Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к области электронно-лучевой сварки и предназначено для проведения процесса сварки в условиях действия магнитных полей, наводимых в свариваемом изделии.
Для повышения качества сварных соединений процесс сварки осуществляется сканирующим электронным пучком. Это позволяет увеличить радиус проплава в корне шва и исключить корневые дефекты. Увеличение радиуса корня шва делает менее критичным смещение стыка по отношению к непроплавам.
Известно, что при сварке магнитных материалов имеет место остаточная намагниченность свариваемых деталей, а при сварке разнородных материалов возникает магнитное поле, наводимое токами термо-ЭДС. Эти поля приводят к отклонению электронного пучка от оптической оси электронно-лучевой пушки как в промежутке от пушки до свариваемого изделия, так и по глубине канала проплавления. Эти отклонения могут приводить к непроплавам, особенно при сварке материалов больших толщин. Наиболее эффективным способом устранения остаточной намагниченности деталей является их размагничивание путем нагрева до температуры выше точки Кюри или переменным магнитным полем в специальных индукторах. Эти операции дорогостоящие и нет гарантии, что детали не намагнитятся вновь. Наиболее простым способом устранения влияния магнитных полей является введение в зону сварки магнитных полей встречной направленности с помощью электромагнитных устройств.
Известно устройство для электронно-лучевой сварки, описанное в патенте RU 2071401, B23K 15/02. Устройство содержит электронно-лучевую пушку, формирующую электронный пучок, фокусирующую систему, отклоняющую систему с координатными обмотками, генератор сканирования по координатам, включающий в себя запоминающее устройство траектории сканирования, блок наведения электронного пучка на стык соединения. Устройство позволяет за счет формирования развертки сканирования увеличивать радиус корня шва. К недостаткам относится то, что в устройстве не предусмотрено устранение влияния магнитных полей свариваемых деталей, приводящих к отклонению шва от стыка соединения.
Задачей изобретения является повышение качества сварного соединения при сварке деталей с остаточной намагниченностью либо деталей, выполненных из разнородных материалов, за счет повышения точности совмещения электронного пучка с плоскостью стыка.
Поставленная задача достигается тем, что известное устройство для электронно-лучевой сварки, содержащее электронно-лучевую пушку, фокусирующую систему, отклоняющие катушки, генератор сканирования электронного пучка поперек стыка соединения и вдоль него, блок наведения электронного пучка на стык соединения и электропривод перемещения электронно-лучевой пушки, согласно техническому решению, снабжено источником компенсирующего магнитного поля; рентгеновским датчиком со щелевым коллиматором и последовательно соединенным избирательным усилителем, настроенным на частоту сканирования электронного пучка поперек стыка соединения, демодулятором, усилителем с регулируемым коэффициентом усиления, интегратором, выход которого соединен с источником компенсирующего магнитного поля, избирательным усилителем второй гармоники частоты сканирования поперек стыка соединения, подключенным к выходу рентгеновского датчика, и выпрямителем, подключенным ко входу регулирования коэффициента усиления усилителя с регулируемым коэффициентом усиления, при этом второй вход демодулятора подключен к выходу генератора сканирования электронного пучка поперек стыка, а рентгеновский датчик установлен на электронно-лучевой пушке с возможностью совпадения проекции коллимационной щели на поверхности свариваемого изделия с оптической осью электронно-лучевой пушки и ее расположения параллельно стыку соединения.
Источник компенсирующего магнитного поля выполнен в виде электромагнита или в виде двух управляемых источников тока, содержащих токоподводы, располагаемые сверху и снизу свариваемого изделия симметрично стыку соединения в зоне максимальной температуры.
Сущность изобретения поясняется чертежами.
