Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ ВЫСОКОПРОЧНОЙ ТОНКОСТЕННОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к области сварки, а именно к способам изготовления высокопрочных тонкостенных осесимметричных сварных конструкций из разнородных сталей автоматической дуговой сваркой в смесях защитных газов, и может быть использовано при сварке конструкций в виде сосудов, работающих под давлением.
Особенностью изготовления таких конструкций является соединение между собой разнородных материалов типа высокопрочной стали ВП-30 (или СП-28) и углеродистой стали марки 35, а также обеспечение в такой конструкции высоких прочностных свойств с равномерным распределением по сечению конструкции.
По конструктивному исполнению и ответственности назначения такие конструкции близки к элементам сосудов, которые работают в тяжелых условиях импульсного возрастания температуры и давления внутренней агрессивной среды, скоростных упругопластических деформации, в связи с чем к ним предъявляются высокие требования по прочности и герметичности.
Известен способ изготовления баллонов по ГОСТ 15860-84 «Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа», который позволяет получать довольно надежные сварные соединения, однако данный способ недостаточно эффективен при изготовлении осесимметричных сварных конструкций из разнородных материалов.
Распространенным способом изготовления такого рода конструкций из разнородных материалов является сварка конструктивных элементов посредством многопроходной механизированной ручной аргонодуговой сварки неплавящимся электродом в приспособлении, установленном на манипуляторе с обязательным выполнением первого прохода без подачи присадочной проволоки для достижения сквозного проплавления корня шва.
Основные недостатки этого способа: низкая производительность со скоростями 6-10 м/ч, большое количество накладываемых слоев из-за низкого коэффициента формы; нестабильность сквозного проплава корня шва (приходится накладывать подварочный шов); большая вероятность наличия межслойного непровара; сложность поддержания постоянной длины дуги; широкая зона термического влияния; потребность в высокой квалификации рабочего сварщика и ряд других.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления сложнопрофильной осесимметричной сварной конструкции по патенту РФ №2 420 380 кл. МПК В23К 31/02, опубл. 10.06.2011 г., БИ №16, 2011 г., принятый авторами за прототип, при котором процесс изготовления конструкции разделяют на два этапа, для чего вначале формируют полусборку, которую подвергают высокотемпературному отпуску, затем полусборку и обечайку подвергают упрочняющей термической обработке по режиму закалки с отпуском, далее их сваривают между собой и подвергают дополнительной термической обработке по режиму отпуска.
Такой способ позволяет обеспечить равномерное распределение твердости по сечению конструкции в пределах регламентируемого интервала, повысить работоспособность конструкции, ее эксплуатационную надежность и долговечность.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления осесимметричных сварных конструкций, принятого авторами за прототип, относится сложность технологического процесса изготовления и его трудоемкость.
Таким образом, задачей данного технического решения (прототипа) являлось обеспечение повышения работоспособности конструкции, ее эксплуатационной надежности и долговечности.
Общими признаками с предлагаемым авторами способом изготовления из разнородных материалов высокопрочной тонкостенной сварной конструкции, работающей под давлением, содержащей обечайку со сферическим дном и горловину, является формирование заготовок обечайки и горловины под сварку, их сборку в сварочно-сборочном приспособлении и сварку в среде защитных газов.
