Результат интеллектуальной деятельности: АВТОМАТИЗИРОВАННОЕ ВЫПОЛНЕНИЕ ОТВЕРСТИЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к промышленному производству, в частности к способу и устройству для образования отверстий. В особенности, настоящее изобретение относится к способу и устройству для автоматического выполнения отверстий в конструкции.
Уровень техники
Производство летательных аппаратов предполагает изготовление разного рода деталей, из которых собирают различные конструкции для летательного аппарата. В частности, крыло летательного аппарата может иметь силовой набор (каркас) из собранных вместе нервюр, стрингеров и лонжеронов. Затем для получения конструкции крыла на силовой набор крыла устанавливают и фиксируют панели обшивки.
При сборке лонжеронов, стрингеров и нервюр для получения силового набора крыла в различных деталях сверлят отверстия, и в этих отверстиях фиксируют крепежные детали, предназначенные для соединения и/или скрепления деталей друг с другом. При креплении панелей обшивки к силовому набору крыла в панелях обшивки и/или на участках силового набора отверстия приходится сверлить в количествах, которые могут исчисляться тысячами. Затем для крепления панели обшивки к силовому набору устанавливаются крепежные детали.
Сверление отверстий в конструкции летательного аппарата при ее окончательной сборке может рассматриваться как вид работ, критический для выполнения производственного графика. В частности, размещение отверстий, их размер, ориентация и другие факторы, определяющие их выполнение, могут быть важны для гарантирования скрепления различных деталей в пределах требуемых допусков.
Существующие в настоящее время способы сверления отверстий при окончательной сборке конструкции летательного аппарата могут предусматривать применение множества элементов технологической оснастки, устанавливаемой на летательный аппарат. Устанавливаемая на летательный аппарат оснастка может размещаться в труднодоступных областях вокруг конструкции и/или внутри нее для сверления отверстий ручными машинами. Такого рода процесс может быть трудоемким, утомительным и/или длительным.
Кроме того, существующие способы также могут предусматривать использование систем автоматизированного сверления. Такие сверлильные системы могут проектироваться с массивным и/или жестким основанием, чтобы обеспечивать восприятие усилий, возникающих в процессе сверления, и позиционирование таких систем может быть затруднительным. Иначе говоря, позиционирование шпинделя в системе автоматизированного сверления отверстий в направлениях векторов X, Y и Z с целью сверления отверстий при сборке летательного аппарата может быть затруднительным.
Кроме того, большой размер машин автоматизированного сверления и их движения могут препятствовать размещению в области, в которой и/или вокруг которой эти машины расположены, технологической оснастки для выполнения других задач в то время, пока машина автоматизированного сверления работает. В результате этого выполнение других задач приходится откладывать до завершения сверлильных операций в конкретной области.
Кроме того, большинство высверливаемых в конструкции отверстий сверлят несколькими рядами или по определенной схеме на участках, вытянутых в форме полос, которые не столь широки, но имеют очень большую длину. Эти отверстия могут использоваться для сборки крепежных деталей и стыковых накладок летательного аппарата. Любая автоматизация должна обеспечивать, как минимум, охват стыковой накладки по ширине и длине.
Таким образом, существует потребность в способе, который учел бы одну или несколько из рассмотренных выше проблем, а возможно и другие проблемы.
Объектом изобретения является способ выполнения операций на конструкции, в частности автоматизированного выполнения отверстий в конструкции. При осуществлении предлагаемого способа подвижную платформу позиционируют в относящейся к конструкции (или прилегающей к конструкции) области, задавая рабочую зону. При этом подвижная платформа соединена с инструментом, способным совершать движения в пределах рабочей зоны относительно нескольких координатных осей посредством подвижной платформы. Инструмент перемещают посредством подвижной платформы во множество мест в пределах рабочей зоны. В каждом из множества мест инструментом выполняют отверстия в рабочей зоне посредством подвижной платформы.
Подвижная платформа связана с неподвижной платформой, выполненной с возможностью перемещения по направляющей системе, и прикреплена к неподвижной платформе через систему привода, при этом позиционирование подвижной платформы в относящейся к конструкции области с заданием рабочей зоны включает установку неподвижной платформы в относящейся к конструкции области с заданием рабочей зоны.
В целесообразном варианте осуществления изобретения предлагаемый способ может использоваться для образования, в частности сверления, отверстий в конструкции летательного аппарата. С подвижной платформой может быть связана неподвижная платформа, которая выполнена в виде гексапода (платформы Стюарта) и которую устанавливают в относящейся к конструкции летательного аппарата области, задавая рабочую зону. Подвижная платформа может быть соединена с инструментом, перемещаемым посредством подвижной
платформы относительно нескольких координатных осей. Рабочая зона может задаваться окном (проемом) в неподвижной платформе, открывающим поверхность конструкции летательного аппарата для воздействия режущего инструмента. Режущий инструмент перемещают посредством подвижной платформы во множество мест в пределах рабочей зоны. Перед выполнением операции в каждом из множества мест режущий инструмент может приводиться в нормальное положение относительно конструкции летательного аппарата. Технологическая, в частности сверлильная, операция может выполняться в рабочей зоне в каждом из множества мест посредством подвижной платформы для образования в конструкции летательного аппарата множества отверстий, находящихся в указанной области. Эта сверлильная операция может выполняться следующим образом: режущий инструмент в каждом из множества мест позиционируют посредством подвижной платформы в заданном положении над поверхностью конструкции летательного аппарата, которое (заданное положение) может быть смещено от осевой линии выполняемого, т.е. подлежащего выполнению, отверстия; после позиционирования режущего инструмента его приводят во вращение; после приведения режущего инструмента во вращение его посредством подвижной платформы вводят в поверхность конструкции летательного аппарата; и после приведения режущего инструмента во вращение его посредством подвижной платформы перемещают вокруг осевой линии. Неподвижную платформу можно располагать в требуемой области, перемещая неподвижную платформу по направляющей системе, прикрепленной к конструкции в этой области. Неподвижная платформа может быть прикреплена к кареточной системе, установленной с возможностью перемещения вдоль направляющей системы. Стадиями перемещения инструмента и выполнения им операции можно управлять при помощи процессорного устройства, выполняющего программный код, который может задавать множество операций.
Таким образом, предлагаемый в изобретении способ выполнения операций на конструкции включает следующие стадии: позиционирование подвижной платформы в относящейся к конструкции области с заданием рабочей зоны, причем подвижная платформа соединена с инструментом, способным совершать движения в пределах рабочей зоны относительно нескольких координатных осей
посредством подвижной платформы; перемещение инструмента посредством подвижной платформы во множество мест в пределах рабочей зоны; и выполнение отверстий инструментом в рабочей зоне в каждом из множества мест посредством подвижной платформы.
В предпочтительном варианте осуществления предлагаемого в изобретении способа после выполнения инструментом операций в рабочей зоне в каждом из множества мест подвижную платформу позиционируют в другой относящейся к конструкции области с образованием второй рабочей зоны, в пределах второй рабочей зоны перемещают инструмент посредством подвижной платформы в другое множество мест и в каждом из этих мест посредством подвижной платформы выполняют операцию во второй рабочей зоне.
В этом варианте перемещение инструмента осуществляют путем перемещения подвижной платформы по направляющей системе, прикрепленной к конструкции. При этом подвижная платформа может быть прикреплена к каретке, способной перемещаться вдоль направляющей системы.
В еще одном предпочтительном варианте осуществления изобретения стадиями перемещения инструмента и выполнения им операции управляют при помощи процессорного устройства, выполняющего программный код, задающий множество операций.
В еще одном предпочтительном варианте осуществления изобретения подвижную платформу перемещают в определенное число областей на конструкции, в каждой из которых задана соответствующая рабочая зона.
В еще одном предпочтительном варианте осуществления изобретения перед выполнением отверстий инструмент приводят в нормальное положение относительно конструкции.
В еще одном предпочтительном варианте осуществления изобретения подвижная платформа и инструмент являются частью станка, или машины, с параллельной кинематической структурой.
В этом варианте станок с параллельной кинематической структурой включает в себя гексапод (платформу Стюарта), причем инструмент присоединен к гексаподу.
В еще одном предпочтительном варианте осуществления изобретения рабочая зона задается окном (проемом) в неподвижной платформе, связанной с
подвижной платформой, причем окно открывает поверхность конструкции для воздействия инструмента.
В еще одном предпочтительном варианте осуществления изобретения операцию выполняют следующим образом: в каждом из множества мест посредством подвижной платформы позиционируют режущий инструмент, располагая его над поверхностью конструкции в заданном положении, смещенном от осевой линии выполняемого отверстия, после позиционирования режущего инструмента его приводят во вращение, после приведения режущего инструмента во вращение его посредством подвижной платформы вводят в поверхность конструкции и посредством подвижной платформы перемещают вокруг осевой линии.
В еще одном предпочтительном варианте осуществления изобретения операция является одной из следующих: сверлильная операция, клепальная операция, бурильная операция, операция скрепления, операция герметизации, измерительная операция, разметочная операция и окрасочная операция.
В еще одном предпочтительном варианте осуществления изобретения инструмент является одним из следующих: сверлильное устройство, клепальный молоток, аппарат для нанесения герметика, краскораспылитель, лазер, щуп, ультразвуковой бур и машина для установки крепежных деталей.
В еще одном предпочтительном варианте осуществления изобретения подвижность по нескольким координатным осям обеспечивает шесть степеней свободы.
В еще одном предпочтительном варианте осуществления изобретения рабочая зона представляет собой каждую часть конструкции, доставаемую инструментом посредством подвижной платформы для выполнения операции.
В еще одном предпочтительном варианте осуществления изобретения конструкцию выбирают из следующего: мобильная платформа, стационарная платформа, конструкция наземного базирования, конструкция водного базирования, конструкция космического базирования, летательный аппарат, надводное судно, танк, транспортер для перевозки личного состава, поезд, космический аппарат, космическая станция, спутник, крыло летательного аппарата, хвостовое оперение летательного аппарата, фюзеляж, гондола или обтекатель, картер двигателя, подводная лодка, автомобиль, силовая установка, мостовая конструкция, перегородка, производственная установка и здание.
