Результат интеллектуальной деятельности: СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ
Вид РИД
Изобретение
Изобретение относится к холодной листовой штамповке, в частности к формообразованию тонкостенных осесимметричных оболочек, и может быть использовано при изготовлении крупногабаритных тонкостенных деталей усеченной сужающейся формы на прессах двойного действия.
Известен способ для формообразования оболочек сужающейся формы (пат. 58055 Российская Федерация, МПК7 B21D 22/30, опубл. 2006, бюл. №31), в котором осуществляется деформирование путем раздачи и осевого растяжения. Заготовка не перемещается, поскольку она зафиксирована за большой торец между рабочими поверхностями матрицы и прижима. На этой стадии усилие осевого растяжения возникает лишь между пуансоном и большим торцом заготовки, поскольку ее малый торец в течение стадии деформировался свободно от зажима. В тот момент, когда нижняя поверхность фланца пуансона достигает уровня дополнительных толкателей, усилие от пуансона начинает передаваться на эластичный элемент. Деформация его заключается в осадке - уменьшении высоты и увеличении широтных размеров. При этом увеличиваются и размеры самой заготовки, происходит ее выпрямление и деформация в условиях схемы напряженно-деформированного состояния, соответствующего процессу формовки. Т.е. деформирование происходит за счет утонения заготовки. Это обеспечивается тем, что длина шпильки несколько больше, чем длина рабочей части пуансона. При дальнейшем ходе пуансона в очаг деформации включается вся большая часть заготовки и увеличивает свои размеры эластичный элемент. Перед завершением процесса деформирования заготовки, когда пуансон достигает нижнего выталкивателя, происходит зажим заготовки по малому торцу между нижней частью пуансона и выталкивателем. С этого момента усилие растяжения вдоль образующей прикладывается к обоим торцам заготовки. Величина деформации эластичного элемента зависит от его исходной высоты, а также от длины дополнительных толкателей, через которые усилие передается на эластичный элемент. Сжимаясь, уменьшается его внутренний диаметр. В результате этого заготовка прижимается к рабочей поверхности пуансона. Силы трения, возникающие между заготовкой и пуансоном, блокируют перемещение элементов заготовки, находящихся на ее меньшем основании, и препятствуют утонению заготовки.
Недостаток этого способа заключается в трудности согласования внешних сил для упорядоченности необходимого усилия сжатия эластичного элемента и величины перемещения внешней силы, приложенной к нему.
Наиболее близким по технической сущности является способ (пат. 78709 Российская Федерация, МПК7 B21D 20/30, опубл. 10.12.2008, бюл. №34) для формообразования выпуклых тонкостенных сужающихся оболочек. При движении на пуансон действует усилие, равное суммарному усилию, создаваемому выталкивателем и от давления эластичного элемента. Так как эластичный элемент находится в замкнутом объеме, то внутреннее давление в нем зависит от возможного перемещения подкладной плиты, которая создает усилие сопротивления при сжатии эластичного буфера в виде кольца. При этом пуансон, внедряясь в эластичный элемент, перемещает часть объема. Величина перемещения подкладной плиты равна величине сжатия эластичного буфера.
Недостатком этого способа являются значительные усилия процесса и невозможность получения деталей бочкообразной формы.
Задачей изобретения является получение качественной тонкостенной осесимметричной детали бочкообразной формы без огранки с минимальной разнотолщинностью за один ход пресса, повышение коэффициента использования материала.
Задача решается за счет того, что в способе формообразования тонкостенных осесимметричных деталей бочкообразной формы из цилиндрических заготовок по жесткой матрице эластичными элементами согласно изобретению в зоне контакта заготовки и эластичных элементов создают силы трения, направленные навстречу друг другу, при этом должно быть выполнено условие:
F1=F2,
где F1 - сила трения, возникающая между внутренней поверхностью заготовки и эластичным элементом;
F2 - сила трения, возникающая между внутренней поверхностью заготовки и эластичным элементом.
Способ реализуется с помощью устройства и поясняется чертежом.
