Результат интеллектуальной деятельности: СПОСОБ ДИАГНОСТИКИ ШПИНДЕЛЬНОГО УЗЛА
Вид РИД
Изобретение
Изобретение предназначено для проведения диагностики шпиндельных узлов металлорежущих станков.
В настоящее время промышленность выпускает стенды и приборы для контроля параметров виброакустических сигналов, по которым можно судить о динамике упругой системы станка и состоянии подшипниковых узлов [Балицкий Ф.Я., Иванова М.А., Соколова А.Г., Хомяков Е.И. Виброакустическая диагностика зарождающихся дефектов. - М.: Наука, 1984. - С. 78-83]. Сборка высокоскоростных шпиндельных узлов проводится в термостатированных помещениях по строго определенной методике со строгим контролем отклонений отдельных деталей от заданной геометрии, а после сборки шпиндель подвергается многочасовой обкатке на специальном стенде с регистрацией температуры в нескольких точках узла и момента сопротивления вращению.
К недостаткам известных способов следует отнести то обстоятельство, что, контролируя только температуру, нельзя проникнуть в сущность процессов, протекающих в шпиндельных узлах при холостом вращении шпинделя, при работе под нагрузкой. Сегодня назрела необходимость применения новых методик и способов виброакустической диагностики, позволяющих значительно глубже по сравнению с контролем температуры проникать в сущность процессов, протекающих в шпиндельных узлах при холостом вращении шпинделя, при работе под нагрузкой и при повышении температуры.
Наиболее близким техническим решением по технической сущности и достигаемому результату является способ диагностики шпиндельного узла по патенту РФ №2124966, кл. В23В 25/06, G01M 13/02 - прототип. Согласно прототипу диагностика реализуется следующим образом. После выбора режима испытаний станок включается и производится обработка средней части оправки резцом. Сигналы от датчиков перемещения, расположенных в двух поперечных сечениях оправки, поступают сначала в усилительно-преобразующую аппаратуру, а потом в компьютер, где производится построение траектории оси оправки в двух сечениях. В результате движения вершина резца описывает на поверхности оправки некоторую кривую, которая формирует "геометрический образ" обработанного сечения. Программное обеспечение позволяет производить построение на экране дисплея "геометрический образ" в трехмерном пространстве, по которому определяют динамическую податливость с помощью построения амплитудно-частотной характеристики (АЧХ) (податливости, подвижности или ускоряемости), при этом АЧХ строится с помощью вибратора или динамометрического молотка, и чем больше максимум на АЧХ, тем хуже считается характеристика.
Недостатком известного технического решения является сравнительно невысокая точность определения качества шпиндельного узла, так как получаемые АЧХ имели много спектральных максимумов, значения АЧХ по разным направлениям воздействия получались разные, и учитывать их совокупный эффект объективно было невозможно, при этом АЧХ получались в статике, что меняло условия работы шпинделя, и строились без нагрузки шпинделя, что тоже меняло условия реальной работы шпинделя.
Технически достижимым результатом является повышение точности определения качества шпиндельного узла.
Это достигается тем, что в способе диагностики шпиндельного узла, заключающимся в том, что сначала фиксируют сигналы от датчиков перемещения, расположенных в двух поперечных сечениях оправки шпинделя, а потом направляют их в компьютер, где производят построение траектории оси оправки шпинделя, на станине закрепляют шпиндельную бабку со шпиндельным узлом, в шпинделе которого закрепляют оправку с продольным, вдоль оси шпинделя, пазом, предназначенная для испытания при резании, при этом края паза имеют строго радиальное направление для того, а импульсное нагружение создают путем выхода и входа инструмента в паз оправки при цилиндрическом точении, что обуславливает импульсное нагружение всей технологической системы станка, включая и шпиндельный узел, при этом подаваемое на исследуемый объект усилие измеряют с помощью пьезоэлектрических динамометров, жестко закрепленных на режущем инструменте и расположенных во взаимно-перпендикулярных плоскостях, сигналы с которых поступают на преобразователь сигналов, соединенный по линии связи с управляющим блоком, а в верхней части шпиндельного узла жестко закрепляют трехкомпонентный акселерометр, выполняющий измерение колебаний по трем координатам X, Y, Z, сигналы с которого поступают на управляющий блок, содержащий компьютер со специально ориентированным пакетом программ для выработки параметров входного воздействия, генерирующего импульсное нагружение шпинделя, и получения ответной реакции этого воздействия в виде амплитудно-частотных характеристик шпинделя, а также отображения изображений получаемых характеристик по трем координатам: X, Y, Z.
