СПОСОБ ЗАЩИТЫ СВАРНОГО ШВА ТРУБОПРОВОДА
Вид РИД
Изобретение
Заявляемое техническое решение относится к монтажу систем трубопроводного транспорта и кольцевых стыков емкостей, а именно к соединительным деталям трубопроводов, и может быть использовано при сооружении и ремонте трубопроводов, предназначенных для транспортирования нефти, нефтепродуктов, газов, различных агрессивных сред а также для транспортирования воды в системах холодного и горячего водоснабжения коммунального хозяйства.
Известна (http://hghltd.yandex.net/yandbtm?fmode=inject&url=) «Технология сварки труб», когда перед сваркой разрезное кольцо вставляют в конец одной трубы, плотно подгоняют его и прихватывают к внутренней поверхности трубы. На свободную выступающую половину кольца надевают и прихватывают конец второй трубы.
Известны устройства, применяемые для антикоррозийной защиты сварного шва трубопровода.
Известны типы соединений при сварке трубопроводов (http://www.shkval-antikor.ru/mess646.htm), например, стыковое соединение с подкладным кольцом или стыковое соединение с расплавляемыми вставками.
Известно (http://cps63.ru/products) «Устройство защиты внутреннего сварного шва» представляет собой металлическую втулку специальной формы с многослойным полимерным покрытием и специальным термоактивным материалом, нанесенным по периметру устройства в зоне термического воздействия при сварке.
Термоактивный материал под воздействием внутренней высокой температуры сварочной дуги вспенивается и перекрывает неизолированные концы труб с полимерным покрытием от воздействия перекачиваемой среды.
Специальная форма устройства помогает формированию плотного заполнения межтрубного пространства (между телом устройства и трубой) и препятствует механическому разрушению заполнителя под воздействием перекачиваемой среды и средств дополнительной очистки или диагностики.
Известно «Устройство для защиты внутренней части сварного шва трубопровода», полезная модель RU №131125, выполненное в виде втулки с развальцованными торцами и расположенными по периметру втулки, вдоль поперечной оси симметрии упорами, при этом на всю поверхность втулки нанесено многослойное покрытие из полимерного материала, поверх которого расположен слой термоизолирующего материала, а по периметру втулки в зоне термического воздействия при сварке симметрично относительно сварного шва расположены две манжеты из термоактивного материала с возможностью его расширения под действием высокой температуры сварочной дуги, в качестве полимерного материла для многослойного покрытия используют порошковые эпоксидные краски П-ЭП-585, Охтэк-3 Трубная, П-ЭП-7150 и грунты ТРЭПП-ГП, ТК-8007, Гамма-Охтэк, в качестве термоактивного материала применяют эластичный листовой огнезащитный материал в виде рулонов или гибких пластин, упоры выполнены прямоугольной, трапециевидной или округлой формы, в качестве термоизолирующего материала используются различные стеклоткани или листовой фторопласт.
Вышеуказанные устройства допускают выход термоактивного материала за втулку при его вспучивании, что не способствует процессу герметизации.
Известна «Втулка для защиты сварного шва трубопроводов с внутренним антикоррозионным покрытием», полезная модель RU 128542, содержащая установленное в центральной кольцевой проточке центрирующее кольцо, герметизирующие элементы, установленные в кольцевых проточках, выполненных по разные стороны от центральной кольцевой проточки, и уплотняющие манжеты, установленные в кольцевых канавках, расплавляемую вставку, выполненную из сварочной проволоки и установленную в кольцевой канавке, выполненной в центрирующим кольце.
Известные способы монтажа узлов сварного соединения имеют следующие недостатки: при проведении сварочных работ по монтажу трубопроводов возникает проблема попадания продуктов плавления метала во внутреннюю полость, а также трудность в формировании обратной поверхности сварочного шва, что влияет на надежность сварного соединения.
Задачей заявляемого технического решения является повышение надежности конструкции узла сварного соединения трубопровода, обеспечение прочности соединения и повышение долговечности службы трубопровода за счет обеспечения надежности герметизации сварного стыка, повышение гидродинамики в ламинарном потоке среды.