В отличие от прототипа предлагаемый авторами способ изготовления из разнородных материалов высокопрочной тонкостенной сварной конструкции, работающей под давлением, содержащей обечайку со сферическим дном и горловину, основан на том, что предварительно из кружка высокопрочной стали типа СП или ВП листового проката формируют обечайку с наружным концевым утолщением цилиндрической части и сферическим дном переменного сечения, а из углеродистой стали типа 35 формируют усиленную горловину, причем толщину сварочной кромки горловины выбирают в соотношении 2:1 к толщине сварочной кромки обечайки, при этом сборку конструкции осуществляют в сварочно-сборочном приспособлении со съемной подкладкой с обеспечением соосности и кольцевого технологического зазора в стыке равного 0,10…0,16 толщины сварочной кромки обечайки.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- сварку осуществляют автоматическим способом в два прохода плавящимся электродом из низколегированной хромомолибденовой проволоки на токе обратной полярности в смесях защитных газов в соотношении 75% аргона и 25% углекислого газа с получением сквозного провара на всю глубину сечения соединения;
- сварку осуществляют при токе 180-220 А, напряжении 19-24 В, скорости 18-24 м/ч;
- сваренную конструкцию подвергают термической обработке по режиму закалки 900-925°C в масле с отпуском при 550±10°C, с обеспечением предела прочности по штампованной обечайки из высокопрочной стали не менее 1200 МПа, а по приваренной горловине из углеродистой стали не менее 700 МПа;
- испытания на герметичность проводят методом омыливания при внутреннем избыточном пневматическом давлении (0,40±0,05) МПа;
- испытания на прочность осуществляют внутренним избыточным гидравлическим давлением (24,5±0,5) МПа;
- испытания на разрушение осуществляют гидравлическим давлением не менее 31,4 МПа.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является повышение технологичности изготовления, качества сварного соединения из разнородных сталей и равнопрочности этого соединения.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления из разнородных материалов высокопрочной тонкостенной сварной конструкции, работающей под давлением, содержащей обечайку со сферическим дном и горловину, включающим формирование заготовок обечайки и горловины под сварку, их сборку в сварочно-сборочном приспособлении и сварку в среде защитных газов, особенность заключается в том, что предварительно из кружка высокопрочной стали типа СП или ВП листового проката формируют обечайку с наружным концевым утолщением цилиндрической части и сферическим дном переменного сечения, а из углеродистой стали типа 35 формируют усиленную горловину, причем толщину сварочной кромки горловины выбирают в соотношении 2:1 к толщине сварочной кромки обечайки, при этом сборку конструкции осуществляют в сварочно-сборочном приспособлении со съемной подкладкой с обеспечением соосности и кольцевого технологического зазора в стыке, равного 0,10…0,16 толщины сварочной кромки обечайки.
Новая совокупность технологических приемов и операций, а также наличие связей между ними позволяет, в частности, за счет:
- формирования обечайки с наружным концевым утолщением цилиндрической части и сферическим дном переменного сечения из кружка высокопрочной стали типа СП или ВП листового проката выполнить в концевом утолщении наружную упорную резьбу для соединения с ответной частью конструкции, повысить технологичность изготовления;
- формирования усиленной горловины из углеродистой стали типа 35 с толщиной сварочной кромки этой горловины в соотношении 2:1 к толщине сварочной кромки обечайки использовать более дешевую сталь, усилением горловины повысить ее конструктивную прочность, компенсировав более низкую прочность стали 35 по сравнению с более прочной сталью типа СП или ВП, тем самым выравнить прочность по сечению конструкции, повысить технологичность изготовления и равнопрочность сварного соединения из разнородных сталей;
- осуществления сборки конструкции в сварочно-сборочном приспособлении со съемной подкладкой с обеспечением соосности и кольцевого технологического зазора в стыке, равного 0,10…0,16 толщины сварочной кромки обечайки, повысить технологичность изготовления, качество сварного соединения из разнородных сталей и равнопрочность этого соединения.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности за счет:
- сварки автоматическим способом в два прохода плавящимся электродом из низколегированной хромомолибденовой проволоки на токе обратной полярности в смесях защитных газов в соотношении 75% аргона и 25% углекислого газа с получением сквозного провара на всю глубину сечения соединения повысить технологичность изготовления, качество сварного соединения из разнородных сталей и равнопрочность этого соединения;
- осуществления сварки при токе 180-220 А, напряжении 19-24 В, скорости 18-24 м/ч обеспечить качество сварного соединения из разнородных сталей и равнопрочность этого соединения;
- термической обработки сваренной конструкции по режиму закалки 900-925°C в масле с отпуском при 550±10°C с обеспечением предела прочности по штампованной обечайки из высокопрочной стали не менее 1200 МПа, а по приваренной горловине из углеродистой стали не менее 700 МПа оптимизировать технологические режимы достижения равнопрочности по сечению конструкции из разнородных материалов, повысить технологичность изготовления;
- испытания на герметичность методом омыливания при внутреннем избыточном пневматическом давлении (0,40±0,05) МПа осуществить неразрушающим методом достоверный контроль герметичности сварного соединения из разнородных сталей, повысить технологичность изготовления, качество сварного соединения;
- испытания на прочность внутренним избыточным гидравлическим давлением (24,5±0,5) МПа осуществить неразрушающим методом достоверный контроль прочности всей конструкции и сварного соединения из разнородных сталей, повысить технологичность изготовления, качество сварного соединения;
- испытания на разрушение гидравлическим давлением не менее 31,4 МПа определить на заданном проценте от партии изделий методом разрушения фактический запас прочности этих изделий, повысить технологичность изготовления, качество сварного соединения.