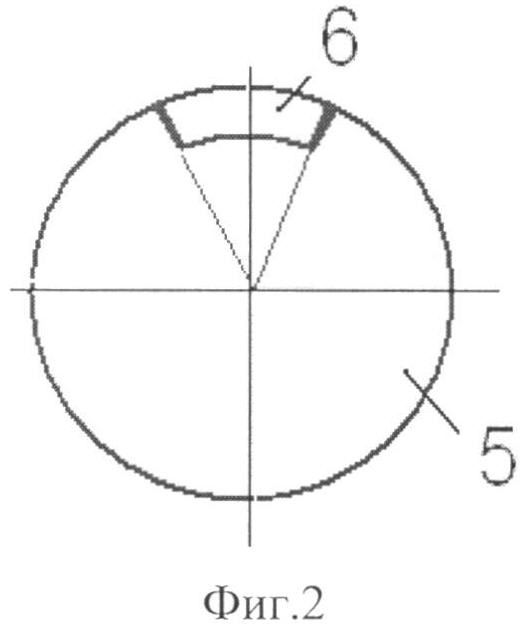
На фиг.1 представлена схема устройства для реализации способа определения динамического качества шпиндельного узла, на фиг.2 - поперечное сечение оправки с пазом, закрепленной в шпиндельном узле, и предназначенной для испытания при резании, на фиг.3 - пример АЧХ по ускоряемости по двум направлениям осей для станка №1, на фиг.4 - пример АЧХ ускоряемости по двум направлениям для станка №2, на фиг.5 - пример записи вибраций с корпуса шпинделя (верхняя запись) и с корпуса режущего инструмента (нижняя запись) для станка №2, на фиг.6 - пример записи вибраций с корпуса шпинделя (верхняя запись) и с корпуса режущего инструмента (нижняя запись) для станка №1.
Устройство для реализации способа определения динамического качества шпиндельного узла состоит из станины 1 (фиг.1), на которой посредством опор закреплена шпиндельная бабка 2 со шпиндельным узлом 3, установленном в подшипниках качения, в котором закреплена оправка 5 с продольным, вдоль оси шпинделя, пазом 6, предназначенная для испытания при резании, при этом края паза 6 (фиг.2) имеют строго радиальное направление для того, чтобы выход и вход в паз режущего инструмента 7 был коротким по времени. Выход и вход инструмента в такой паз при цилиндрическом точении заготовки создает импульсное нагружение всей технологической системы станка, включая и шпиндельный узел. Реакция шпиндельного узла на такое импульсное возмущающее воздействие более объективно оценивает динамическое качество шпиндельного узла 3. Паз 6 выполнен заданной глубины, реализующей амплитуду входного импульсного воздействия, а частота входного импульсного воздействия задается скоростью вращения шпинделя. В сечении, перпендикулярном оси шпиндельного узла станка, паз 6 выполнен с наклонными боковыми поверхностями, лежащими в плоскостях, пересекающихся по линии, совпадающей с осью оправки 5, и в плоскости, перпендикулярной оси шпинделя, совпадающей с центром окружности. При этом поверхность, соединяющая боковые плоскости, представляет собой часть цилиндрической поверхности, эквидистантной внешней цилиндрической поверхности оправки 5. Подаваемое на исследуемый объект усилие измеряют с помощью пьезоэлектрических динамометров 8 и 9, жестко закрепленных на режущем инструменте 7, и расположенных во взаимно перпендикулярных плоскостях, сигналы с которых поступают на преобразователь сигналов 10, соединенный по линии связи 11 с управляющим блоком 12. В верхней части шпиндельного узла 3 жестко закреплен трехкомпонентный акселерометр 4, выполняющий измерение колебаний по трем координатам X, Y, Z, сигналы с которого также поступают на управляющий блок 12, содержащий компьютер со специально ориентированным пакетом программ для выработки параметров входного воздействия, генерирующего импульсное нагружение шпинделя, и получения ответной реакции этого воздействия в виде амплитудно-частотных характеристик (АЧХ) шпинделя 3, а также отображения изображений получаемых АЧХ по трем координатам: X, Y, Z.
Способ определения динамического качества шпиндельного узла осуществляют следующим образом.
