Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ
Вид РИД
Изобретение
Изобретение относится к технологии склеивания, в частности к способу изготовления методом вакуумирования крупногабаритных трехслойных термостатированных сотовых панелей с повышенными требованиями к геометрической точности поверхности обшивки.
Из существующего уровня техники известен способ склеивания трехслойных сотовых панелей (патенты RU №2286290).
Изобретение (патент RU №2286290) относится к космической технике и может быть использовано при изготовлении термостатируемых панелей. Способ изготовления трехслойной панели с встроенным в нее жидкостным коллектором включает изготовление коллектора требуемой конфигурации и испытания на прочность, герметичность и контроль гидравлического сопротивления его жидкостного тракта, затем соединение поверхности полки коллектора с поверхностью обшивки теплопроводящим клеем и соединение элементов панели - обшивок с коллекторами с сотовым заполнителем и деталями насыщения - склеиванием, помещением ее в термопечь с созданием в ней соответствующих условий по давлению и температуре. После этого в сотовой панели выполняют отверстия определенной глубины под установку вставок, имеющих резьбовые отверстия для ввинчивания винтов крепления приборов к поверхностям панели, и вклеивают вставки в указанные отверстия. Затем проводят испытания панели на воздействие механических нагрузок, обезгаживание, термоциклирование, заключительные испытания на прочность и на герметичность жидкостного тракта и контроль геометрических параметров панели. Согласно изобретению после выполнения отверстий под установку вставок жидкостный тракт панели дополнительно испытывают на прочность и на герметичность и судят о качестве жидкостного тракта после выполнения вышеуказанных отверстий. В результате становится возможно гарантировать качественное изготовление панели.
Недостатком данного способа является применение данной технологии для склеивания сотовых панелей небольших габаритных размеров.
Наиболее близким к заявляемому способу выбран способ изготовления термостатируемых трехслойных панелей с встроенными жидкостными трактами (патент RU №2287435), который может быть использован при производстве космических аппаратов. Предлагаемый способ включает склеивание обшивок с сотовым заполнителем и деталями насыщения - при помещении сборки в камерную печь.
Изготовление трехслойной (сотовой, исходя из сотового заполнителя) панели осуществляется по следующей технологии:
- изготовление комплектующих деталей, в том числе сотового заполнителя, обшивок, различных усиливающих закладных элементов, тепловых труб;
- соединение (склеивание) поверхности полок тепловых труб с обшивкой с помощью теплопроводного клея;
- соединение (склеивание) обшивок с сотовым заполнителем и встроенными закладными элементами.
Сборка (склеивание) трехслойной сотовой панели осуществляется на технологической оснастке - столе через специальную прокладку. Необходимое давление обеспечивается с помощью вакуумного мешка, на вакуумный мешок устанавливается теплоизоляция. Склеивание производится в термопечи в течение требуемого времени при повышенной температуре (например, 125°C), температуру повышают ступенчато, доводя до температуры склеивания, выдерживают при этой температуре (например, 3 часа), после чего постепенно охлаждают до температуры окружающей среды. В частности, для склеивания обшивки с сотовым заполнителем применяется пленочный клей ВК-51 ТУ1-596-212-85.
Анализ показал, что при изготовлении крупногабаритных трехслойных сотовых панелей с тонкими алюминиевыми обшивками в первую очередь необходимо, чтобы используемая технологическая оснастка была выполнена с высокой степенью плоскостности и чистоты поверхности, а также применялись прокладки из алюминиевого листа для исключения влияния разности коэффициента термического линейного расширения между технологической оснасткой и сотопанелью.
Недостатком вышеуказанного способа является возможность применения данной технологии для сотовых панелей размерами до 2000×3000 мм. При полимеризации панелей больших размеров необходимо применение составных подкладных листов.
Из-за увеличения габаритных размеров сотовых панелей (до 3000×6000 мм), а также уменьшения толщины обшивок (до 0,3 мм), применяемых для современных космических аппаратов, и необходимости повышения геометрической точности рабочей поверхности, применение цельных крупногабаритных листов, с одной стороны, является нерентабельным, учитывая высокую стоимость их изготовления и доставки, с другой стороны, не обеспечивает требуемую точность (общая плоскостность панели не более 1,5 мм, плоскостность 0,1 мм на размере 200×200 мм). Такие жесткие требования обусловлены длительным сроком активного существования космического аппарата (до 15 лет), безотказной работой приборов спутника, установленных на рабочей поверхности сотопанели через теплопроводную пасту. При этом температурный перепад между установочной поверхностью прибора и обшивкой должен быть минимальным, следовательно, плоскостность панели должна быть минимально возможной.