В соответствии с изобретением предлагается также способ сверления отверстий в конструкции летательного аппарата, включающий: установку неподвижной платформы, связанной с выполненной в виде гексапода подвижной платформой, в области, относящейся к конструкции летательного аппарата, с заданием рабочей зоны, причем подвижная платформа соединена с режущим инструментом, способным совершать движения относительно нескольких координатных осей посредством подвижной платформы, а рабочая зона задается окном в неподвижной платформе, открывающим поверхность конструкции летательного аппарата для воздействия режущего инструмента; перемещение режущего инструмента во множество мест в пределах рабочей зоны, осуществляемое посредством подвижной платформы; приведение режущего инструмента в нормальное положение относительно конструкции летательного аппарата перед выполнением операции в каждом из множества мест; и выполнение сверлильной операции в рабочей зоне, осуществляемое посредством подвижной платформы в каждом из множества мест для образования в конструкции летательного аппарата множества отверстий в указанной области следующим образом: в каждом из множества мест режущий инструмент позиционируют над поверхностью конструкции летательного аппарата в заданном положении, смещенном от осевой линии выполняемого отверстия посредством подвижной платформы, после позиционирования режущего инструмента его приводят во вращение, после приведения режущего инструмента во вращение его посредством подвижной платформы вводят в поверхность конструкции летательного аппарата и посредством подвижной платформы перемещают вокруг осевой линии, причем подвижную платформу устанавливают в указанной области путем перемещения неподвижной платформы по направляющей системе, прикрепленной к конструкции в указанной области, неподвижная платформа прикреплена к каретке, способной перемещаться вдоль направляющей системы, и стадиями перемещения инструмента и выполнения им операции управляют при помощи процессорного устройства, выполняющего программный код, который задает множество операций.
Особенности, функции и преимущества настоящего изобретения могут достигаться независимо друг от друга в различных вариантах его осуществления или могут комбинироваться в других вариантах осуществления изобретения, подробности которых раскрыты в приведенном ниже описании и на прилагаемых чертежах.
Краткое описание чертежей
Новшества, отличающие изобретение и характеризующие его в целесообразных вариантах его осуществления, изложены в прилагаемой формуле изобретения. Вместе с тем, целесообразные варианты осуществления изобретения, а также предпочтительный вариант его использования, дополнительные задачи и преимущества изобретения наиболее доходчиво рассмотрены в приведенном ниже подробном описании целесообразного варианта настоящего изобретения, сопровождаемого чертежами, на которых показано:
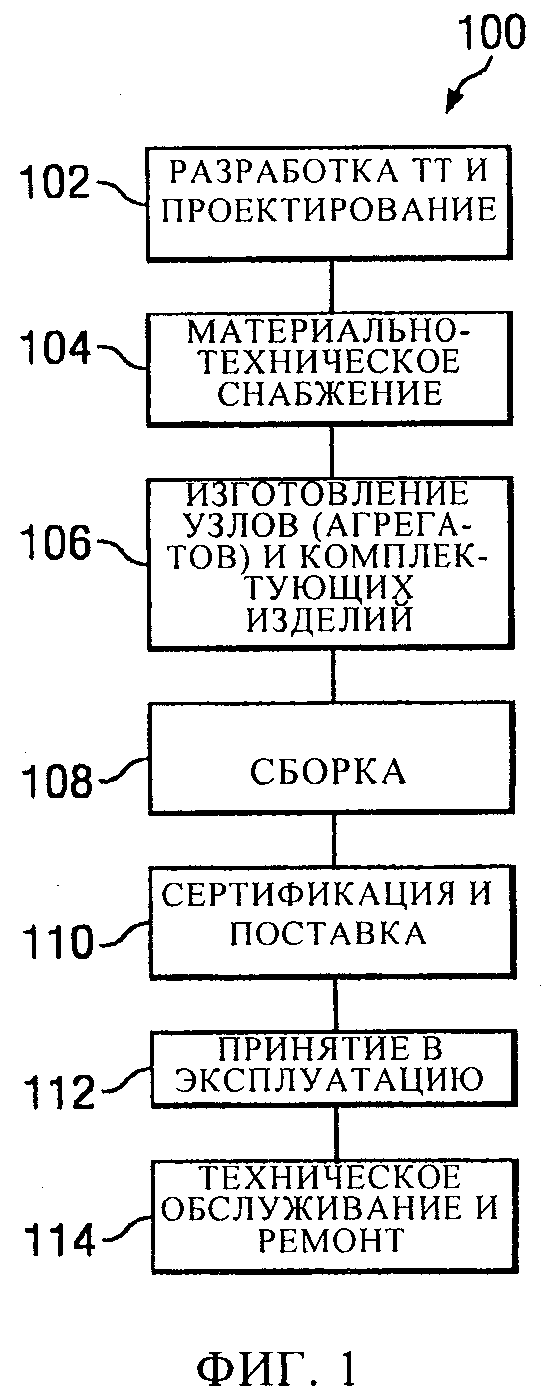
на фиг.1 - схема, иллюстрирующая способ производства и эксплуатации летательного аппарата в предпочтительном варианте осуществления изобретения,
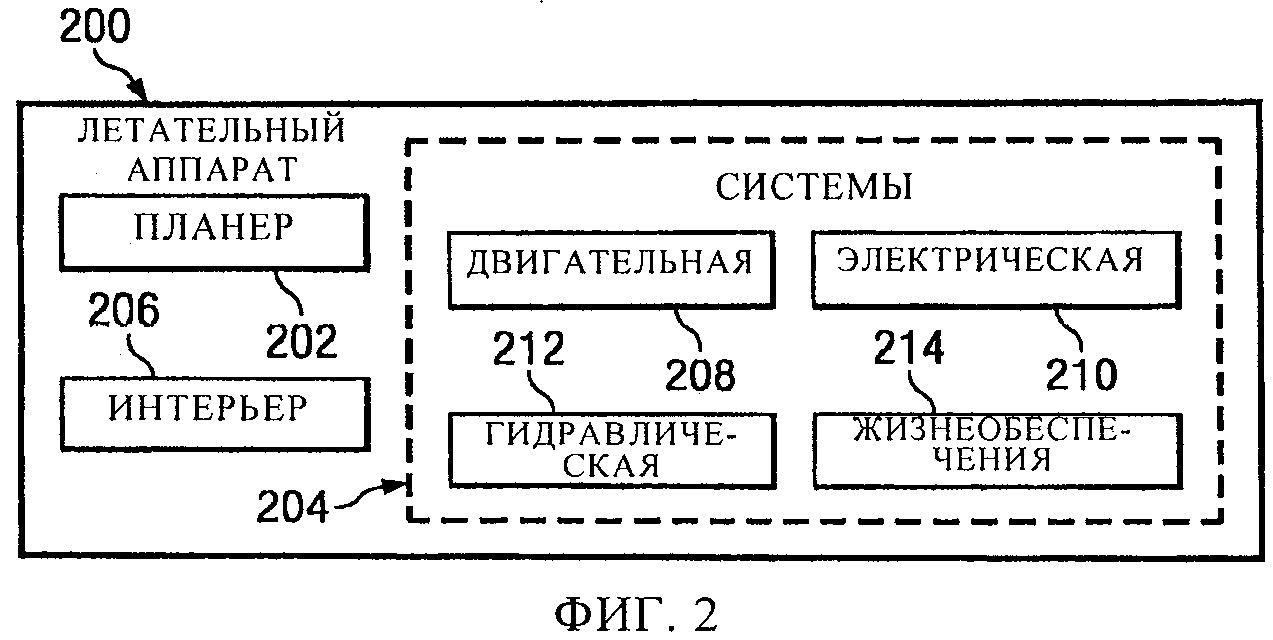
на фиг.2 - схема летательного аппарата, в котором может быть реализован целесообразный вариант осуществления изобретения,
на фиг.3 - структурная схема производственной среды в целесообразном варианте осуществления изобретения,
на фиг.4 - изображение производственной среды в предпочтительном варианте осуществления изобретения,
на фиг.5 - изображение технологического устройства в предпочтительном варианте осуществления изобретения,
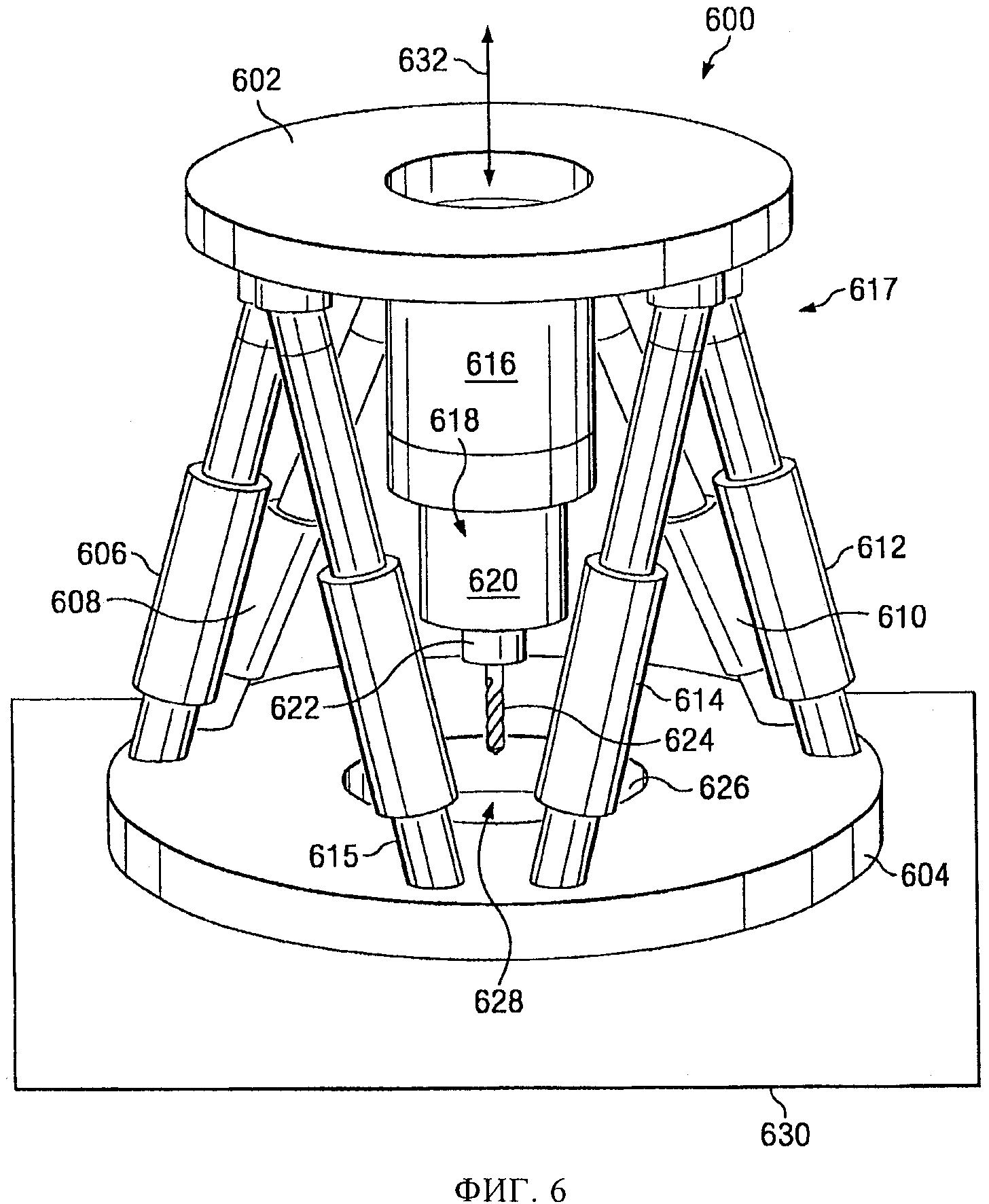
на фиг.6 - изображение технологического устройства в предпочтительном варианте осуществления изобретения,
на фиг.7 - изображение технологического устройства в предпочтительном варианте осуществления изобретения,
на фиг.8 - блок-схема выполнения операций на конструкции в предпочтительном варианте осуществления изобретения, и
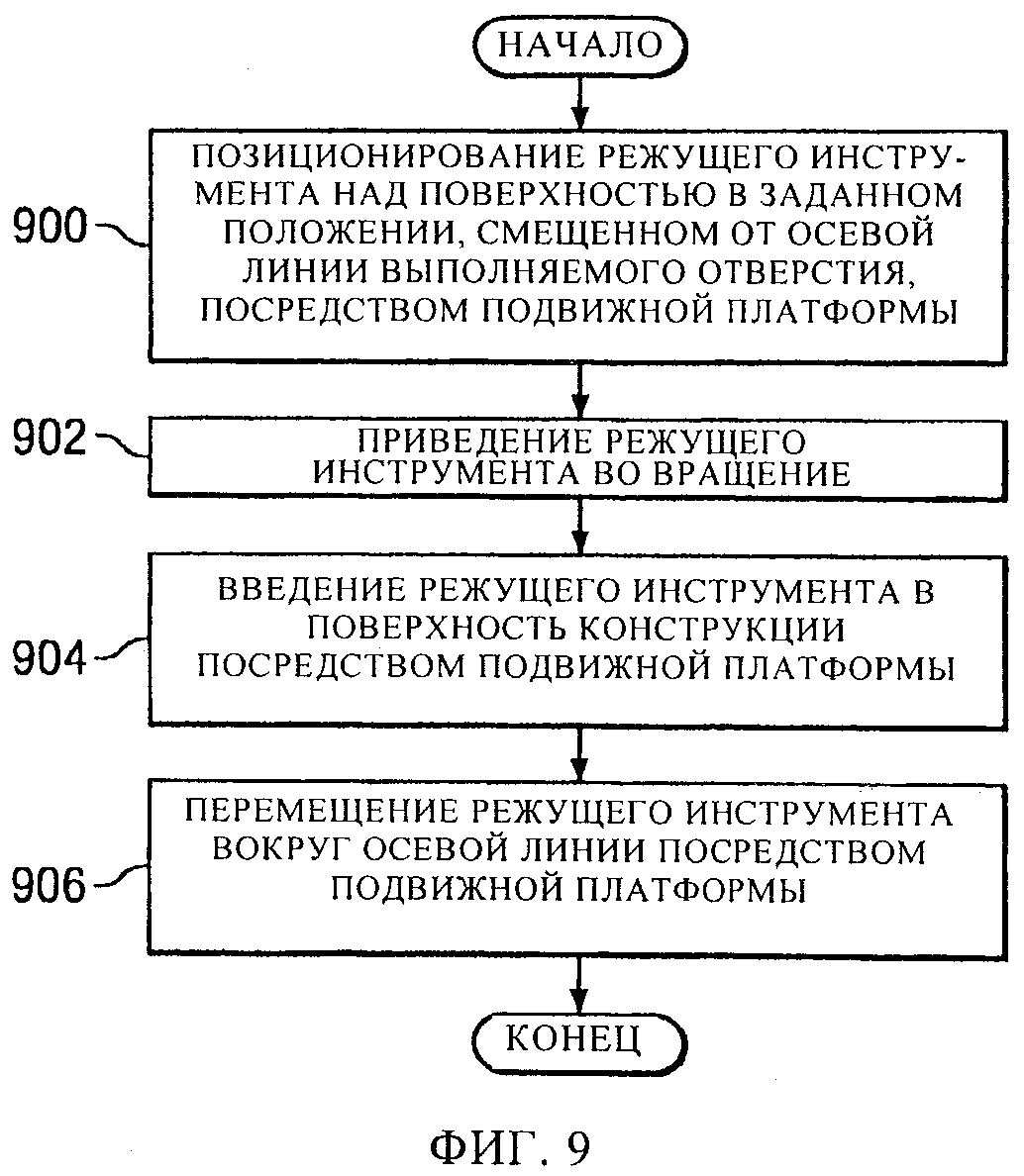
на фиг.9 - блок-схема выполнения сверлильной операции в заданном месте в предпочтительном варианте осуществления изобретения.
