Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5,0+1,5/-1,0×4300+80/-30 мм
Вид РИД
Изобретение
Изобретение относится к трубному производству, в частности к способу производства шестигранных труб-заготовок размером «под ключ» 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, и может быть использовано на ТПУ 8-16″ с пилигримовыми станами ОАО «ЧТПЗ» при производстве бесшовных горячекатаных передельных труб размером 287×11×25500-27000 мм для последующего передела их в шестигранные трубы-заготовки размером «под ключ» 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм.
В трубном производстве известен способ производства чехловых шестигранных труб-заготовок из борсодержащей стали для уплотненного хранения и транспортировки отработанного ядерного топлива, включающий отливку слитков электрошлаковым переплавом из борсодержащей стали, обточку их по наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки, сверление центрального отверстия диаметром 100±5 мм, нагрев слитков-заготовок, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовом стане в передельные трубы-плети размером 290×12×22000-23000 мм, порезку труб-плетей на трубы кратной длины, правку, порезку кратных труб на трубы-краты, расточку и обточку их в цилиндрические трубы-заготовки и теплое профилирование в шестигранные трубы-заготовки размером 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм (патент RU №2317865, B21B 21/04, 27.02.2008).
Недостатком известного способа, который предназначен для производства шестигранных труб-заготовок размером 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм с содержанием бора 1,3-1,8%, является невозможность его использования для производства труб из менее пластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, поскольку известная последовательность технологических операций и режимы обработки не позволяют получить трубы-заготовки требуемого качества.
Наиболее близким по технической сущности является способ производства шестигранных труб-заготовок размером «под ключ» 257+2,0/-3,0×6,0-2,0/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива из передельных труб размером 290×12×25500-27500 мм, включающий отливку слитков размером 510×1725±25 мм электрошлаковым переплавом из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, обточку их по наружной поверхности в слитки-заготовки размером 485±5×1725±25 мм, сверление сквозного центрального отверстия диаметром 100±5 мм, нагрев слитков-заготовок до температуры 1040-1060°C, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы размером 460×вн.295×2940-3000 мм с обжатием по диаметру Δ от 4,2 до 6,1% и вытяжкой μ от 1,73 до 1,81, прокатку гильз на пилигримовом стане в передельные трубы-плети размером 290×12×25500-27500 мм с вытяжкой μ=9,34 и обжатием по диаметру Δ=36,5%, порезку труб-плетей пилой горячей резки на трубы длиной 10100-10500 мм и остаток, правку труб, порезку труб на трубы-краты размером 5050-5250 мм, расточку и обточку их в круглые трубы-заготовки размером 284,75+2,0/-3,0×6,0+2,0/-1,0 мм и теплое профилирование в шестигранные трубы-заготовки размером «под ключ» 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм (патент RU №2470723, B21B 21 21/00, 27.12.2012).
Одним из основных недостатков данного прототипа, также как и выше приведенного аналога, является то, что данный способ распространяется на производство передельных труб размером 290×12 мм с отношением D/S=24,2 и не решает технологические вопросы нагрева, прошивки и прокатки передельных труб-плетей размером 287×11×25500-27000 мм с отношением D/S=26,1 из сплошных по высоте слитков-заготовок стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%.
Задачей предложенного способа является освоение технологического процесса производства нового размера передельных труб-плетей увеличенной длины из низкопластичной стали с содержанием бора от 2,0 до 3,0% на ТПУ 8-16″ с пилигримовыми станами, снижение массы шестигранной трубы-заготовки на 17-18%, а следовательно, снижение их стоимости, снижение массы стеллажей при одновременном увеличении их вместимости, т.е. увеличение массы отработанного ядерного топлива, повышение надежности стеллажей для хранения и транспортировки отработанного ядерного топлива на вновь вводимых и реконструируемых объектах атомной энергетики.
