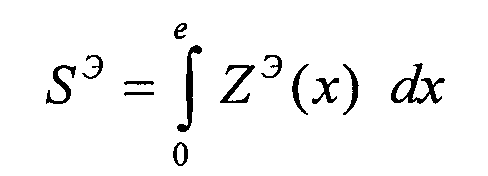
R0 - радиус кривизны кривой Z=Z(x) в точке х, равной 0; при этом площадь сечения эталонного сварного шва определяют в интервале значений от х больше или равно 0 до х меньше или равно «е» и по следующей формуле:
Изобретение иллюстрируется следующим примером.
Пример
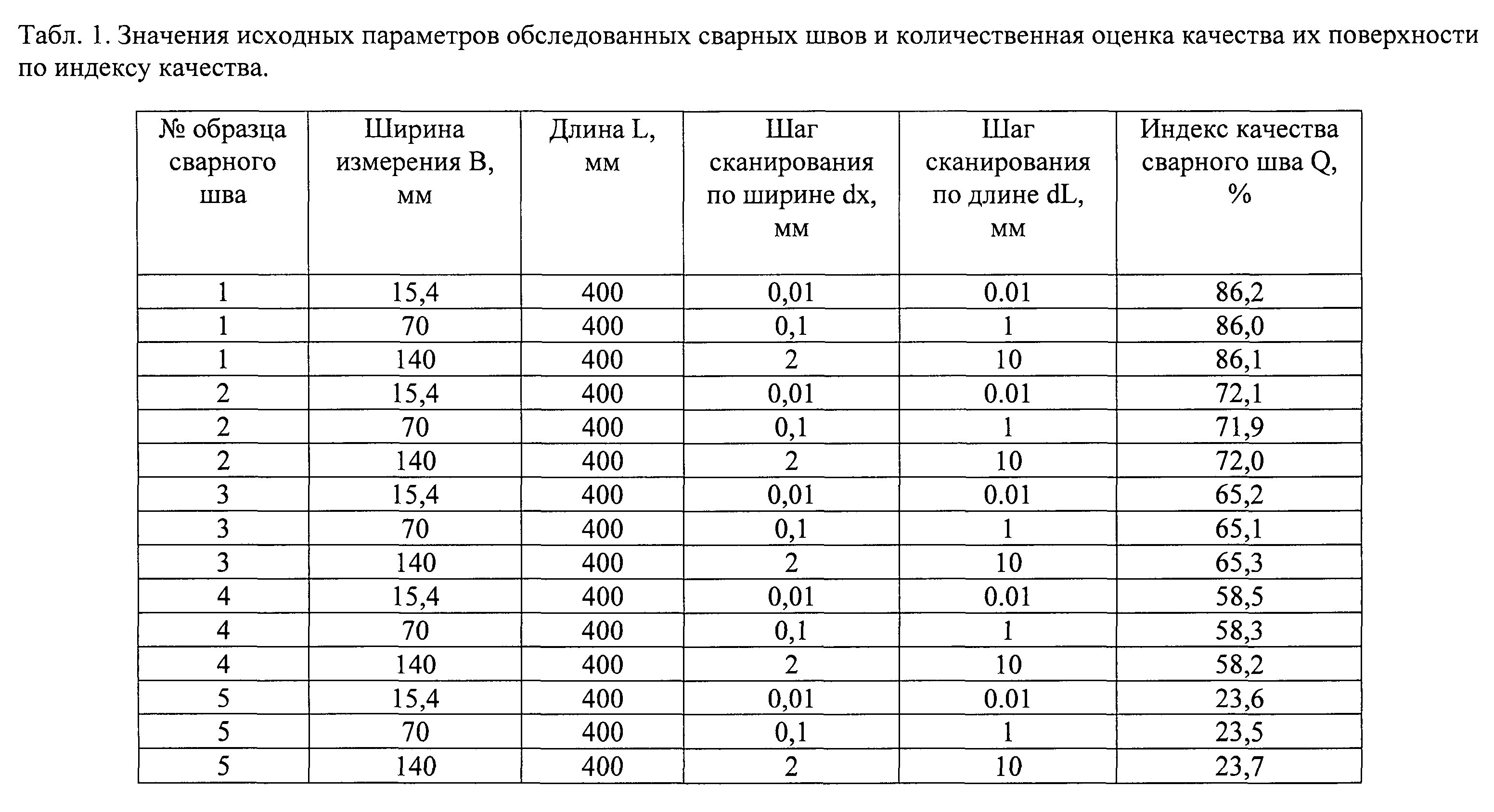
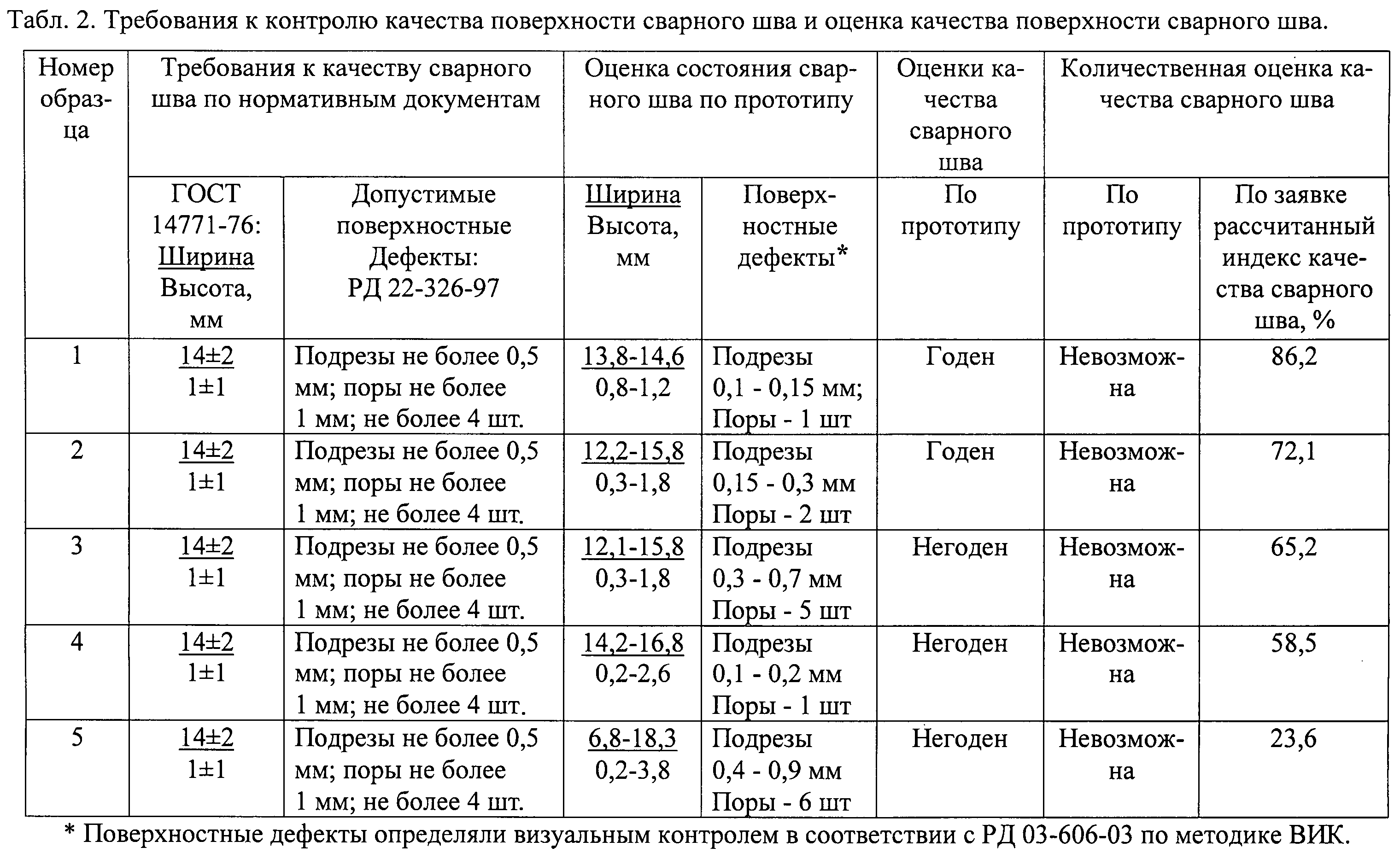
Качество пяти образцов сварных соединений, изготовленных в соответствии с технологической картой для опасных технических устройств (подъемно-транспортное оборудование, нормы дефектности для которых установлены в нормативно-технической документации РД 03-606-03 и РД 22-326-97), определяли на длине шва 400 мм. Сварные соединения выполнялись в соответствии с требованиями ГОСТ 14771-76 из пластин толщиной 10 мм из малоуглеродистой стали 09Г2С полуавтоматической сваркой в среде углекислого газа стальной проволокой марки с 08Г2С диаметром 1,2 мм. Сварное соединение выполнено в нижнем положении, для которого угол φ равен 0 градусов.