Поставленная задача реализуется следующим образом.
Способ внутренней противокоррозионной защиты зоны сварного шва трубопровода, при котором в зоне сварного шва и прилегающих участках внутреннего защитного покрытия размещают подкладное кольцо, содержащее расплавляемую вставку, закрепленную в проточке по средствам термостойкого материала и выполненную из сварочной проволоки и установленную в центральную кольцевую проточку, герметизирующие элементы, выполненные из термоактивного материала или из термоплавкого материала, установлены в кольцевых проточках, выполненных по разные стороны от центральной кольцевой проточки, при этом герметизирующие элементы установлены в тех же проточках, и представляют собой втулку, выполненную из эластичного материала, например резины, имеющую внутренний буртик и наружную канавку и зафиксированы кольцом, выполненным из проволоки.
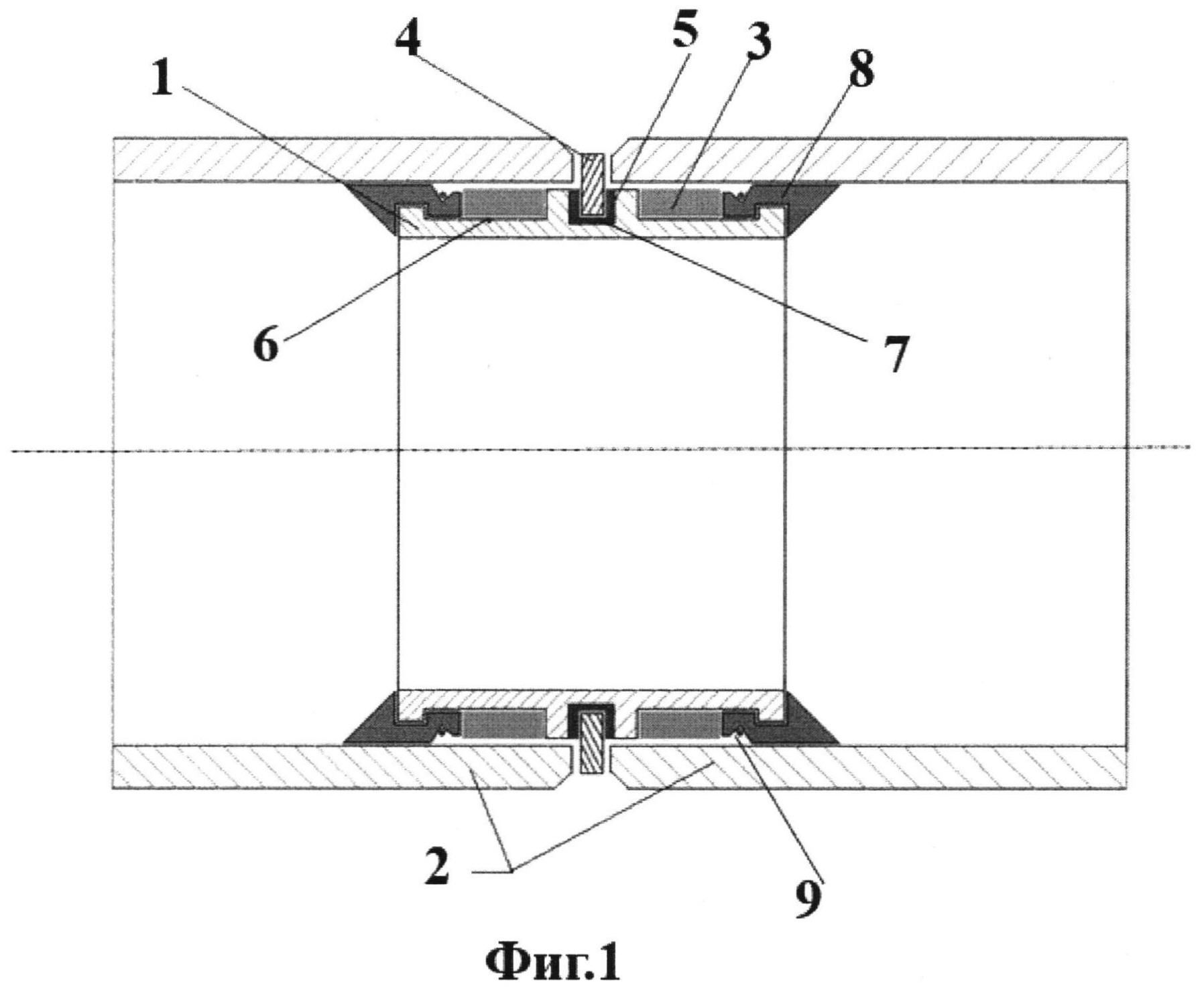
Заявляемое техническое решение для осуществления способа защиты сварного шва трубопровода 2 представлено на чертеже и состоит из подкладного кольца 1, в котором выполнены кольцевые проточки: 7 и 6, причем кольцевая проточка 7 заполнена термостойким материалом 5, обеспечивающим надежное крепление в ней расплавляемой вставки 4, которая выполнена из сварочной проволоки, кольцевые проточки 6 выполнены по обе стороны от расплавляемой вставки, и в них ближе к краям втулки установлены эластичные уплотнения 8, а для их фиксации предусмотрены фиксирующие кольца 9, выполненные из проволоки, в проточках 7 также помещены герметизирующие элементы 3. Герметизирующие элементы 3 могут быть выполнены из термоактивного материала,
Эластичное уплотнение 8 представляет собой втулку, выполненную из эластичного материала, например из резины, имеющую внутренний буртик, которым она сажается в кольцевую проточку 6 кольца 1, и с наружную канавку, в которую вставляется фиксирующее кольцо 9, по средством которого эластичное уплотнение 8 крепится на кольце 1.