Осуществление изобретения
Представленные на чертежах варианты осуществления изобретения рассматриваются в контексте способа 100 производства и эксплуатации летательного аппарата, представленного на фиг.1, и в контексте летательного аппарата 200, схематично представленного на фиг.2. На фиг.1 приведена схема, иллюстрирующая этапы осуществления способа производства и эксплуатации летательного аппарата в целесообразном варианте осуществления изобретения. В период подготовки к производству способ 100 производства и эксплуатации летательного аппарата может включать в себя разработку технических требований (ТТ) к летательному аппарату и проектирование 102 летательного аппарата 200, показанного на фиг.2, и материально-техническое снабжение 104.
Стадия производства включает в себя изготовление 106 узлов (агрегатов) и комплектующих изделий, а также сборку 108 летательного аппарата 200, показанного на фиг.2. После этого летательный аппарат 200, показанный на фиг.2, может проходить сертификацию и процедуру поставки 110 для его принятия в эксплуатацию 112. Во время нахождения в эксплуатации у заказчика летательный аппарат 200, показанный на фиг.2, проходит плановые технические обслуживания и профилактический ремонт 114, которые могут включать в себя доработки, переоборудование, модернизацию и другие работы по эксплуатации и ремонту.
Каждый из процессов способа 100 производства и эксплуатации летательного аппарата может выполняться или осуществляться производителем, третьим лицом и/или оператором. Оператор в рассматриваемых примерах может быть заказчиком. Для целей настоящего описания производитель может включать в себя любое число предприятий-изготовителей летательных аппаратов и предприятий-смежников; третье лицо может включать в себя, не ограничиваясь нижеперечисленным, любое число продавцов, субподрядных организаций и поставщиков; оператором может быть авиатранспортная компания, лизинговая компания, военная организация, сервисная организация и т.д.
На фиг.2 показана схема летательного аппарата, в котором может быть реализован целесообразный вариант осуществления изобретения. В рассматриваемом примере летательный аппарат 200 изготавливается способом 100 производства и эксплуатации летательного аппарата, представленным на фиг.1, и может включать в себя планер 202 с системами 204 и интерьером 206. В качестве примеров систем 204 можно назвать одно или несколько из следующего: двигательная установка 208, электрическая система 210, гидравлическая система 212 и система 214 жизнеобеспечения. Летательный аппарат может быть оборудован любым числом других систем. Хотя в качестве примера рассматривается продукция авиакосмической промышленности, изобретение в различных целесообразных вариантах его осуществления может найти применение и в других отраслях, таких как автомобилестроительная промышленность.
Рассматриваемые в описании устройства и способы могут использоваться при осуществлении любой одной или нескольких стадий способа 100 производства и эксплуатации летательного аппарата, показанного на фиг.1. Например, узлы (агрегаты) и комплектующие изделия, изготавливаемые на стадии 106, показанной на фиг.1, могут изготавливаться аналогично изготовлению узлов (агрегатов) и комплектующих изделий, когда летательный аппарат 200 находится в показанной на фиг.1 стадии эксплуатации 112.
Кроме того, один или несколько из вариантов выполнения устройства, вариантов осуществления способа или их комбинация могут использоваться на стадиях производства, таких как показанные на фиг.1 стадия 106 изготовления узлов (агрегатов) и комплектующих изделий и стадия сборки 108, например, с существенным упрощением сборки летательного аппарата 200 или уменьшения его стоимости. Аналогичным образом, один или несколько из вариантов выполнения устройства, вариантов осуществления способа или их комбинация может использоваться при нахождении летательного аппарата 200 в эксплуатации 112 или во время технического обслуживания и ремонта 114, показанных на фиг.1.
