Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ МЕТАЛЛОВ И СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к способам электрохимической обработки металлов и сплавов для получения на поверхности деталей защитных коррозионно-стойких оксидных покрытий.
Известны: «Способ микродугового получения защитных пленок на поверхности металлов и сплавов» патент РФ №2061107, МКИ C25D 11/06, опубл. 27.05.96 г., «Способ нанесения электролитического покрытия на поверхность металлов и сплавов» патент №2112086, МКИ C25D 11/06, 27.05.98 г., «Способ нанесения коррозионно-износостойкого оксидного слоя с локально уменьшенной толщиной на поверхности металлической детали», патент Германии №4442792, МПК C25D 11/06, опубл. 04.05.1998 г.
К недостаткам указанных способов обработки относится сложность обработки в ваннах с электролитом крупногабаритных деталей, а также невозможность обработки поверхности деталей непосредственно в условиях эксплуатации.
Известен также «Электролитический способ нанесения защитных покрытий на поверхность металлов и сплавов», патент RU 2294987, МПК C25D 11/02, опубл. 15.09.2005 г.
Недостатками этого способа являются неравномерность распределения материала покрытия на обрабатываемой поверхности и большой расход электроэнергии, так как микродуговое оксидирование ведут при напряжении 200-250 В и плотности тока 1,0-3,0 A/дм2.
Известен также «Способ получения покрытий на деталях из металлов и сплавов в режиме компрессионного микродугового оксидирования и устройство для его осуществления» патент RU 2324014, МПК C25D 11/02, опубл. 20.12.2007 г.
Недостатками этого способа являются: сложность обработка детали при ее полном погружении в раствор электролита в герметично закрываемой емкости, наличие дополнительного устройства для создания вакуума.
Наиболее близким по технической сущности и взятым в качестве прототипа является «Способ получения защитных покрытий на поверхности металлов и сплавов» патент RU 2194804, МПК, C25D 11/02, опубл. 20.12.2002.
В данном способе применяется устройство, обеспечивающее локальное оксидирование, перемещаемое по всей поверхности детали. Способ включает микродуговое оксидирование с помощью устройства, снабженного анодом и катодом, и пористым экраном, через который подается жидкий электролит.
Недостатками известного способа являются наличие пористости в защитном оксидном покрытии и невозможность получения большой толщины покрытия. В известном способе электролит сначала подается на катод и через поролон сливается на анод. При этом электролит насыщается газообразным водородом вследствие основной катодной реакции электролиза воды: H+e→H.
Водород, являясь одним из самых сильных восстановителей, восстанавливает окислы металла и образует пористую, рыхлую оксидную пленку MeO+H2→Me+H2O или (MeO2+H2→MeO+H2O). Поры снижают эффективную толщину и коррозионную стойкость покрытий. Кроме того, электролит подлежит удалению, т.е. используется однократно.
Техническим результатом предлагаемого изобретения является повышение коррозионной стойкости оксидных покрытий путем снижения пористости и увеличения эффективной толщины оксидного покрытия.
Технический результат достигается за счет того, что в способе получения защитных покрытий на поверхности металлов и сплавов, включающем микродуговое оксидирование с помощью устройства, снабженного анодом и катодом, через который подается жидкий электролит, в соответствии с изобретением электролит сначала подается на анод под давлением 0,4-0,5 атм, а затем на катод. Давление 0,4-0,5 атм обеспечивает напор для движения потока электролита, уносящего пузырьки водорода в сторону, противоположную аноду, и механического уплотнения формируемых покрытий.
Давление выше 0,5 атм нецелесообразно, так как сильный напор электролита будет препятствовать получению более толстых покрытий и снижать коррозионную стойкость. Давление ниже 0,4 атм не обеспечит движение потока электролита, при этом водород не будет уноситься с потоком, в покрытии будут поры, снижающие коррозионную стойкость.
Катод выполнен в виде сетчатого металлического экрана, что исключает попадание электролизного водорода на обрабатываемую поверхность и не изменяет ионно-газовый состав электролита в этой зоне. Из зоны электролитной среды с обрабатываемой деталью-анодом атомарный и молекулярный водород в виде газовых пузырьков под давлением с потоком электролита втягивается внутрь сетчатого электрода-катода и по обратным шлангам стекает в бак с электролитом. За счет удаления водорода происходит уменьшение восстановительной способности электролита и образование оксидных пленок. При этом на обрабатываемой поверхности формируются более толстые и менее пористые оксидные пленки: (Me+O→MeO2).