В соответствии с требованиями ГОСТ 14771-76 эти сварные соединения имеют условное обозначение С21, для которого установлены следующие нормативные размеры сварного шва:
Ширина сварного шва е равна 14 мм;
Высота сварного шва g равна 1 мм.
Для данного типа проволоки значение капиллярной постоянной ак принято равным 4,9 мм [Березовский Б.М. Математические модели дуговой сварки Т. 1. Математические модели дуговой сварки. - Челябинск: Изд-во ЮУрГУ, 2002. - 586 с.].
Сканирование поверхности всех пяти сварных соединений выполняли 2D триангуляционным лазерным сканером. Сканирование поверхности сварных соединений выполняли на длине 400 мм в поперечных сечениях на ширине измерения В мм. При этом с шагом dx мм сначала сканировали поверхность первого сечения, затем луч лазера перемещали вдоль оси шва с шагом dL мм и сканировали поверхность второго сечения, после чего вновь перемещали луч лазера вдоль оси шва на один шаг и сканировали следующее сечение. Сканирование поверхности последующих сечений и перемещений луча проводят аналогично. В каждом сечении измеряли координаты точек поверхности, описываемой в системе координат в виде функции  . Полученные в каждом сечении значения, заносили в память компьютера.
. Полученные в каждом сечении значения, заносили в память компьютера.
Форму эталона сварного шва, ZЭ(х), определяли численным решением уравнения 
При значении угла φ=0° уравнение формы виртуального эталона принимает следующий вид:
При заданных ГОСТ 14771-76 нормативных значениях ширины шва е, равной 14 мм, и высоты шва g, равной 1 мм, коэффициенте поверхностного натяжения для стали ак, равном 4,9 мм [Березовский Б.М. Математические модели дуговой сварки, т. 1. Математические модели дуговой сварки. - Челябинск: Изд-во ЮУрГУ, 2002. - 586 с.], радиусе кривизны R0 функции ZЭ(х) в точке х, равной 0, определяемом в процессе решения вышеприведенного уравнения, методом прогонки [Вычислительные методы прикладных граничных задач. - М. Мир, 1982. - 294 с.] рассчитывали форму эталона сварного шва ZЭ(х). Расчетные значения приведены в табл. 1. На основе данных табл.1 методом трапеций [Пискунов Н.С. Дифференциальное и интегральное исчисления для втузов: в 2 т. T. 1. Учебное пособие для втузов. - М.: Наука. Главная редакция физико-математической литературы, 1985. - 432 с.], по формуле:
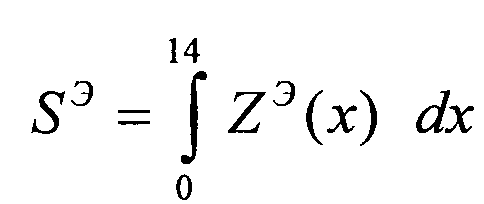 вычисляли площадь эталона сварного шва SЭ.
вычисляли площадь эталона сварного шва SЭ.
Путем сравнения площади каждого поперечного сечения, контролируемого шва с площадью эталона сварного шва определяли площадь отклонения.
Расчет индекса качества облицовочного шва выполняли по формуле:
Значения исходных параметров всех обследованных пяти сварных швов и их индекс качества приведены в табл. 1. В табл. 2 приведены нормативные требования к контролю качества поверхности сварного шва и оценка качества поверхности сварного шва по прототипу и по заявленному способу.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения необходимой совокупности условий:
способ, воплощающий заявленное изобретение при его осуществлении, позволяет количественно оценить качество поверхности сварного шва по форме выпуклости.
для заявляемого изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных до даты приоритета средств и методов;
средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
Устройство для оценки качества сварного шва
Способ оценки квалификации сварщика
Мобильный сканер для определения качества поверхности сварного шва
Способ определения формы эталона поверхности сварного шва
Устройство для оценки качества сварного шва
Способ оценки квалификации сварщика
Мобильный сканер для определения качества поверхности сварного шва
Способ определения формы эталона поверхности сварного шва

