Результат интеллектуальной деятельности: СОЕДИНЕНИЕ ЛИСТОВЫХ ДЕТАЛЕЙ ИЗ МЕТАЛЛОКОМПОЗИТНЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники
Изобретение относится к области техники деталей машин, более конкретно к неразъемным соединениям конструкций из листовых заготовок и деталей из композиционных материалов, преимущественно слоистых металлокомпозитных материалов (МКМ), и может быть использовано в производстве изделий авиакосмической отрасли, вагоностроении, судостроении и других отраслях промышленности.
Уровень техники
При изготовлении конструкций из металлокомпозитных материалов (МКМ) используются полуфабрикаты, армированные металлическими материалами в виде листов или нитевидных волокон, придающих прочность материалу. Сложные конструкции, как правило, содержат неразъемные соединения заготовок и деталей из этих полуфабрикатов. В настоящее время специалистами используются различные способы неразъемного соединения заготовок из МКМ. Наиболее часто используются механические соединения: болтовые (Патент №2363863, А.с. №903496) и заклепочные (Патент №2261374). Однако механическое соединение резко снижает ресурс работы конструкции, особенно при циклических рабочих нагрузках, и не обеспечивает герметичности соединения. Соединение сваркой плавлением (Патент RU 2355580) связано с высокой температурой разогрева, при которой композит может разрушаться; кроме того, схема нагружения дает изгибающий момент, что ведет к снижению прочности соединения. Слоистое соединение (Патент СА 2805468, США) для изготовления весьма трудоемко, его прочность зависит от числа слоев.
Известно соединение «Ламинат со сваренными встык металлическими слоями» (Патент РФ №235580, В32 15/8, В32 15/14, 2009 г.). Ламинат содержит два металлических слоя и армированный волокном пластиковый связующий слой между ними. По меньшей мере один из металлических слоев содержит металлические листы, сваренные встык. Такое соединение доступно для изготовления при наличии только одного пластикового слоя и не годится для соединения листовых деталей из металлокомпозитных материалов, содержащих несколько внутренних металлических и пластиковых листов.
Для неразъемного соединения деталей из МКМ применяется также сварка плавлением, например дуговая, плавящимся и неплавящимся электродом в среде защитных газов (Технология и оборудование сварки плавлением и термической резки: учебник для вузов / А.И. Акулов, В.П. Алехин, СИ. Ермаков и др. М.: Машиностроение, 2003. С. 548).
В этом случае соединение листовых деталей из металлокомпозитных материалов, включающих наружные покрывные металлические листы и внутренние чередующиеся металлические листы и композитные слои, содержит соединяемые кромки листовых деталей из МКМ, соединенные сваркой.
Однако такой способ связан с высокотемпературным нагревом, при котором интенсивно плавится матрица и изменяются свойства широкой зоны шва и зоны термического влияния, а следовательно, ухудшаются свойства соединения - в широкой зоне утрачиваются уникальные свойства композиционного материала.
Сущность изобретения
Задачей изобретения является разработка герметичного неразъемного соединения МКМ с повышенными прочностными характеристиками.
Поставленная задача достигается тем, что в соединении листовых деталей из металлокомпозитных материалов, включающих наружные покрывные металлические листы и внутренние чередующиеся металлические листы и композитные слои (полимерные композиционные материалы, например, стеклопластики, углепластики и т.п.), содержащих с одной стороны соединяемые кромки покрывных металлических листов, связанные между собой сварным швом, кромки листовых деталей со стороны, обратной связанным между собой сварным швом покрывным металлическим листам, выполнены с выборкой четвертей (срезанными) до поверхности сваренных покрывных металлических листов, а соединение снабжено с другой стороны металлической накладкой, связывающей кромки листовых деталей и установленной с помощью винтов, ввинченных в соединяемые кромки внутренних металлических листов, при этом, накладка выполнена таврового профиля в поперечном сечении и установлена своим ребром в створ соединяемых кромок, заполняя их без зазора.
