Результат интеллектуальной деятельности: СПОСОБ ОКОНЧАТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МИКРОУЗЛА
Вид РИД
Изобретение
Изобретение относится к микроэлектронике, а именно к технологии окончательной сборки герметичных микроузлов и микросборок, имеющих вакуум или иную среду внутри, и может быть использовано в приборостроительной промышленности в технологии сборки герметичных приборов, закрытых металлическим кожухом.
Известен «Способ герметизации откачных отверстий малого диаметра» (см. патент РФ №2069916, опубликованный 27.11.1996 г.). Способ герметизации заключается в следующем: на наружной поверхности кожуха соосно с откачным отверстием выполнена теплоизолирующая канавка, глубина которой должна быть не менее зоны воздействия лазерного луча. Перед герметизацией, защищаемый узел с кожухом ориентируют в вакуумной камере так, чтобы угол наклона оси откачного отверстия был в пределах 45-70°С по отношению к линии прохождения лазерного луча. Заварка откачного отверстия проводится под углом из-за возможности как отражения лазерного луча внутрь колпака микроузла, так и стекания расплавленного металла.
Для герметизации откачного отверстия в микроузле предварительно приваривают кожух к основанию микроузла, что требует дополнительного приспособления для ориентации микроузла в вакуумной камере.
Вышеуказанный способ является наиболее близким по технической сущности к заявляемому способу и поэтому выбран в качестве прототипа.
Недостатком прототипа является сложная технология герметизации микроузлов и микросборок из-за высоких требований к миниатюризации приборов такого типа.
Решаемой технической задачей является создание способа окончательной герметизации микроузла, закрытого металлическим кожухом, имеющего вакуум или иную среду внутри с упрощенной технологией герметизации.
Достигаемым техническим результатом является повышение технологичности процесса герметизации микроузла, качества сварного соединения, исключение возможности попадания расплавленного металла или луча лазера во внутренний объем микроузла.