Устройство содержит под верхней плитой штампа 1 раздвижные сектора 2, эластичный элемент верхний 3, эластичный элемент нижний 4, матрицу 5, 6, конус с направляющими пазами 7, опорное кольцо 8, установленные на плиту штампа 9. Заготовка 10.
Способ осуществляют следующим образом:
Раздвижные сектора, эластичный элемент 4 с заготовкой опираются на кольцо 8. Верхняя часть устройства отведена на расстояние, позволяющее установить цилиндрическую заготовку на эластичные элементы. При опускании верхней части происходит смыкание двух матриц, нижняя из которых опирается на кольцо 8. Обязательным является условие: высота раздвижных секторов и общая высота двух матриц должны быть равны. При движении верхней плиты образованная компоновка, состоящая из матрицы, заготовки, эластичных элементов, раздвижных секторов, перемещается вниз. При этом происходит увеличение секторов по радиусу за счет их перемещения по конусу. Это является причиной давления на эластичные элементы, расположенные по торцам заготовки, деформирующиеся и двигающиеся одновременно навстречу друг другу, увеличивая в размерах наружный диаметр. Каждый эластичный элемент выполнен в виде конической оболочки переменной толщины: с наибольшей толщиной - в зоне малых диаметров, а с наименьшей - в зоне больших диаметров. Заготовка применяется цилиндрическая с радиусом:
rзаг=const.
Преимущество такой заготовки в том, что она получается из полосы гибкой и сваркой в сравнении с традиционными коническими заготовками из секторов. Это позволяет в первую очередь снизить трудоемкость, а во-вторых, значительно повысить КИМ.
На внутренней поверхности заготовки и эластичных элементов создают силы трения, направленные навстречу друг другу. В результате действия таких сил происходит увеличение напряжений в частях заготовки, расположенных ближе к торцу. Для реализации способа, обеспечивающего возможность получения детали с минимальной разнотолщинностью, необходимо выполнить условие равенства сил:
F1=F2,
где F1 - сила трения, возникающая между внутренней поверхностью заготовки и эластичным элементом 3;
