Результат интеллектуальной деятельности: СПОСОБ ЗАТОЧКИ ЛЕЗВИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ШЛИФОВАЛЬНЫМ КРУГОМ
Вид РИД
Изобретение
Изобретение относится к металлообработке и может быть использовано при заточке лезвийного инструмента.
Известен способ заточки режущих лезвий на инструментах, заключающийся в их заточке на универсально-заточном станке алмазным чашечным или тарельчатым кругом, отличающийся тем, что заточку «закрытых» режущих лезвий производят «углом» мелко- или среднезернистого круга при нескольких последовательных разворотах шлифовальной головки на угол 15-60°, а заточку «открытых» лезвий производят после заточки «закрытых» лезвий при «нулевом» положении шлифовальной головки (Пат. 96123260 РФ, Фейман И.И., Померанцев М.А. Способ заточки режущих лезвий на инструментах).
Наиболее близким по совокупности признаков к предлагаемому является способ заточки, заключающийся в том, что необрабатываемую смежную поверхность лезвия сопрягают с базовой поверхностью основания, выполненного в виде геометрического тела клиновидной формы с плоскими базовой и свободной поверхностями. Свободную поверхность основания при наладке станка располагают ниже подлежащей обработке поверхности лезвия на величину hи, меньшую снимаемого при заточке припуска Z на величину припуска, оставляемого на окончательную заточку или доводку, и шлифуют сначала только поверхность лезвия инструмента, а после снятия основной части припуска Z шлифуют совместно обе поверхности - основания и инструмента. Способ позволяет повысить качество и производительность заточки лезвийного инструмента шлифовальным кругом, обеспечивает отсутствие заусенца на режущей кромке, интенсифицирует процесс теплопередачи из лезвия затачиваемого инструмента в основание (Пат. 2165838 от 27.04.2001).
Недостатком известных способов является низкое качество заточки лезвия режущего инструмента и низкая производительность, сложность технологического процесса и высокие требования к точности оборудования.
Задачей изобретения является повышение производительности и качества заточки и снижение трудоемкости получения высококачественного лезвия режущего инструмента за счет усовершенствования способа заточки.
Данный технический результат достигается тем, что в предлагаемом способе заточки лезвия металлорежущего инструмента в качестве шлифовального инструмента применяется шлифовальный круг с алмазными головками, различных марок, зернистости и связок, при этом скорость резания находится в пределах 135-280 м/с, продольная подача стола станка 3-9 м/мин, поперечная подача стола станка 0,01-0,06 мм/дв. ход.
Применяемый шлифовальный круг с алмазными головками (RU 55665 от 27.08.2006; RU 101666 от 27.01.11).
Указанный технический результат достигается тем, что согласно заявляемому техническому решению в качестве способа заточки применяется способ обработки сверхтвердых материалов (RU 2440229 от 20.01.12).
На чертеже представлено лезвие твердосплавного металлорежущего инструмента, полученное при скоростях затачивания от 135 до 280 м/с.
Способ обработки сверхтвердых материалов используют для заточки металлорежущего инструмента и получения радиуса округления (остроты) лезвия инструмента менее 3 мкм, с применением шлифовального круга с алмазными головками, различных марок, зернистости и связок.
Исследования показали, что при использовании заявляемого способа заточки металлорежущего инструмента острота лезвия, характеризуемая радиусом округления, составляет менее 3 мкм.
Результаты исследований приведены в таблице на чертеже.
Как видно из чертежа, способ заточки лезвия металлорежущего инструмента позволяет получать остроту лезвия 1…2 мкм при скорости резания в пределах от 135 до 280 м/с.
Рассмотрим конкретный пример реализации предложенного способа заточки. Твердосплавную пластину в оправке жестко закрепляют в приспособлении, установленном на столе станка. Осуществляют шлифование поверхности пластины шлифовальным кругом, вращающимся со скоростью, например, 180 м/с, причем пластину в оправке возвратно-поступательно перемещают в плоскости шлифования со скоростью продольной подачи стола станка 3 м/мин, а также осуществляют поперечное перемещение поперечной подачей стола станка, составляющее 0,03 мм/дв. ход. Шлифование твердосплавной пластины осуществляют при помощи специального шлифовального круга для алмазно-абразивной обработки (по RU 55665 от 27.08.2006; RU 101666 от 27.01.11) сухим способом, без охлаждения. При высоких скоростях резания при шлифовании изменяется характер износа шлифовальных зерен алмазных головок. Истирание вершин алмазных зерен прекращается и начинают преобладать зерна с острыми кромками, что говорит о их микроскалывании. Это изменение вида износа зерен алмазных головок позволяет обеспечивать высокую производительность процесса затачивания с высоким качеством заточки лезвия режущего инструмента менее 3 мкм, без значительных тепловыделений.
Предлагаемый способ заточки лезвия металлорежущего инструмента с использованием шлифовального круга с алмазными головками, различных марок, зернистости и связок, со скоростью резания в пределах 135-280 м/с, с продольной подачей стола станка 3-9 м/мин и поперечной подачей стола станка 0,01-0,06 мм/дв.ход. позволяет повысить производительность и качество заточки, а также снизить трудоемкость получения высококачественного лезвия режущего инструмента.