Для достижения технического результата в способе окончательной герметизации микроузла, включающем помещение собранного микроузла в вакуумную камеру, вакуумирование или заполнение объема рабочим газом и осуществлением герметизации микроузла, новым является то, что одновременно при изготовлении кожуха микроузла в его основании выполняют кольцевую теплоизолирующую канавку и паз, после чего кожух устанавливают на основании микроузла с зазором для образования парогазового канала между свариваемыми кромками кожуха, основания микроузла и пазом, с последующей сваркой лазерным лучом между собой так, что сварной шов имеет непроваренный отрезок в зоне паза, не прекращая процесса вакуумирования или газозаполнения через парогазовый канал, осуществляют окончательную герметизацию микросборки, заваривая непроваренный отрезок лазерным лучом.
Новая совокупность существенных признаков позволяет повысить технологичность процесса герметизации микроузла, имеющего вакуум или иную среду внутри, повысить качество сварного соединения, исключить возможность попадания расплавленного металла или луча лазера во внутренний объем микроузла.
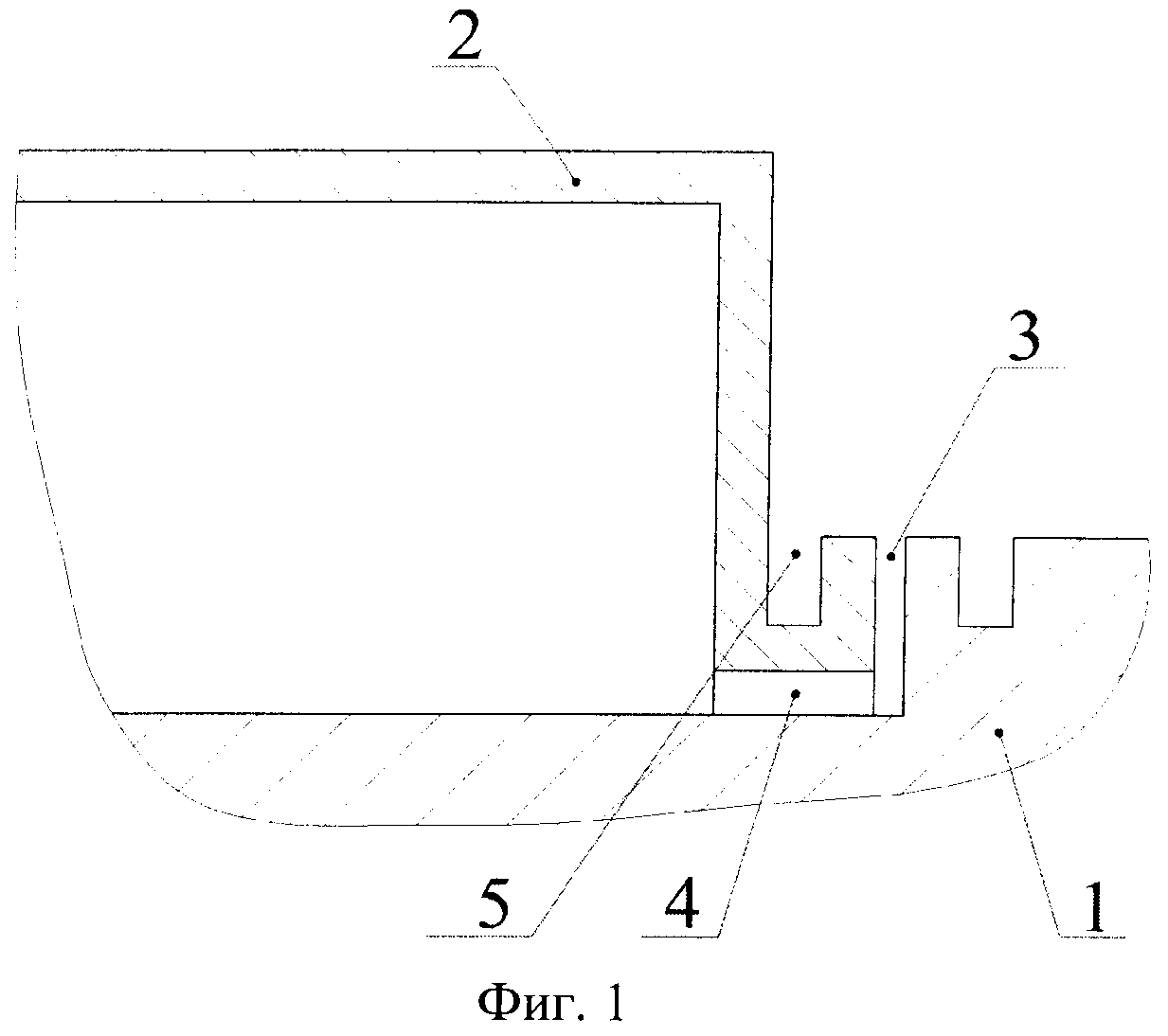
Способ реализуется устройством, представленным на фигуре 1.
На фигуре 2 представлен кожух с пазом.
Способ окончательной герметизации микроузла включает помещение микроузла в вакуумную камеру, вакуумирование или заполнение объема рабочим газом и осуществление герметизации микроузла. Вакуумирование или газозаполнение производится через парогазовый канал, образованный зазором 3 между свариваемыми кромками кожуха 2, основания 1 микроузла и пазом 4, выполненным в основании кожуха 2 с теплоизолирующей канавкой 5.
Способ осуществляется следующим образом.
Одновременно при изготовлении кожуха 2 микроузла в его основании выполняют кольцевую теплоизолирующую канавку 5 и паз 4. В вакуумной камере или вне ее кожух 2 устанавливают на основании 1 с зазором для образования парогазового канала между свариваемыми кромками кожуха 2, основания 1 микроузла и пазом 4. После чего кожух 2 и основание 1 сваривают между собой лазерным лучом, оставляя непроваренный отрезок в зоне паза 4. Вакуумирование или газозаполнение производится через парогазовый канал. Не прекращая процесса вакуумирования или газозаполнения, осуществляют окончательную герметизацию микроузла путем заваривания непроваренного отрезка лазерным лучом.
Был изготовлен действующий образец микроузла, рабочий объем которого был заполнен азотно-гелиевой смесью. Окончательная герметизация микроузла и приварка кожуха к корпусу производилась за одну технологическую операцию. Степень натекания составила 1·10-8 м3·Па/с. Действующий образец подтвердил работоспособность заявляемого способа герметизации микроузлов.