«Выборка четверти» - представляет собой прямоугольный вырез на кромке вдоль нее, т.е. вырез под 90 градусов - 1/4 от 360 градусов (термин «выборка четверти» применяется в строительстве при производстве деревянных изделий).
Более того, в способе изготовления соединения листовых деталей из металлокомпозитных материалов, включающих наружные покрывные металлические листы и внутренние чередующиеся металлические листы и композитные слои, включающем подготовку деталей и фиксирование их в сварочном приспособлении, сварку кромок покрывных металлических листов с одной стороны деталей с предварительно выполненными выборками кромок до поверхности свариваемых покрывных листов, выполняют трением перемешиванием вращающимся дисковым инструментом с введением присадки, близкой по химическому составу свариваемым деталям, после чего с обратной стороны производят соединение кромок деталей с помощью металлической накладки, выполненной, например, таврового профиля в поперечном сечении, установленной своим ребром в выборки четвертей кромок и закрепленной с помощью винтов, ввинченных во внутренние металлические листы соединяемых листов.
Такое выполнение соединения деталей из листовых МКМ материалов позволяет повысить его прочностные характеристики.
Перечень фигур.
Изобретение поясняется фигурами, на которых:
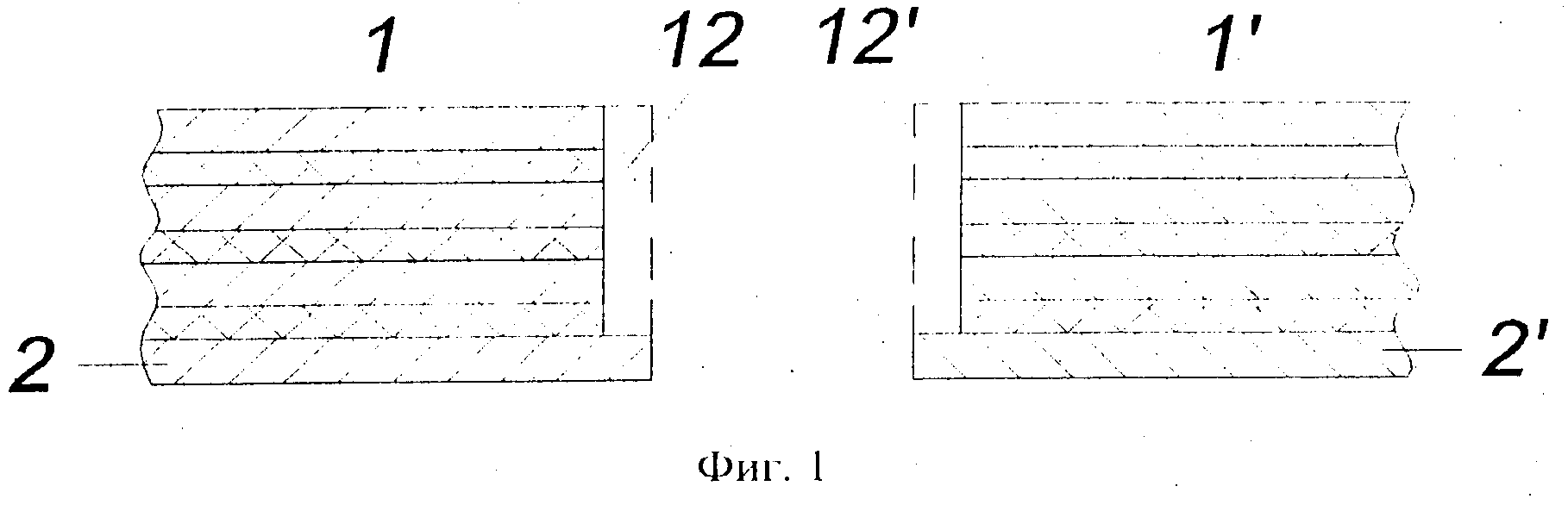
Фигура 1 - показывает подготовку соединяемых кромок слоистых МКМ заготовок под сварку:
1 и 1′ - соединяемые МКМ заготовки; 2 и 2′ - нижние покрывные листы.