Сущность изобретения заключается в том, что при осуществлении способа изготовления из разнородных материалов высокопрочной тонкостенной сварной конструкции, работающей под давлением, содержащей обечайку со сферическим дном и горловину, включающего формирование заготовок обечайки и горловины под сварку, их сборку в сварочно-сборочном приспособлении и сварку в среде защитных газов, в отличие от прототипа согласно изобретению предварительно из кружка высокопрочной стали типа СП или ВП листового проката формируют обечайку с наружным концевым утолщением цилиндрической части и сферическим дном переменного сечения, а из углеродистой стали типа 35 формируют усиленную горловину, причем толщину сварочной кромки горловины выбирают в соотношении 2:1 к толщине сварочной кромки обечайки, при этом сборку конструкции осуществляют в сварочно-сборочном приспособлении со съемной подкладкой с обеспечением соосности и кольцевого технологического зазора в стыке, равного 0,10…0,16 толщины сварочной кромки обечайки.
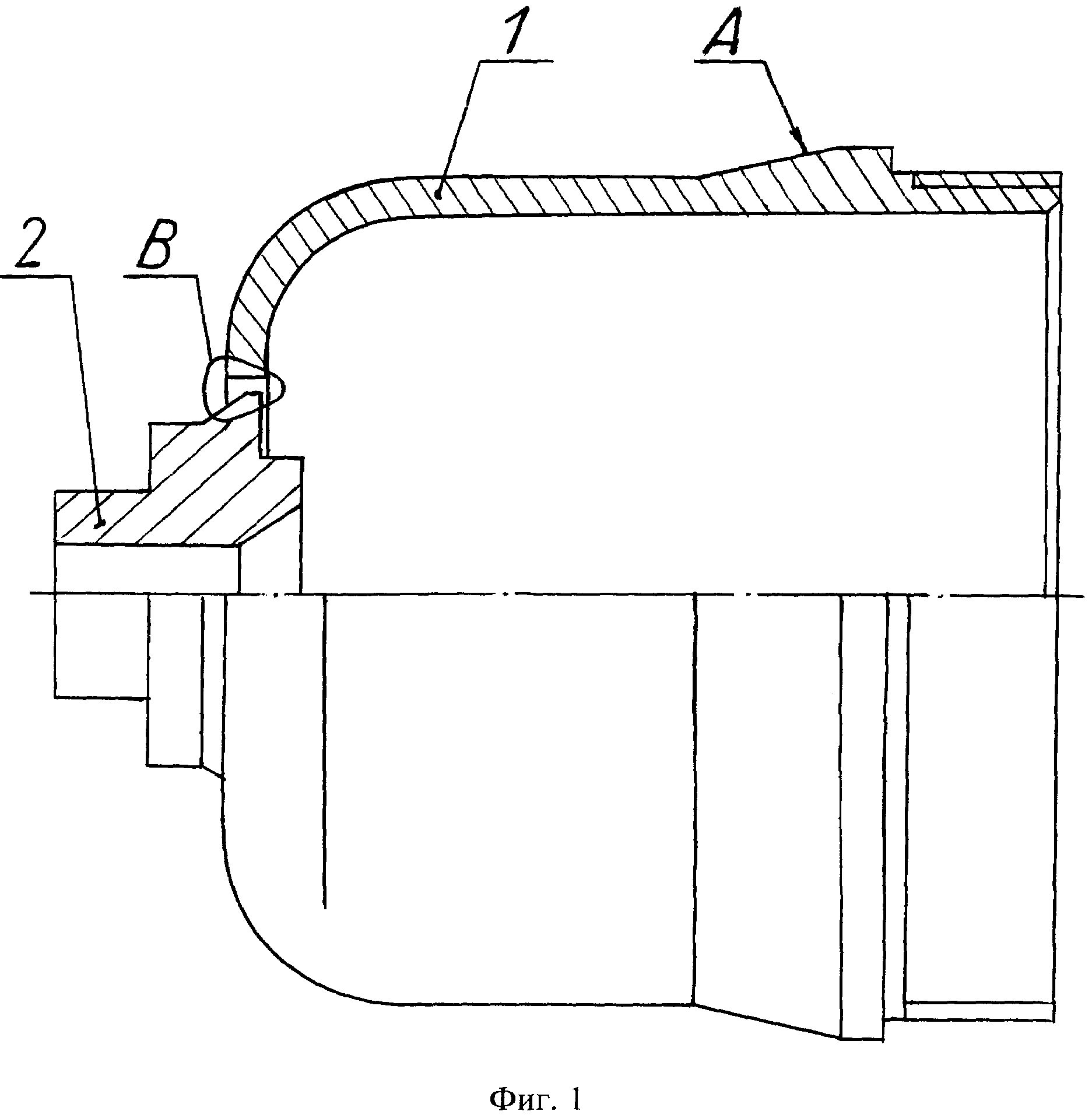
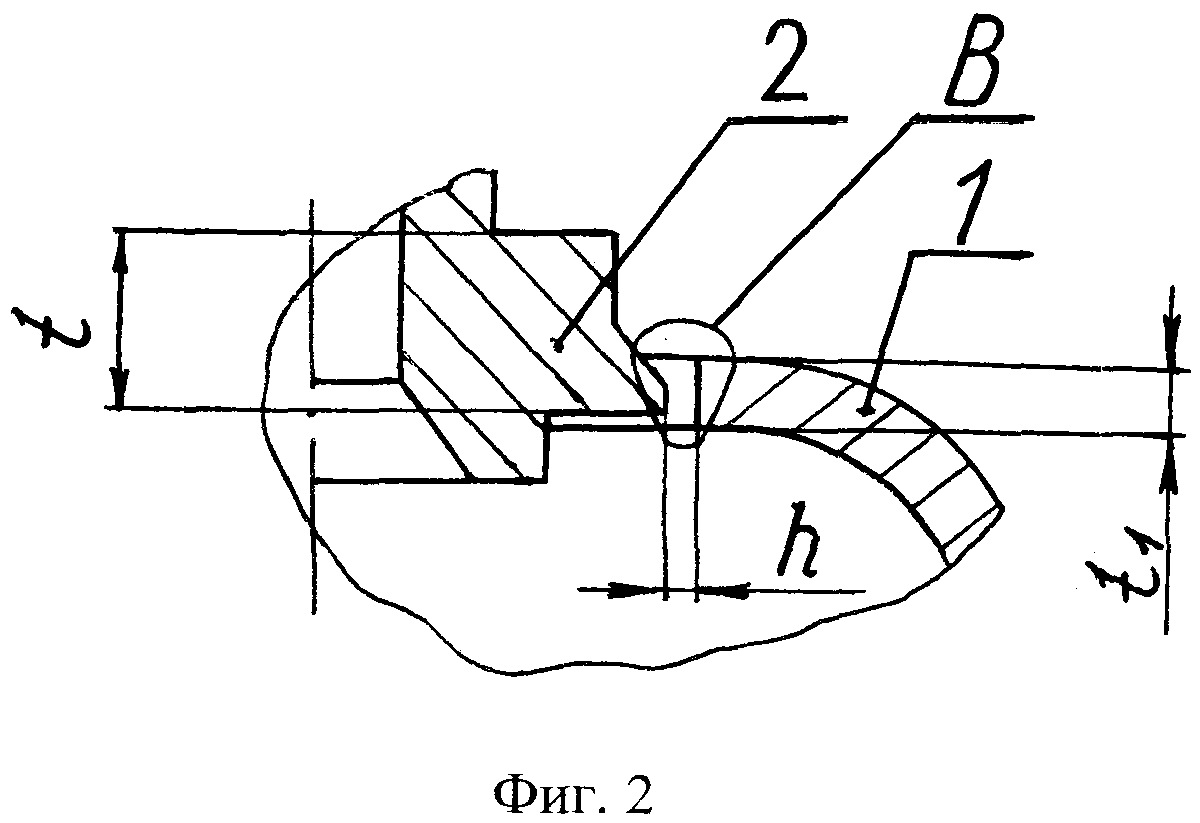
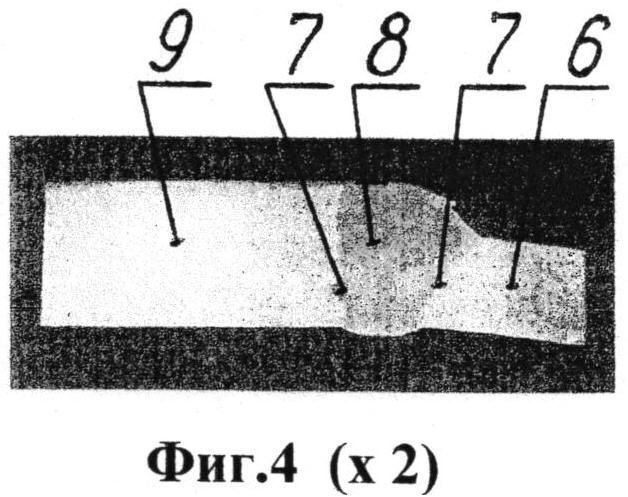
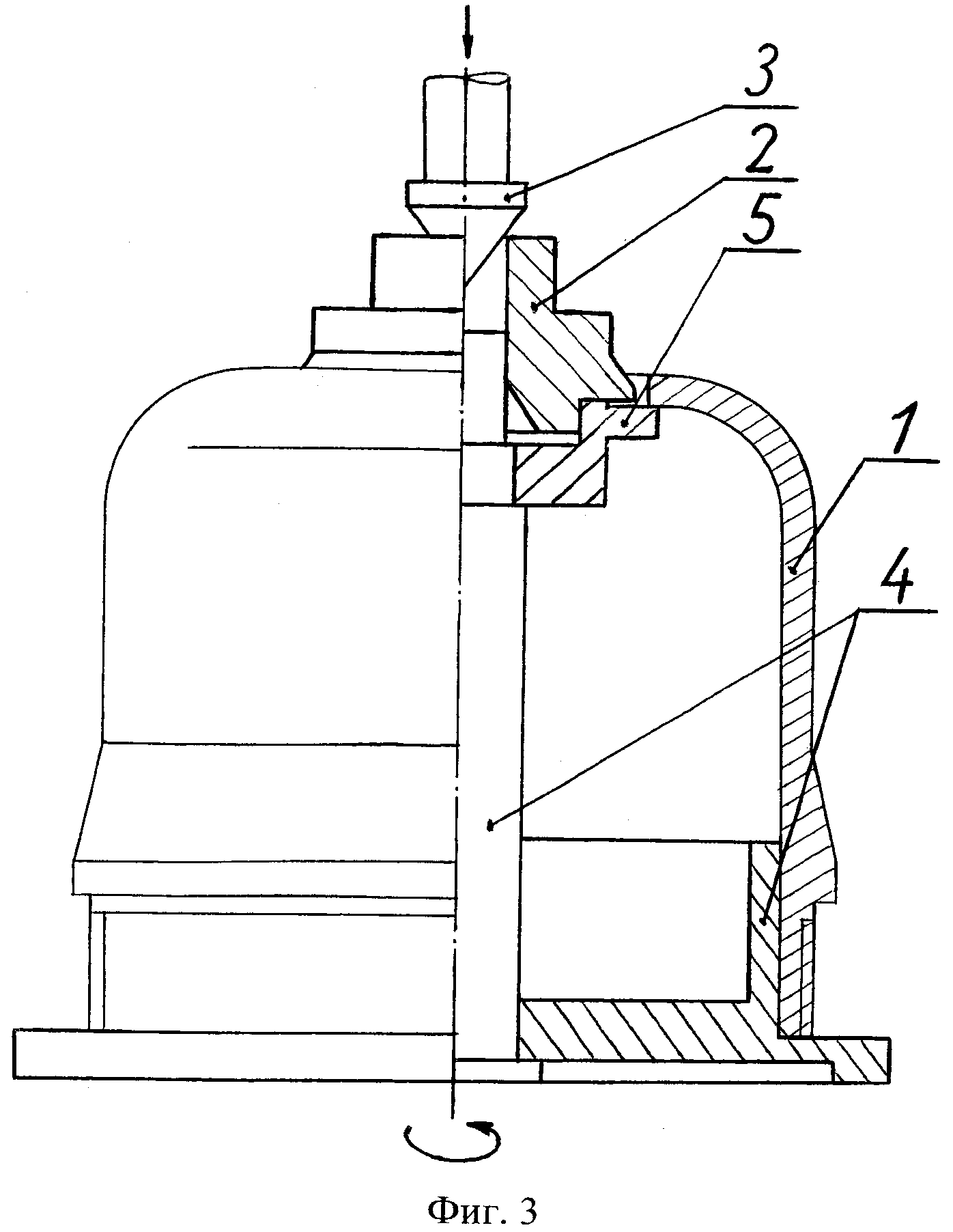
Сущность предлагаемого изобретения поясняется чертежом, где на фиг.1 представлен общий вид высокопрочной тонкостенной сварной конструкции из разнородных материалов, работающей под давлением; на фиг.2 - сварное соединение элементов конструкции из разнородных материалов; на фиг.3 - схема сварки и установка автоматической сварки; на фиг.4-9 - макроструктура (×2) и микроструктуры (×500) металла в зонах сварного шва, термического влияния и в основном металле; на фиг.10 - микротвердость металла (HV0,1) в зонах сварного соединения.