Способ герметизации микроузла, включающий помещение собранного микроузла в вакуумную камеру, вакуумирование или заполнение объема рабочим газом и осуществление герметизации микроузла, отличающийся тем, что одновременно при изготовлении кожуха микроузла в его основании выполняют кольцевую теплоизолирующую канавку и паз, после чего кожух устанавливают на основании микроузла с зазором для образования парогазового канала между свариваемыми кромками кожуха, основания микроузла и пазом, с последующей сваркой лазерным лучом между собой так, что сварной шов имеет непроваренный отрезок в зоне паза, не прекращая процесса вакуумирования или газозаполнения через парогазовый канал, осуществляют окончательную герметизацию микроузла, заваривая непроваренный отрезок лазерным лучом.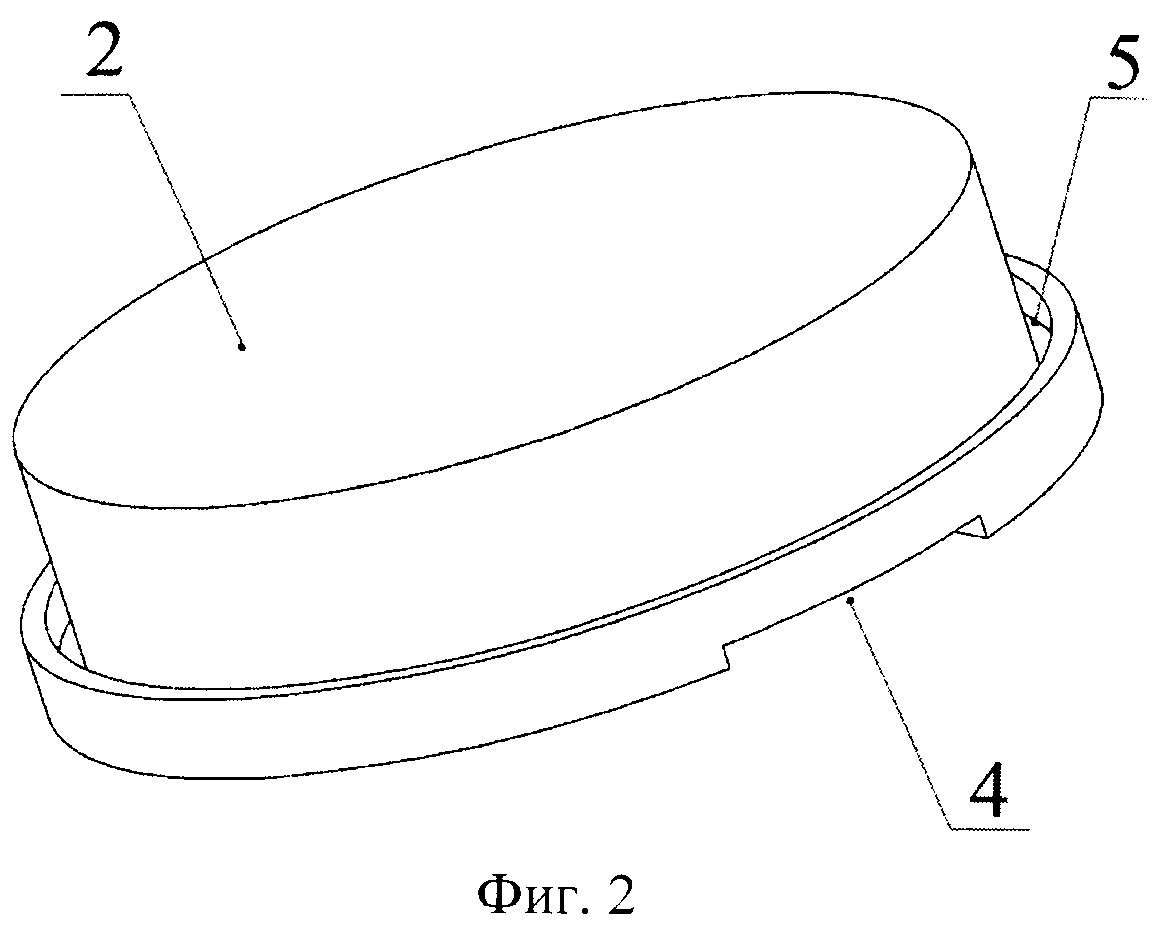
Система управления неустойчивостью внутреннего срыва плазмы в режиме реального времени в установках типа токамак
Способ корпусирования отражательной линии задержки
Пороговый датчик инерционного типа
Способ удаления перенапылённых углеводородных слоёв
Устройство для электрического соединения внутрикамерных компонентов с вакуумным корпусом термоядерного реактора
Устройство для крепления модуля бланкета на вакуумном корпусе термоядерного реактора
Электроизоляционный заливочно-пропиточный компаунд
Дифференциальный измерительный преобразователь
Высокотемпературный гафнийсодержащий сплав на основе титана
Способ изготовления плоских изделий из гафнийсодержащего сплава на основе титана
Способ иммобилизации жидких высокосолевых радиоактивных отходов
Материал датчика для эпр дозиметрии ионизирующих излучений
Магнитная система