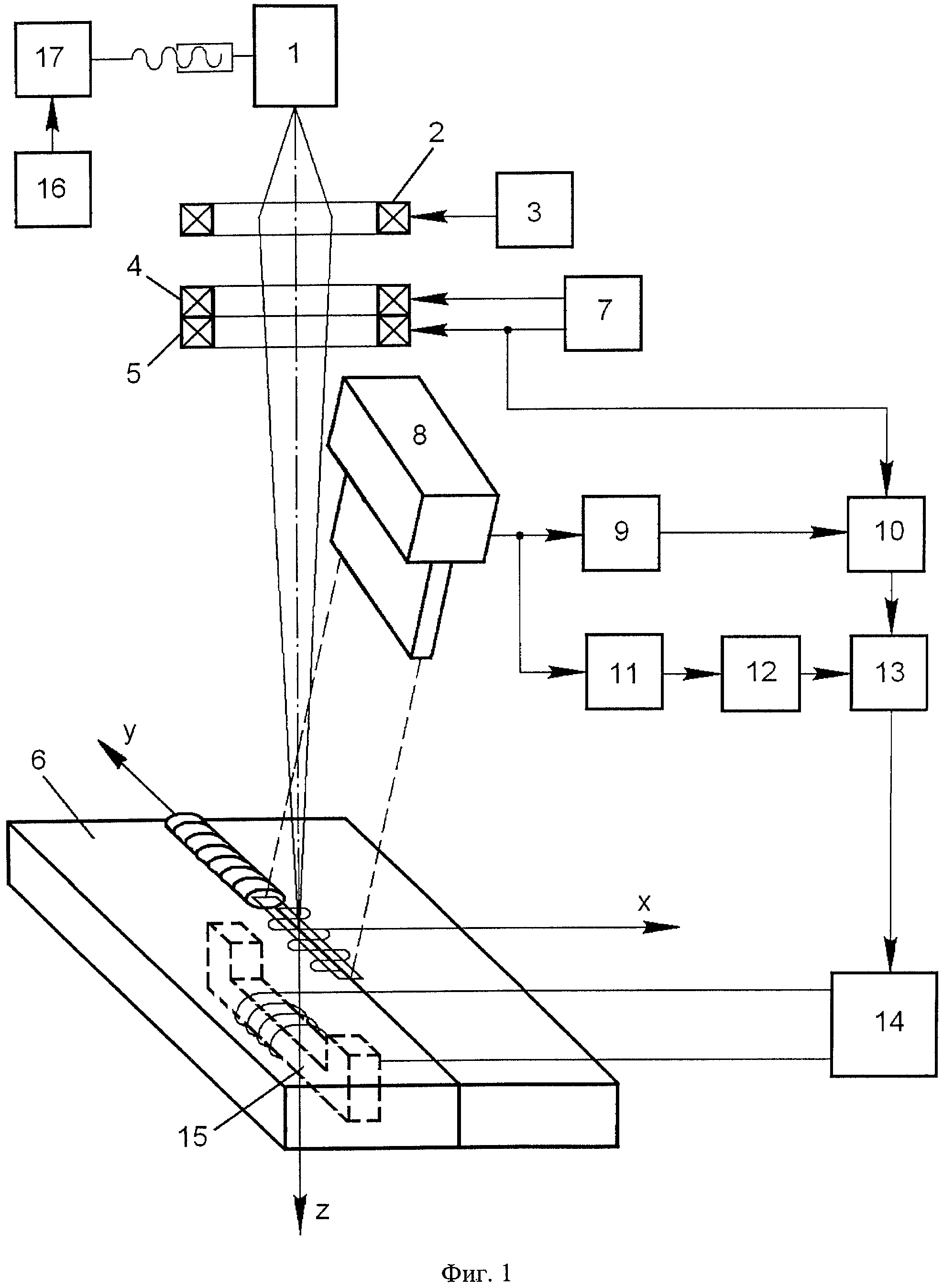
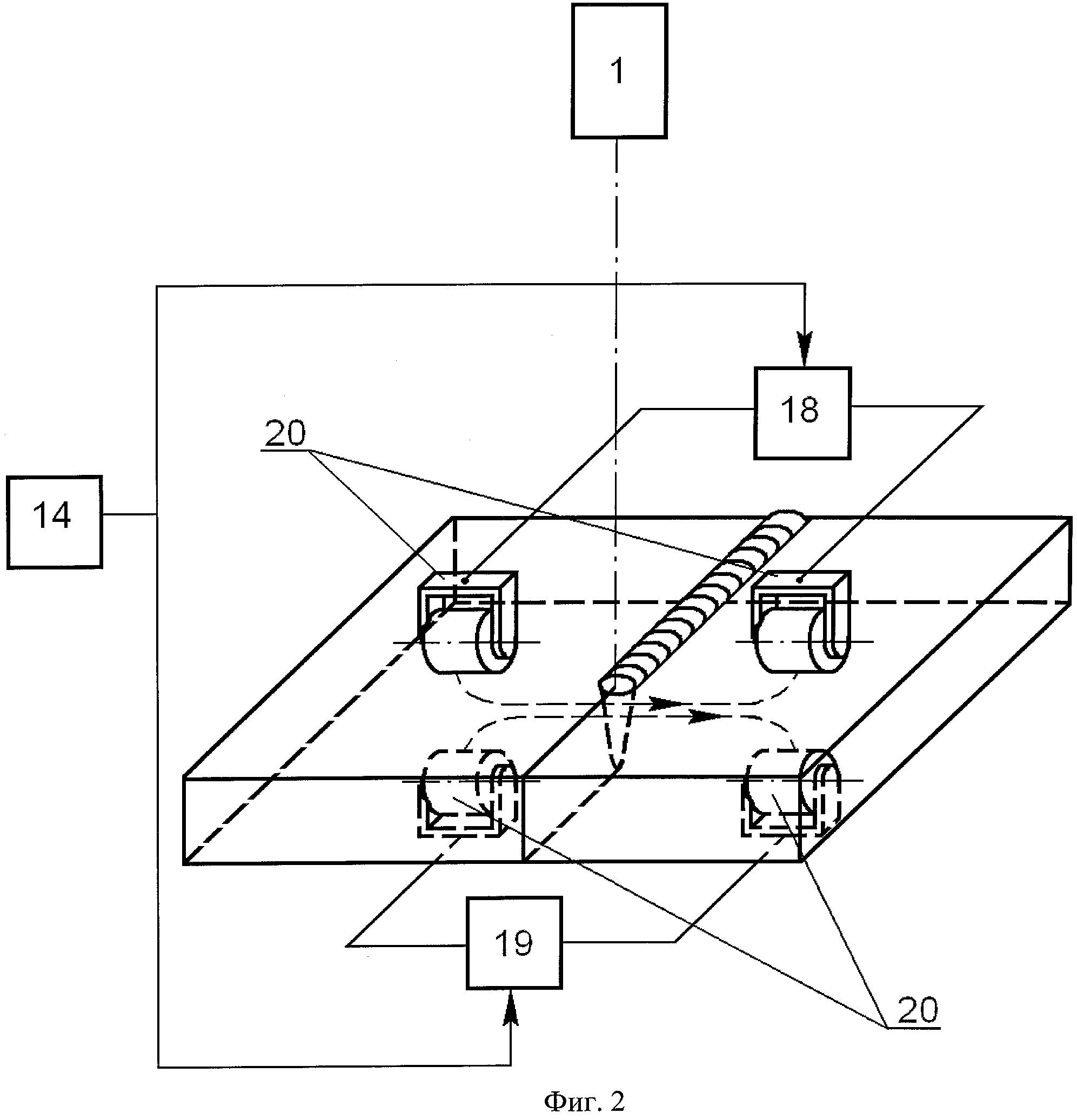
На фиг. 1 изображено устройство для электронно-лучевой сварки деталей с остаточной намагниченностью, а на фиг. 2 - источник компенсирующего магнитного поля, применяемый при сварке разнородных материалов.
Устройство для электронно-лучевой сварки содержит электронно-лучевую пушку 1, формирующую электронный пучок, фокусирующую систему 2 с источником тока фокусировки 3, отклоняющие катушки 4 и 5, служащие для отклонения электронного пучка по поверхности свариваемого изделия 6 по координатам у и x соответственно, генератор 7 сканирования пучка, рентгеновский датчик 8 с щелевым коллиматором, избирательный усилитель 9, настроенный на частоту сканирования по координате x, демодулятор 10, первый вход которого подключен к избирательному усилителю 9, а второй - к выходу генератора 7 сканирования электронного пучка поперек стыка; избирательный усилитель И второй гармоники частоты сканирования, выпрямитель 12, усилитель 13 с регулируемым коэффициентом усиления, интегратор 14, источник компенсирующего магнитного поля, в качестве которого при сварке деталей с остаточной намагниченностью применен электромагнит 15, блок 16 наведения электронного пучка на стык сварного соединения, электропривод 17 перемещения электронно-лучевой пушки.
Устройство работает следующим образом. Электронно-лучевой пушкой 1 (фиг. 1) формируется сфокусированный электронный пучок. С помощью генератора 7 сканирования и отклоняющих катушек 4 и 5 осуществляется технологическое сканирование электронного пучка.
Рентгеновский датчик 8 с щелевым коллиматором закреплен на электронно-лучевой пушке с возможностью совпадения проекции коллимационной щели на поверхности свариваемого изделия с оптической осью электронно-лучевой пушки и с возможностью ее расположения параллельно стыку соединения.
