Результат интеллектуальной деятельности: ПРИСПОСОБЛЕНИЕ И СПОСОБ ФОРМОВАНИЯ КОЖУХА ОЧИСТНОГО УСТРОЙСТВА (ВАРИАНТЫ)
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к приспособлению и к способу формования кожуха очистного устройства.
УРОВЕНЬ ТЕХНИКИ
Известны различные очистные устройства, используемые в системах выпуска отработавших газов двигателей транспортных средств. В качестве примеров можно указать каталитический нейтрализатор и сажевый фильтр дизельного двигателя. Такие известные очистные устройства обычно содержат кожухи, в которых размещаются различные компоненты.
Внутри основной части кожуха типичного очистного устройства собирают сотовую структуру (матрицу), которую чаще всего выполняют из подходящего керамического носителя или аналогичного материала. Иногда также в качестве носителя используются другие материалы, например соты из нержавеющей стали. Матрица обеспечивает структуру, на которую наносятся различные благородные металлы, которые действуют в качестве катализатора. Матрица представляет собой очень хрупкую структуру, и ее можно легко повредить, поэтому обычно ее обертывают поддерживающим слоем материала, вспучивающегося при нагревании, который помещают внутрь основной части кожуха. Как это хорошо известно в технике, основная часть кожуха обычно имеет такие размеры, чтобы в ней помещалась матрица вместе с материалом (покрытием), намотанным на нее, и выдерживание размеров кожуха очень важно.
Вообще говоря, покрытие является критическим компонентом, определяющим эффективность работы очистного устройства. Покрытие необходимо для обеспечения уплотнения между внешней поверхностью матрицы и внутренней поверхностью кожуха, а именно ее основной части, чтобы практически весь поток отработавших газов проходил через матрицу и подвергался действию катализатора для обработки выбрасываемых вредных веществ. Кроме того, покрытие также обеспечивает необходимую опору внутри кожуха, чтобы матрица не была повреждена действием повышенных нагрузок, а также фиксирует матрицу в нужном положении внутри кожуха. Как это хорошо известно в технике, конструкция устройства должна быть такой, чтобы покрытие подвергалось некоторому сжатию (например, чтобы обеспечивалась заданная объемная плотность в зазоре).
Как это хорошо известно в технике, кожухи очистных устройств могут иметь различную форму поперечного сечения. Например, поперечное сечении кожухов может иметь одну из следующих форм: круглую, овальную, прямоугольную, квадратную, трапецеидальную и различные варианты указанных форм, включая неправильную форму. Также известно, что кожухи очистных устройств часто конструируют для размещения в них одной матрицы, однако в альтернативных вариантах возможно использование нескольких матриц в соответствии с требованиями конкретных применений.
С известными способами изготовления очистных устройств связаны различные проблемы. Устройства, изготовленные с использованием известных способов, часто выходят из строя из-за погрешностей формования основной части и переходных частей, обеспечивающих учет размеров покрытия и матрицы, которые собирают в конкретном кожухе. Например, если при формовании кожуха допущено превышение размеров, то покрытие матрицы будет проскальзывать в кожухе, в результате чего может быть повреждена матрица и/или покрытие, и при использовании очистного устройства оно может быстро выйти из строя. С другой стороны, если размеры кожуха будут меньше расчетных, то либо сборка очистного устройства будет невозможна, либо матрица с покрытием будет повреждена в процессе сборки, что обычно приводит к ухудшению характеристик или к отказу очистного устройства.
В технике известны различные способы сборки в кожухе матрицы и ее покрытия. Например, обеспечивается кожух, размеры которого немного больше тех размеров, которые нужны для конкретной матрицы с покрытием. В этом случае кожух формуют из заготовки, размеры которой уменьшают до нужных величин после установки в ней матрицы с покрытием. Также известен способ, в котором обеспечивается кожух, который необходимо растягивать для установки в нем матрицы с покрытием.
Если кожух надлежащим образом сформован по размерам определенной матрицы с покрытием, то собранное устройство будет обеспечивать необходимую величину объемной плотности материала в зазоре и/или другие проверяемые характеристики.
Однако поскольку допуск сравнительно мал, то даже небольшое отклонение от требуемых размеров кожуха может приводить при сборке к неприемлемому результату.
В зависимости от колебаний размеров матрицы и ее покрытия может потребоваться обеспечивать уникальные размеры каждого кожуха в зависимости от компонентов, которые собирают внутри него. Однако также известно, что для определенной конструкции размеры каждой оболочки можно уменьшить практически до одних и тех же расчетных размеров, если матрица вместе с покрытием изготовлена в пределах допустимых допусков.
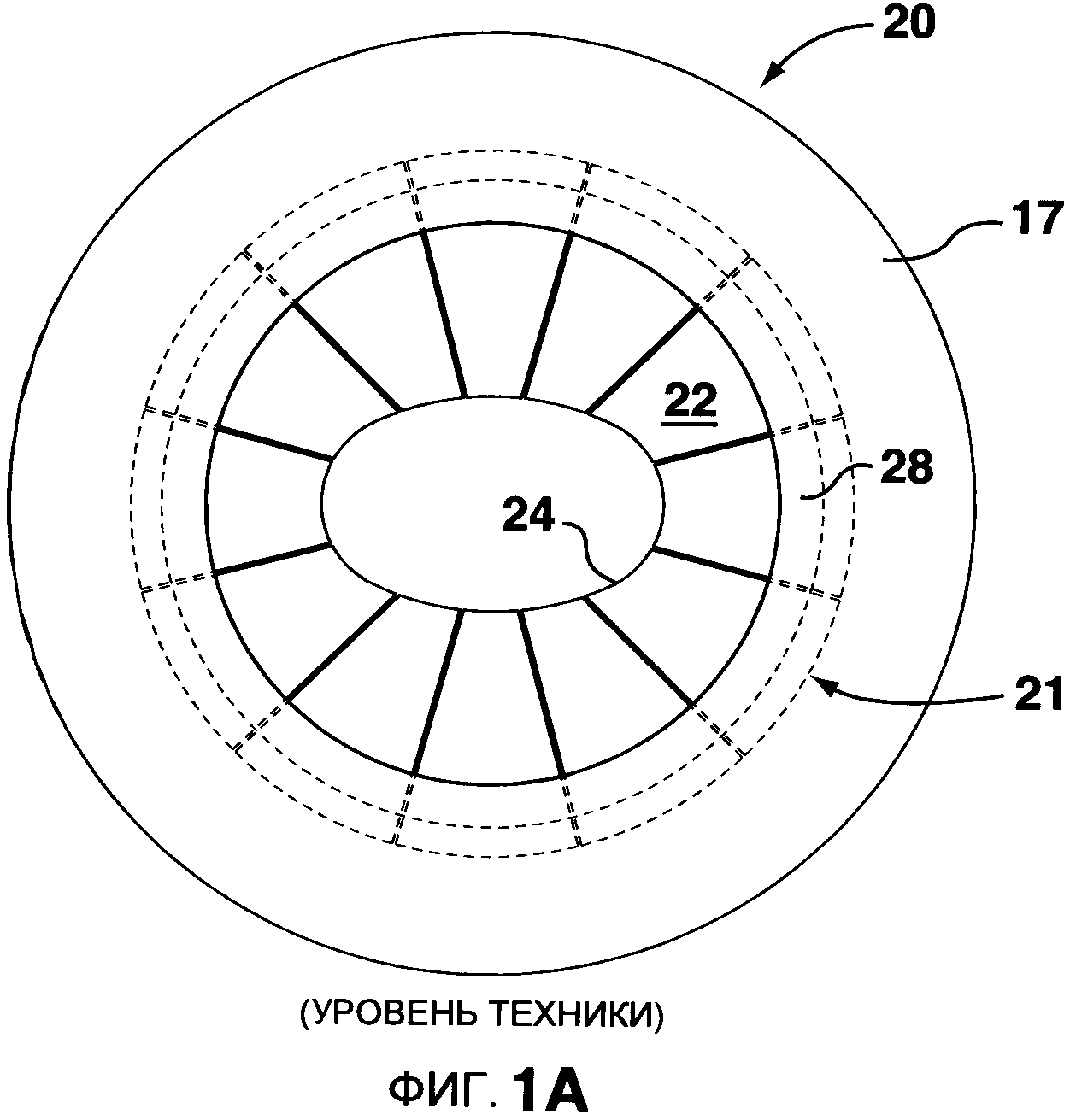
Когда профиль кожуха отличается от круглого (например, овальный) и размеры заготовки необходимо уменьшить более чем на 2 мм, то в известных технических решениях формование кожуха будет неудовлетворительным. Это происходит, поскольку в известных решениях сегменты приспособления в процессе формования кожуха из заготовки перемещаются в направлении общего центра (см. фигуру 1А). Однако в известных решениях не удается осуществлять единообразное перемещение сегментов приспособления (обжимных сегментов) с одной скоростью, то есть сегменты не касаются заготовки одновременно, в результате чего могут возникать неровности кожуха, когда необходимо уменьшить его размер более чем на 2 мм. Поскольку для многих конструкций требуемое уменьшение размера превышает 2 мм, то это означает, что кожух (или оболочка) часто формируется неудовлетворительно.
В известных решениях кожух часто формуют с помощью процесса, в котором используются по меньшей мере два, иногда три или более различных обжимных устройств в попытке решить вышеуказанную проблему и обеспечить удовлетворительное формование каждого кожуха. Использование нескольких обрабатывающих устройств повышает производственные расходы, а также увеличивает время производственного процесса, поскольку необходимо перемещать заготовку между обжимными приспособлениями. Кроме того, использование нескольких машин не гарантирует удовлетворительный результат при уменьшении размеров деталей, имеющих некруглый профиль, на 2 мм или более.