Технический результат достигается тем, что способ производства шестигранных труб-заготовок размером «под ключ» 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, характеризующийся тем, что осуществляют отливку слитков электрошлаковым переплавом размером 480×1800±25 мм, обточку их наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки размером 465±5,0×1800±25 мм, сверление сквозного центрального отверстия диаметром 100±5 мм. нагрев слитков-заготовок до температуры 1040-1050°C, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы размером 460×вн.290×2820-2900 мм с обжатием по диаметру Δ от 0 до 2,2% и вытяжкой μпр от 1,59 до 1.66, прокатку гильз на пилигримовом стане в передельные трубы-плети размером 287×11×25500-27000 мм с вытяжкой μп=10,26 и обжатием по диаметру Δ=37,4%, порезку труб-плетей пилой горячей резки на кратные трубы длиной 10200-10500 мм и остаток, их правку, порезку труб кратной длины на трубы-краты, расточку и обточку в цилиндрические трубы размером 281,1±2,0×5+1,5/-1,0 и теплое профилирование в шестигранные трубы-заготовки заданного размера.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается от известного тем, что слитки электрошлакового переплава отливают размером 480×1800±25 мм, обтачивают их по наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки размером 465±5,0×1800±25 мм, сверлят сквозные центральные отверстия диаметром 100±5 мм, слитки-заготовки нагревают до температуры 1040-1050°C, слитки-заготовки прошивают в стане поперечно-винтовой прокатки в гильзы размером 460×вн.290×2820-2900 мм с обжатием по диаметру Δ от 0 до 2,2% и вытяжкой μпр от 1,59 до 1,66, гильзы прокатывают на пилигримовом стане в передельные трубы-плети размером 287×11×25500-27000 мм с вытяжкой μп=10,26 и обжатием по диаметру Δ=37,4%, производят порезку труб-плетей пилой горячей резки на кратные трубы длиной 10200-10500 мм и остаток, их правку, порезку труб кратной длины на трубы-краты, расточку и обточку в цилиндрические трубы размером 281,1±2,0×5+1,5/-1,0 и теплое профилирование в шестигранные трубы-заготовки заданного размера. Эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
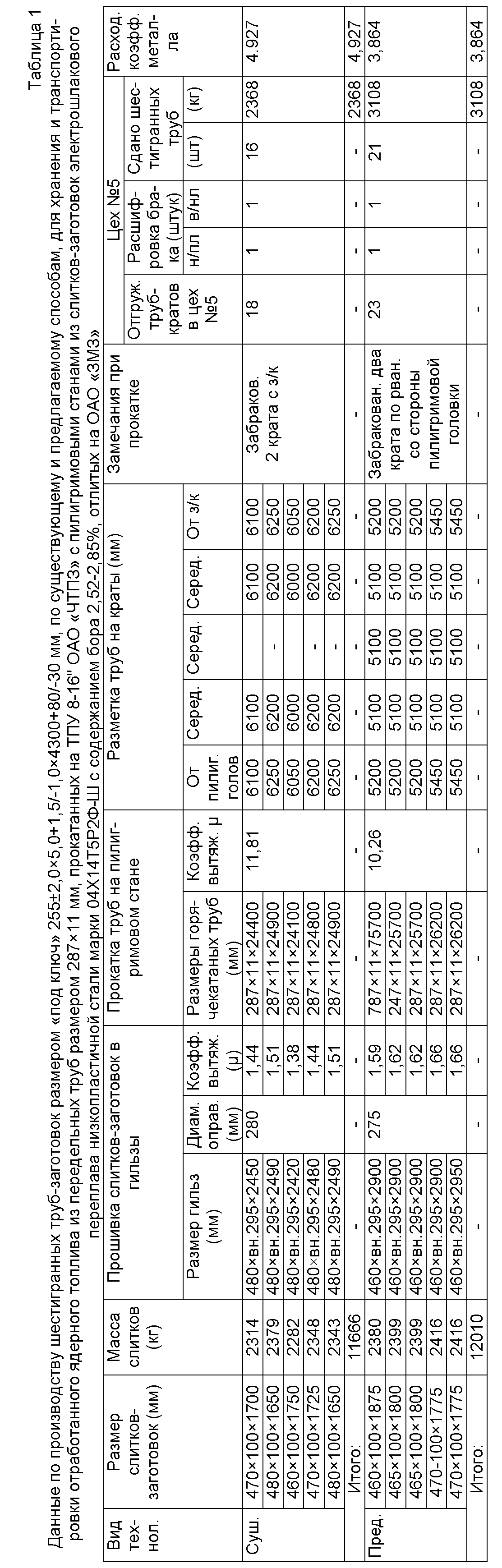
Изобретение может быть проиллюстрировано следующим примером. Для реализации способа по изобретению были использованы 10 слитков-заготовок (5 плавок) ЭШП стали марки 04Х14Т5Р2Ф-Ш поставки ОАО «ЗМЗ» с содержанием бора от 2,52 до 2,85%. Слитки-заготовки ЭШП были поделены на две части с равным содержанием бора. Пять слитков-заготовок размером 460-480×100×1650-1750 мм были изготовлены и прокатаны по существующей технологии. Пять слитков-заготовок ЭШП общей массой 11,666 т были нагреты, прошиты в гильзы размером 480×вн.295×2420-2490 мм на оправке диаметром 280 мм с коэффициентом вытяжки Δ от 1,38 до 1,51, а затем прокатаны на ТПУ 8-16″ с пилигримовыми станами в передельные грубы размером 287x11-24100-24900 мм с коэффициентом вытяжки 11,81. Каждая труба-плеть была размечена на четыре трубы-крата длиной 6100-6250 мм. В процессе предварительной приемки две трубы-крата были забракованы по рванинам со стороны затравочных концов - дефекты проката. В цех №5 на механическую обработку - расточку и обточку и профилирование было отгружено 18 кратов, из которых в процессе механической обработки были забракованы еще два крата по наружным и внутренним пленам. Спрофилированы и приняты годными 16 шестигранных труб-заготовок размером «под ключ» 255×5×4325 мм общей массой 2,368 т. Средний расходный коэффициент металла по трубам данной партии составил 4,927.