В случае действия магнитных полей в промежутке электронно-лучевая пушка - свариваемое изделие в процессе сканирования электронного пучка поперек стыка (по оси х) электронный пучок смещается от оптической оси электронно-лучевой пушки, а в выходном сигнале рентгеновского датчика 8 появляется гармоническая составляющая частоты сканирования, амплитуда которой пропорциональна смещению электронного пучка от оптической оси электронно-лучевой пушки, а фаза этой гармонической составляющей указывает на направление смещения. Это действие с достаточной точностью может быть описано (см. Управление электронно-лучевой сваркой / В.Д. Лаптенок, А.В. Мурыгин, Ю.Н. Серегин, В.Я. Браверман; Под ред. В.Д. Лаптенка. - Красноярск: САА, 2000. 234 с, с. 78) выражениями:

где ψ - угол наклона траектории электронного пучка относительно оптической оси электронно-лучевой пушки z;
x - смещение электронного пучка поперек стыка;
е - заряд электрона;
m - масса электрона;
V - скорость электронов, зависящая от ускоряющего напряжения;
B(z) - проекция индукции магнитного поля в плоскости стыка в функции координаты z.
Начало координат z=0 находится в центре фокусирующей системы.
Индукция магнитного поля B(z) вызвана остаточной намагниченностью свариваемых деталей или действием токов термо-ЭДС при сварке разнородных материалов.
Гармоническая составляющая рентгеновского датчика 8 усиливается избирательным усилителем 9 и преобразуется в напряжение постоянного тока в демодуляторе 10, на опорный вход которого подается сигнал с генератора 7 с частотой сканирования электронного пучка поперек стыка.
В выходном сигнале рентгеновского датчика 8 присутствует составляющая с частотой второй гармоники частоты сканирования. Вторая гармоника максимальна при совмещении электронного пучка с оптической осью электронно-лучевой пушки. Она характеризует чувствительность рентгеновского датчика и увеличивается вместе с увеличением тока электронного пучка. Эта составляющая усиливается избирательным усилителем 11 второй гармоники и преобразуется в напряжение постоянного тока на выходе выпрямителя 12 и поступает на вход регулировки коэффициента усилителя 13. Регулировка коэффициента усиления производится с целью стабилизации коэффициента усиления контура управления во всем диапазоне сварочных токов вплоть до токов настройки на стык соединения. Усиленный сигнал через интегратор 14 поступает на электромагнит 15 (источник компенсирующего магнитного поля), преобразуется в постоянный ток в обмотке электромагнита, создающего в свариваемом изделии компенсирующее магнитное поле, противоположное полю остаточной намагниченности изделия. Интегратор 14 позволяет ввести в управление интегральный закон, т.е. управлять величиной и направлением магнитного поля и производить автоматическое совмещение электронного пучка с оптической осью электронно-лучевой пушки с нулевой погрешностью. Совмещение электронного пучка со стыком свариваемого изделия осуществляется с помощью блока 16 наведения электронного пучка на стык сварного соединения и электропривода 17 перемещения электронно-лучевой пушки. При этом плоскость стыка сварного соединения должна быть параллельна оптической оси электронно-лучевой пушки. Это особенно важно при сварке деталей больших толщин. Полная компенсация влияния магнитного поля достигается, если компенсирующее магнитное поле имеет такой же закон изменения индукции, что и B(z), только встречно направленное. Это достигается выбором конфигурации электромагнита.
При сварке изделий из разнородных материалов магнитное поле B(z) индуцируется токами термо-ЭДС, которые распределены в свариваемом изделии. В этом случае источник компенсирующего магнитного поля (фиг. 2) выполнен в виде двух источников тока 18, 19, позволяющих вводить ток в свариваемое изделие через токоподводы 20, размещенные на верхней и нижней поверхностях свариваемого изделия симметрично стыку соединения. В этом случае токи термо-ЭДС компенсируются встречными токами, формируемыми регулируемыми источниками тока. Токоподводы 20 для введения компенсирующих токов в сварной шов размещены в зоне максимальной температуры, что связано с возникновением в этой зоне максимальной термо-ЭДС. Источники тока 18 и 19 в зависимости от сигнала с интегратора 14 подают компенсирующие токи, направленные встречно току термо-ЭДС. Соотношение компенсирующих токов в источниках тока выбирается таким, чтобы смещение корня шва от стыка соединения было устранено.
Устройство для электронно-лучевой сварки позволяет компенсировать наведенные магнитные поля и тем самым повысить точность совмещения сварного шва со стыком изделия и повысить качество сварки.
Способ изготовления прецизионного антенного рефлектора
Способ изготовления волноводов миллиметрового диапазона
Широкополосный полосно-пропускающий фильтр
Способ анодно-абразивного полирования отверстий
Способ изготовления прецизионного антенного рефлектора
Способ изготовления волноводов миллиметрового диапазона
Широкополосный полосно-пропускающий фильтр
Способ анодно-абразивного полирования отверстий
Способ пайки волноводных трактов
Способ защиты элементов оптических систем от напыления при электронно-лучевой сварке