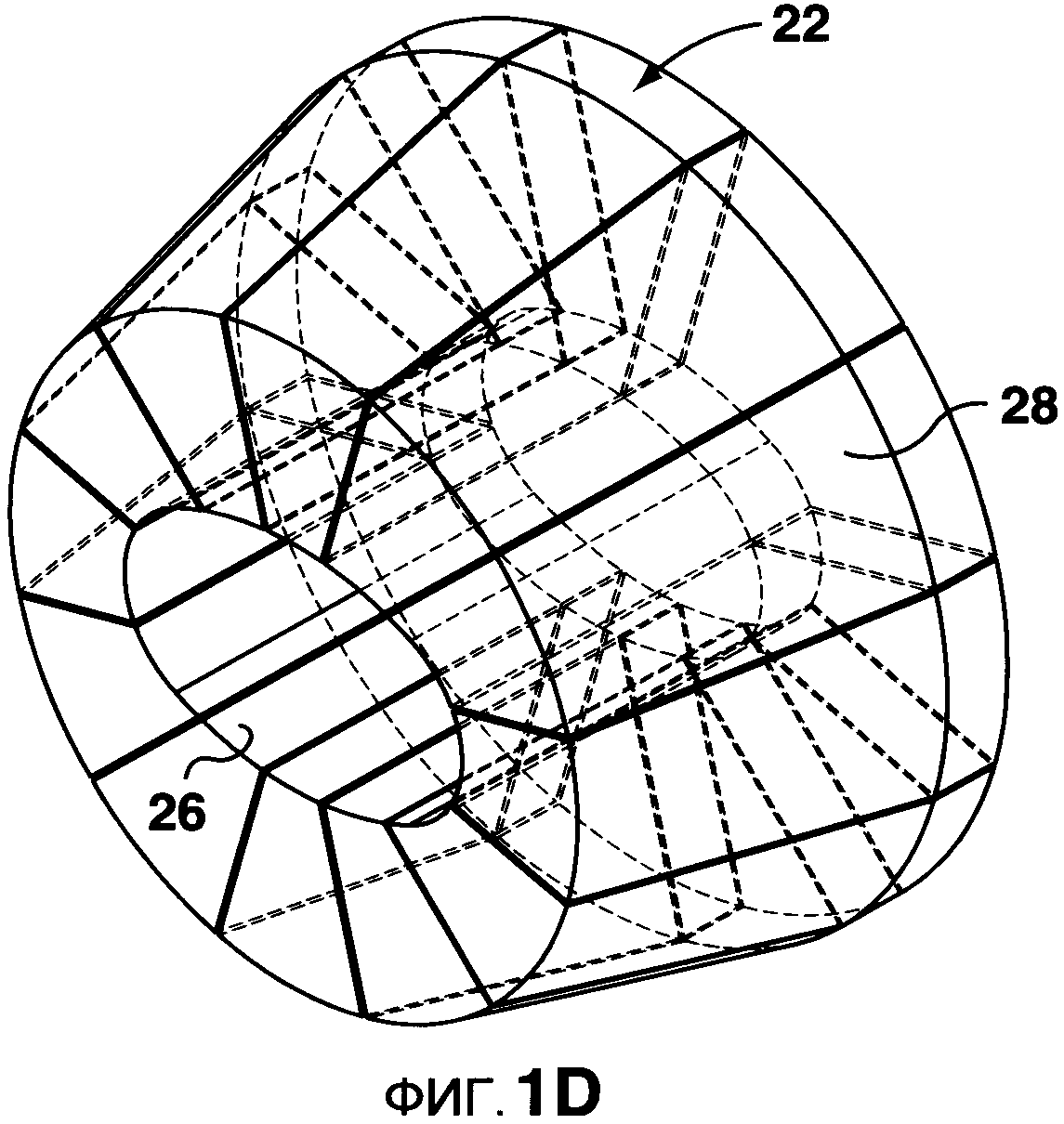
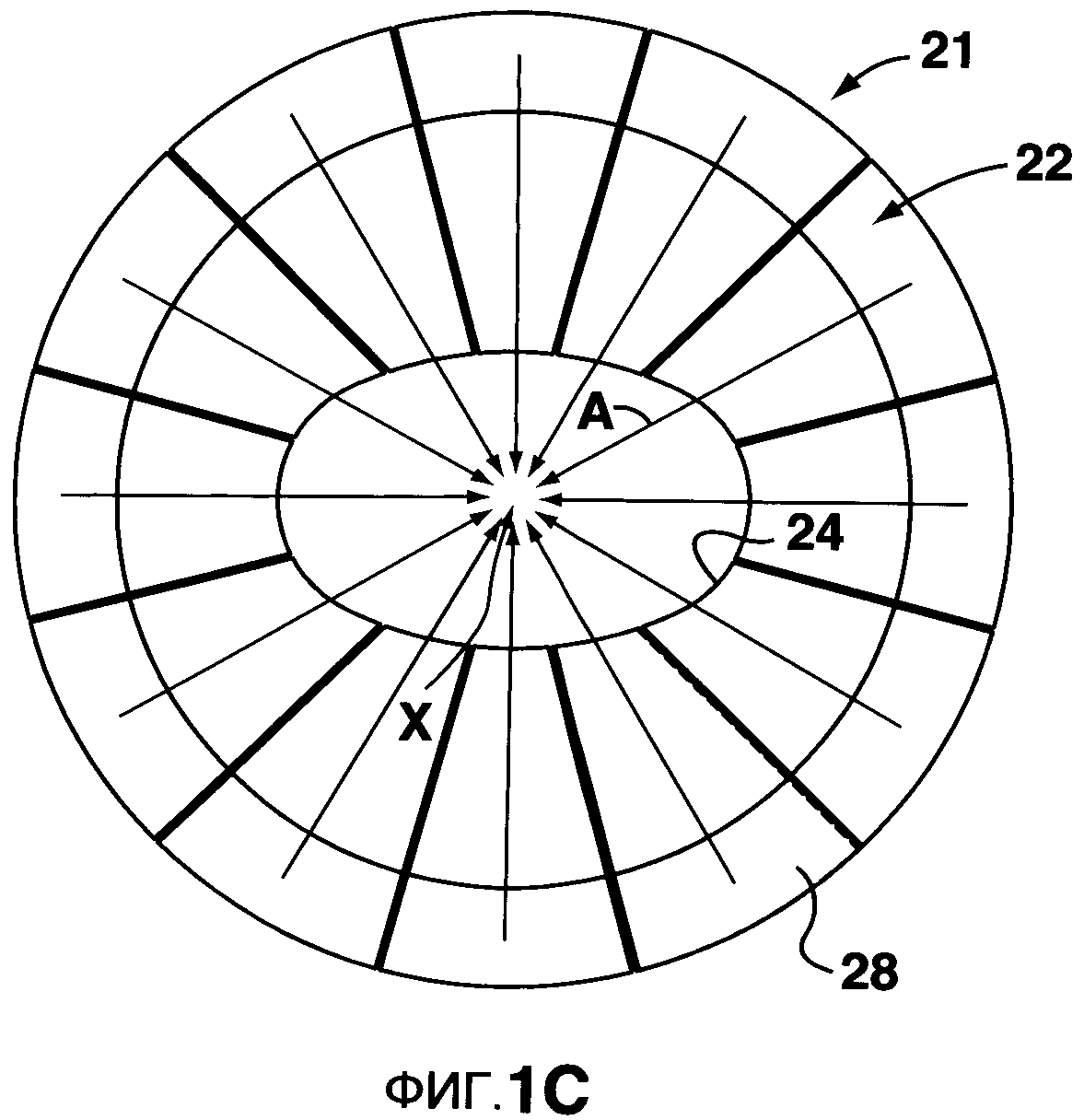
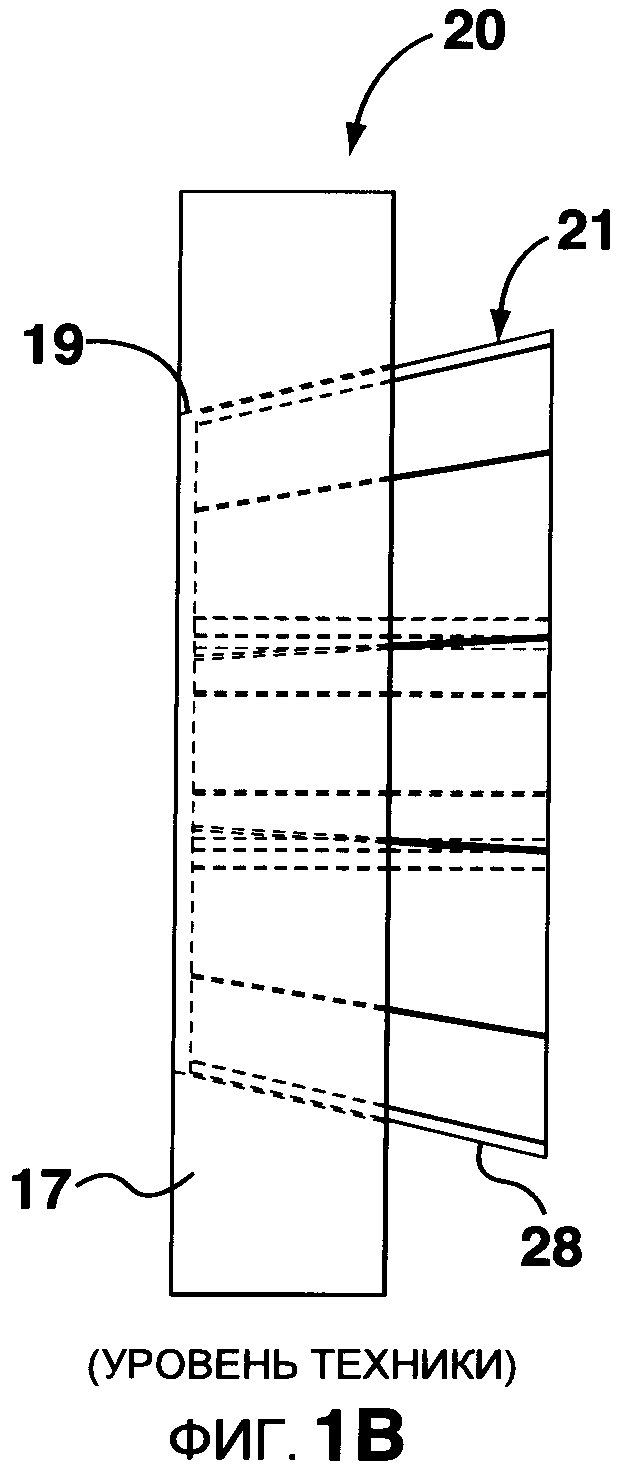
На фигурах 1А-1D показано типичное обжимное устройство 20 предшествующего уровня, используемое для уменьшения размеров некруглого профиля на 2 мм или более. На остальных фигурах иллюстрируется настоящее изобретение. Как это хорошо известно в технике, сборное обжимное приспособление 20 обычно содержит кольцевую часть 17 с суживающимся внутренним каналом, который имеет круглое сечение и формируется внутренней поверхностью 19, и внутренний узел 21, содержащий обжимные сегменты 22. Однако в тех случаях, когда необходимо уменьшить размеры некруглого кожуха на 2 мм и более, обжимное приспособление 20, как это уже указывалось, часто дает неудовлетворительные результаты.
Как можно видеть на фигурах 1С и 1D, обжимные сегменты 22 при нахождении в положении взаимодействия с заготовкой (фигуры 1А-1D) формируют практически овальный профиль 24. Как это хорошо известно в технике, внутренние поверхности 26 обжимных сегментов 22 взаимодействуют с внешней поверхностью заготовки (на фигурах 1А-1D не показана), когда эти сегменты перемещаются внутрь, как показано стрелками "А" в направлении общего центра "X" (фигура 1С). Схождение и движение вперед обжимных сегментов происходит в результате движения опорной пластины (не показана), на которой смонтированы обжимные сегменты 22, в направлении кольцевой части (фигуры 1А, 1В) с суживающимся внутренним проходом, имеющим круглое сечение. Кроме того, схождение в процессе движения вперед обжимных сегментов происходит в результате взаимодействия суживающихся боковых поверхностей 28 (фигура 1D) с внутренней поверхностью (не показана), формирующей проход круглого сечения в кольцевой части, когда опорная пластина перемещается в направлении кольцевой части.