Пять слитков ЭШП с содержанием бора от 2,52 до 2,85%, общей массой 12,010 т были отлиты, обточены в слитки-заготовки, нагреты и прокатаны в передельные трубы размером 287×11×25700-26200 мм. Каждая труба-плеть была размечена на пять труб-кратов длиной 5100-5450 мм. В процессе предварительной приемки две трубы-крата были забракованы по рванинам со стороны пилигримовой головки - дефекты проката. В цех №5 на механическую обработку - расточку и обточку и профилирование было отгружено 23 крата, из которых в процессе механической обработки были забракованы два крата - один по наружной плене, а второй по внутренней плене. Спрофилированы и приняты годными 21 шестигранная труба-заготовка общей массой 3,108 т. Средний расходный коэффициент металла по трубам данной партии составил 3,864.
Данные по производству шестигранных труб-заготовок размером «под ключ» 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм, по существующему и предлагаемому способам, для хранения и транспортировки отработанного ядерного топлива из передельных труб размером 287×11 мм, прокатанных на ГПУ 8-16″ ОАО «ЧГПЗ» с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичной стати 04Х14Т5Р2Ф-Ш с содержанием бора 2,52-2,85%. отлитых на ОАО «ЗМЗ». приведены в таблице 1.
Из таблицы видно, что прокатку передельных труб размером 287x11 мм по существующей технологии производили из слитков-заготовок размером 460-480×100×1650-1725 мм, которые нагрели до температуры 1040-1050°C, прошили в стане поперечно-винтовой прокатки в гильзы размером 480×вн.295×2420-2490 мм на оправке 280 мм с вытяжкой μ от 1,44 до 1,51, с подъемом по диаметру δ от 0 до 4,3%. Прокатку передельных труб размером 287×11 мм при установившемся процессе производили с вытяжкой μ=11,81. В результате из 5 передельных труб-плетей размером 287×11×24100-24900 мм на 2-х с затравочного конца были продольные рванины длиной 1,5-1,8 м, что привело к потере 2 кратов по длине. В цех №5 было отгружено 18 кратов. В процессе передела (расточки и обточки) было забраковано 2 крата по наружным пленам и трещинам, выводящих толщину стенки за пределы минусового поля допуска 4,0 мм. Расходный коэффициент металла (отношение массы заданного металла в производство к массе сданных шестигранных труб-заготовок) по шестигранным трубам-заготовкам данной партии составил 4,927. По предлагаемой технологии в производство было задано 5 слитков-заготовок размером 460-470×100×1775-1825 мм, которые были нагреты до температуры 1040-1050°C, прошиты в стане поперечно-винтовой прокатки в гильзы размером 460×вн.290×2900 мм на оправке диаметром 280 мм с посадом по диаметру δ от 0 до 2,2%, вытяжкой μ от 1,59 до 1,66. Прокатку передельных труб размером 287×11×25700-26200 мм производили в калибре 292 мм на дорнах диаметром 268/289 мм, разогретых до температуры 500-550°C, путем прокатки настроечных углеродистых гильз. В результате из 5-ти передельных труб-плетей размером 287×11×25700-26200 мм было получено 25 труб-кратов длиной 5100-5450 мм, из которых на двух кратах со стороны пилигримовых головок были поперечные рванины на длине 0,8 и 1,9 м, что привело к потере - браку двух кратов по длине. В цех №5 отгружено 23 крата. В процессе передела (расточки и обточки) было забраковано 2 крата: из них 1 крат по наружным пленам, а второй крат по внутренним пленам, выводящим толщину стенки за пределы минусового поля допуска 4,0 мм. Расходный коэффициент металла по шестигранным трубам-заготовкам данной партии составил 3,864, т.е. на каждой тонне шестигранных труб-заготовок получена экономия металла в количестве 1063 кг.
