Результат интеллектуальной деятельности: СПОСОБ СБОРКИ РЕЗИНОКОРДНОГО ПАТРУБКА
Вид РИД
Изобретение
Изобретение относится к способу сборки резинокордных изделий, в частности к гибким патрубкам высокого давления, и может быть использовано при изготовлении резинокордных патрубков для различных отраслей промышленности.
Известен способ сборки резинокордного патрубка высокого давления (патент 2311582 RU, МПК F16L 33/22, опубл. 27.11.2007, Бюл. №33), заключающийся в том, что предварительно на цилиндрическую оснастку накладывают герметизирующий слой, несущие кордные слои, затем на несущие кордные слои заводят фланцы и бортовые кольца. Кордными слоями огибают бортовое кольцо таким образом, чтобы концевой участок кордных слоев выходил за трубчатообразный выступ бортового кольца. После этого производится стягивание крепежного фланца при помощи болтов. Собранная заготовка покрывается покровным слоем резины и вулканизуется.
Недостатком известного способа является то, что он не позволяет собирать резинокордный патрубок, имеющий на присоединительном фланце внутренний аксиальный упор для борта резинокордной оболочки.
Известен способ крепления арматуры гибких рукавов высокого давления (патент 2162982 RU, МПК F16L 33/22, опубл. 10.02.2001), заключающийся в том, что вначале на гибкий рукав заводится конической стакан, затем на концевой конический выступ фланца и кольцевую выемку укладывают герметизирующий слой резины, слои армирующего корда и устанавливают бортовое кольца в кольцевую выемку. Герметизирующий слой резины и слои армирующего корда заворачивают вокруг бортового кольца, а сверху укладывают покровный слой резины. Собранную заготовку вулканизуют, при этом на покровном слое резины спрессовывают равномерно