Изготовление высокопрочной тонкостенной сварной конструкции из разнородных материалов, работающей под давлением, осуществляют следующим образом.
Обечайку 1 изготавливают штамповкой на прессовом оборудовании. Обечайку 1 получают со сферическим дном переменного сечения, с отверстием в этом дне под горловину 2. Обечайку 1 штампуют из кружка высокопрочной стали типа ВП-30 или СП-28 листового проката. В цилиндрической части обечайки 1 формируют наружное концевое утолщение А, в котором после сварки нарезают резьбу. Горловину 2 формируют усиленной (утолщенной) из углеродистой стали типа 35. Толщину t сварочной кромки горловины 2 выполняют в соотношении 2:1 к толщине t1 сварочной кромки обечайки 1. Сборку элементов конструкции 1 и 2 осуществляют в сварочно-сборочном приспособлении 3, 4 со съемной подкладкой 5. Сборку осуществляют с обеспечением соосности обечайки 1 и горловины 2, а также кольцевого технологического зазора h в стыке, равного 0,10…0,16 толщины сварочной кромки обечайки 1. Используют технологию автоматической сварки в смесях защитных газов плавящимся электродом. Сварку ведут на установке автоматической сварки типа TRK150C с позиционером и поворотным столом, на котором крепят сварочно-сборочное приспособление 3. Сварку ведут на токе обратной полярности с получением сквозного провара на всю глубину сечения сварного соединения В и качественным формированием корня шва. При сварке используют смесь защитных газов аргона и углекислого газа. Для подготовки смесей газов применяют газосмеситель типа ВМ-2М. В качестве электродной проволоки используют легированную проволоку Св18ХМА и Св20ХСНВФА по ГОСТ 2246-70. Сваренную конструкцию подвергают термической обработке и комплексу испытаний на прочность и герметичность.