Предлагается способ получения информации о динамическом качестве шпиндельного узла по результатам резания в строго определенных условиях (режимы, операция, инструмент, заготовка, материал и т.п.). В качестве обрабатываемой детали берется оправка 5 с пазом 6, края которого имеют строго радиальное направление для того, чтобы выход и вход в паз режущего инструмента был коротким. Выход и вход инструмента в такой паз при цилиндрическом точении заготовки создает импульсное нагружение всей технологической системы станка, включая и шпиндельный узел. Реакция шпиндельного узла на такое импульсное возмущающее воздействие более объективно оценивает динамическое качество шпиндельного узла станка.
В качестве примера рассмотрим результаты исследований 2-х одинаковых шлифовальных шпинделей на подшипниках качения.
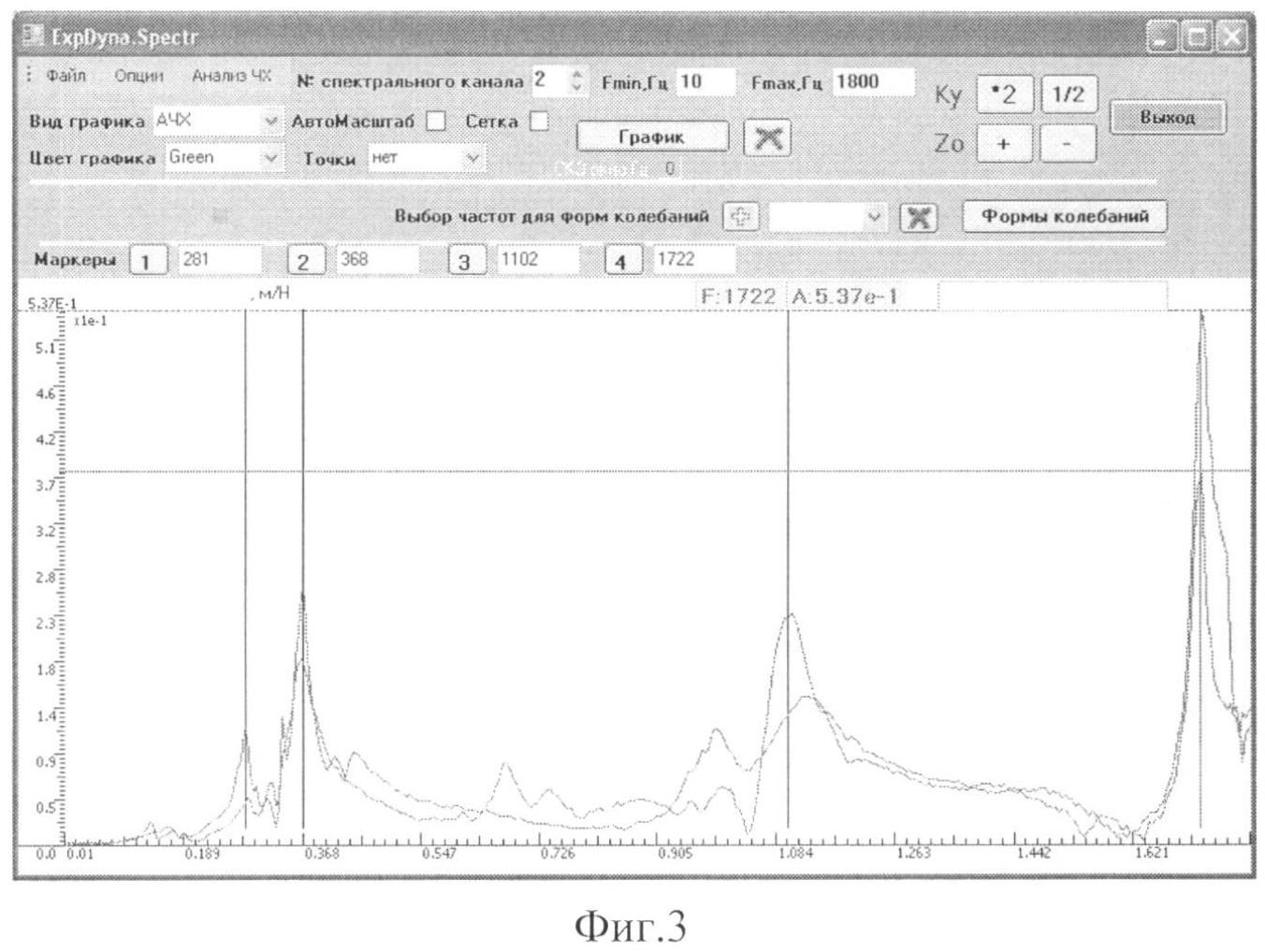
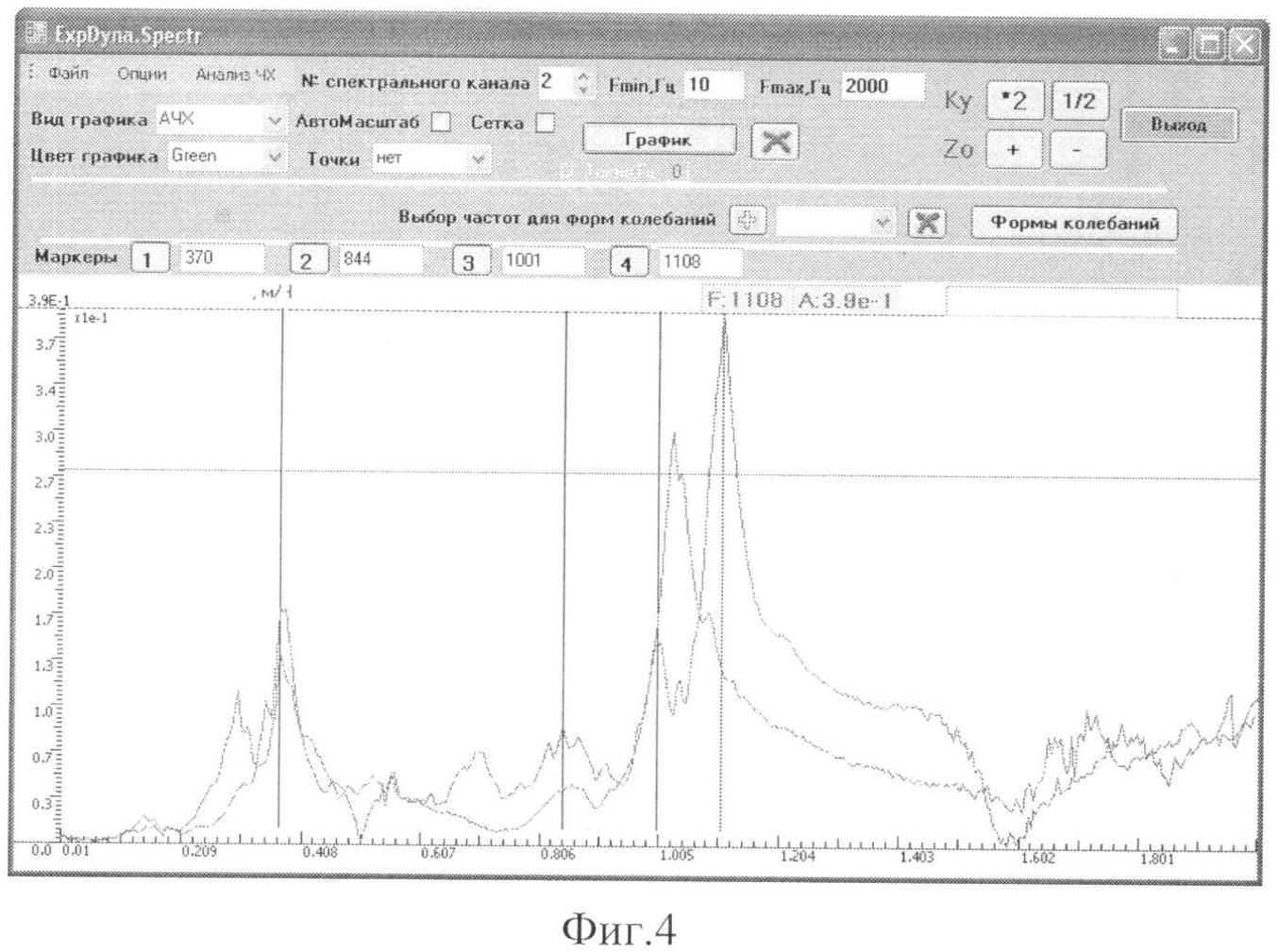
На фиг.1 и 2 показаны АЧХ по ускоряемости, построенные по двум взаимно перпендикулярным направлениям для совершенно одинаковых токарных станков. Видно, что АЧХ различны для направлений и для станков 1 и 2. АЧХ имеют много экстремумов, оценить качество шпинделей трудно. У станка №1 амплитуда АЧХ на 370 Гц выше, но на 1000 Гц ниже по сравнению со станком №2.