В качестве технологической прокладки для склеивания крупногабаритных сотопанелей возможно применение составного подкладного алюминиевого листа. В процессе отработки технологии выявлено, что при использовании прокладки, состоящей из нескольких незакрепленных алюминиевых листов толщиной 2,5 мм, в процессе склеивания в термопечи при повышенной температуре происходит смещение составных частей листа за счет термического расширения, при этом на поверхности обшивок в месте расположения стыка прокладок образуются дефекты в виде вмятин, превышающие допуск плоскостности сотопанели.
Таким образом, существенным недостатком вышеуказанного способа является недостаточно высокое качество изготовления сотовых панелей при обеспечении требуемой плоскости панели с учетом необходимых физико-механических характеристик используемых материалов при низкой рентабельности производства.
Для устранения вышеперечисленных существенных недостатков авторами предлагается применение сборной конструкции составного подкладного листа. Поставленная цель достигается тем, что для соединения составных частей подкладного листа применено замковое соединение, выполненное в виде шпонок по типу «ласточкин хвост», обеспечивающее надежное соединение составных частей в процессе нагрева.
Задачей, на решение которой направлено заявляемое изобретение, является изготовление трехслойных крупногабаритных сотовых панелей с повышенными требованиями по геометрической точности (плоскостности) панелей.
Данная задача решается за счет того, что заявленный способ изготовления трехслойных крупногабаритных панелей, включающий соединение элементов сборки - обшивок с сотовым заполнителем и тепловыми трубами - склеиванием; помещение сборки, установленной на технологической плите через прокладку, в термопечь; установка и поддержание требуемого времени и необходимых режимов полимеризации. При этом в качестве прокладки, устанавливаемой на технологической плите, используется сборная конструкция составного подкладного листа, собранная из составных частей, соединенных замками, выполненными в виде шпонок.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является обеспечение заданной геометрической точности изготавливаемых крупногабаритных трехслойных сотовых панелей с тонкими алюминиевыми обшивками, а также снижение издержек производства на приобретение и доставку крупногабаритных алюминиевых листов.
Сущность изобретения поясняется чертежами, на которых изображено:
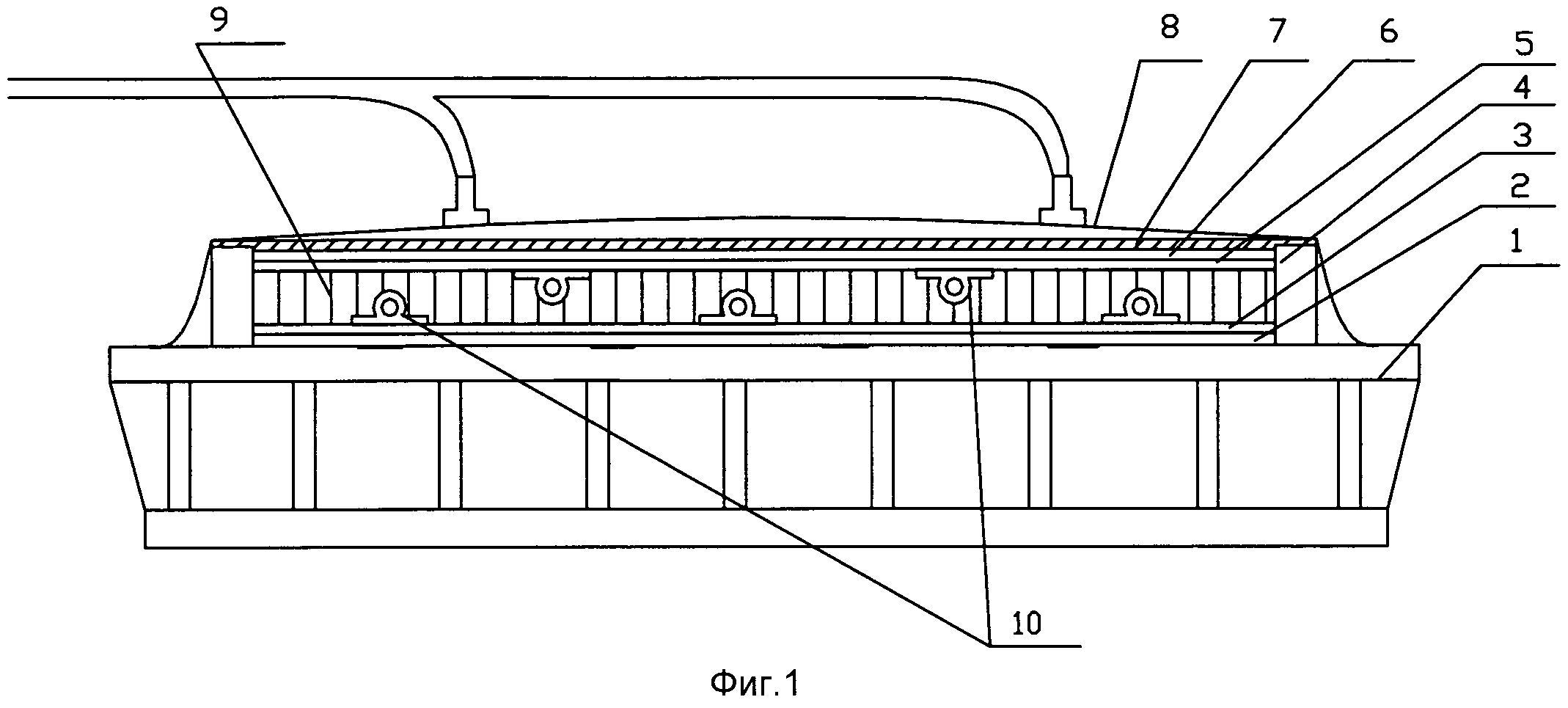
на фиг. 1 - соединение элементов сборки трехслойных крупногабаритных панелей (продольный разрез);
на фиг. 2 - сборная конструкция составного подкладного листа, собранная из составных частей, соединенных замками.