В качестве иллюстративного примера, различные целесообразные варианты осуществления изобретения могут быть реализованы по меньшей мере на одной из следующих стадий: изготовление 106 узлов (агрегатов) и комплектующих изделий, сборка 108 изделия, техническое обслуживание и профилактический ремонт 114. Выражение "по меньшей мере один из" при его использовании в описании перед перечнем, означает, что один или несколько пунктов перечня могут использоваться в различных комбинациях и любой пункт перечня может быть необходим только в отдельности. Например, конструкция "по меньшей мере один из следующих пунктов: пункт A, пункт B и пункт C" может включать в себя, в частности, вариант: пункт A или пункт A и пункт B. Этот пример также может включать в себя вариант: пункт A, пункт B и пункт C; или пункт B и пункт C.
В частности, изобретение в одном или нескольких целесообразных вариантАХ его осуществления может применяться для выполнения операций по изготовлению конструкций для летательного аппарата 200. К этим операциям может относиться, в частности, сверление отверстий для установки крепежных систем, скрепляющих друг с другом детали в конструкции для летательного аппарата 200. Например, можно сверлить отверстия в каркасах для планера 202 для крепления к этим каркасам панелей обшивки.
Различные целесообразные варианты осуществления изобретения признают и учитывают ряд различных соображений. Например, различные целесообразные варианты осуществления изобретения признают и учитывают то, что существующие решения могут быть не в состоянии обеспечить требуемый уровень точности, необходимый для сверления отверстий, и/или могут быть не в состоянии обеспечить возможность одновременного выполнения других задач в той же области, в которой производится сверление отверстий. Хотя для сверления отверстий и могут использоваться ручные сверлильные машины, такого рода машины могут быть слишком тяжелыми и/или громоздкими для того, чтобы их мог поднимать и/или ими мог работать один человек.
Кроме того, такого рода машины могут вручную устанавливаться на специальной сверлильной плите. Сверлильную плиту можно устанавливать в заданном положении для сверления отверстия. При таком позиционировании используют координатные оси сверлильной плиты. После того как положение сверлильной плиты отрегулировано, может выполняться сверлильная операция с использованием координатных осей ручной сверлильной машины. Иначе говоря, позиционирование сверлильной плиты осуществляется с использованием координатных осей одного механизма или позиционирующего приспособления, тогда как сверлильная операция выполняется с использованием координатных осей другого устройства, а именно сверлильной машины. Различные целесообразные варианты осуществления изобретения признают и учитывают то, что использование двух различных наборов координатных осей требует дополнительных компонентов. Эти дополнительные компоненты могут повысить уровень сложности, увеличить размер и стоимость сверлильного устройства.
Различные целесообразные варианты осуществления изобретения признают и учитывают то, что после высверливания каждого отверстия рабочий должен вручную снять ручную сверлильную машину со сверлильной плиты, перенести машину в следующее место и снова укрепить ручную машину на сверлильной плите. Различные целесообразные варианты осуществления изобретения признают и учитывают то, что этот процесс может быть очень длительным и может повышать стоимость изготовления летательного аппарата.
Различные целесообразные варианты осуществления изобретения также признают и учитывают то, что такого рода машина может устанавливаться с опорой на пол. Во время сверления отверстий машина автоматизированного сверления может быть подвержена толчкам и/или вибрациям, вызываемым другими работами, выполняемыми в этот момент в процессе сборки.
Таким образом, изобретение в различных целесообразных вариантах его осуществления относится к способу выполнения операций на конструкции. В одном или нескольких различных целесообразных вариантах осуществления изобретения подвижная платформа может поддерживаться в относящейся к конструкции области, задавая рабочую зону. Подвижная платформа может быть соединена с режущим инструментом, который может приводиться в движение путем включения приводов, работающих относительно нескольких координатных осей и соединенных с подвижной платформой. Режущий инструмент может перемещаться во множество мест в пределах рабочей зоны посредством подвижной платформы с подвижностью по нескольким осям. Операция в рабочей зоне в каждом из множества мест также может выполняться посредством подвижной платформы с подвижностью по нескольким осям.
Иначе говоря, позиционирование инструмента и/или сама операция может выполняться посредством подвижной платформы с подвижностью по нескольким осям. Для позиционирования инструмента и выполнения операции может использоваться один и тот же механизм. Этот процесс дает возможность использовать технологическое устройство меньшего размера по сравнению с оборудованием, используемым в настоящее время для выполнения операций на конструкции в различных ее местах.
Изобретение в целесообразном варианте его представляет собой способ выполнения операций на конструкции. При этом может использоваться поверх система направляющих (рельсов), установленных по обе стороны накладки. По направляющим перемещается каретка с возможностью ее фиксации в требуемом месте пути. На каретке может быть установлено устройство с числовым управлением, обладающее подвижностью по нескольким координатным осям. Устройство с числовым управлением может иметь неподвижную платформу, на которой закреплены системы привода, обеспечивающие перемещения по нескольким координатным осям. На системах привода может быть установлена подвижная платформа, которая расположена в относящейся к конструкции области с заданием рабочей зоны.
Подвижная платформа может быть соединена с режущим инструментом, который может приводиться в движение в пределах рабочей зоны путем включения приводов по нескольким координатным осям. Инструмент можно перемещать посредством подвижной платформы во множество мест в пределах рабочей зоны. Посредством подвижной платформы в каждом из множества мест инструментом может выполняться операция в пределах рабочей зоны.
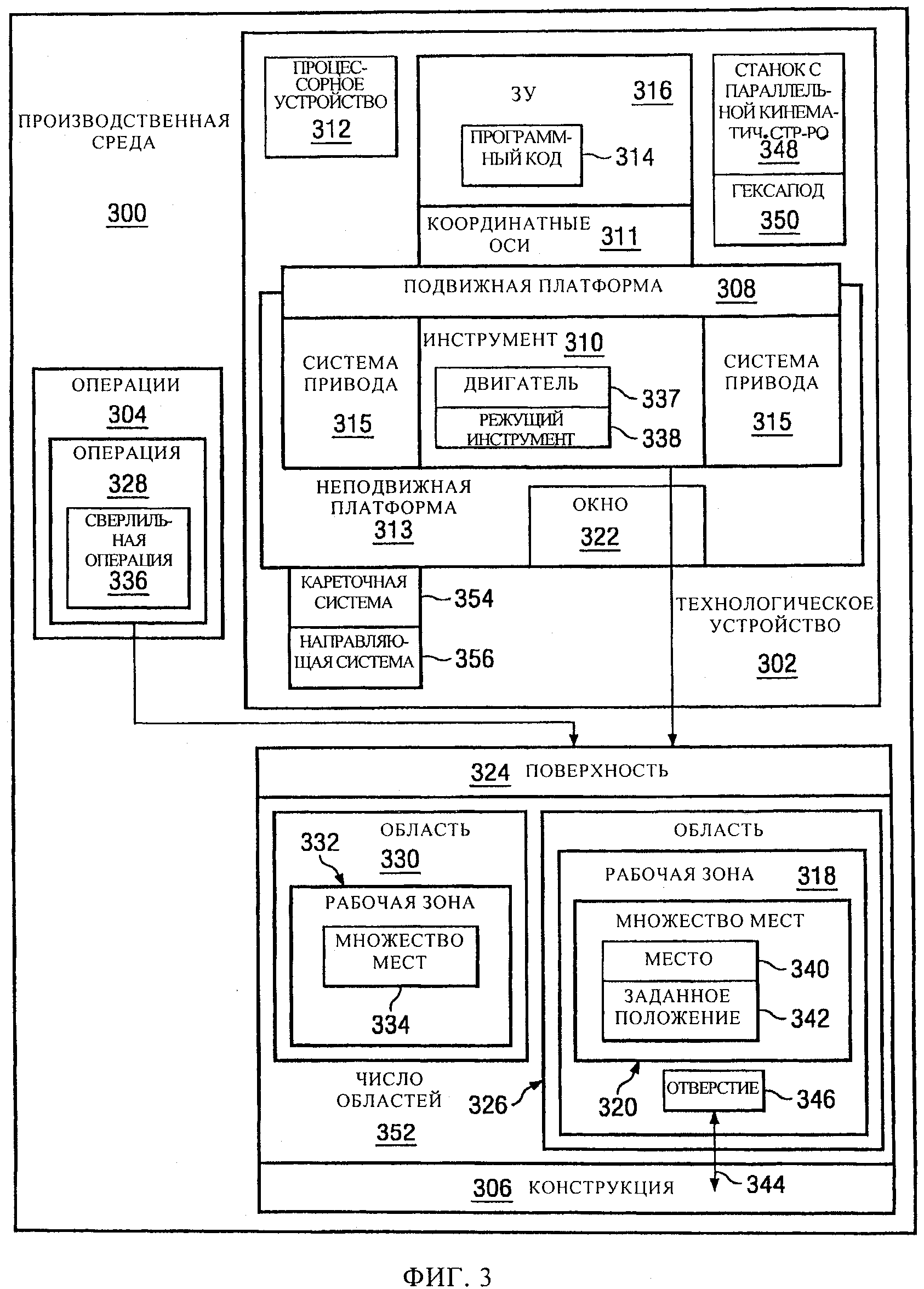
На фиг.3 показана структурная схема производственной среды в предпочтительном варианте осуществления изобретения. Производственная среда 300 может использоваться для изготовления деталей для летательных аппаратов, например для летательного аппарата 200, показанного на фиг.2.
В рассматриваемом иллюстративном примере технологическое устройство 302 применяется для выполнения операций 304 на конструкции 306. В зависимости от конкретного выполнения эти операции могут быть различного рода. В частности, операции 304 могут включать в себя сверлильную операцию, клепальную операцию, бурильную операцию, операцию скрепления, операцию герметизации, измерительную операцию, разметочную операцию, окрасочную операцию и/или любые другие подходящие виды операциЙ. Сверлильная операция обозначена на схеме позицией 336.