Фигура 2 - показывает пример сборки стыка под сварку с заложенной в зазор присадкой 3 на опорной подкладке 4.
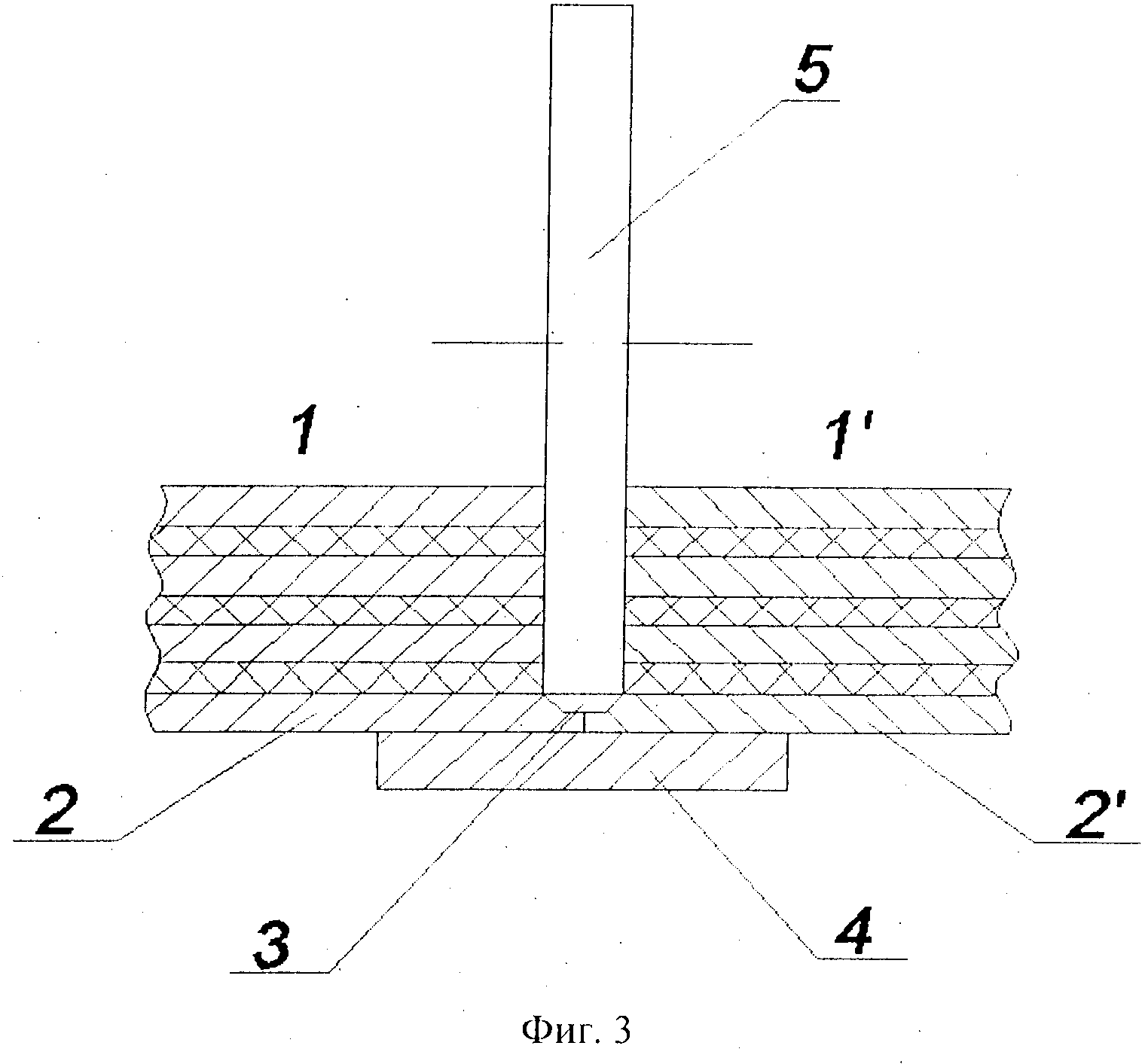
Фигура 3 - показывает схему фрикционной сварки вращающимся диском 5 стыка нижнего покрывного листа.