Как уже указывалось, на практике такие обжимные приспособления, как правило, не обеспечивают удовлетворительных результатов в случае кожуха, имеющего некруглый профиль. Как правило, кожух после такой обработки имеет небольшие неровности. Этот дефект появляется, поскольку обжимные сегменты, имеющие разную геометрическую форму, толкаются вперед внутренней поверхностью кольцевой части, имеющей круглое поперечное сечение, в направлении общего центра.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В связи с вышеуказанными недостатками известных технических решений существует потребность в улучшенном способе и приспособлении для изготовления кожухов очистных устройств, в которых устраняются или смягчаются указанные недостатки (один или несколько). В частности, предлагаемое в настоящем изобретении приспособление обеспечивает практически одновременное касание обжимными сегментами практически всей внешней поверхности заготовки.
В настоящем изобретении предлагается сборное приспособление для формования из заготовки, имеющей начальный внешний профиль, по меньшей мере частично формируемый внешней поверхностью заготовки в начальной конфигурации, кожуха, имеющего некруглый расчетный внешний профиль, по меньшей мере частично формируемый внешней поверхностью в расчетной конфигурации, полученной из начальной конфигурации с уменьшением размеров. Сборное приспособление содержит кольцевую часть, в которой внутри имеется канал, по меньшей мере частично сформированный внутренней поверхностью, и вставную часть. Вставная часть содержит опорную пластину и удлиненные обжимные сегменты. Каждый обжимной сегмент имеет задний конец, взаимодействующий с опорной пластиной, и передний конец, удаленный от опорной пластины. Кроме того, каждый обжимной сегмент имеет внутреннюю поверхность для взаимодействия с внешней поверхностью и по меньшей мере частично наклонную наружную поверхность для взаимодействия с внутренней поверхностью кольцевой части с возможностью скольжения. Обжимные сегменты могут перемещаться между первым положением, в котором внутренние поверхности обжимных сегментов по меньшей мере частично формируют проход, в который может быть введена заготовка, и вторым положением, в котором внутренние поверхности обжимных сегментов по существу определяют расчетную конфигурацию внешней поверхности. Обжимные сегменты по меньшей мере частично могут быть введены в канал кольцевой части. Вставную часть можно перемещать относительно кольцевой части между открытым положением сборного приспособления, в котором опорная пластина находится на наибольшем удалении от кольцевой части, и закрытым положением сборного приспособления, в котором опорная пластина находится ближе всего к кольцевой части. Когда кольцевая часть перемещается из открытого положения в закрытое положение, внутренняя поверхность кольцевой части толкает обжимные элементы внутрь из первого положения во второе положение, заставляя их взаимодействовать по существу со всей внешней поверхностью и перемещать ее из начальной конфигурации в расчетную конфигурацию, превращая начальный внешний профиль в расчетный внешний профиль с уменьшением размеров и формируя кожух из заготовки.
В другом варианте обжимные сегменты перемещаются по соответствующим, по существу прямолинейным, заданным траекториям, когда они перемещаются из первого положения во второе положение, причем заданные траектории проходят через расчетные конечные точки.
В другом варианте обжимные сегменты разбиваются на несколько групп. Каждая группа имеет связанную с ней одну расчетную конечную точку. Каждый обжимной сегмент из каждой группы может перемещаться по заданной для него траектории в направлении одной из расчетных конечных точек, когда обжимные сегменты перемещаются из первого положения во второе положение.
В другом варианте радиус, отходящий как от центра от расчетной точки выбранной группы, по существу совпадает с частью расчетного внешнего профиля, который по существу формируется внутренними поверхностями обжимных сегментов этой группы, когда обжимные сегменты находятся во втором положении.
В другом варианте каждый обжимной сегмент снабжен направляющим выступом, который может быть введен в направляющую канавку в опорной пластине для направления обжимного сегмента по заданной для него траектории.
В другом варианте каждый обжимной сегмент по меньшей мере частично может перемещаться по заданной траектории одним или несколькими движущими средствами.
В настоящем изобретении также предлагается способ формования из заготовки, имеющей начальный внешний профиль, по меньшей мере частично формируемый внешней поверхностью заготовки в начальной конфигурации, кожуха, имеющего некруглый расчетный внешний профиль, по меньшей мере частично формируемый внешней поверхностью в расчетной конфигурации, полученной из начальной конфигурации с уменьшением размеров. Способ включает обеспечение кольцевой части, имеющей внутренний канал, сформированный внутренней поверхностью, и обеспечение вставной части с опорной пластиной, а также с обжимными сегментами. Обжимные сегменты могут перемещаться между первым положением, в котором внутренние поверхности обжимных сегментов по меньшей мере частично формируют проход, в котором по меньшей мере частично может быть установлена заготовка, и вторым положением, в котором внутренние поверхности обжимных сегментов по существу определяют расчетную конфигурацию внешней поверхности. По меньшей мере части обжимных сегментов располагают в канале кольцевой части. Обжимные сегменты перемещают в первое положение и заготовку вводят в проход. Наконец, опорную пластину перемещают в направлении кольцевой части, чтобы внутренняя поверхность кольцевой части входила во взаимодействие с наружными поверхностями обжимных сегментов, толкая обжимные сегменты внутрь во второе положение, так чтобы обжимные сегменты взаимодействовали по существу со всей внешней поверхностью и перемещали ее из начальной конфигурации в расчетную конфигурацию, превращая начальный внешний профиль в расчетный внешний профиль с уменьшением размеров и формируя кожух из заготовки.
В других вариантах предлагается сборное приспособление, в котором кольцевую часть можно перемещать относительно вставной части между открытым положением сборного приспособления, в котором кольцевая часть находится на наибольшем удалении от опорной пластины, и закрытым положением сборного приспособления, в котором кольцевая часть находится ближе всего к опорной пластине. Когда кольцевая часть перемещается из открытого положения в закрытое положение, внутренняя поверхность кольцевой части толкает обжимные элементы внутрь из первого положения во второе положение, заставляя обжимные сегменты взаимодействовать по существу со всей внешней поверхностью и перемещать ее из начальной конфигурации в расчетную конфигурацию, превращая начальный внешний профиль в расчетный внешний профиль с уменьшением размеров и формируя кожух из заготовки.
В другом варианте предлагается способ, в котором кольцевую часть перемещают в направлении опорной пластины, чтобы внутренняя поверхность кольцевой части входила во взаимодействие с наружными поверхностями обжимных сегментов, толкая обжимные сегменты внутрь во второе положение, так чтобы обжимные сегменты взаимодействовали по существу со всей внешней поверхностью и перемещали ее из начальной конфигурации в расчетную конфигурацию, превращая начальный внешний профиль в расчетный внешний профиль с уменьшением размеров и формируя кожух из заготовки.
В других вариантах предлагается сборное приспособление, в котором вставную и кольцевую части можно перемещать относительно друг друга между открытым положением сборного приспособления, в котором опорная пластина находится на наибольшем удалении от кольцевой части, и закрытым положением сборного приспособления, в котором опорная пластина находится ближе всего к кольцевой части. Когда кольцевая и вставная части перемещаются из открытого положения в закрытое положение, внутренняя поверхность кольцевой части толкает обжимные элементы внутрь из первого положения во второе положение, заставляя обжимные сегменты взаимодействовать по существу со всей внешней поверхностью и перемещать ее из начальной конфигурации в расчетную конфигурацию, превращая начальный внешний профиль в расчетный внешний профиль с уменьшением размеров и формируя кожух из заготовки.
В другом варианте предлагается способ, в котором кольцевую часть и опорную пластину перемещают в направлении друг к другу, чтобы внутренняя поверхность кольцевой части входила во взаимодействие с наружными поверхностями обжимных сегментов, толкая обжимные сегменты внутрь во второе положение, так чтобы обжимные сегменты взаимодействовали по существу со всей внешней поверхностью и перемещали ее из начальной конфигурации в расчетную конфигурацию, превращая начальный внешний профиль в расчетный внешний профиль с уменьшением размеров и формируя кожух из заготовки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение описывается ниже со ссылками на прилагаемые чертежи, на которых показано:
фигура 1А (уже описывалась) - вид спереди обжимного приспособления предшествующего уровня.
Фигура 1А (уже описывалась) - вид сбоку обжимного приспособления, показанного на фигуре 1А.
Фигура 1С (уже описывалась) - вид спереди обжимных сегментов фигуры 1А, приведенный в увеличенном масштабе.
Фигура 1D (уже описывалась) - вид в перспективе обжимных сегментов фигур 1А-1С.
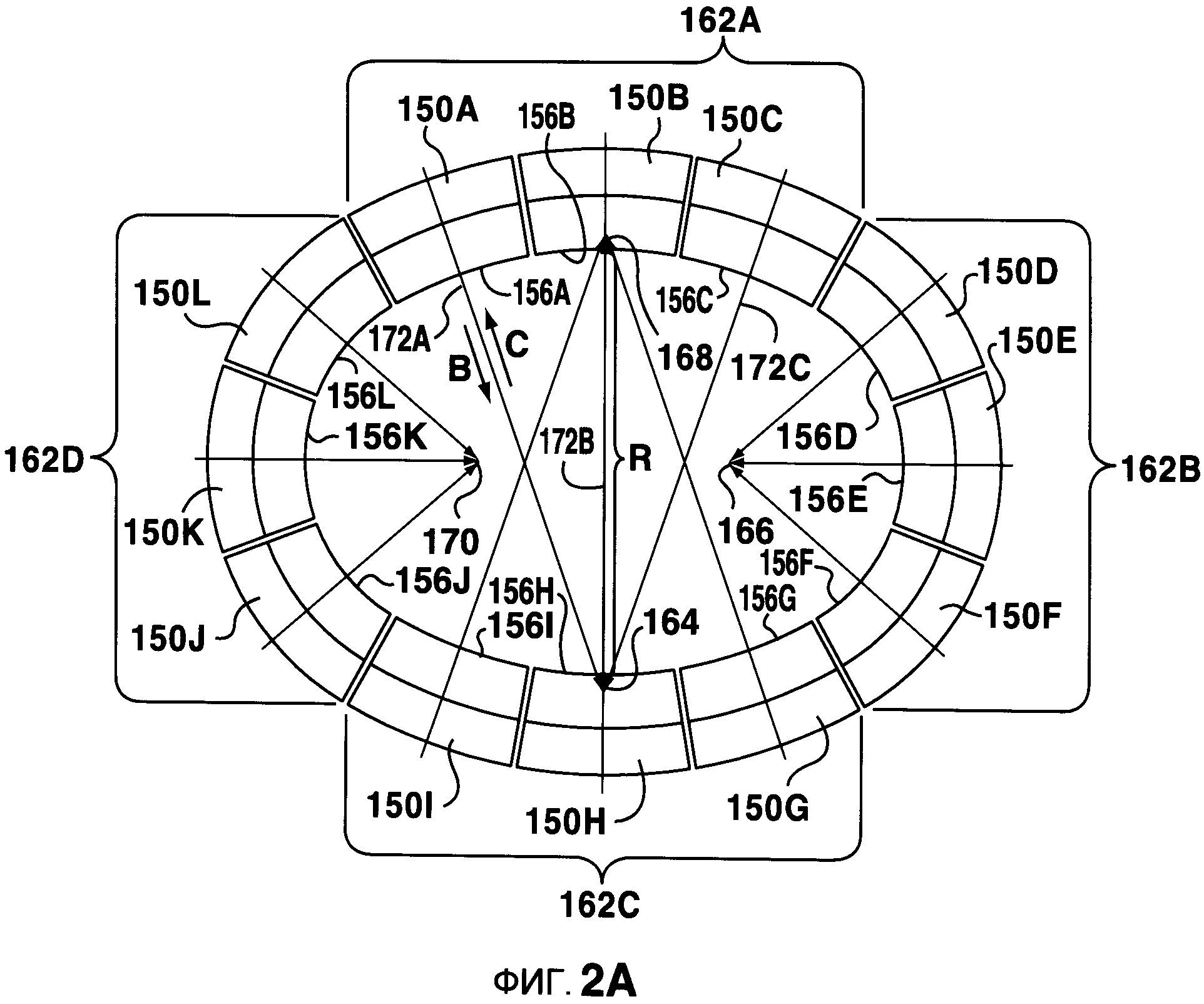
Фигура 2А - вид спереди одного из вариантов узла обжимных сегментов по настоящему изобретению.