За счет механического уплотнения первоначально податливых поверхностных оксидных формирований при интенсивном движении электролита от анода к катоду под давлением 0,4-0,5 атм становится возможным формировать беспористые оксидные покрытия большей толщины.
Схема микродугового оксидирования по заявляемому способу представлена на чертеже. Обрабатываемая деталь 1 (анод) плотно присоединена к корпусу 3 из винипласта или другого электроизоляционного материала. Плотный контакт корпуса из винипласта с обрабатываемой деталью обеспечивается уплотнительным кольцом из резины. Электролит 4 подают на анод 1 по гибкому шлангу 5 под давлением от электронасоса 7. Электронасос обеспечивает непрерывное движение электролита по замкнутому контуру: от бака 8 с электролитом 4 по гибкому шлангу 5 на обрабатываемую деталь-анод 1, затем на катод 2, по конической трубе 9 и шлангу 6 в бак 8.
Способ осуществляется следующим образом.
Поверхность детали, подлежащую микродуговому оксидированию, очищают и обезжиривают. Для примера использовали лист из титанового сплава марки BT1-0 толщиной 4 мм и площадью 1 м2.
На лист устанавливают плотно прилегающий к поверхности детали корпус из винипласта.
В качестве сетчатого экрана-катода 2 использовали конструкцию в виде конической трубы 9 с металлической сеткой из нержавеющей стали с ячейками 0,5 мм, площадью 1 дм2. Размер ячейки сетки не регламентируется.
Бак 8 с электролитом 4 объемом в 50 л помещен под обрабатываемым изделием 1. Электролит используют известных составов на основе Na3PO4·H2O. Электронасос производительностью 0,1 м3/час обеспечивает непрерывное интенсивное движение электролита.
Электролит подается в корпус по гибким резиновым шлангам на обрабатываемую деталь-анод под принудительным давлением 0,4-0,5 атм. Деталь не погружается в бак. Процесс идет на локальном участке обрабатываемой поверхности при максимальном напряжении 190 В и плотности тока 0,5 A/дм.2
Для получения заданной толщины оксидного слоя процесс обработки выдерживается определенное расчетное время. При длительности обработки 10 мин толщина покрытия составит 10 мкм.
Толщину покрытия определяют с помощью многофункционального электромагнитного толщиномера «Константа К 52», шероховатость покрытий измеряют портативным профилометром. Пористость оценивали в процентном отношении при взвешивании образцов. Результаты представлены в таблице 1.
Результаты свойств оксидных покрытий, полученных при использовании заявляемого способа.
|
Отсутствие пористости и большая толщина оксидного слоя повышают коррозионную стойкость покрытия.
Разработанная технология позволяет получать оксидные покрытия толщиной до 10-15 мкм, прочно сцепленные с основой, кроме того, она экологически безопасна, не требует специальных природоохранных мероприятий. Сбор и хранение электролита в открытой емкости способствует естественной дегазации, что позволяет его многократное использование по замкнутому циклу.