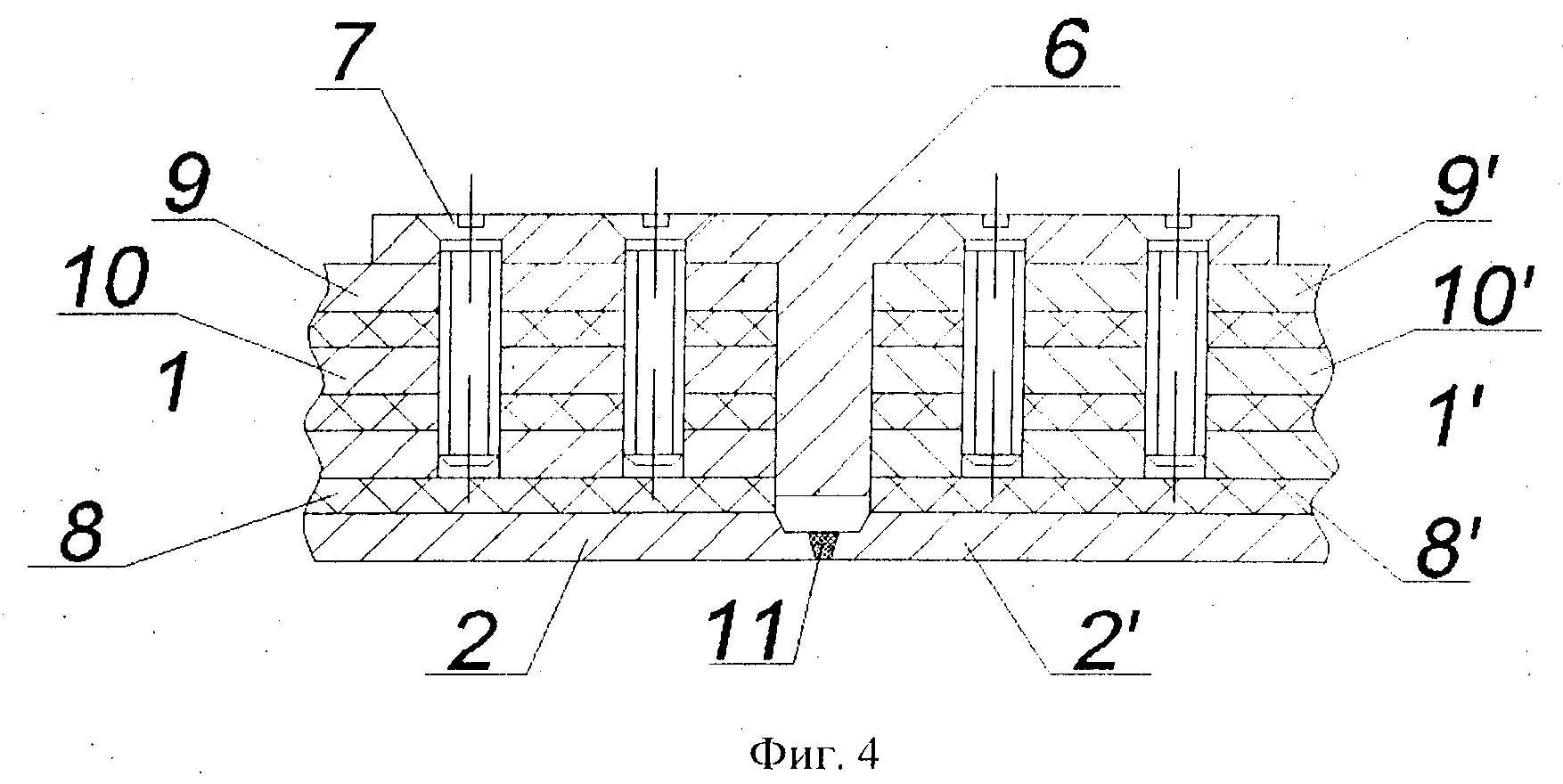
Фигура 4 - показывает установку соединительного элемента 6 (например тавра) и соединение его (шурупами или винтами) с МКМ заготовки.