В частных случаях сварку осуществляют автоматическим способом в два прохода плавящимся электродом из низколегированной хромомолибденовой проволоки на токе обратной полярности в смесях защитных газов в соотношении 75% аргона и 25% углекислого газа. Сварку осуществляют при токе 180-220 А, напряжении 19-24 В и скорости 18-24 м/ч. Сваренную конструкцию подвергают термической обработке по режиму закалки (900…925)°C в масле с отпуском при (550±100)°C, с обеспечением предела прочности по штампованной обечайке 1 из высокопрочной стали не менее 1200 МПа, а по приваренной горловине 2 из углеродистой стали не менее 700 МПа. Испытания на герметичность проводят методом омыливания при внутреннем избыточном пневматическом давлении (0,40±0,05) МПа. Испытания на прочность осуществляют внутренним избыточным гидравлическим давлением (24,5±0,5) МПа. Испытания на разрушение осуществляют гидравлическим давлением не менее 31,4 МПа на заданном количестве изделий от партии.
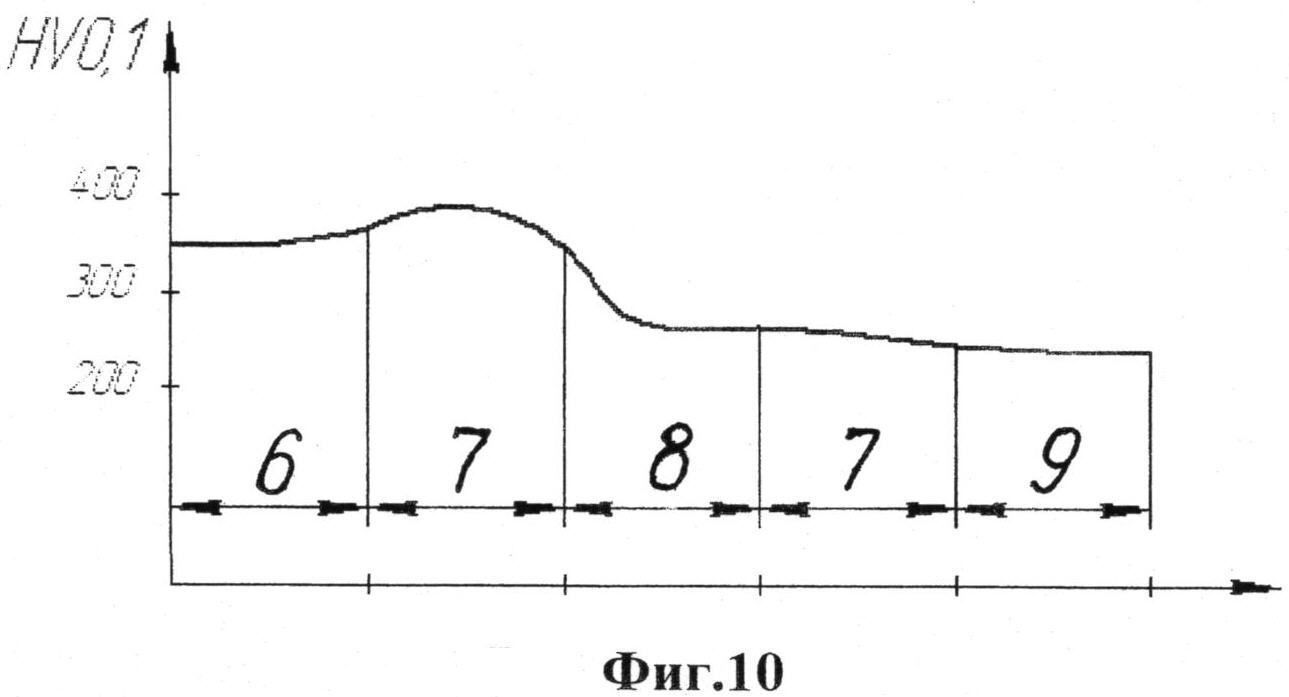
В дополнение к вышеуказанным видам контроля были проведены исследования макро- и микроструктуры в различных зонах сварного соединения В: 6 - основной металл обечайки 1, сталь ВП-30; 7 - зоны термического влияния; 8 - сварной шов; 9 - основной металл горловины 2, сталь 35. Исследуемые зоны показаны на фиг.4-9. В указанных зонах дефектов в виде трещин, несплавлений, непроваров, шлаковых включений не обнаружено. Микроструктура, представленная на фиг.5-7 со стороны стали ВП-30, имеет аналогичный характер и состоит из сорбита отпуска, а микроструктура на фиг.8 и 9 со стороны стали 35 состоит из ферритно-перлитной структуры.
По всем вышеуказанным зонам сварного соединения В проводилось измерение микротвердости (HV0,1) на приборе ПМТ-3 в соответствии с ГОСТ 9450-76. Результаты измерений представлены на фиг.10. Полученные значения микротвердости (HV) хорошо согласуются с результатами исследований микроструктуры в аналогичных зонах сварного соединения В, представленных на фиг.5-9. Наибольшие