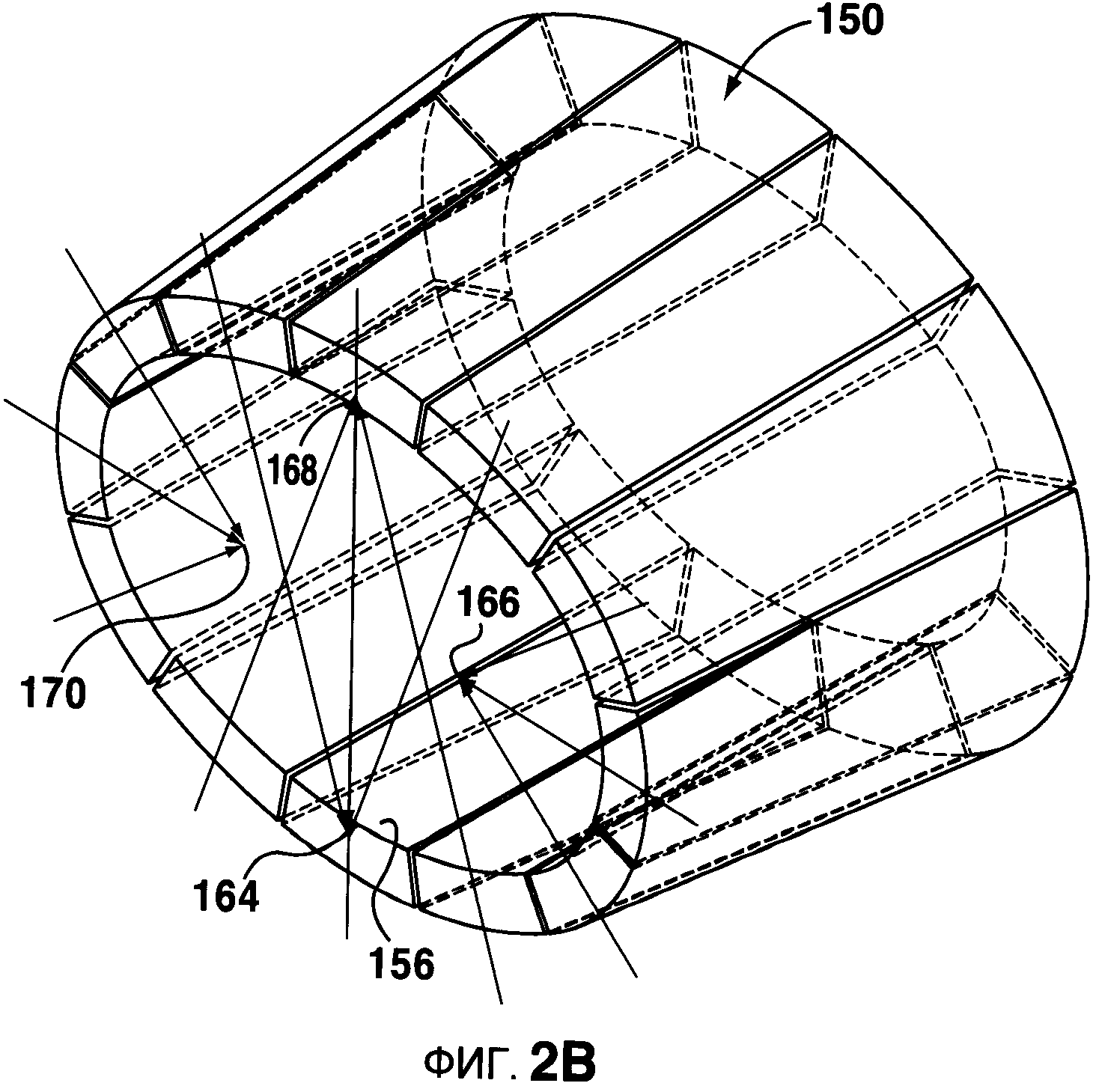
Фигура 2в - вид в перспективе узла обжимных сегментов фигуры 2А.
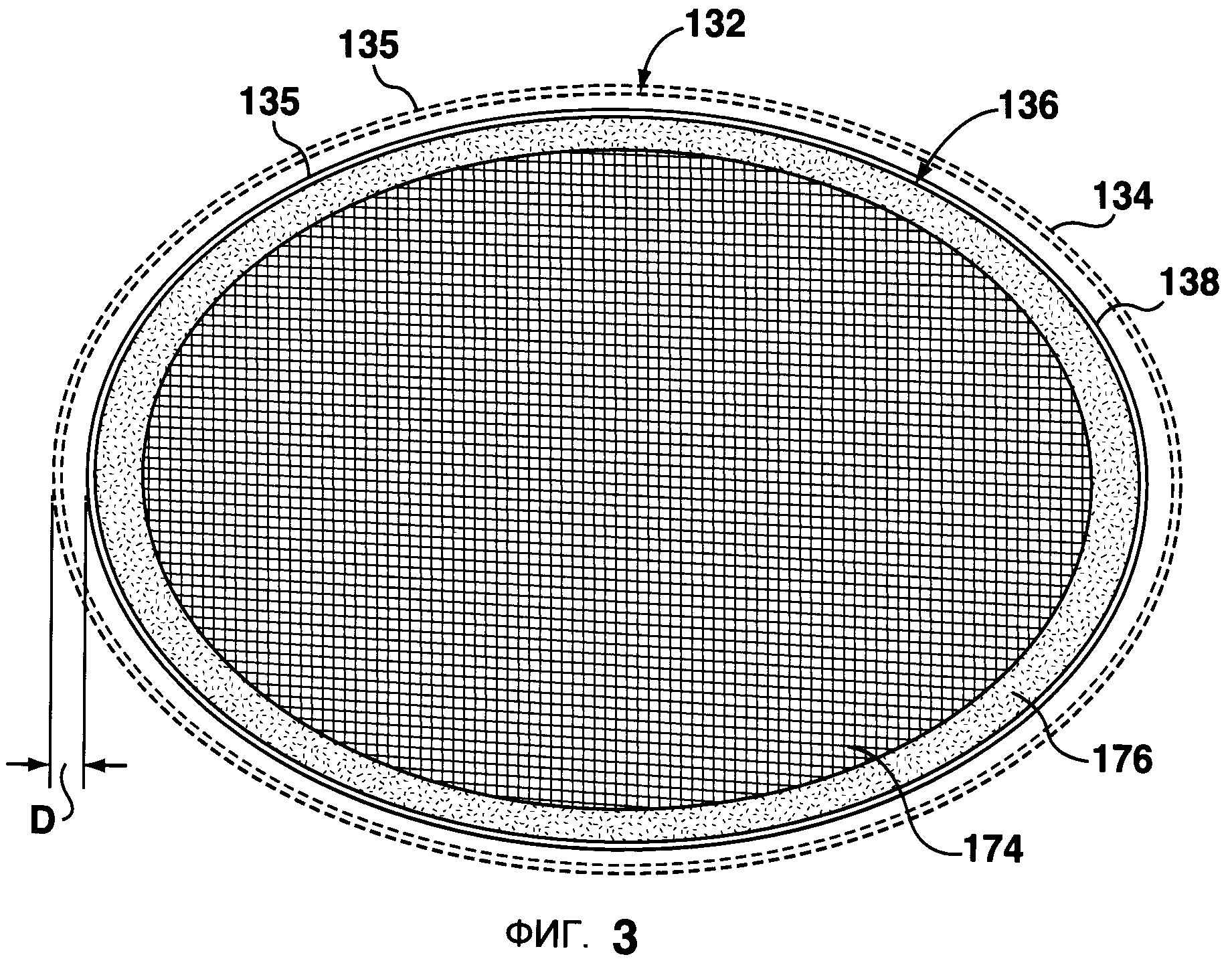
Фигура 3 - вид спереди кожуха с матрицей и покрытием внутри него (показано в увеличенном масштабе).
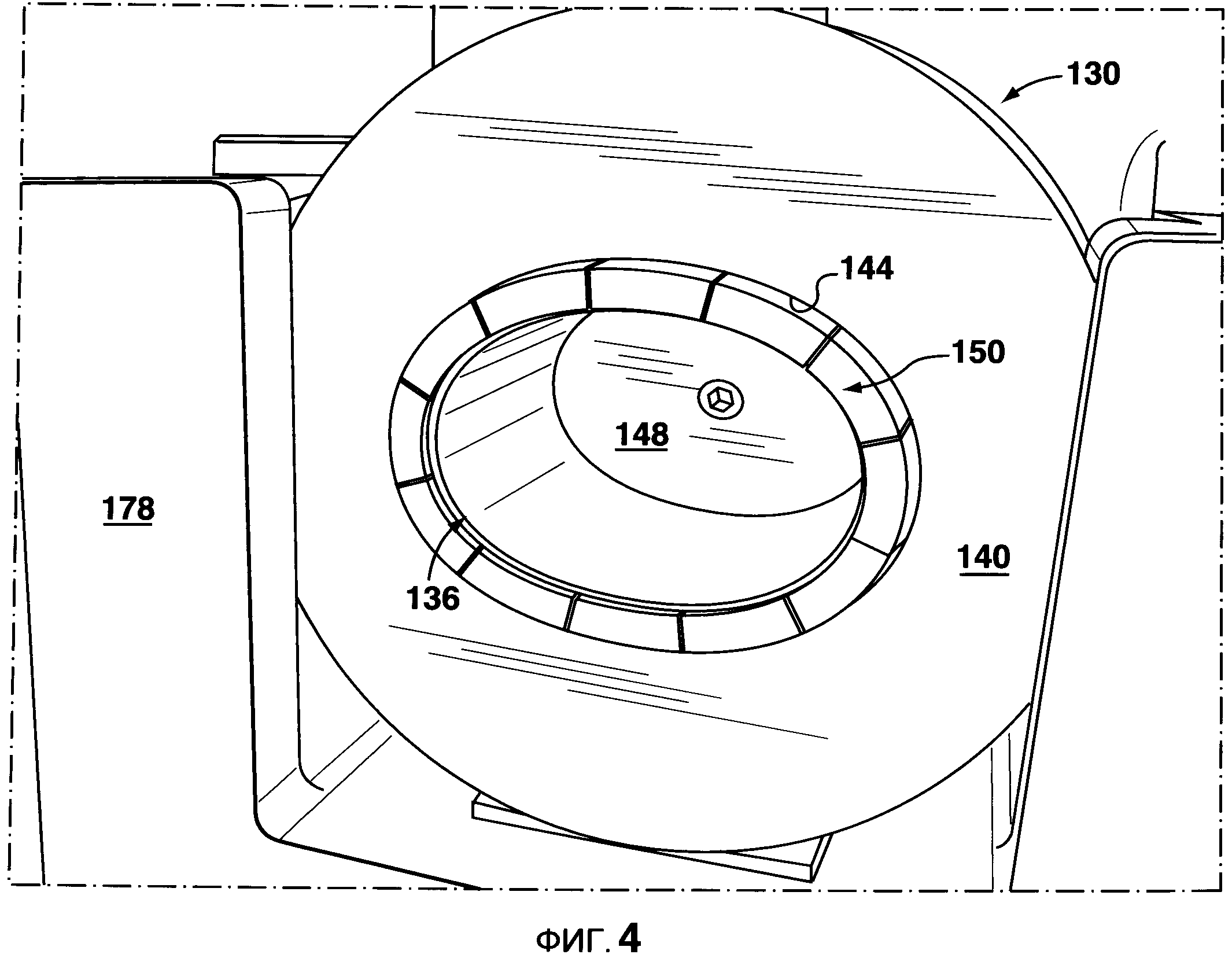
Фигура 4 - вид в перспективе одного из вариантов сборного обжимного приспособления по настоящему изобретению, на котором обжимные сегменты показаны в положении взаимодействия с внешней поверхностью (показано в уменьшенном масштабе).