Обозначения на фигурах
1. 1 и 1′ - соединяемые заготовки;
2. 2 и 2′ - нижние покрывные листы;
3 - присадка;
4 - опорная подкладка;
5 - дисковый инструмент для фрикционной сварки;
6 - соединительный элемент (тавр);
7 - винты (шурупы);
8. 8 и 8′ - композитные слои; например, клеевой препрег со стекловолокнами (в СИАЛе);
9. 9 и 9′ - верхние покрывные листы;
10. 10 и 10′ - металлические слои;
11 - сварной шов;
12. 12 и 12′ - створ между срезанными кромками.
Способ соединения по данному изобретению осуществляют следующим образом.
Соединение листовых деталей из металлокомпозитных материалов, включающих наружные покрывные металлические листы и внутренние чередующиеся металлические листы и композитные слои, содержит соединяемые кромки листовых деталей, при этом с одной стороны кромки покрывных металлических листов связаны между собой сварным швом.
Кромки листовых деталей со стороны, обратной связанным между собой сварным швом покрывным металлическим листам, выполнены с выборкой четвертей до поверхности сваренных покрывных металлических листов. Соединение снабжено с другой стороны металлической накладкой, связывающей кромки листовых деталей и установленной с помощью винтов, ввинченных в соединяемые кромки внутренних металлических листов. Металлическая накладка выполнена, например, таврового профиля в поперечном сечении и установлена своим ребром в выборки четвертей кромок, заполняя его без зазора.
Способ изготовления соединения листовых деталей из металлокомпозитных материалов включает подготовку деталей и фиксирование их в сварочном приспособлении, сварку кромок листовых деталей с одной стороны покрывных металлических листов.
Производят сварку кромок покрывных металлических листов деталей с предварительно выполненной выборкой четвертей кромок до поверхности свариваемых покрывных листов. Сварку выполняют трением перемешиванием вращающимся дисковым инструментом с введением присадки, близкой по химическому составу свариваемому металлу. После чего с обратной стороны производят соединение кромок деталей с помощью металлической накладки, выполненной, например, таврового профиля в поперечном сечении, установленной своим ребром в выборку четвертей кромок и установленной закрепленной с помощью винтов, ввинченных во внутренние металлические листы соединяемых деталей.
Конкретный пример выполнения соединения и способа его изготовления.
На соединяемых торцах МКМ заготовок 1 и 1′ (фигура 1) срезают кромки 12 и 12′ таким образом, чтобы они были перпендикулярны к поверхности заготовок, а из пакета МКМ обеих заготовок выступали кромки нижних покрывных листов на размер, например, 1,2…1,6 мм (толщина 2,0…3,0 мм дискового инструмента, используемого при последующей операции фрикционной сварки стыка покрывных листов). Собирают заготовки 1 и 1′ с обработанными кромками под сварку (фигура 2) на опорной подкладке 4 (на плите) и фиксируют на ней так, чтобы между торцами соединяемых кромок покрывных листов 2 и 2′ отсутствовал зазор (допускаются лишь местные зазоры величиной не более 0,2 толщины свариваемого листа, но не более 0,4 мм); над торцами пакета МКМ заготовок 1 и 1′ размещают присадку 3 (лучше прямоугольного сечения). Затем подводят дисковый инструмент 5 (фигура 3) к началу соединения, включают вращательное движение инструмента и производят разогрев трением, пластификацию металла кромок и погружение диска в присадочный материал 3 и в нижний покрывной лист примерно до половины его толщины. После этого прекращают погружение и, продолжая вращение, перемещают инструмент по линии соединения до конца соединения, где его останавливают и, не прекращая вращать, выводят из соединения.