Таким образом, предлагается следующая технология склеивания крупногабаритных трехслойных панелей с тонкими алюминиевыми обшивками:
- изготовление комплектующих деталей (обшивок, сотового заполнителя, блочных закладных элементов, тепловых труб);
- склеивание обшивки и тепловых труб с помощью теплопроводного клея;
- сборка-склеивание сотого заполнителя с обшивками и тепловыми трубами (см. фиг. 1).
На технологическую плиту 1 для склеивания устанавливается необходимое количество составных частей подкладного листа 2, которые соединяются между собой замками 11. Производятся замеры плоскостности подкладного листа 2 в местах стыка, при наличии уступов выполняется шлифовка слесарным способом. После чего поверхность подкладного листа 2 застилается антиадгезивной пленкой. Далее на поверхность пленки устанавливается обшивка 3 с тепловыми трубами 10, устанавливается сотовый заполнитель 9 и верхняя обшивка 5, устанавливаются обкладные элементы 4. Затем снова слой антиадгезионной пленки, накладной алюминиевый лист 6, дренажный слой 7. На поверхности технологической плиты 1 монтируется вакуумный мешок 8, производится вакуумирование внутренней области ваккуумного мешка 8 с последующей транспортировкой сборки в термопечь. Склеивание производится по режимам полимеризации применяемого клея (например, 125°C в течение 3 часов), изменение температуры до заданной величины производится постепенно, ступенчато для обеспечения равномерности прогрева технологической оснастки. В частности, для склеивания обшивки с сотовым заполнителем применяется пленочный клей ВК-51 ТУ1-596-212-85.
Для соединения двух составных частей подкладного листа (фиг. 2) необходимо два замка 11, выполненных в виде шпонок по типу «ласточкин хвост», в зависимости от габаритных размеров сотовой панели изготавливается необходимое количество замков и составных частей подкладного листа. Перед установкой подкладного листа на технологическую плиту проводится обмер и при необходимости подгонка (шлифовка) в местах стыка составных частей подкладного листа слесарным способом.
В настоящее время предложенный авторами способ отражен в технологической документации, в соответствии с которой проведена опытная отработка технологии изготовления крупногабаритных трехслойных (сотовых) панелей с алюминиевыми обшивками толщиной 0,3 мм, результаты испытаний подтверждают достижение задачи изобретения в полном объеме.
Проведенный авторами патентный поиск показал отсутствие совокупности признаков способа изготовления подкладного листа для трехслойных панелей.