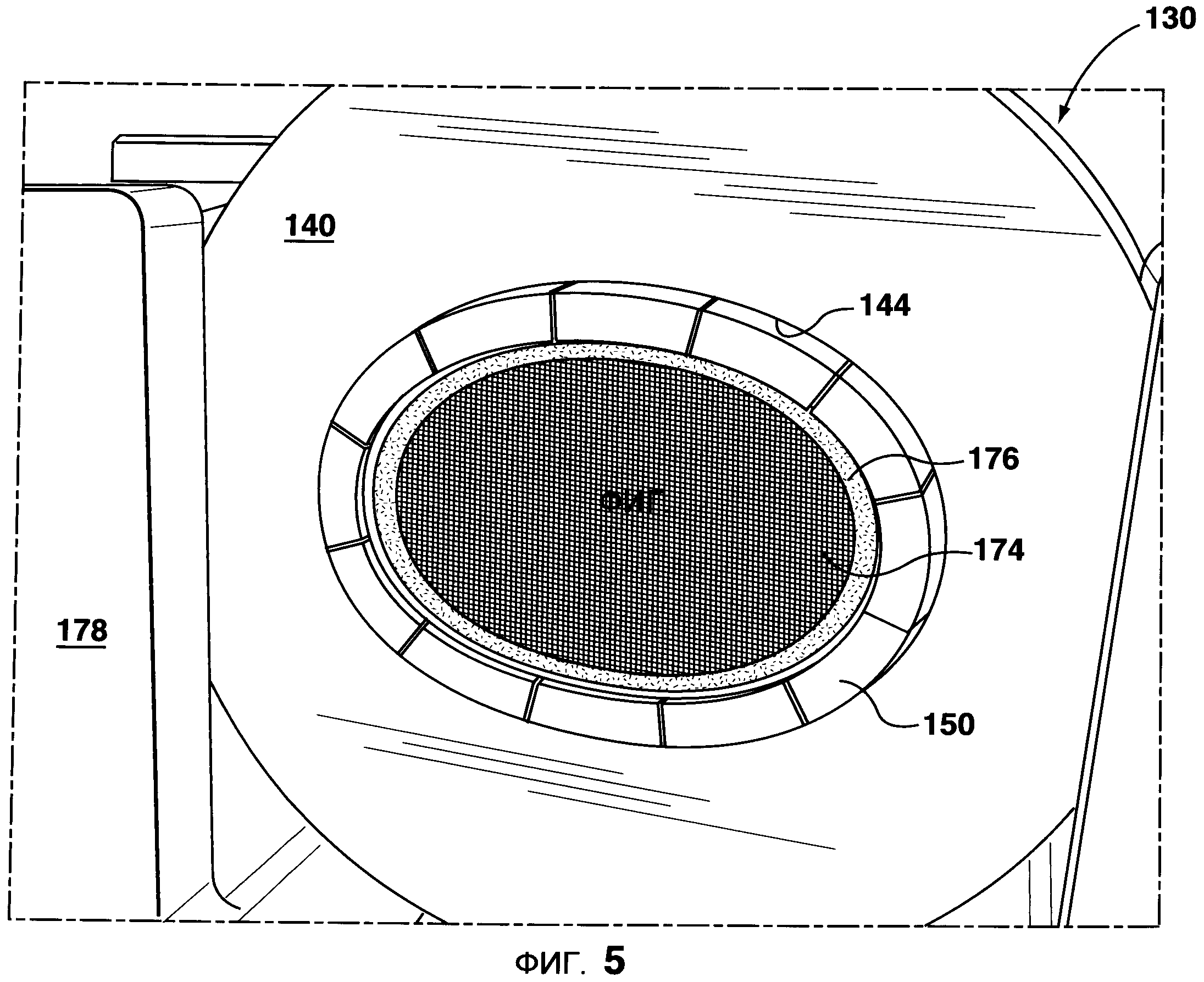
Фигура 5 - вид в перспективе сборного обжимного приспособления фигуры 4 с матрицей и ее покрытием, установленными в кожухе.
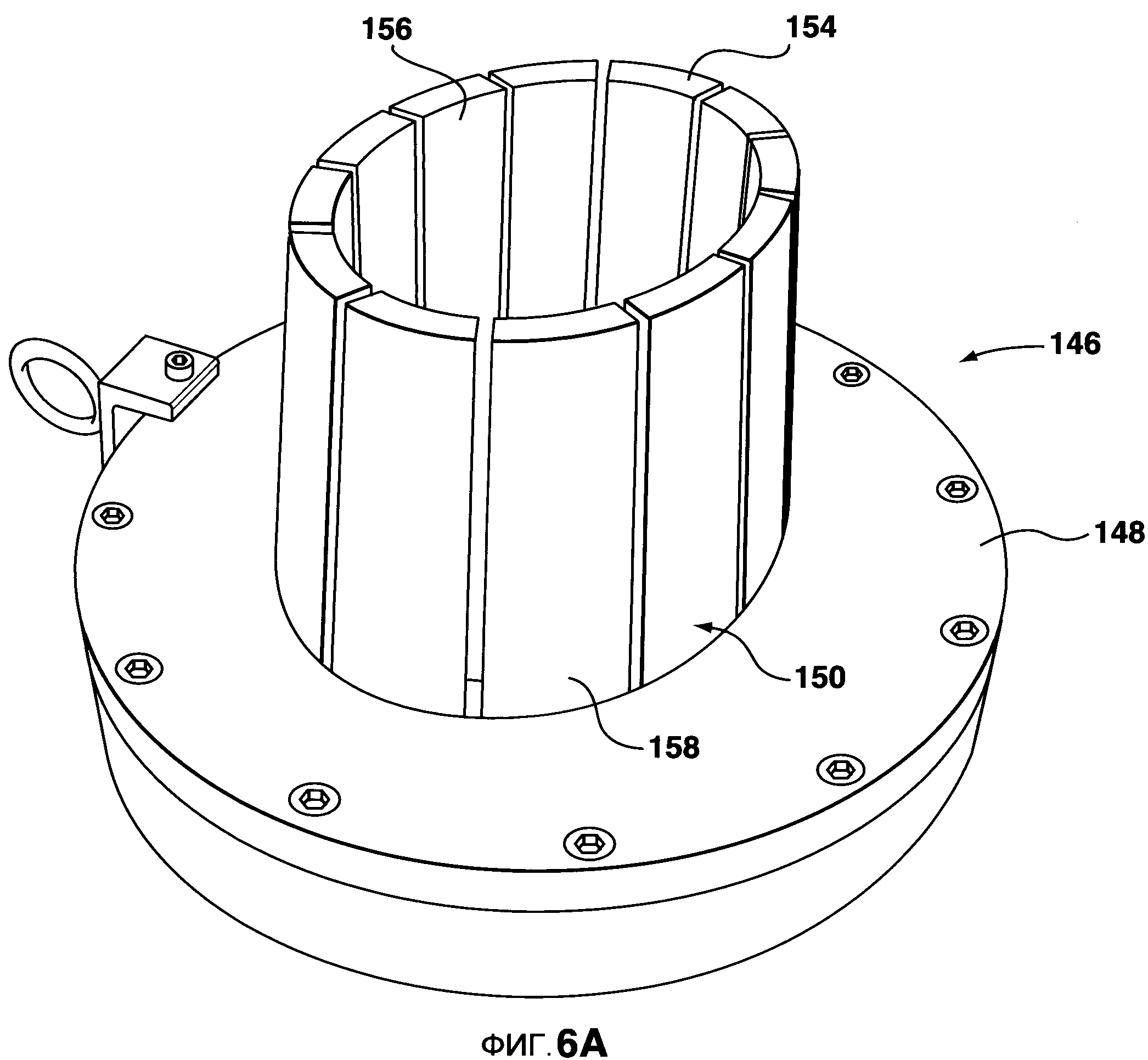
Фигура 6А - вид в перспективе вставной части по настоящему изобретению с обжимными сегментами, находящимися в первом положении (показано в увеличенном масштабе).