F2 - сила трения, возникающая между внутренней поверхностью заготовки и эластичным элементом 4.
Величина силы трения зависит от давления на площадь контакта и от коэффициента трения. Для особо выпуклой детали необходимо использовать высокие показатели давления и трения (например, более твердую эластичную среду).
Следует учесть особенность деформирования элементов: в заключительной стадии они не должны превышать 25% степени деформации; оба эластичных элемента в момент их сжатия должны находиться на уровне смыкания матриц.
Способ формообразования тонкостенных осесимметричных деталей бочкообразной формы из цилиндрических заготовок по жесткой матрице, отличающийся тем, что цилиндрическую заготовку устанавливают на эластичные элементы, которые располагают внутри заготовкипо ее торцам, и прикладывают к ним давление для их одновременного перемещения навстречу друг другу и деформирования с увеличением наружного диаметра со степенью деформирования не более 25%, причем используют эластичные элементы, каждый из которых выполнен в виде конической оболочки переменной толщины, с наибольшей толщиной в зоне малых диаметров, а в зоне больших диаметров - с наименьшей толщиной, при этом в зоне контакта внутренней поверхности заготовки и эластичных элементов создают силы трения, направленные навстречу друг другу, при соблюдении условия:F=F,где F - сила трения, возникающая между внутренней поверхностью заготовки и верхним эластичным элементом;F- сила трения, возникающая между внутренней поверхностью заготовки и нижним эластичным элементом.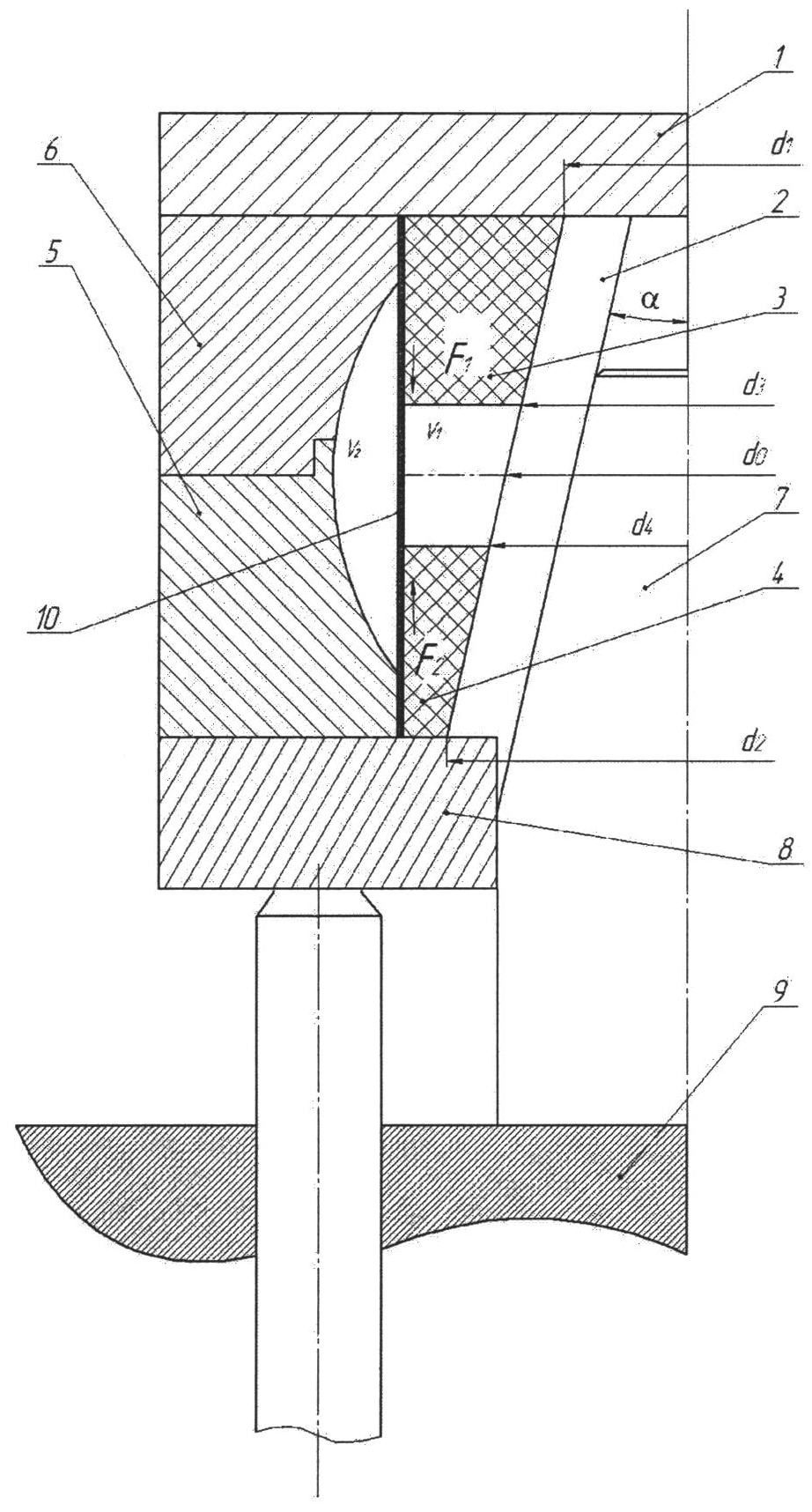
Способ формообразования тонкостенных осесимметричных деталей конической формы
Устройство для крепления шлифовального инструмента
Способ формовки из плоской круглой заготовки конических деталей
Способ выдавливания деталей типа стаканов и устройство для его осуществления
Способ формообразования тонкостенных осесимметричных деталей конической формы
Устройство для крепления шлифовального инструмента
Способ формовки из плоской круглой заготовки конических деталей
Способ пластического структурообразования кристаллических материалов и устройство для его осуществления