Технологическое устройство 302 может иметь подвижную платформу 308, которая соединена с инструментом 310. Подвижная платформа 308 может быть выполнена с возможностью приведения инструмента 310 в движение по нескольким координатным осям 311. Такая подвижность может обеспечивать, в частности, шесть степеней свободы инструмента 310. В рассматриваемых примерах координатные оси 311 включают в себя ось X, ось Y и ось Z. Кроме того, может быть предусмотрена возможность поворота вокруг этих осей, что наделяет подвижный инструмент 310 шестью степенями свободы.
В рассматриваемых примерах подвижная платформа 308 может быть связана с неподвижной платформой 313. Связь подвижной платформы 308 с неподвижной платформой 313 может быть реализована путем прикрепления, фиксации, приваривания термокомпрессионным методом, приклеивания подвижной платформы к неподвижной платформе и/или путем выполнения подвижной платформы как части неподвижной платформы 313. В представленных иллюстративных примерах подвижная платформа 308 может двигаться относительно неподвижной платформы 313.
Неподвижная платформа 313 может крепиться к конструкции 306, зафиксирована на ней и/или может поддерживаться в определенном положении по отношению к конструкции 306 иным образом. Кроме того, для выполнения операций 304 подвижная платформа 308 также может перемещать инструмент 310 относительно неподвижной платформы 313.
Подвижная платформа 308 может быть подвижно прикреплена к неподвижной платформе 313 посредством системы 315 привода. Система 315 привода может представлять собой, в частности, группу звеньев и приводов, способных приводить в движение подвижную платформу 308. Кроме того, система 315 привода также может соединять инструмент 310 с подвижной платформой. В рассматриваемых иллюстративных примерах подвижная платформа 308 может быть прикреплена к неподвижной платформе 313.
В рассматриваемых иллюстративных примерах управление подвижной платформой 308 и инструментом 310 может осуществляться при помощи процессорного устройства 312. В процессорном устройстве 312 может выполняться программный код 314, находящийся в определенном количестве запоминающих устройств (ЗУ) 316, Процессорное устройство 312 может включать в себя один центральный процессор, многоядерный процессор, несколько процессоров и/или устройство любого иного типа, способное управлять технологическим устройством 302 для выполнения операций 304 в конструкции 306.
В представленных на чертежах примерах программный код 314 может храниться в некотором количестве запоминающих устройств 316. Запоминающее(-ие) устройство(-а) 316 может/могут хранить программный код 314 в функциональной форме, пригодной для выполнения кода процессорным устройством 312. Запоминающее(-ие) устройство(-а) 316 может/могут включать в себя, например, по меньшей мере одно из следующих устройств:
запоминающее устройство с произвольной выборкой, постоянное запоминающее устройство, накопитель на жестких магнитных дисках, твердотельный накопитель и/или запоминающее устройство любого другого типа. В контексте изобретения понятие "количество", используемое в отношении предметов, означает один или несколько таких предметов. Например, определенное количество запоминающих устройств означает одно или несколько запоминающих устройств.
В рассматриваемом иллюстративном примере неподвижная платформа 313 может иметь рабочую зону 318, через которую при помощи инструмента 310 могут выполняться операции 304 во множестве мест 320 в пределах рабочей зоны 318. Рабочая зона 318 может быть любой частью конструкции 306, доставаемой инструментом 310 посредством подвижной платформы 308 для выполнения операции 328. Рабочая зона 318 может быть любым участком и/или объемом, в котором или через который инструмент 310 может доставать до множества мест 320 для выполнения операций 304.
В этом представленном на чертеже примере рабочая зона 318 может быть задана окном 322 в неподвижной платформе 313. Окно 322 может открывать поверхность 324 конструкции 306, когда подвижная платформа 308 поддерживается в области 326 относительно конструкции 306. В рассматриваемых иллюстративных примерах подвижная платформа 308 может быть установлена относительно конструкции 306 в области 326. Установка подвижной платформы 308 может предусматривать возможность ее перемещения и/или позиционирования относительно неподвижной платформы 313 с окном 322 с заданием рабочей зоны 318.
Разумеется, в других целесообразных вариантах осуществления изобретения рабочая зона 318 может задаваться иными путями. Например, вместо использования окна 322 рабочая зона 318 может быть задана как участок и/или объем, в котором или через который инструмент 310 при его перемещении подвижной платформой 308 может доставать до части конструкции 306.
Перемещение инструмента 310 во множество мест 320 может осуществляться посредством подвижной платформы 308 с подвижностью по нескольким координатным осям 311. Кроме того, в рассматриваемом иллюстративном примере инструмент 310 может использоваться для выполнения операции 328 из числа операций 304 в каждом из множества мест 320.
В различных целесообразных вариантах осуществления изобретения операция 328 может выполняться посредством подвижной платформы 308 с подвижностью по нескольким координатным осям 311. Иначе говоря, подвижная платформа 308 может как перемещать инструмент 310 в различные места, входящие во множестве мест 320, так и приводить инструмент 310 в движение для выполнения операции 328 в каждом из множества мест 320. Перемещение инструмента 310 и выполнение операции 328 инструментом 310 может осуществляться по нескольким координатным осям 311 посредством подвижной платформы 308.
После того как операция 328 выполнена для каждого из множества мест 320, подвижная платформа 308 может быть переведена в другое положение, например в область 330 на конструкции 306, с образованием второй рабочей зоны, в данном случае рабочей зоны 332. В области 330 операция 328 может выполняться в каждом из множества мест 334, находящихся в рабочей зоне 332.
Как видно, позиционирование и перемещение инструмента 310 в области 326 и области 330 может выполняться посредством подвижной платформы 308. Подвижность платформы 308 по нескольким осям 311 может использоваться для перемещения инструмента 310 во множество мест 320 и множество мест 334, а также для выполнения операции 328 в каждом из множества мест 320 и множества мест 334. В рассматриваемых иллюстративных примерах система 315 привода также может соединять инструмент 310 с подвижной платформой 308. Таким образом, система 315 привода может перемещать инструмент 310 вдоль одной из нескольких осей 311, относящихся к подвижной платформе 308.
В рассматриваемых иллюстративных примерах инструмент 310 может быть выполнен в виде двигателя 337 вращения шпинделя и режущего инструмента 338. Операция 328 в рассматриваемых примерах может быть сверлильной операцией 336. В рассматриваемом иллюстративном примере инструмент 310 может быть перемещен в место 340, входящее во множество мест 320, посредством подвижной платформы 308 с подвижностью по нескольким координатным осям 311. После этого режущий инструмент 338 может быть позиционирован подвижной платформой 308 в месте 340 и в заданном положении 342 над поверхностью 324.
При позиционировании режущего инструмента 338 над поверхностью 324 режущий инструмент 338 может быть установлен со смещением от осевой линии 344 отверстия 346 для сверления отверстия 346 в месте 340 посредством подвижной платформы 308. Осевая линия 344 может быть осью, нормальной к поверхности 324 конструкции 306. После этого режущий инструмент 338 приводится во вращение. Во время вращения режущего инструмента 338 он может вводиться в поверхность 324 конструкции 306 посредством подвижной платформы 308.
Кроме того, для образования отверстия 346 режущий инструмент 338 можно перемещать вокруг осевой линии 344 подвижной платформой 308. В рассматриваемых примерах движение режущего инструмента 338 может происходить, в частности, по окружности для образования круглого отверстия. Разумеется, в других целесообразных вариантах осуществления изобретения отверстие 346 может выполняться и в других формах. В частности, отверстие 346 может быть квадратным, прямоугольным, овальным отверстием или отверстием любой другой подходящей формы.
Хотя инструмент 310 в рассматриваемых иллюстративных примерах представлен как двигатель 337 вращения шпинделя с режущим инструментом 338, инструмент 310, в зависимости от конкретного выполнения, может принимать и другие формы. Инструмент 310 может быть, в частности, клепальным молотком, аппаратом для нанесения герметика, краскораспылителем, машиной для установки крепежных деталей, лазером, ультразвуковым буром, щупом и/или любым другим подходящим инструментом. При использовании различных инструментов операция 328 может включать в себя, в частности, сверлильную операцию, клепальную операцию, бурильную операцию, операцию скрепления, операцию герметизации, измерительную операцию, разметочную операцию и окрасочную операцию.
В целесообразных вариантах осуществления изобретения неподвижная платформа 313, система 315 привода и подвижная платформа 308 могут принимать различные формы. В частности, неподвижная платформа 313, система 315 привода и подвижная платформа 308 могут быть воплощены в станке с 348 параллельной кинематической структурой, гексаподе 350 и/или любой иной подходящей платформе.
Кроме того, неподвижную платформу 313, систему 315 привода и подвижную платформу 308 можно перемещать, помимо области 330, в ряд других областей 352. Разумеется, в некоторых целесообразных вариантах осуществления изобретения можно обходиться без неподвижной платформы 313. В таком варианте выполнения система 315 привода может крепиться непосредственно к поверхности 324 конструкции 306. Неподвижная платформа 313 может быть прикреплена к кареточной системе 354. Кареточная система 354 может быть выполнена с возможностью перемещения неподвижной платформы 313, системы 315 привода, подвижной платформы 308 и инструмента 310 по направляющей системе 356. Направляющая система 356 может крепиться к конструкции 306.
Приведенная на фиг.3 иллюстрация производственной среды 300 не накладывает физических или архитектурных ограничений на возможности осуществления изобретения. В дополнение к компонентам производственной среды, показанным на фиг.3, и/или вместо них могут использоваться и другие компоненты. Кроме того, в некоторых целесообразных вариантах осуществления изобретения можно обходиться без некоторых компонентов. Далее, некоторые функциональные компоненты представлены блоками. Один или несколько из этих блоков, при их реализации в различных целесообразных вариантах осуществления изобретения, могут быть объединены и/или разбиты на различные блоки.