чередующиеся выступы и впадины, после чего производят осевое поджатие к торцу фланца конического стакана, бурт которого завальцовывают выступом на торце фланца.
Недостатком известного изобретения является то, что оно не позволяет собирать гибкий патрубок, у которого внутренний диаметр цельнометаллического (не навивного) бортового кольца меньше наружного диаметра кольцевого конического выступа, что снижает качество гибких патрубков.
Техническим результатом предлагаемого изобретения является повышение надежности и герметичности бортовой зоны фланца резинокордного патрубка при широком диапазоне давлений перекачиваемой среды.
Технический результат достигается за счет создания технологического процесса сборки, позволяющего собирать резинокордные патрубки заданной конструкции и заключающегося в том, что предварительно выворачивают кромку несущих слоев корда и герметизирующего слоя резины на цилиндрическую оснастку, устанавливают на торец цилиндрической оснастки присоединительный фланец с кольцевой проточкой, укладывают в кольцевую проточку фланца слои корда и герметизирующий слой резины для монтажа бортового кольца, устанавливают полукольца, зажимают их кольцом, фиксируют полукольца и наружное кольцо между собой.
Сущность предлагаемого изобретения поясняется следующими чертежами:
фиг.1 - фрагмент цилиндрической оснастки с наложенным герметизирующим слоем и несущими слоями корда;
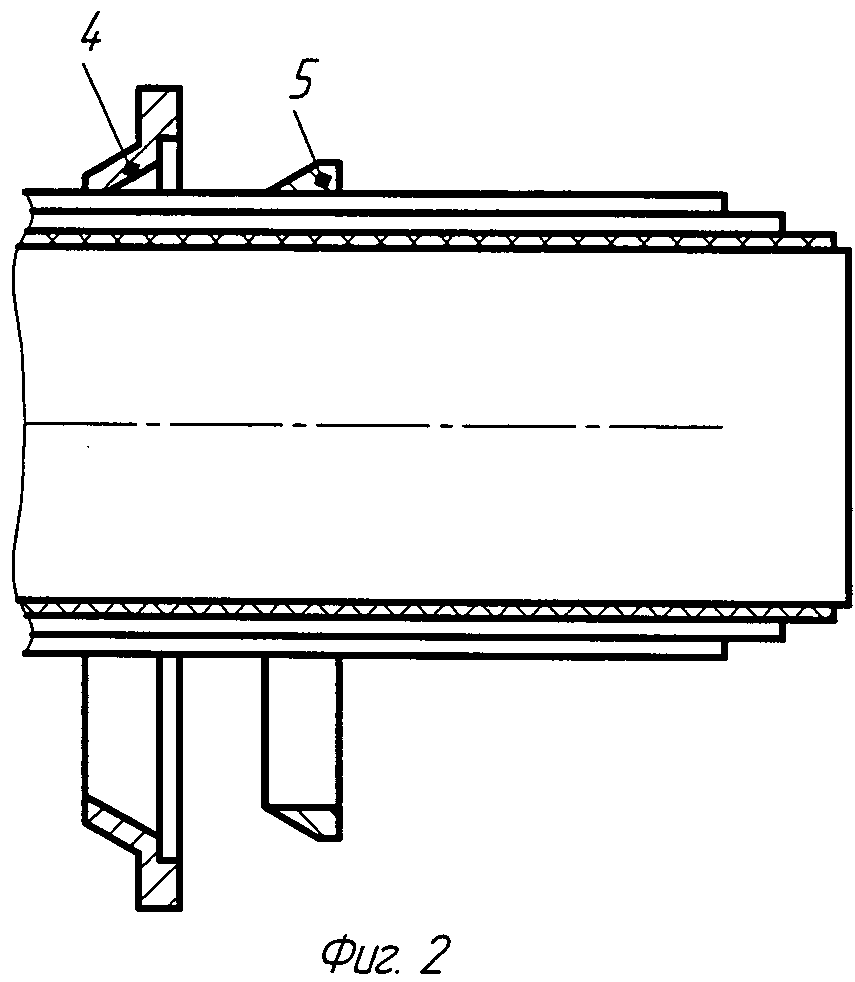
фиг.2 - фрагмент цилиндрической оснастки с герметизирующим слоем и несущими слоями корда, на которые заведены наружное кольцо и крепежный фланец;
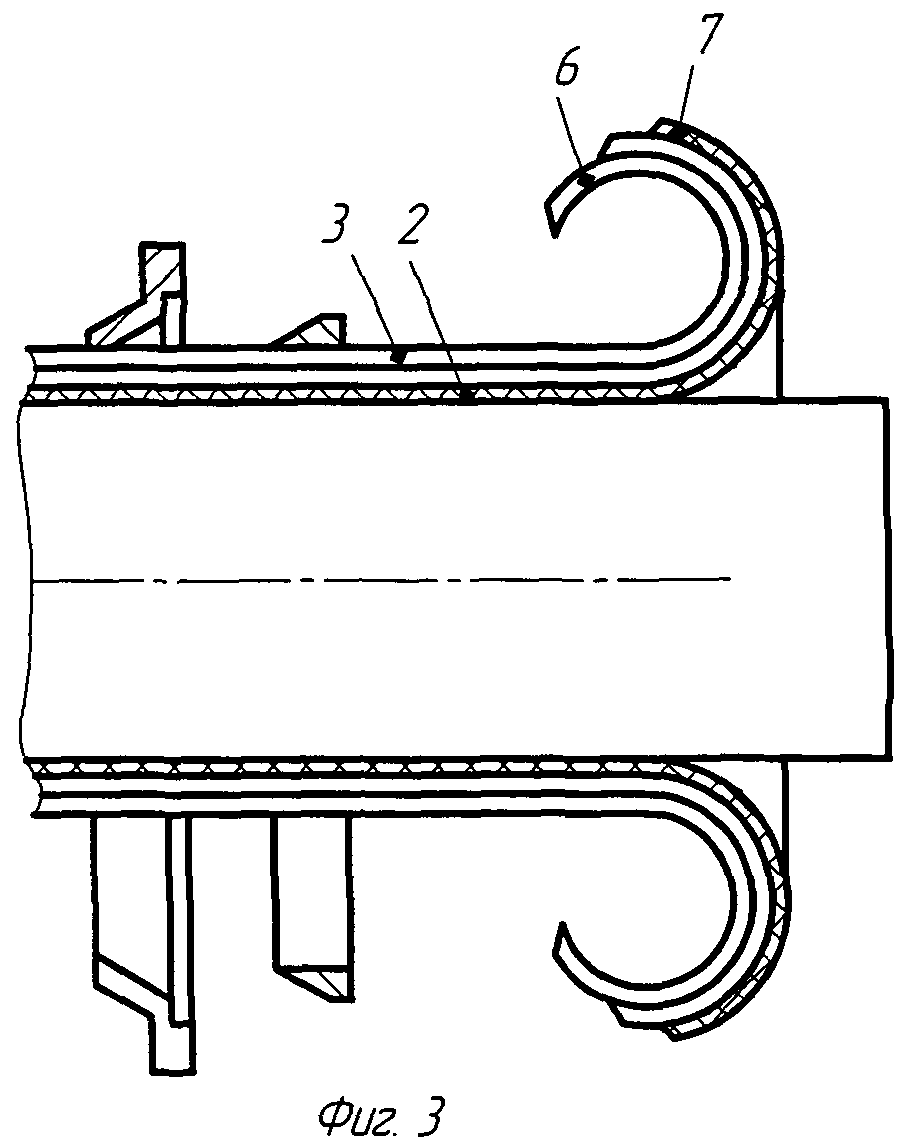
фиг.3 - фрагмент цилиндрической оснастки с вывернутой кромкой несущих слоев корда и герметизирующего слоя резины на цилиндрическую оснастку;