Способ получения защитного беспористого покрытия микродуговым оксидированием на поверхности листа из титанового сплава, отличающийся тем, что он включает очистку и обезжиривание поверхности листа, установку на локальном участке листа устройства в виде корпуса из винипласта с уплотнительным кольцом и катодом в виде металлической сетки из нержавеющей стали в конической трубе и непрерывную подачу электролита на основе гидрофосфата натрия в упомянутый корпус по замкнутому контуру на обрабатываемый лист-анод под принудительным давлением 0,4-0,5 атм, а затем на катод при максимальном напряжении 190 В и плотности тока 0,5 А/дм в течение 10 мин.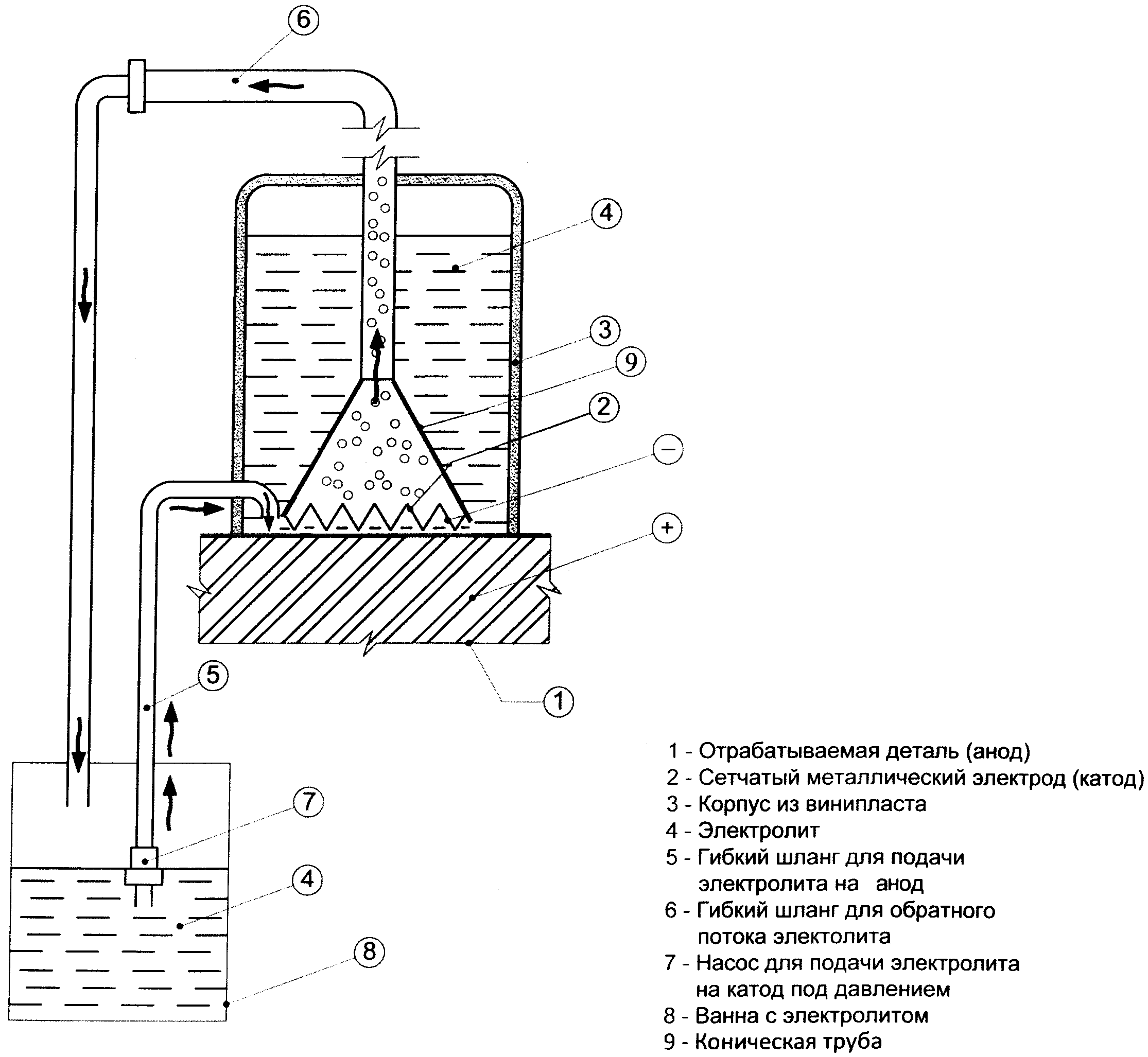
Литейный сплав на основе титана
Сплав на основе титана
Способ определения термомеханических характеристик материалов с памятью формы
Способ микродугового оксидирования прутков из титановой проволоки для выполнения износостойких наплавок
Литейный сплав на основе титана
Способ получения композиционного порошкового материала системы металл - керамика износостойкого класса
Способ получения композиционного порошкового магнитного материала системы "ферромагнетик-диамагнетик"
Способ дуговой наплавки меди и медных сплавов на сталь
Способ изготовления заготовок трубных из титановых псевдо α-сплавов 5в и 37
Способ электронно-лучевой сварки высокопрочных титановых сплавов для изготовления крупногабаритных конструкций