Например, в некоторых целесообразных вариантах осуществления изобретения для выполнения операций 304 на конструкции 306 в дополнение к подвижной платформе 308 могут быть предусмотрены дополнительные подвижные платформы. В других целесообразных вариантах осуществления изобретения для выполнения операции 328 во множестве мест 320 в рабочей зоне 318 в дополнение к инструменту 310 может быть предусмотрен дополнительный инструмент. В следующих целесообразных вариантах осуществления изобретения в дополнение к рабочей зоне 332 в подвижной платформе 308 могут быть предусмотрены дополнительные рабочие зоны.
В некоторых целесообразных вариантах осуществления изобретения программный код 314 может выполняться другим устройством обработки данных, удаленным по отношению к процессорному устройству 312. При использовании такого рода решения в процессорное устройство 312 могут направляться по линии связи команды на выполнение операций на конструкции 306.
В качестве еще одного примера, подвижная платформа 308 перед выполнением операции 328 может приводить инструмент 310 в нормальное положение относительно конструкции 306. Например, перед выполнением операции 328 подвижная платформа 308 может приводить режущий инструмент 338 к нормали к поверхности 324 конструкции 306.
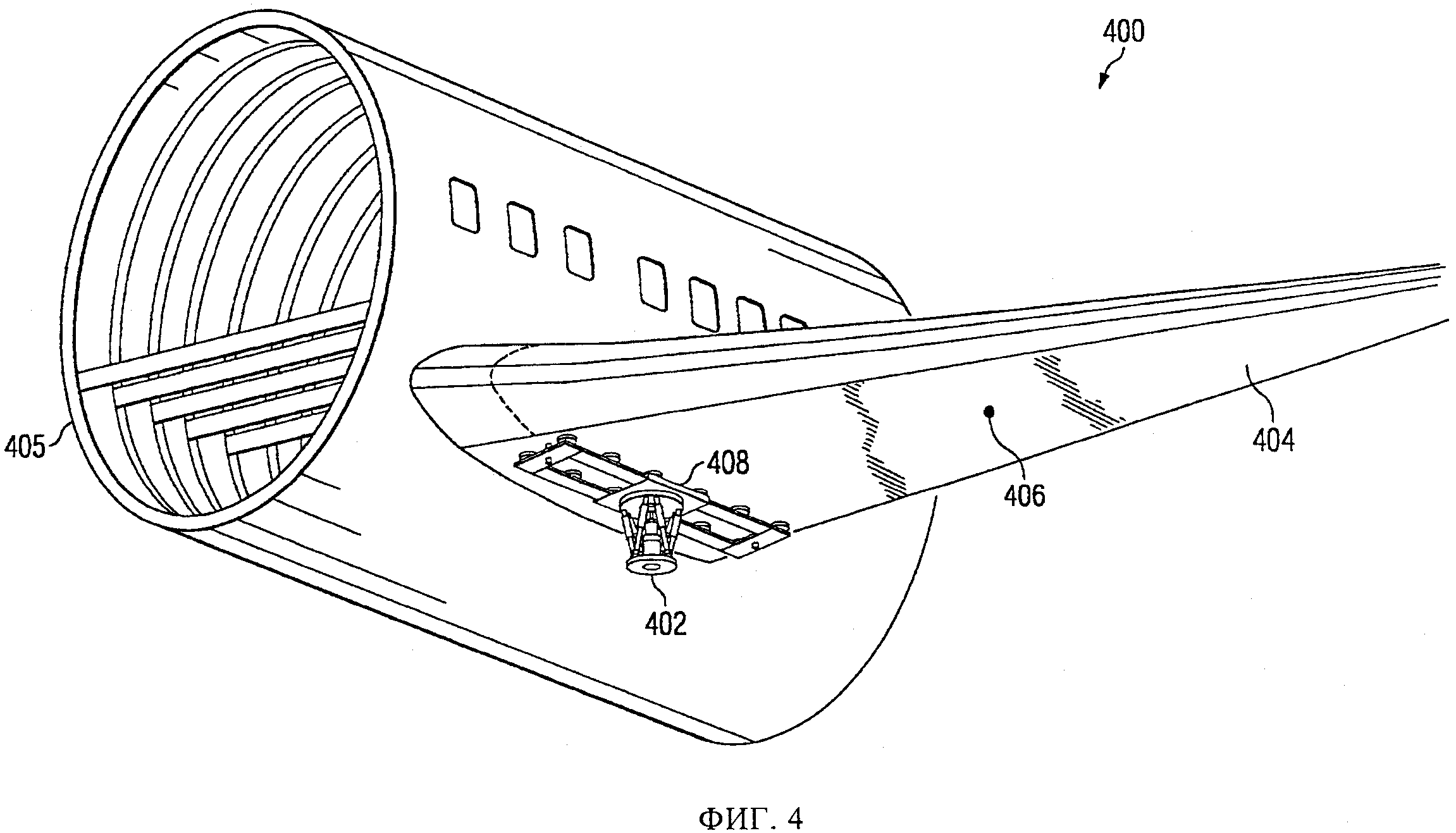
На фиг.4 приведено изображение производственной среды в предпочтительном варианте осуществления изобретения. В рассматриваемом иллюстративном примере производственная среда 400 является примером одной реализации производственной среды 300, показанной на фиг.3.
В этом конкретном примере технологическое устройство 402 может использоваться для выполнения операций на конструкции 404, прикрепленной к фюзеляжу 405. Технологическое устройство 402 может выполнять операции на поверхности 406 конструкции 404. Как видно в рассматриваемом иллюстративном примере, для выполнения операций в положениях 408 на поверхности 406 конструкции 404 технологическое устройство 402 может быть прикреплено к этой поверхности 406. Технологическое устройство 402 также может использоваться для выполнения операций на фюзеляже 405.
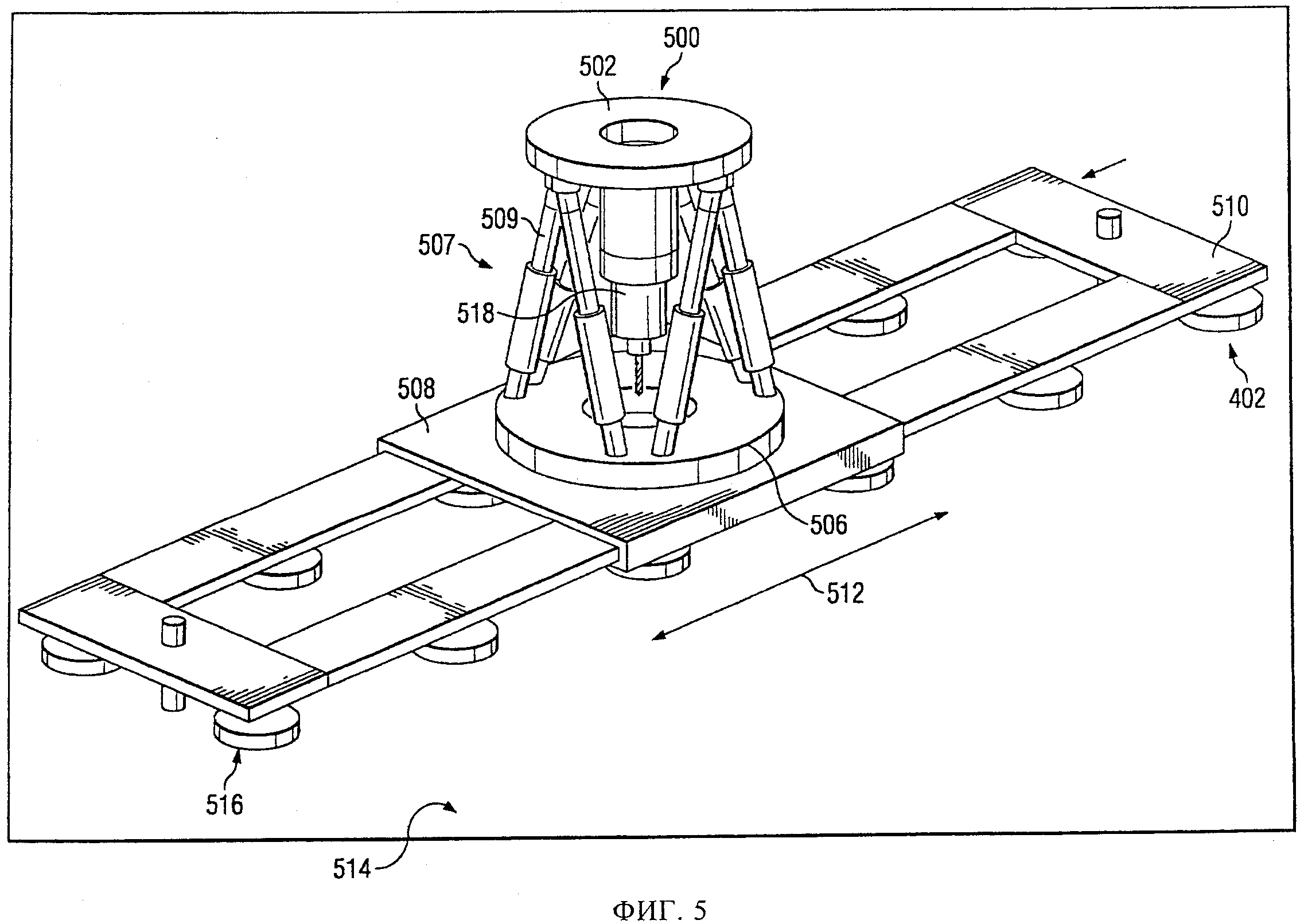
На фиг.5 приведено изображение технологического устройства в предпочтительном варианте осуществления изобретения. В рассматриваемом иллюстративном примере технологическое устройство 402, изображенное на фиг.4, показано более подробно.
Технологическое устройство 402 может иметь вид гексапода 500 и может содержать подвижную платформу 502. В рассматриваемых иллюстративных примерах технологическое устройство 402 может содержать подвижную платформу 502, систему 507 привода и неподвижную платформу 506. В рассматриваемых примерах система 507 привода может включать в себя группу линейных приводов 509. Подвижная платформа 502 может крепиться к неподвижной платформе 506 через систему 507 привода. В рассматриваемых иллюстративных примерах система 507 привода для подвижной платформы 502 может быть прикреплена к неподвижной платформе 506. Таким образом, подвижная платформа 502 имеет возможность перемещения относительно неподвижной платформы 506 в этом примере.