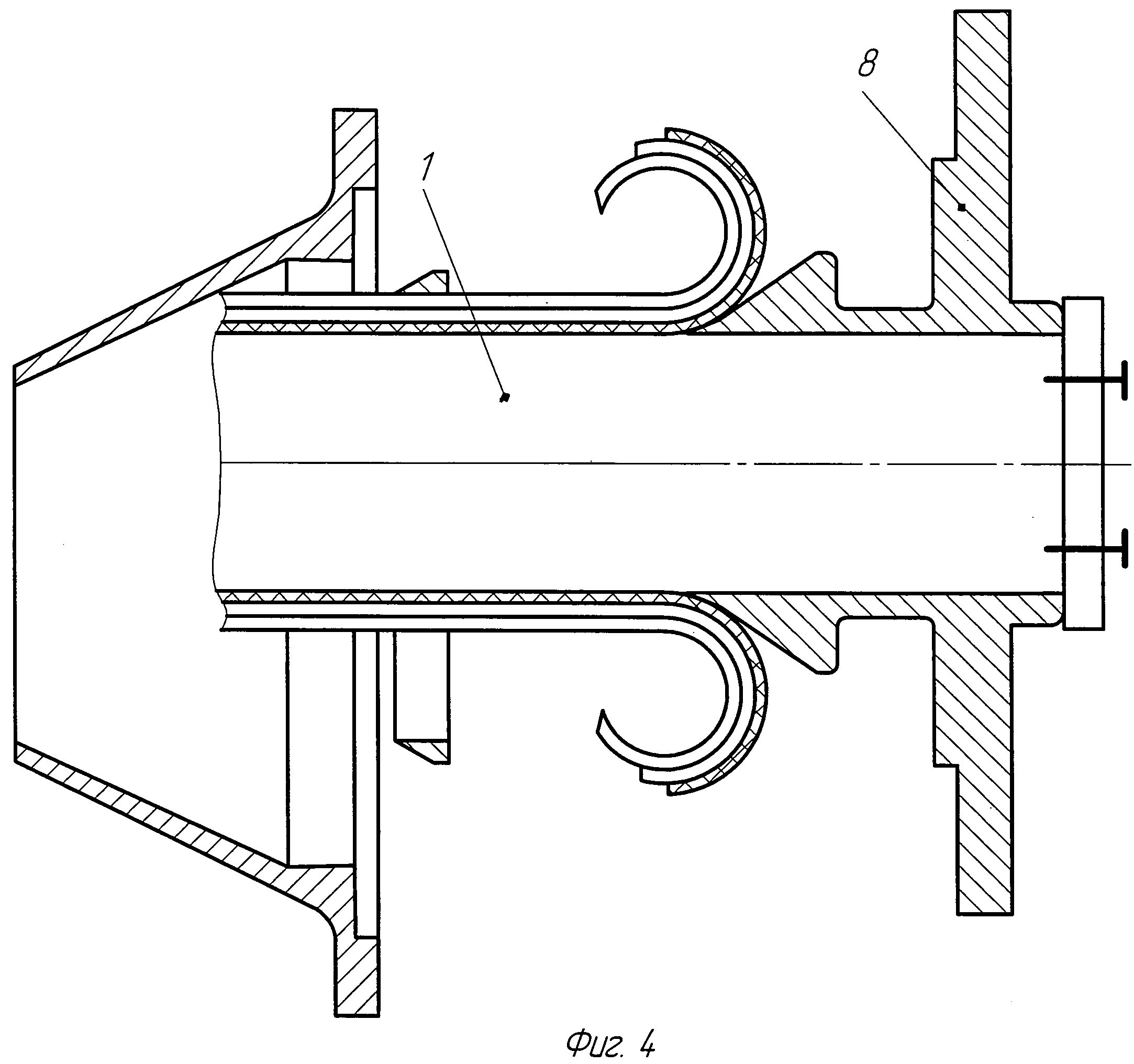
фиг.4 - фрагмент цилиндрической оснастки с присоединительным фланцем;
фиг.5 - фрагмент цилиндрической оснастки с кромками несущих слоев корда и герметизирующего слоя резины, расположенные на присоединительном фланце;
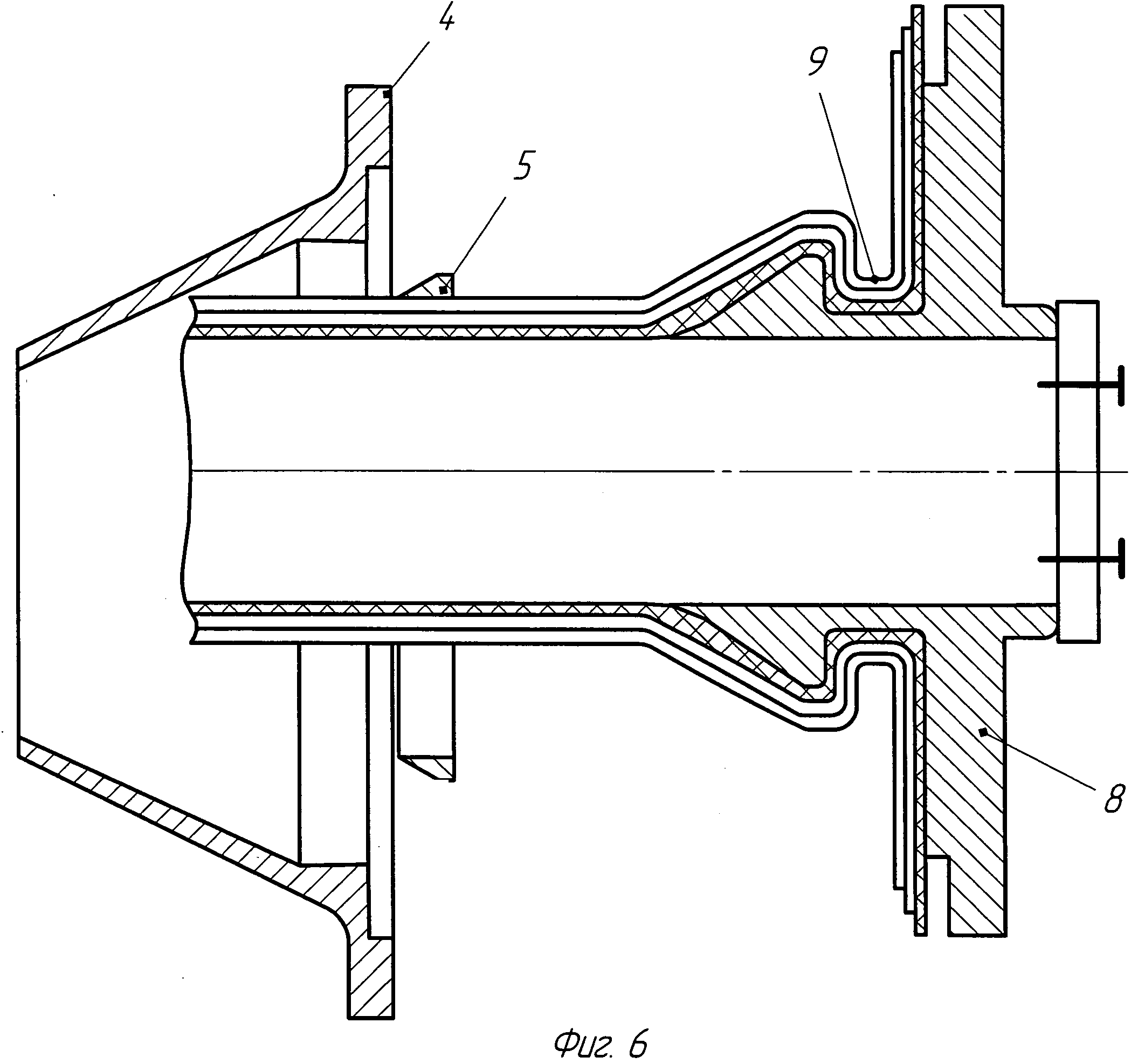
фиг.6 - фрагмент цилиндрической оснастки для монтажа бортового кольца;
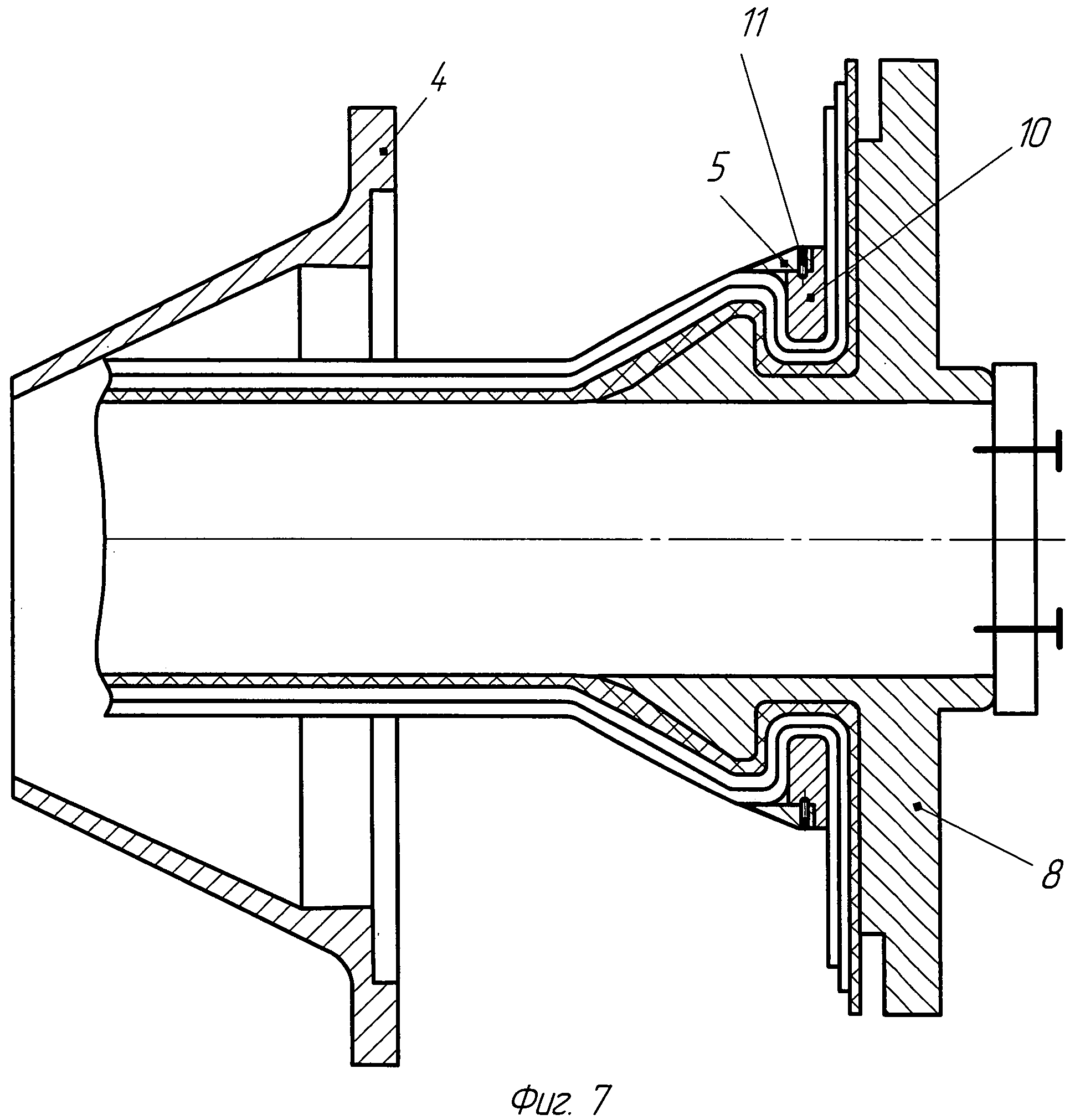
фиг.7 - фрагмент цилиндрической оснастки с установленными полукольцами и наружным кольцом;
фиг.8 - фрагмент цилиндрической оснастки; кромка несущих слоев корда и герметизирующего слоя резины завернуты на полукольца и наружное кольцо;
фиг.9 - фрагмент цилиндрической оснастки; кромка несущих слоев корда и герметизирующего слоя резины прижаты крепежным фланцем, наложен покровный слой резины на цилиндрическую поверхность.