Способ изготовления трехслойных крупногабаритных панелей, включающий соединение элементов сборки - обшивок с сотовым заполнителем и тепловыми трубами - склеиванием при температуре 125°C в течение трех часов, помещение сборки, установленной на технологической плите через прокладку, в термопечь, отличающийся тем, что в качестве прокладки, устанавливаемой на технологической плите, используется сборная конструкция составного подкладного листа, собранная из составных частей, соединенных замками, выполненными в виде шпонок.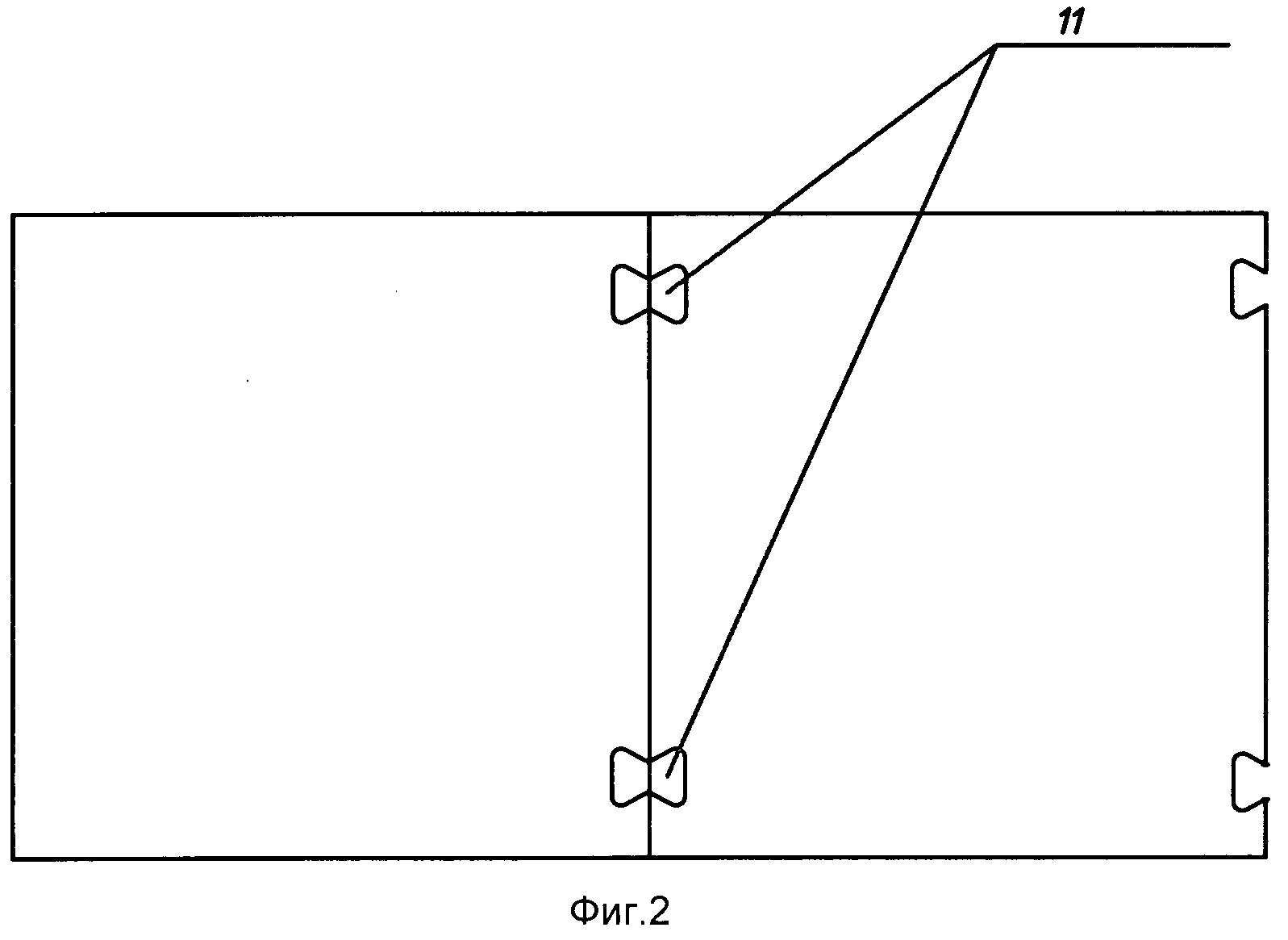
Способ измерения тепловых полей электрорадиоизделий
Способ устранения непроклея коллектора трехслойной панели с сотовым заполнителем
Прецизионный рефлектор и способ его изготовления
Космический аппарат блочно-модульного исполнения
Стенд для определения массы и координат центра масс изделия
Смесь для изготовления водорастворимых стержней
Способ беспроводной передачи, приема информации
Способ изготовления гибкого электрообогревателя
Способ цифровой фильтрации сигналов
Способ формирования помехоустойчивых сигналов
Способ измерения тепловых полей электрорадиоизделий
Способ устранения непроклея коллектора трехслойной панели с сотовым заполнителем
Прецизионный рефлектор и способ его изготовления
Космический аппарат блочно-модульного исполнения
Стенд для определения массы и координат центра масс изделия
Смесь для изготовления водорастворимых стержней
Способ беспроводной передачи, приема информации
Способ изготовления гибкого электрообогревателя
Способ пайки волноводных трактов
Способ электролитического нанесения покрытия на внутреннюю поверхность изделия малого сечения и устройство для его осуществления