Неподвижная платформа 506 может быть зафиксирована на кареточной системе 508 с возможностью перемещения вдоль направляющей системы 510 в направлении стрелок 512. Направляющая система 510 может быть зафиксирована на поверхности 514 конструкции 404 при помощи системы 516 вакуумных присосок.
Как показано на чертеже, подвижная платформа 502 может быть соединена с инструментом 518, который можно перемещать в различные места путем приведения в действие системы 507 привода и позиционирования системы 507 привода для выполнения операций на поверхности 406 конструкции 404, показанной на фиг.4.
На фиг.6 приведено изображение технологического устройства в предпочтительном варианте осуществления изобретения. Технологическое устройство 600 представляет собой пример выполнения технологического устройства 302, схематически представленного на фиг.3.
В рассматриваемом иллюстративном примере технологическое устройство 600 может содержать подвижную платформу 602, неподвижную платформу 604, приводы 606, 608, 610, 612, 614, 615 и привод 616 по оси Z. В рассматриваемых иллюстративных примерах приводы 606, 608, 610, 612, 614, 615 и привод 616 по оси Z образуют систему 617 привода. В рассматриваемых примерах эти приводы могут быть выполнены в виде линейных приводов.
Кроме того, технологическое устройство 600 также может иметь инструмент 618. Инструмент 618 может содержать двигатель 620 вращения шпинделя, шпиндель 622, режущий инструмент 624 и/или любые иные подходящие компоненты. В рассматриваемых иллюстративных примерах окно 626 в неподвижной платформе 604 может задавать рабочую зону 628. Комбинация приводов для технологического устройства 600 позволяет позиционировать инструмент 618 по шести степеням свободы, а также выполнять операции во всей рабочей зоне 628. Кроме того, привод 616 по оси Z, входящий в систему 617 привода, может обеспечивать движение подачи, перемещая двигатель 620 вращения шпинделя, шпиндель 622 и режущий инструмент 624 вдоль ось Z, обозначенной номером позиции 632.
В такой конфигурации технологическое устройство 600 может иметь меньший размер по сравнению с существующим в настоящее время технологическим устройством для сверления отверстий и/или выполнения других операций на летательном аппарате. Технологическое устройство 600 может быть установлено на конструкции 630, на которой должны выполняться операции. Например, на конструкции 630 может быть установлена неподвижная платформа 604.
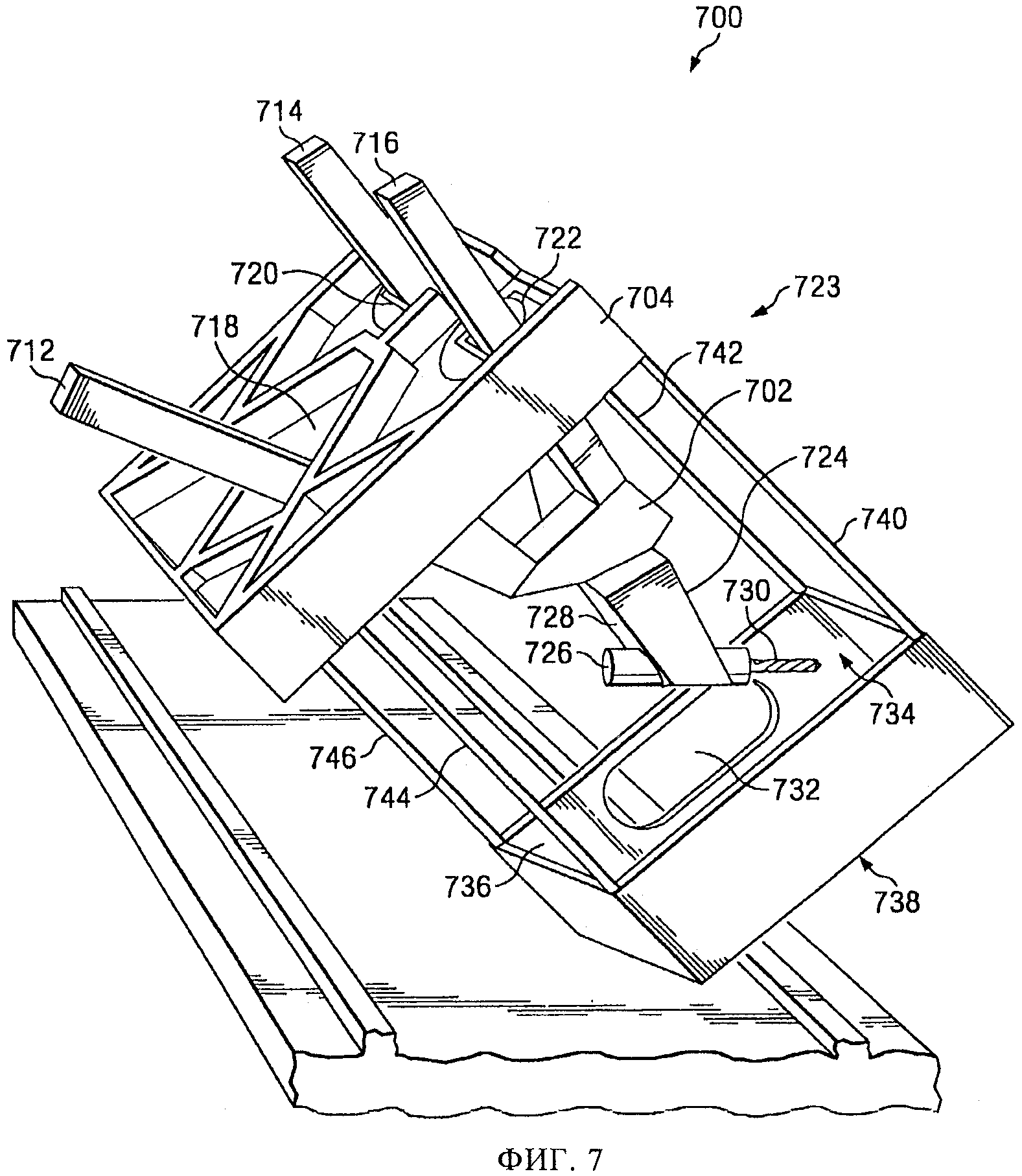
На фиг.7 приведено изображение технологического устройства в еще одном предпочтительном варианте осуществления изобретения. Изображенное технологическое устройство 700 представляет собой пример выполнения технологического устройства 302, схематически представленного на фиг.3.
Технологическое устройство 700 может иметь подвижную платформу 702 и неподвижную платформа 704. Подвижная платформа 702 может быть связана с неподвижной платформой 704 деталями 712, 714 и 716 удлиненной формы. Эти детали удлиненной формы могут быть установлены подвижно с приводом от двигателей 718, 720 и 722. В рассматриваемых иллюстративных примерах детали удлиненной формы и двигатели могут образовывать систему 723 привода.
Кроме того, к подвижной платформе 702 также может быть прикреплен подвижный элемент 724. К подвижному элементу 724 может быть прикреплен инструмент 726. В рассматриваемых примерах инструмент 726 может представлять собой двигатель 728 с режущим инструментом 730. Рабочая зона 732 может быть задана областью 734 на поверхности 736 конструкции 738, до которой может доставать инструмент 726. В рассматриваемом примере подвижная платформа 702 может поддерживаться относительно поверхности 736 конструкции 738 установочными элементами 740, 742, 744 и 746 на неподвижной платформе 704.
В зависимости от конкретного исполнения рабочая зона 732 может выходить за установочные элементы 740, 742, 744 и 746. В рассматриваемых иллюстративных примерах установочные элементы 740, 742, 744 и 746 могут быть прикреплены к каретке, аналогичной кареточной системе 508, предназначенной для использования с направляющей системой 510, показанной на фиг.5.
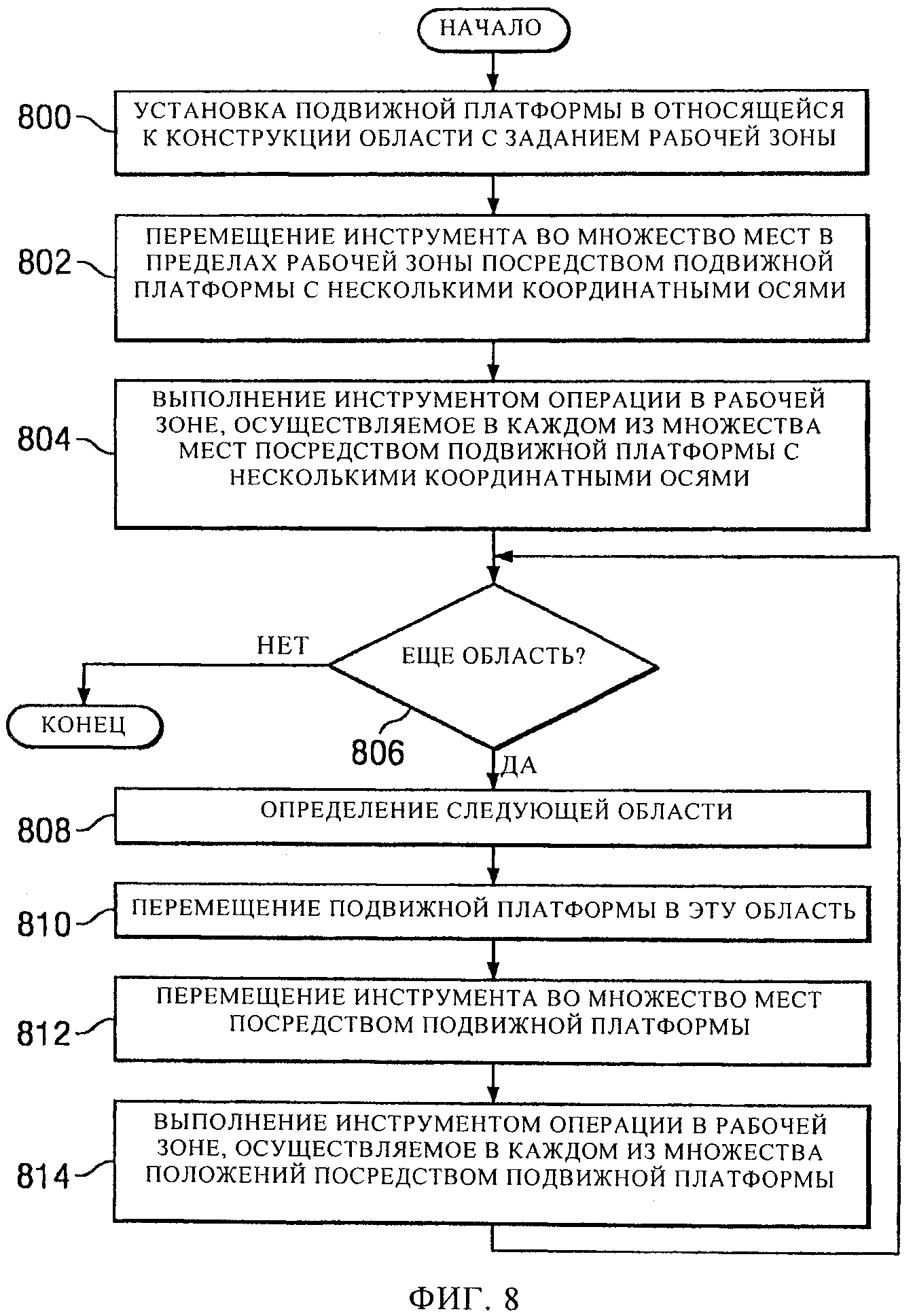
На фиг.8 приведена блок-схема выполнения операций на конструкции в предпочтительном варианте осуществления изобретения. Технологический процесс, представленный на фиг.8, может быть реализован в производственной среде такой, например, как производственная среда 300, представленная на фиг.3.