Способ сборки резинокордного патрубка осуществляется следующим образом.
На цилиндрическую оснастку 1 накладывают герметизирующий слой резины 2 и несущие слои корда 3 (фиг.1). На них заводят крепежные фланцы 4 и наружные кольца 5 (фиг.2). Затем предварительно выворачивают кромку 6 несущих слоев корда 3 и кромку 7 герметизирующего слоя резины 2 на цилиндрическую оснастку 1 (фиг.3). После этого устанавливают на торец цилиндрической оснастки 1 присоединительный фланец 8 с кольцевой проточкой 9 (фиг.4). Затем раскладывают кромку 6 несущих слоев корда 3 и кромку 7 герметизирующего слоя резины 2 на присоединительном фланце 8 (фиг.5). В кольцевую проточку 9 присоединительного фланца 8 для монтажа бортового кольца укладывают несущие слои корда 3 и герметизирующий слой резины 2 (фиг.6). Устанавливают полукольца 10 и зажимают их наружным кольцом 5, фиксируют полукольца 10 и наружное кольцо 5 между собой, например, винтами 11 (фиг.7). Кромку 6 несущих слоев корда 3 и кромку 7 герметизирующего слоя резины 2 заворачивают на полукольца 10 и наружное кольцо 5 (фиг.8). Кромку 6 несущих слоев корда 3 и кромку 7 герметизирующего слоя резины 2 прижимают крепежным фланцем 4, затем накладывают покровный слой резины 12.
В связи с тем, что внутренний диаметр Д полуколец 10 меньше наружного диаметра Д1 кольцевого конического выступа 13 (рис.9), то при подаче под давлением рабочей среды в полость резинокордного патрубка возникает осевая сила, стремящаяся сдвинуть в осевом направлении бортовое кольцо, состоящее из полуколец 10 и наружного кольца 5, и оборачивающие его слои корда 3 и слои резины 2, 12. Предложенный способ обеспечивает прижатие полуколец 10, наружного кольца 5, несущих слоев корда 3 и слоев резины 2, 12 к торцу кольцевой проточки 9, т.е. к упору борта резинокордной оболочки, что повышает надежность и герметичность бортовой зоны фланца.
Оптимальная последовательность выполняемых операций по предложенному способу позволяет повысить технологичность сборки резинокордного патрубка заданной конструкции, имеющего внутренний диаметр Д металлического кольца меньше наружного диаметра Д1 кольцевого конического выступа 13 и, тем самым, повысить надежность и герметичность бортовой зоны фланца резинокордного патрубка при широком диапазоне давлений перекачиваемой среды.
Способ сборки резинокордного патрубка, заключающийся в том, что на цилиндрическую оснастку накладывают герметизирующий слой резины и несущие слои корда, затем на них заводят крепежные фланцы и наружные кольца, отличающийся тем, что выворачивают кромку несущих слоев корда и герметизирующего слоя резины на цилиндрическую оснастку, устанавливают на торец цилиндрической оснастки присоединительный фланец с кольцевой проточкой, раскладывают кромку несущих слоев корда и герметизирующий слой резины на присоединительном фланце, укладывают несущие слои корда и герметизирующий слой резины в кольцевую проточку присоединительного фланца, устанавливают полукольца, зажимают их наружным кольцом, фиксируют полукольца и наружное кольцо между собой.
Способ нанесения резины на синтетический канат
Панель звукоизолирующая и способ ее изготовления
Пневматическая виброизолирующая опора
Узлы прохода панели звукоизолирующей и способ их изготовления
Гибкая компенсаторная вставка с гасителем пульсаций давления
Устройство для изготовления двухпластинчатых амортизаторов
Способ изготовления резинометаллического амортизатора
Способ сборки резинокордных оболочек
Клеевая композиция и способ ее изготовления
Клеевой подслой для крепления резин к металлу при вулканизации
Резинокордная кассетная компенсаторная вставка
Резинокордный пневматический элемент
Способ изготовления резинокордных изделий рукавного типа и устройство для его осуществления
Способ нанесения резины на синтетический канат
Панель звукоизолирующая и способ ее изготовления
Пневматическая виброизолирующая опора
Узлы прохода панели звукоизолирующей и способ их изготовления
Гибкая компенсаторная вставка с гасителем пульсаций давления
Устройство для изготовления двухпластинчатых амортизаторов
Способ изготовления резинометаллического амортизатора