значения HV (фиг.10) наблюдаются в зоне 6 в основном металле из стали ВП-30 и в прилегающей к ней зоне термического влияния 7. Далее происходит последовательное снижение HV в зоне сварного шва 8, термического влияния 7 и зоне 9 из основного металла стали 35. Снижение механических свойств в зонах 8→7→9 (фиг.10) происходит вследствие применения для сварки электродной проволоки менее легированной, чем сталь ВП-30, и выполнения горловины 2 из углеродистой стали 35. Поэтому для обеспечения равнопрочности сварной конструкции горловину 2 выполняют усиленной, с утолщенными кромками относительно штампованной обечайки 1 из высокопрочной стали ВП-30.
Способ изготовления высокопрочной тонкостенной сварной конструкции из разнородных материалов, работающей под давлением, в соответствии с изобретением позволяет повысить технологичность изготовления, качество сварного соединения из разнородных сталей и равнопрочность этого соединения.
Указанный эффект подтвержден положительными испытаниями сварных конструкций, изготовленных в соответствии с изобретением.
Способ изготовления тонкостенных осесимметричных стальных оболочек
Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов
Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов
Реактивный снаряд
Способ изготовления стальной осесимметричной сварной конструкции
Сверхзвуковой реактивный снаряд
Сверхзвуковой реактивный снаряд
Корпус кассетной головной части реактивного снаряда
Боевой элемент
Способ изготовления тонкостенных оболочек
Головная часть
Способ изготовления сложнопрофильной осесимметричной сварной конструкции
Способ изготовления высокопрочных осесимметричных оболочек, работающих под высоким давлением
Способ изготовления сложно-комбинированных осесимметричных сварных конструкций
Многофункциональный отсек разделения реактивных снарядов
Сверхзвуковой управляемый реактивный снаряд
Способ ротационной вытяжки оболочек из трубных заготовок и трубная заготовка для изготовления оболочек ротационной вытяжкой
Бронекамера для взрывных работ