Таким образом, по предлагаемому способу при производстве опытно-промышленной партии шестигранных труб-заготовок размером «под ключ» 255±2,0×5+1,5/-1,0×4300+80/-30 мм из низкоиластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,52 до 2,85% получено снижение расходного коэффициента металла при переделе слиток-заготовка - передельная труба-шестигранная труба-заготовка на 1063 кг на каждой тонне шестигранных труб-заготовок.
"способ производства передельных труб размером 290х12 мм на тпу 8-16" пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш с содержанием бора от 1, 3 до 3, 5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2, 0/-3, 0х6+2, 0/-1, ох4300+80/-30 мм для уплотненного хранения в бассейнах выдержки аэс и транспортировки отработанного ядерного топлива"
Способ производства бесшовных горячекатаных труб размером 530х25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства горячекатаных механически обработанных биметаллических труб размером вн.279х36 (351х36) и вн.346х40 (426х40) мм из стали марок 10гн2мфа+08х18н10т с внутренним плакирующим слоем сталью 08х18н10т толщиной 7±2 мм
Валок пилигримового стана для прокатки передельных труб размером 290х11-12 мм из низкопластичных борсодержащих сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства бесшовных труб размером 377х14-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб из хладостойких и коррозионно-стойких марок стали
Технологический инструмент стана поперечно-винтовой прокатки для прошивки-раскатки гильз-заготовок и полых слитков-заготовок электрошлакового переплава большого диаметра из легированных труднодеформируемых марок стали и сплавов
Способ производства бесшовных горячекатаных труб диаметром от 245 до 630 мм с толщиной стенки от 8 до 90 мм на трубопрокатных установках с пилигримовыми станами
Коррозионно-стойкая легированная нейтронно-поглощающая сталь для изготовления шестигранных чехловых труб для уплотненного хранения в бассейнах выдержки и транспортировки ядерного топлива
Способ производства бесшовных горячекатаных труб диаметром от 273 до 630 мм с толщиной стенки от 8 до 90 мм на трубопрокатной установке 8-16" с пилигримовыми станами
"способ производства передельных труб размером 290х12 мм на тпу 8-16" пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш с содержанием бора от 1, 3 до 3, 5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2, 0/-3, 0х6+2, 0/-1, ох4300+80/-30 мм для уплотненного хранения в бассейнах выдержки аэс и транспортировки отработанного ядерного топлива"
Способ производства бесшовных горячекатаных труб размером 530х25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства горячекатаных механически обработанных биметаллических труб размером вн.279х36 (351х36) и вн.346х40 (426х40) мм из стали марок 10гн2мфа+08х18н10т с внутренним плакирующим слоем сталью 08х18н10т толщиной 7±2 мм
Валок пилигримового стана для прокатки передельных труб размером 290х11-12 мм из низкопластичных борсодержащих сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства бесшовных труб размером 377х14-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб из хладостойких и коррозионно-стойких марок стали
Технологический инструмент стана поперечно-винтовой прокатки для прошивки-раскатки гильз-заготовок и полых слитков-заготовок электрошлакового переплава большого диаметра из легированных труднодеформируемых марок стали и сплавов
Способ производства бесшовных горячекатаных труб диаметром от 245 до 630 мм с толщиной стенки от 8 до 90 мм на трубопрокатных установках с пилигримовыми станами
Коррозионно-стойкая легированная нейтронно-поглощающая сталь для изготовления шестигранных чехловых труб для уплотненного хранения в бассейнах выдержки и транспортировки ядерного топлива
Способ производства бесшовных горячекатаных труб диаметром от 273 до 630 мм с толщиной стенки от 8 до 90 мм на трубопрокатной установке 8-16" с пилигримовыми станами