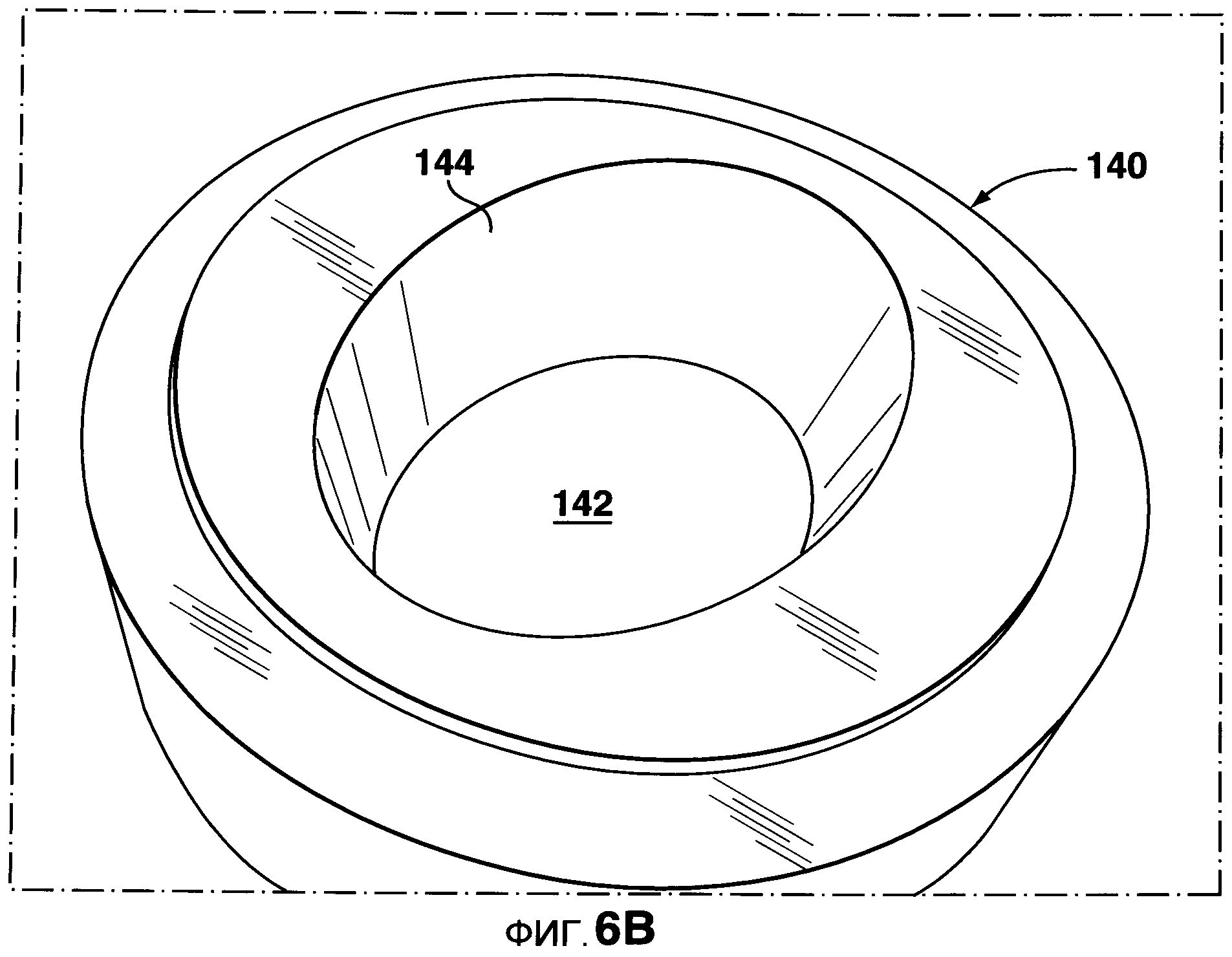
Фигура 6В - вид в перспективе одного из вариантов кольцевой части по настоящему изобретению.
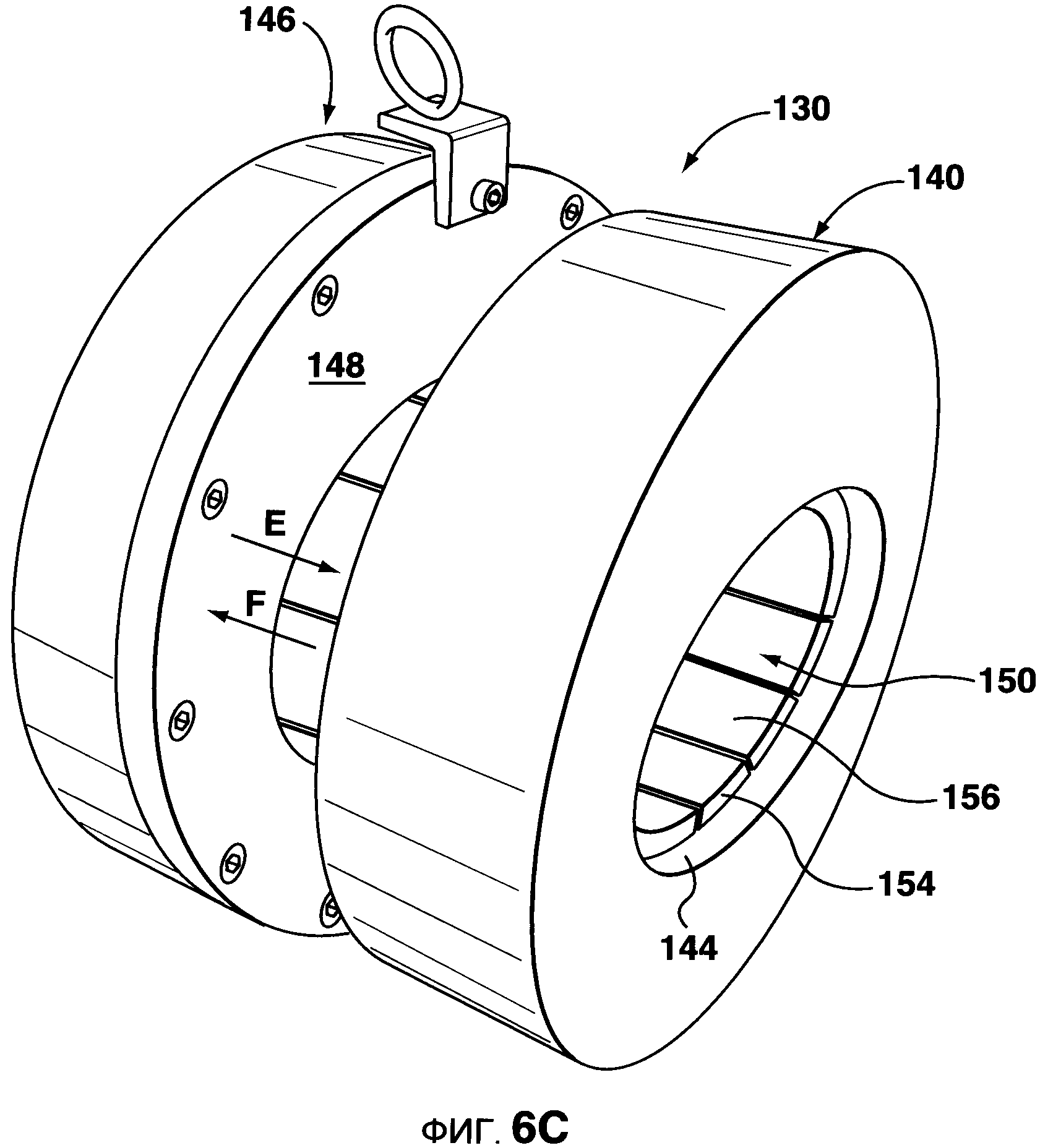
Фигура 6С - вид в перспективе одного из вариантов сборного обжимного приспособления по настоящему изобретению.
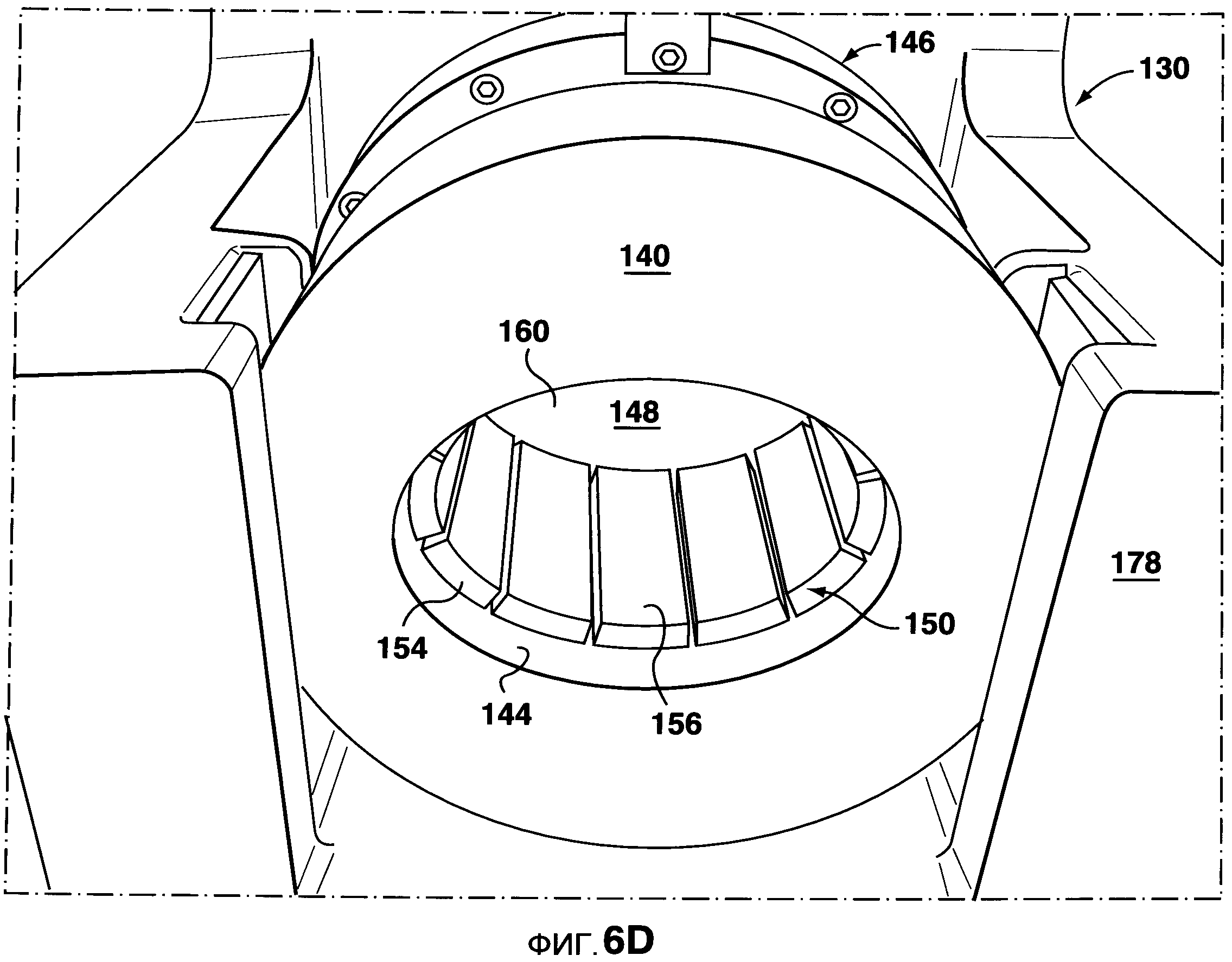
Фигура 6D - другой вид в перспективе сборного обжимного приспособления, показанного на фигуре 6С.