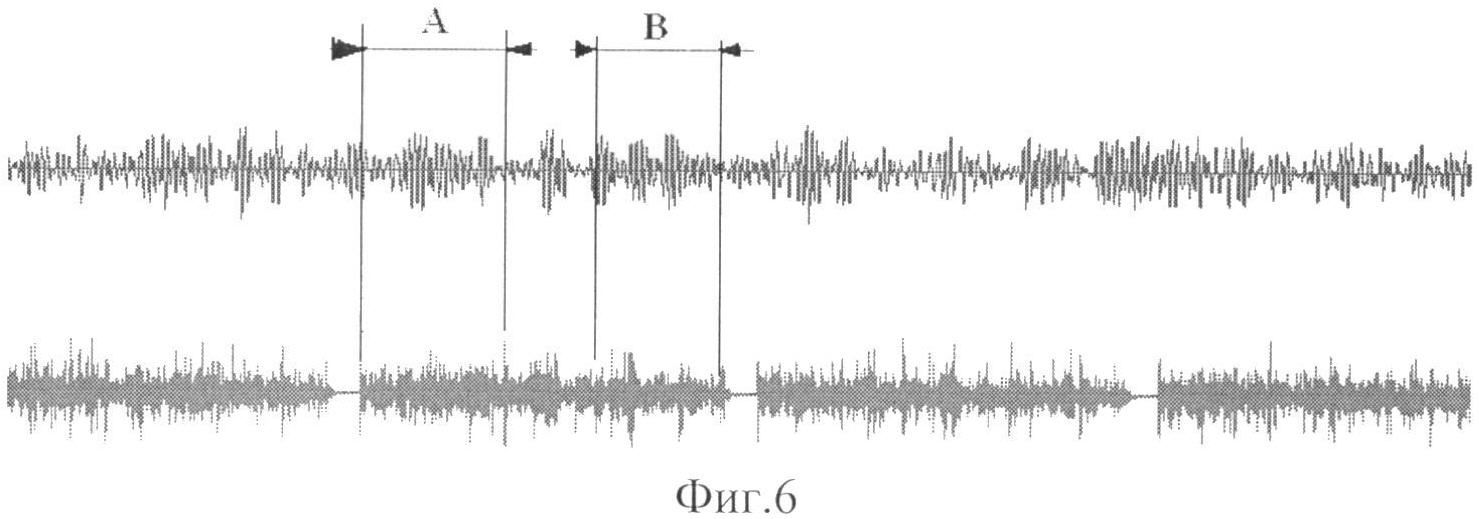
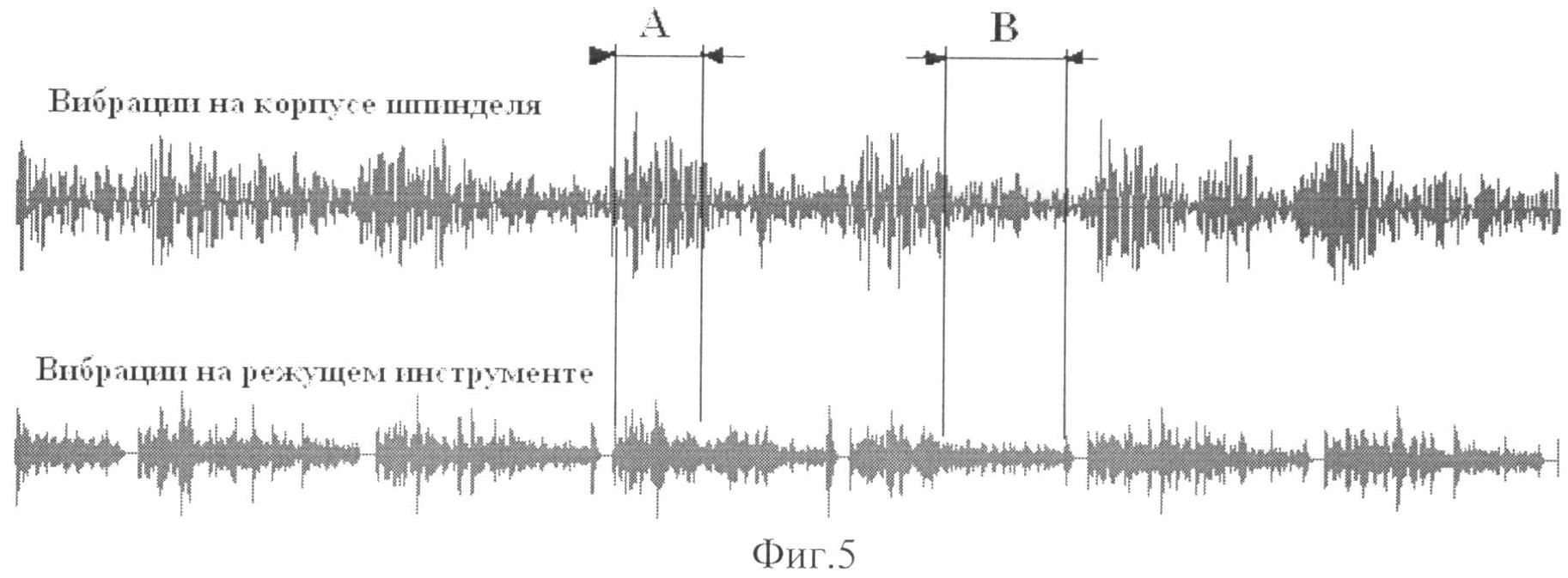
На фиг.3 представлена АЧХ по ускоряемости по двум направлениям осей для станка №1, а на фиг.4 - АЧХ ускоряемости по двум направлениям для станка №2. На фиг.5 изображен пример записи вибраций с корпуса шпинделя (верхняя запись) и с корпуса режущего инструмента (нижняя запись) (Станок №2), а на фиг.6 - пример записи вибраций с корпуса шпинделя (верхняя запись) и с корпуса режущего инструмента (нижняя запись) (Станок №1).
В способе предлагается в процессе обработки оправки (или заготовки) с пазом фиксировать вибрации на корпусах шпинделя и режущего инструмента. На режущем инструменте лучше фиксировать высокочастотные вибрации (на фиг.5 диапазон 2,8-5.6 кГц), на шпинделе наиболее опасный (например, где наблюдаются наибольшие вибрации по перемещению) диапазон (на фиг.5 до 1 кГц). Вибрации на режущем инструменте четко показывают, где начало, а где конец резания участка поверхности между выходами инструмента в паз. Из записи вибраций на шпиндельном узле станка выбирают два участка: 1) участок после момента входа инструмента в зону резания (участок А на фиг.5 - участок возмущенного движения); 2) участок спокойного резания перед выходом инструмента в паз (участок В на фиг.5). Качество динамических характеристик шпиндельного узла станка оценивают по величине соотношения эффективных значений (СКЗ) вибрации на участке А и участке В. Для станка №2 (фиг.5) это соотношение равно 2,25. На фиг.6 показан пример записи, аналогичной рис.3, но для станка №1.
Сравнение фиг.5 и 6 показывает, что шпиндель станка №2 мало реагирует на импульсное нагружение. Для него соотношение эффективных значений для участков А и В равно 1,1. Это соотношение может выступать в качестве интегрального критерия динамического качества шпиндельного узла станка. При этом легко заметить, что возмущение на шпиндельном узле №2 продолжается довольно длительное время после прохождения паза. Повышенные колебания на шпиндельном узле станка фиксируются примерно еще на 40% от оборота заготовки.