Этот процесс может начинаться установкой подвижной платформы 308 в относящейся к конструкции 306 области 330 с заданием рабочей зоны 332 (стадия 800). Подвижная платформа 308 может быть соединена с инструментом 310. Инструмент 310 может быть перемещаемым относительно нескольких координатных осей 311 посредством подвижной платформы 308.
Инструмент 310 перемещают во множество мест 334 в пределах рабочей зоны 332 посредством подвижной платформы 308 с подвижностью по нескольким координатным осям 311 (стадия 802). При этом в рабочей зоне 318 в каждом из множества мест 334 инструментом 310 может выполняться операция 328, осуществляемая посредством подвижной платформы 308 с подвижностью по нескольким координатным осям 311 (стадия 804). Затем определяют, имеется ли еще одна область, в которой можно выполнить операцию 328 (стадия 806). Если такая область существует, определяют следующую область (стадия 808).
После этого подвижную платформу 308 можно переместить в область 330 (стадия 810). После этого инструмент 310 посредством подвижной платформы 308 перемещают во множество мест 334 (стадия 812). В каждом из множества мест 334 в рабочей зоне 332 инструментом 310 с помощью подвижной платформы 308 может выполняться операция 328 (стадия 814). Затем процесс возвращается на стадию 806. Если на стадии 806 установлено, что других областей нет, процесс завершается.
На фиг.9 приведена блок-схема осуществления предлагаемого в изобретении способа в его предпочтительном варианте применительно к выполнению сверлильной операции в определенном месте. Технологический процесс, представленный на фиг.8, может быть реализован в производственной среде 300 с применением технологического устройства 302, когда инструмент 310 выполнен в виде двигателя 337 вращения шпинделя и режущего инструмента 338, схематически представленных на фиг.3.
Процесс может начинаться позиционированием режущего инструмента 338 над поверхностью 324 конструкции 306 в заданном положении, смещенном от осевой линии 344 выполняемого отверстия 346, посредством подвижной платформы 308 (операция 900). После позиционирования режущего инструмента 338 его приводят во вращение (операция 902).
После приведения режущего инструмента 338 во вращение его посредством подвижной платформы 308 вводят в поверхность 324 конструкции 306 (операция 904). В некоторых целесообразных вариантах осуществления изобретения подвижная платформа 308 на стадии 904 может перемещаться. В других целесообразных вариантах осуществления изобретения подвижная платформа 308 может подавать режущий инструмент 338, вводя его в поверхность 324 конструкции 306, с помощью привода, входящего в систему 315 привода. В частности, система 315 привода может содержать привод по оси Z, перемещающий шпиндель вдоль его оси.
Кроме того, после приведения режущего инструмента 338 во вращение его посредством подвижной платформы 308 перемещают вокруг осевой линии 344 (операция 906), после чего процесс завершается. Это движение вокруг осевой линии 344 может быть движением по окружности, движением по овальной линии и/или любым другим подходящим движением. В некоторых целесообразных вариантах осуществления изобретения движение, совершаемое на стадиях 904 и 906, может быть движением по спирали.
Таким образом, предметом изобретения в различных целесообразных вариантах его осуществления является способ выполнения операций на конструкции. В различных целесообразных вариантах осуществления изобретения подвижную платформу 308 позиционируют в относящейся к конструкции 306 области 326 с заданием рабочей зоны 318. Подвижная платформа 308 может быть соединена с инструментом 310, установленным с возможностью перемещения посредством подвижной платформы 308 относительно нескольких осей 311. Инструмент 310 перемещают во множество мест 320 в пределах рабочей зоны 318 посредством подвижной платформы 308. В каждом из множества мест 320 в рабочей зоне 318 инструментом 310 выполняют операцию 328 посредством подвижной платформы 308.
Таким образом, различные целесообразные варианты осуществления изобретения обеспечивают возможность выполнения операций с помощью технологического устройства, имеющего меньший размер по сравнению с механизмами, используемыми в настоящее время. Подвижная платформа в различных иллюстративных примерах обеспечивает возможность как перемещения инструмента в различные места области, в которой должны выполняться операции, так и перемещения инструмента и/или манипулирования им для собственно выполнения операций.
В различных целесообразных вариантах осуществления изобретения технологическое устройство обеспечивает возможность задействования одних и тех же координатных осей для позиционирования инструмента и для выполнения операции. В одном или нескольких различных целесообразных вариантах осуществления изобретения может обеспечиваться объединение в одной машине возможностей позиционирования, имеющихся у существующих ручных машин с орбитальным (эксцентриковым) приводом, с возможностями регулирования смещения, имеющийся у двигателя с числовым управлением.
Различные целесообразные варианты осуществления изобретения рассмотрены выше лишь для раскрытия изобретения, а приведенное выше описание не исчерпывает всех возможностей осуществления изобретения и не должно трактоваться как ограничивающее эти возможности раскрытыми вариантами. Для специалиста должна быть очевидной возможность осуществления изобретения в видоизмененной относительно рассмотренных вариантов форме. Хотя различные целесообразные варианты осуществления изобретения описаны применительно к летательным аппаратам, в других целесообразных вариантах осуществление изобретения возможно и в отношении других видов конструкций.
Например, другие целесообразные варианты осуществления изобретения могут использоваться применительно к мобильной платформе, стационарной платформе, конструкции наземного, водного, космического базирования и/или другому подходящему объекту. В частности, обрабатываемая конструкция может представлять собой надводное судно, танк, транспортер для перевозки личного состава, поезд, космический аппарат, космическую станцию, спутник, крыло летательного аппарата, хвостовое оперение летательного аппарата, фюзеляж, гондолу или обтекатель, картер двигателя, подводную лодку, автомобиль, силовую установку, мостовую конструкцию, дамбу, производственную установку и здание.
Кроме того, одни целесообразные варианты осуществления изобретения могут обеспечивать иные преимущества по сравнению с другими вариантами.
Рассмотренный(-ые) выше вариант(-ы) осуществления изобретения выбран(-ы) таким образом, чтобы наилучшим образом разъяснить принципы и практическое применение изобретения и раскрыть изобретение в объеме, достаточном для его осуществления специалистом с учетом его возможных видоизменений, адаптированных к конкретному применению.
Способ и система управления работой устройства с использованием комплексного моделирования с возможностью временного сдвига
Самоудерживающаяся ячеистая теплозвукоизоляция
Концевые крылышки, содержащие поверхности с углублением, и соответствующие системы и способы
Система и способ для формирования подкрепляющего элемента за одно целое с многослойным металловолокнистым листом
Регистрация удара молнии
Способ выполнения синхронизированной роботизированной технологической операции на конструкции, имеющей ограниченное пространство, в частности на кессоне крыла летательного аппарата, соответствующее компьютерное устройство и роботизированная установка
Способ и аппарат для формования, и соответствующая им предварительно отформованная заготовка со средой для гидростатического прессования
Низкопрофильный гаечный ключ
Упрочненная структура титанового сплава для применения в зубчатых колесах трансмиссий
Формование для получения одинаковых характеристик листов, аппарат для сварки трением с перемешиванием с использованием охлаждающего элемента
Способ и система управления работой устройства с использованием комплексного моделирования с возможностью временного сдвига
Самоудерживающаяся ячеистая теплозвукоизоляция
Концевые крылышки, содержащие поверхности с углублением, и соответствующие системы и способы
Система и способ для формирования подкрепляющего элемента за одно целое с многослойным металловолокнистым листом
Регистрация удара молнии
Способ выполнения синхронизированной роботизированной технологической операции на конструкции, имеющей ограниченное пространство, в частности на кессоне крыла летательного аппарата, соответствующее компьютерное устройство и роботизированная установка
Способ и аппарат для формования, и соответствующая им предварительно отформованная заготовка со средой для гидростатического прессования
Низкопрофильный гаечный ключ
Упрочненная структура титанового сплава для применения в зубчатых колесах трансмиссий
Формование для получения одинаковых характеристик листов, аппарат для сварки трением с перемешиванием с использованием охлаждающего элемента