Затем в оставленную дисковым инструментом размерную щель вводят металлическую накладку 6, например таврового сечения (фигура 4), своим ребром в выборки кромок, заполняя их без зазора (толщина ребра равна створу в стыке), так, что полка накладки плотно прилегает к поверхности детали. Сверлят в полке и кромках деталей в сборе отверстия на такую глубину, чтобы между концом отверстия и покрывным листом оставалось не менее 1.5 мм. В отверстиях нарезают резьбу и ввинчивают винты или шурупы 7, обеспечивая силовое герметичное соединение.
Герметичность соединения обеспечивается нижним сваренным герметично покрывным листом.
При растяжении соединения прочность обеспечивается сварным нижним покрывным листом и верхним металлическим накладным листом с винтовым креплением, в котором винты работают на срез симметрично расположенными относительно оси нагружения. В силу симметричной схемы нагружения имеет место чистое растяжение.
При сжатии соединения нагрузку воспринимает вставка между торцами скрепляемых элементов.
Соединения покрывных листов при изгибе работают одно на сжатие, другое - на растяжение, в зависимости от направления изгиба.
Технико-экономическая эффективность
Предлагаемое изобретение в сравнении с прототипом обеспечивает
- в 3-4 раза меньшую зону термического влияния и в связи с этим повышение прочности соединения МКМ;
- меньшие энергетические затраты за счет меньшего уровня разогрева, свойственного дуговой сварке;
- меньшие деформации;
- лучшую ремонтопригодность;
- исключение изгибных напряжений при растяжении и сжатии и тем самым повышение ресурсных характеристик в силу симметричного нагружения соединения по нижней и верхней плоскостям.