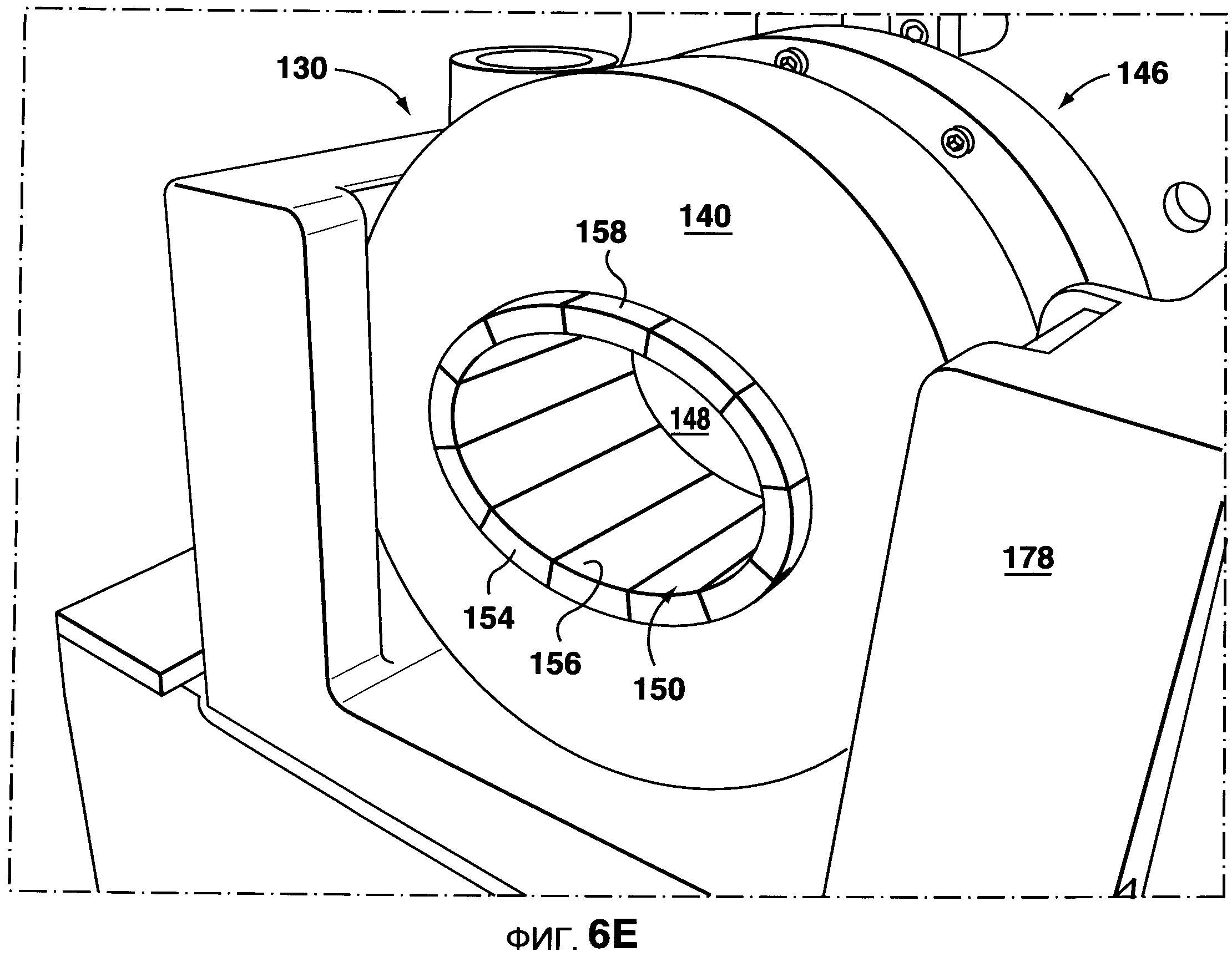
Фигура 6Е - другой вид в перспективе сборного обжимного приспособления, показанного на фигуре 6С, на котором обжимные сегменты находятся во втором положении.
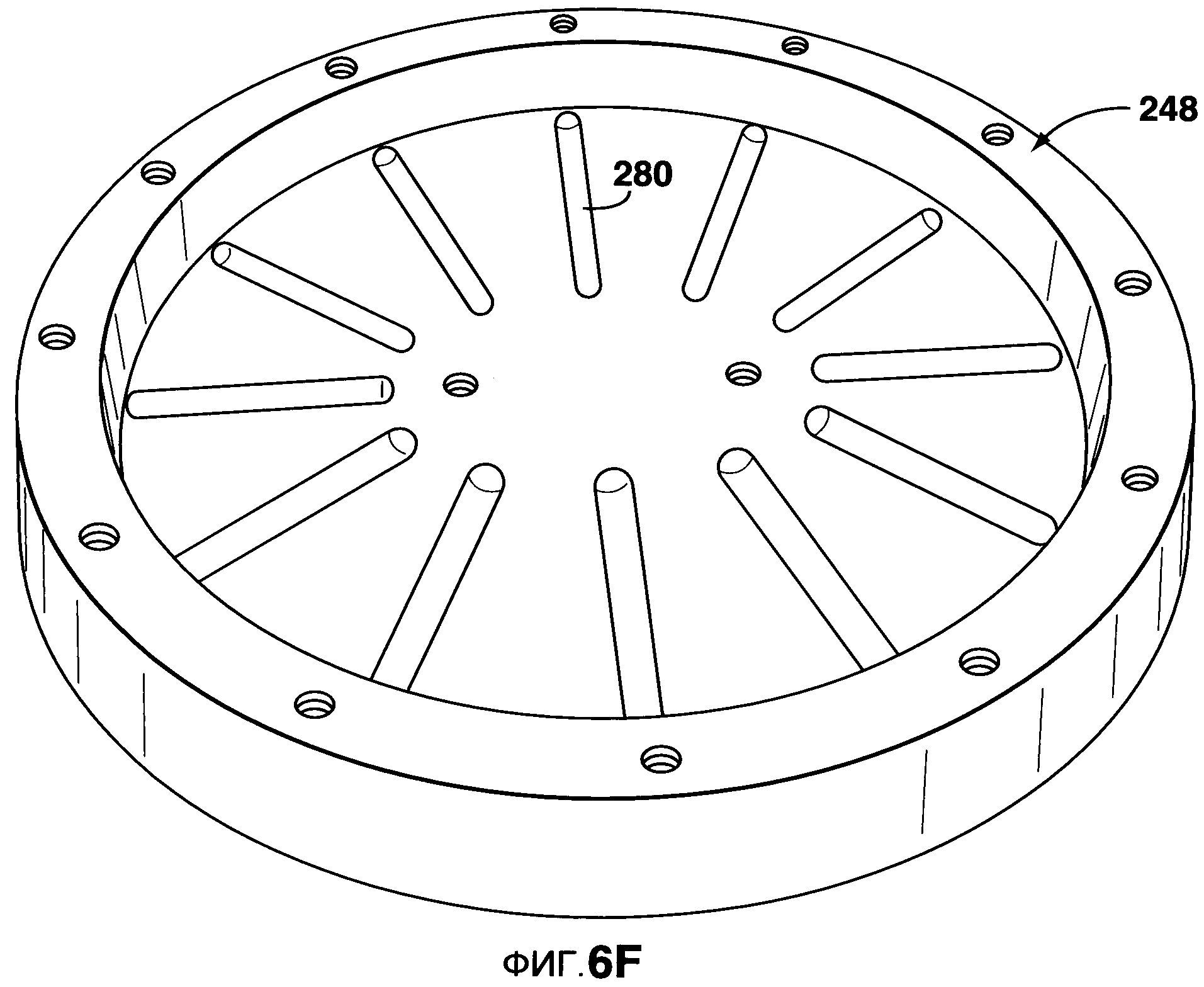
Фигура 6F - вид в перспективе другого варианта опорной пластины по настоящему изобретению (показано в увеличенном масштабе).
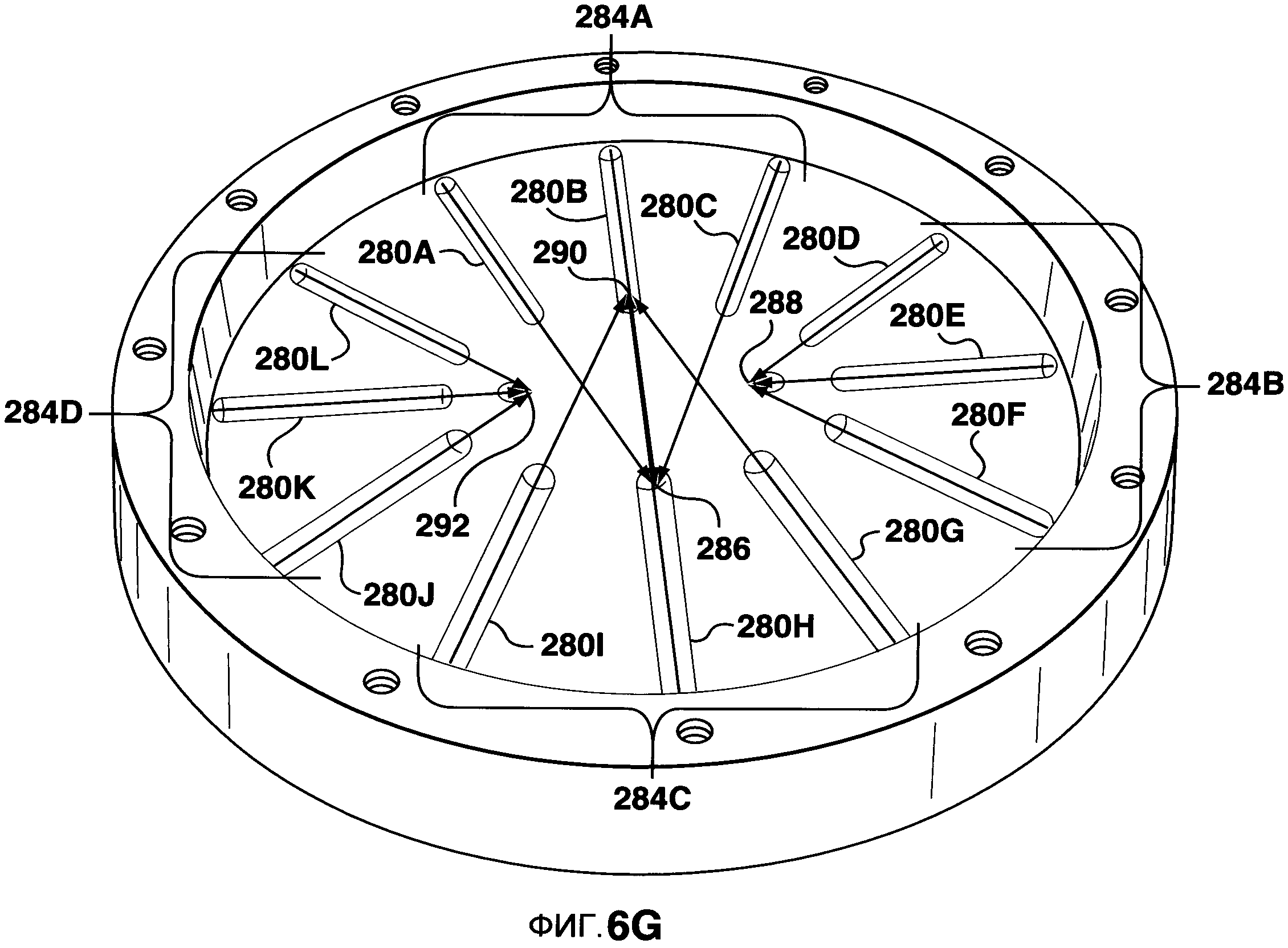
Фигура 6G - вид в перспективе опорной пластины, показанной на фигуре 6F, с указанием направления движения кольцевой части и/или вставной части.