Способ заточки лезвия металлорежущего инструмента шлифовальным кругом с алмазными головками, характеризующийся тем, что округляют лезвие металлорежущего инструмента с получением радиуса менее 3 мкм, при этом металлорежущий инструмент устанавливают жестко в оправке на столе станка, причем скорость резания шлифовального круга выбирают в пределах 135-280 м/с, продольную подачу стола станка 3-9 м/мин, а поперечную подачу стола станка 0,01-0,06 мм/дв.ход.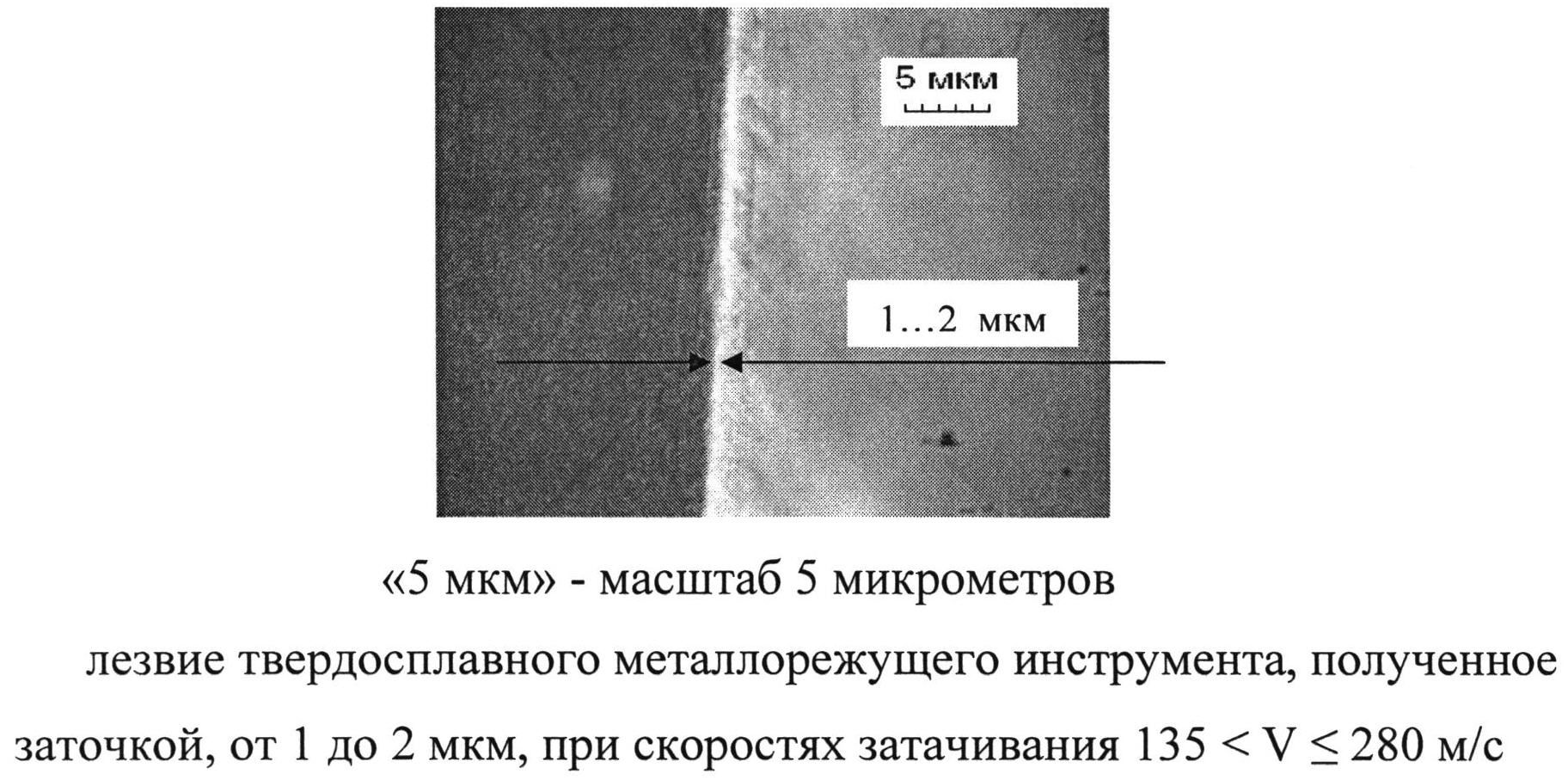
Способ получения металлического порошка механической обработкой цилиндрической заготовки
Автономный асинхронный генератор с автотрансформаторной обмоткой статора
Динамический гаситель колебаний
Автономный асинхронный генератор с автотрансформаторной обмоткой статора
Способ упрочнения твердосплавного инструмента
Вальцевание монолитных вафельных обечаек
Способ диагностики точности металлорежущего станка под нагрузкой
Способ диагностики точности металлорежущего станка под нагрузкой