Способ диагностики шпиндельного узла, включающий закрепление на станине шпиндельной бабки со шпиндельным узлом, фиксирование сигналов от датчиков колебаний и направление их через усилительно-преобразующую аппаратуру в компьютер для определения динамического качества шпиндельного узла, отличающийся тем, что в шпинделе закрепляют цилиндрическую заготовку с продольным пазом, стенки которого имеют радиальное направление, затем осуществляют резание с выходом и входом инструмента в паз заготовки при цилиндрическом точении с обеспечением импульсного нагружения всей технологической системы станка, включая шпиндельный узел, при этом колебания измеряют динамометрами, установленными на инструментальном узле, и датчиком, установленным на шпиндельной бабке, направляют их сигналы в компьютер, с помощью которого регистрируют и анализируют ответную реакцию шпиндельной бабки на входное воздействие и определяют отношение эффективных амплитуд, взятых из ответного сигнала на шпиндельной бабке на участках записи вибраций, соответствующих началу резания после прохождения паза, и участках записи вибраций, соответствующих окончанию резания перед выходом в паз, причем моменты начала и окончания резания определяют по изменению сигнала колебаний с инструментального узла.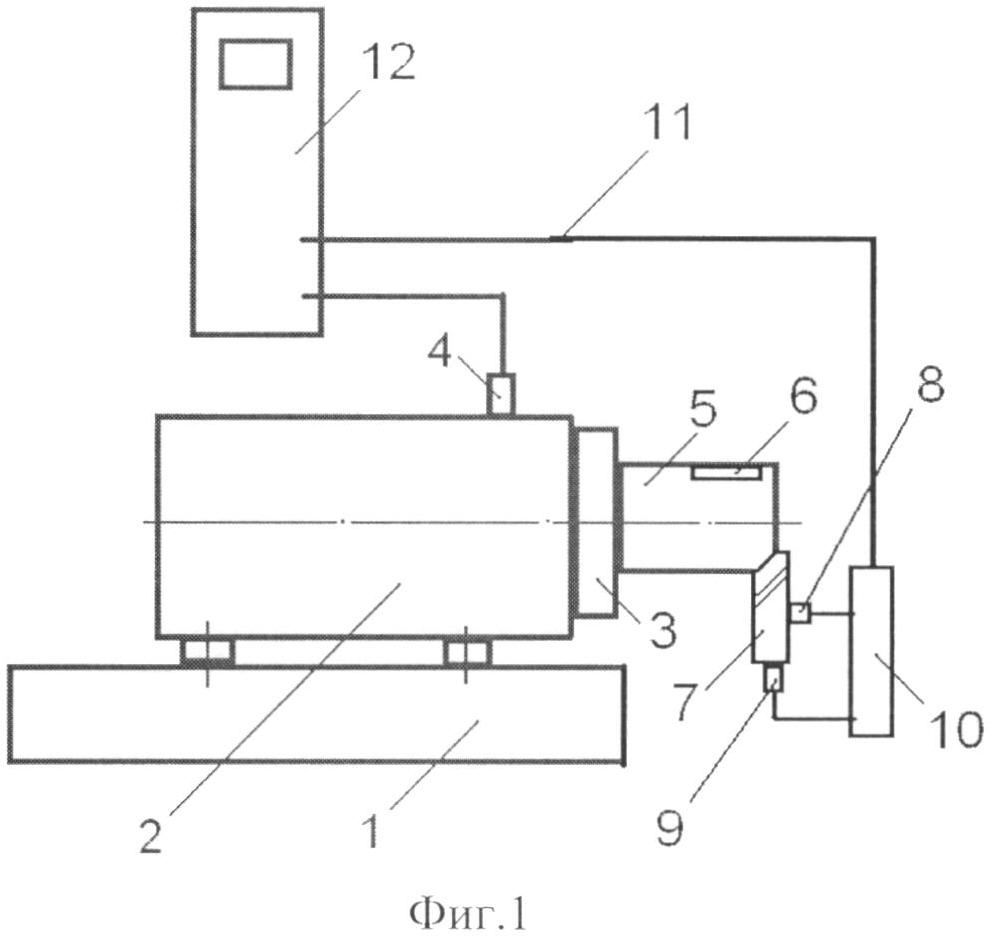
Способ определения эффективности взрывозащиты в испытательном макете взрывоопасного объекта
Сейсмостойкое здание
Стенд кочетова для испытаний разрушающихся элементов конструкций зданий и сооружений
Штучный звукопоглотитель кочетова для акустической конструкции цеха
Акустический экран
Акустический экран для привода веретен
Амортизатор для взрывозащитных элементов зданий
Звукопоглощающая винтовая конструкция кочетова
Трубчатый глушитель шума к канальным вентиляторам
Сферический звукопоглотитель кочетова
Трубчатый глушитель шума к канальным вентиляторам
Сферический звукопоглотитель кочетова
Устройство прогнозирования развития чрезвычайной ситуации при аварии на взрывоопасном объекте
Стенд кочетова для моделирования чрезвычайной ситуации
Система кочетова защиты объектов с большим скоплением людей от террористов
Способ прогнозирования развития чрезвычайной ситуации при аварии на взрывоопасном объекте
Демпфер кочетова сухого трения
Виброизолятор рессорного типа
Сетчатый виброизолятор кочетова
Сетчатый демпфер кочетова