Перед сваркой кольцо вставляют в конец одной трубы 2, плотно подгоняют его и прихватывают к внутренней поверхности трубы 2. На свободную выступающую половину кольца надевают и прихватывают конец второй трубы 2 и производят сварку.
Расплавляемая вставка 4 служит для формирования корня шва, усиления шва во всех пространственных положениях и фиксации центрирующей втулки внутри трубопровода 1, а также осуществить легирование металла шва за счет выбора материала расплавляемой вставки 4 (материал вставки выбирается в зависимости от марки стали основного трубопровода, например, для Ст20 вставка выбирается из проволоки СВ08Г2С), обеспечить формирование обратной поверхности шва с усилением во всех пространственных положениях, способствует изменению направления действия и силы поверхностного натяжения на наружной поверхности сварочной ванны.
Герметизирующие элементы 3 могут быть выполнены из термоактивного материала, который под воздействием внутренней высокой температуры сварочной дуги вспенивается и покрывает неизолированные концы труб с полимерным покрытием от воздействия перекачиваемой среды, либо из терморасширяющегося полимера, с возможностью плавления при соприкосновении с термоактивными зонами и формирующего защитное покрытие на внутренней поверхности трубопровода при воздействии температуры. Материал при расширении заполняет внутреннюю полость ячеистой структурой, наружный слой которой в контакте с нагретыми поверхностями окрашивает узел изнутри, за счет плавления частиц антикоррозионного покрытия входящих в состав полимеров, что делает защиту узла надежной.
Эластичные уплотнения 8 крепятся с каждого торца кольца и выполняют функцию элементов, снижающих завихрение ламинарного потока среды, обеспечивают надежное уплотнение между трубой и кольцом, предохраняют от вытекания термоактивный материал во время сварочных работ.
После сварки трубопровода в плеть с помощью подкладного кольца, применяемого в предлагаемом способе, внутренняя поверхность будет сформирована стенками подкладного кольца без каверн и полостей, что позволяет в дальнейшем окрашивать внутреннюю поверхность сварного соединения антикоррозионными составами при помощи зонда.