Соединение листовых деталей из металлокомпозитных материалов, включающих наружные покрывные металлические листы и внутренние чередующиеся металлические листы и композитные слои, содержащих с одной стороны соединяемые кромки покрывных металлических листов, связанные между собой сварным швом, отличающееся тем, что кромки листовых деталей со стороны, обратной связанным между собой сварным швом покрывным металлическим листам, выполнены с выборкой четвертей до поверхности сваренных покрывных металлических листов, а соединение снабжено с другой стороны накладкой, связывающей кромки листовых деталей и установленной с помощью винтов, ввинченных в соединяемые кромки внутренних металлических листов, при этом накладка выполнена, например, таврового профиля в поперечном сечении и установлена своим ребром в выборки четвертей кромок, заполняя их без зазора.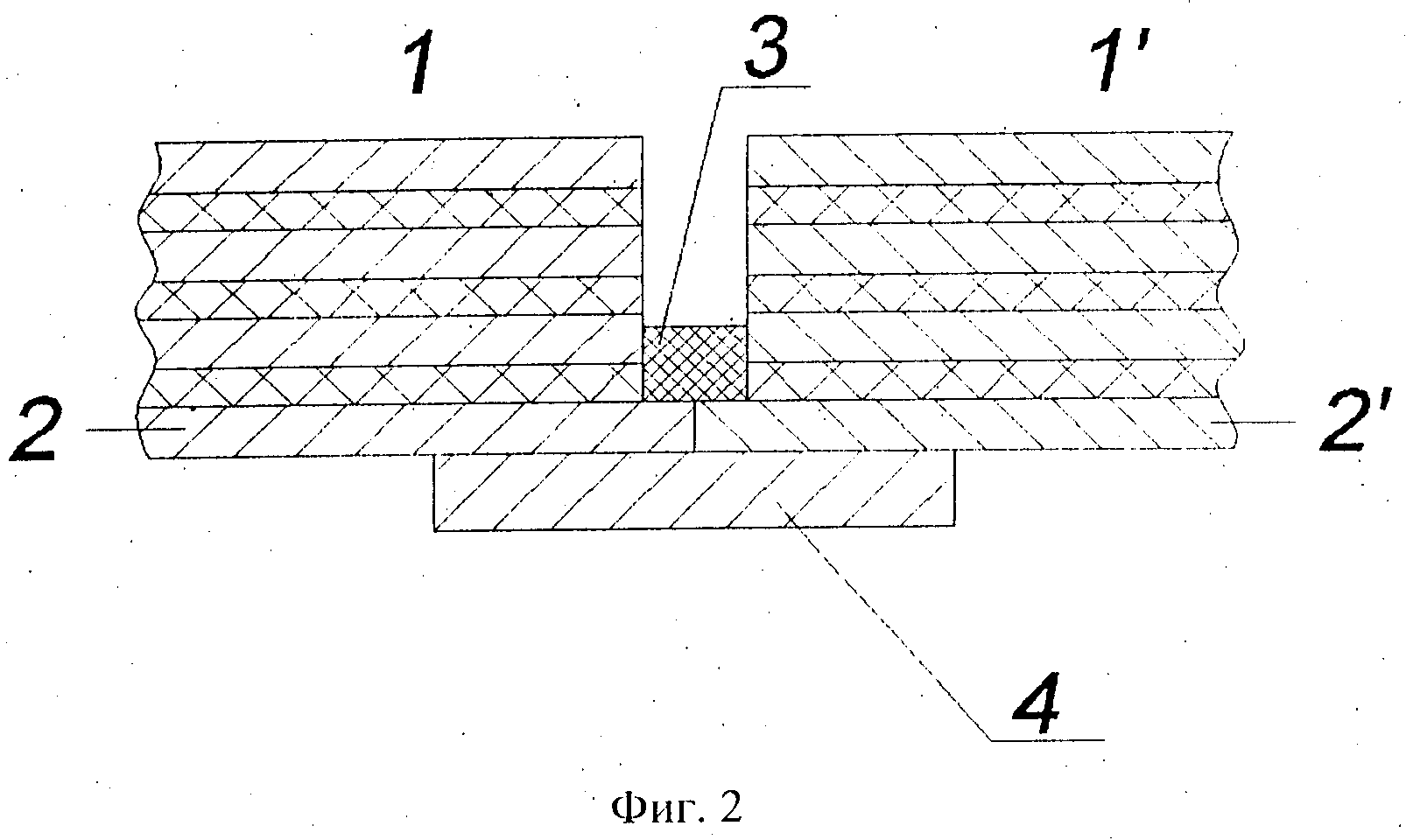
Устройство для виброударной обработки деталей
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Стапель для сборки воздухозаборника двигателя летательного аппарата
Термоплавкое связующее, способ получения его, препрег и сотовая панель, выполненные на его основе
Установка для изготовления деталей методом послойного синтеза
Высокоэффективная ветроэнергетическая установка модульного типа и модуль ветрогенератора для нее
Способ фрикционной сварки вращающимся диском
Способ изготовления изделия из полимерного композиционного материала трансферно-мембранным формованием "тмф" (варианты)
Оснастка для формования рамы иллюминатора
Способ фрикционно-лучевой сварки
Устройство для виброударной обработки деталей
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Стапель для сборки воздухозаборника двигателя летательного аппарата
Термоплавкое связующее, способ получения его, препрег и сотовая панель, выполненные на его основе
Установка для изготовления деталей методом послойного синтеза
Высокоэффективная ветроэнергетическая установка модульного типа и модуль ветрогенератора для нее
Способ фрикционной сварки вращающимся диском
Способ изготовления изделия из полимерного композиционного материала трансферно-мембранным формованием "тмф" (варианты)
Оснастка для формования рамы иллюминатора
Способ фрикционно-лучевой сварки