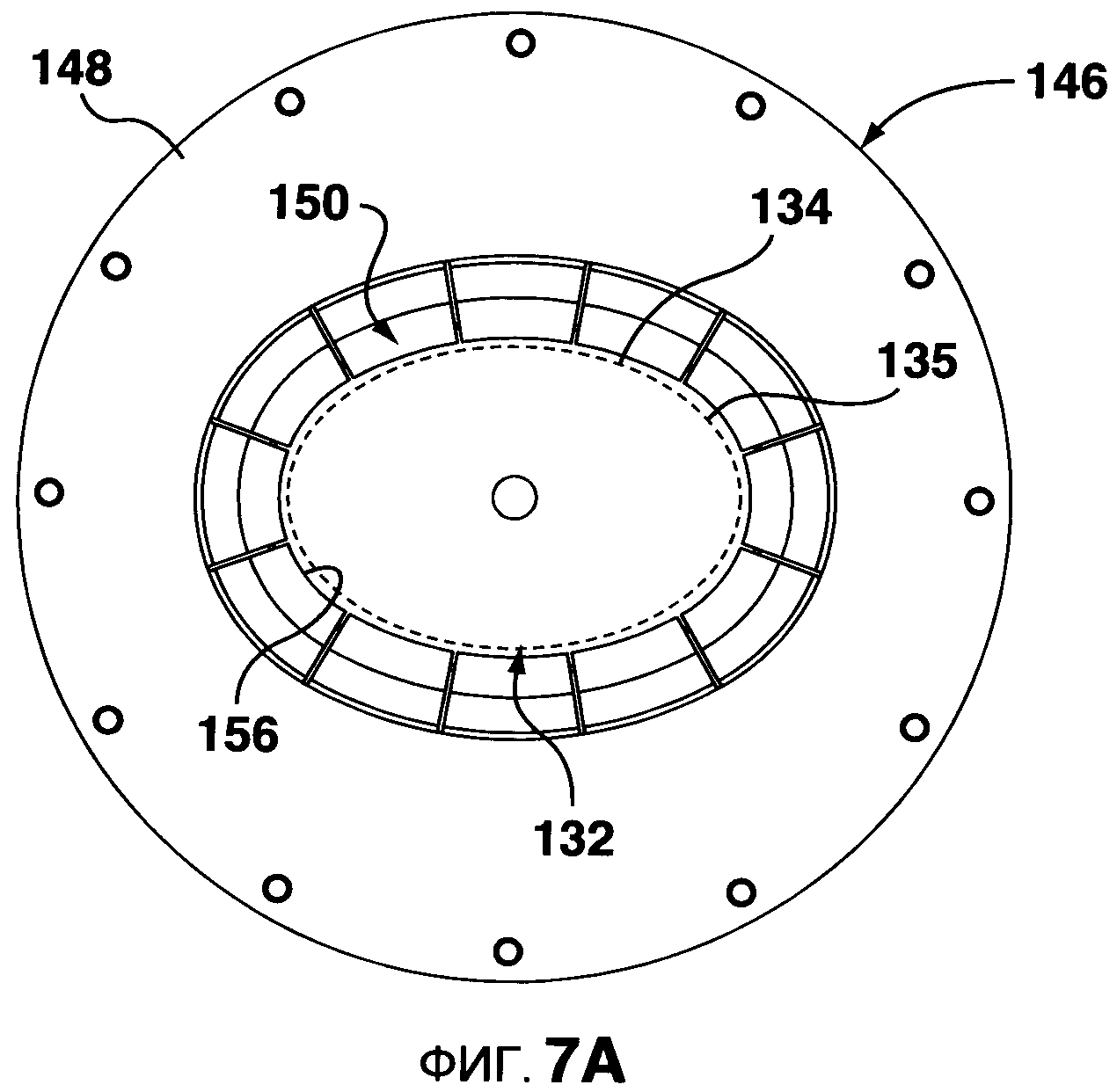
Фигура 7А - вид спереди вставной части, показанной на фигуре 6А (показано в уменьшенном масштабе).
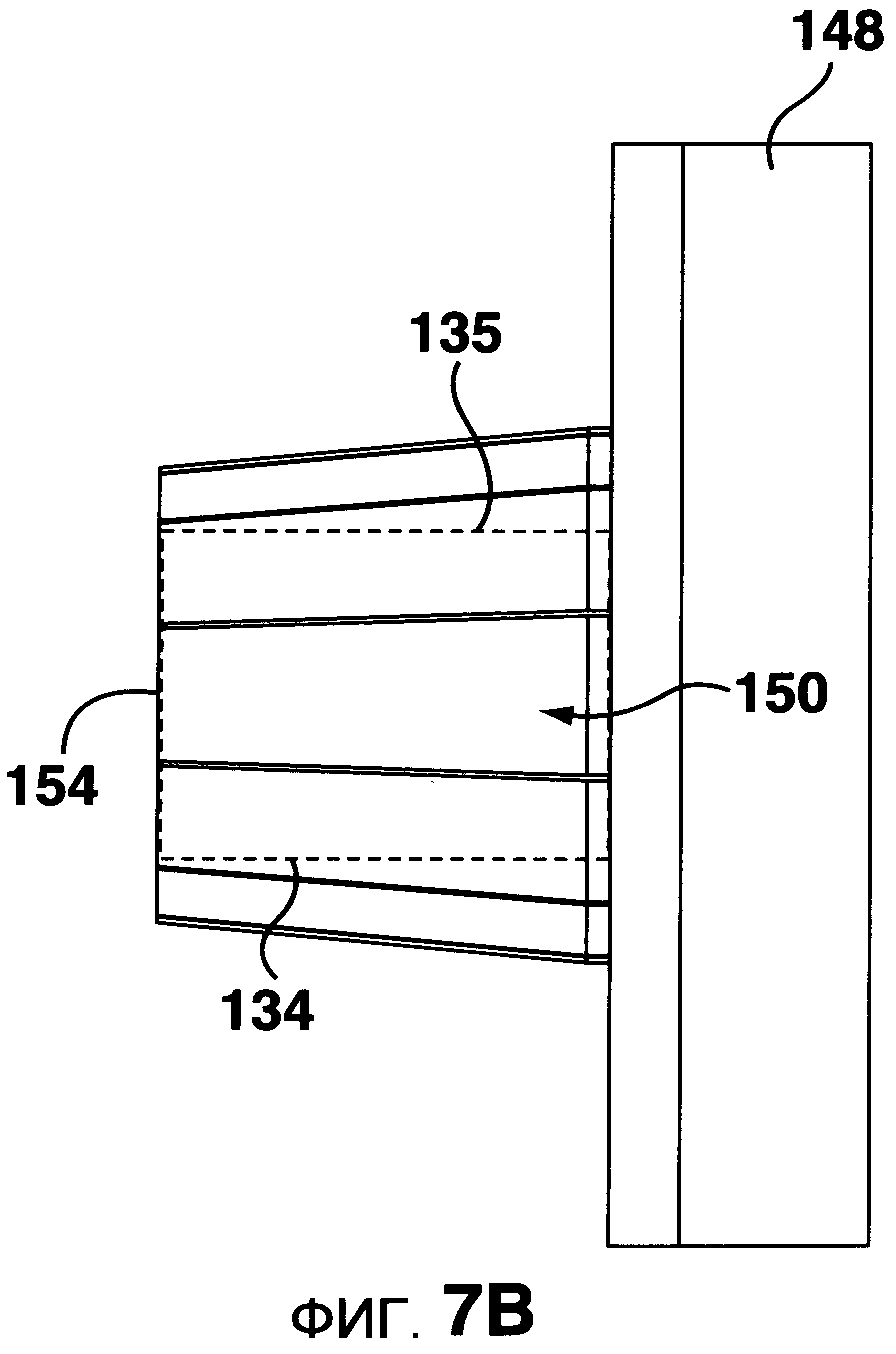
Фигура 7В - вид сбоку вставной части, показанной на фигуре 7А.
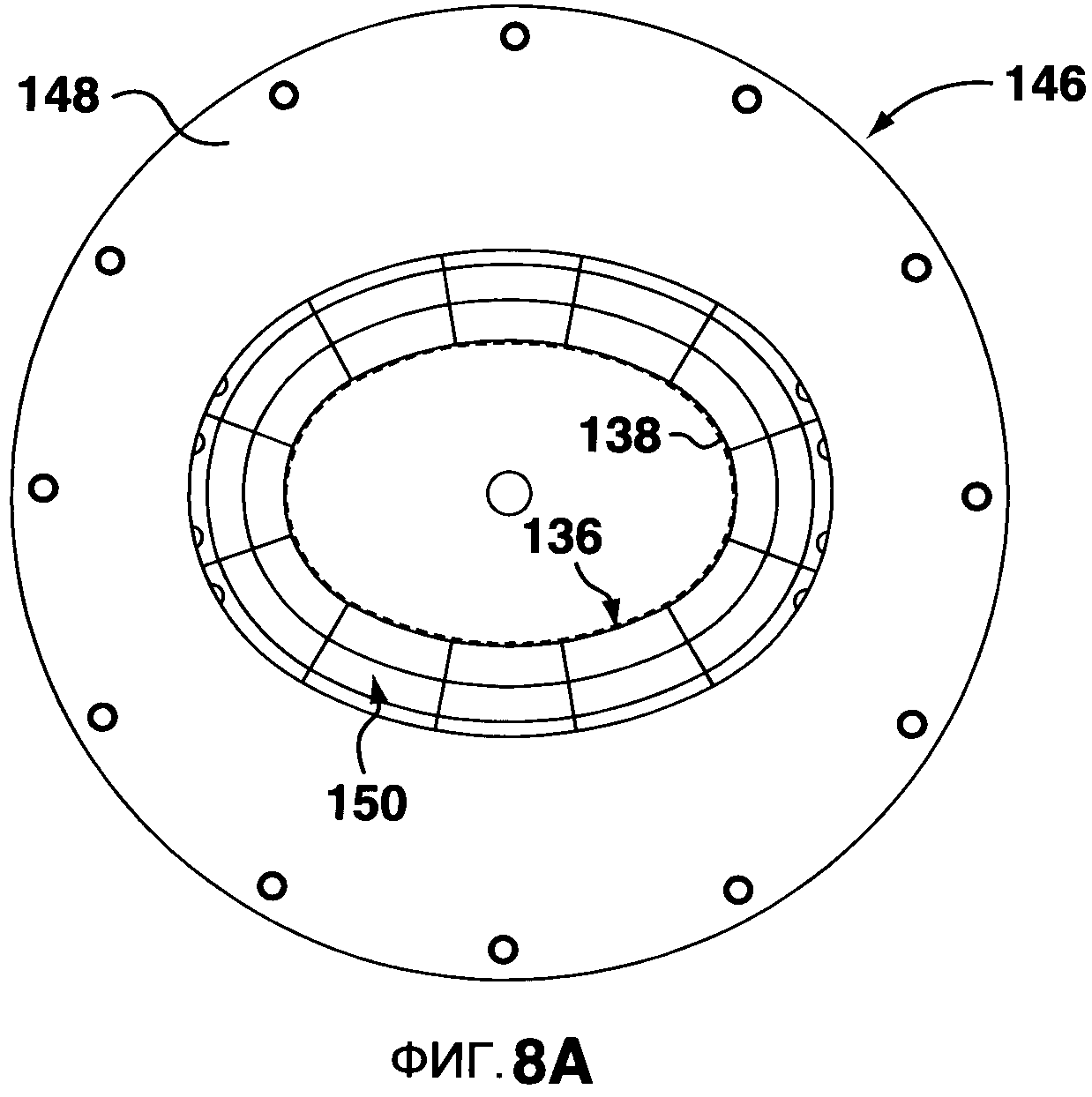
Фигура 8А - вид спереди вставной части, показанной на фигуре 7А, на котором обжимные сегменты находятся во втором положении.
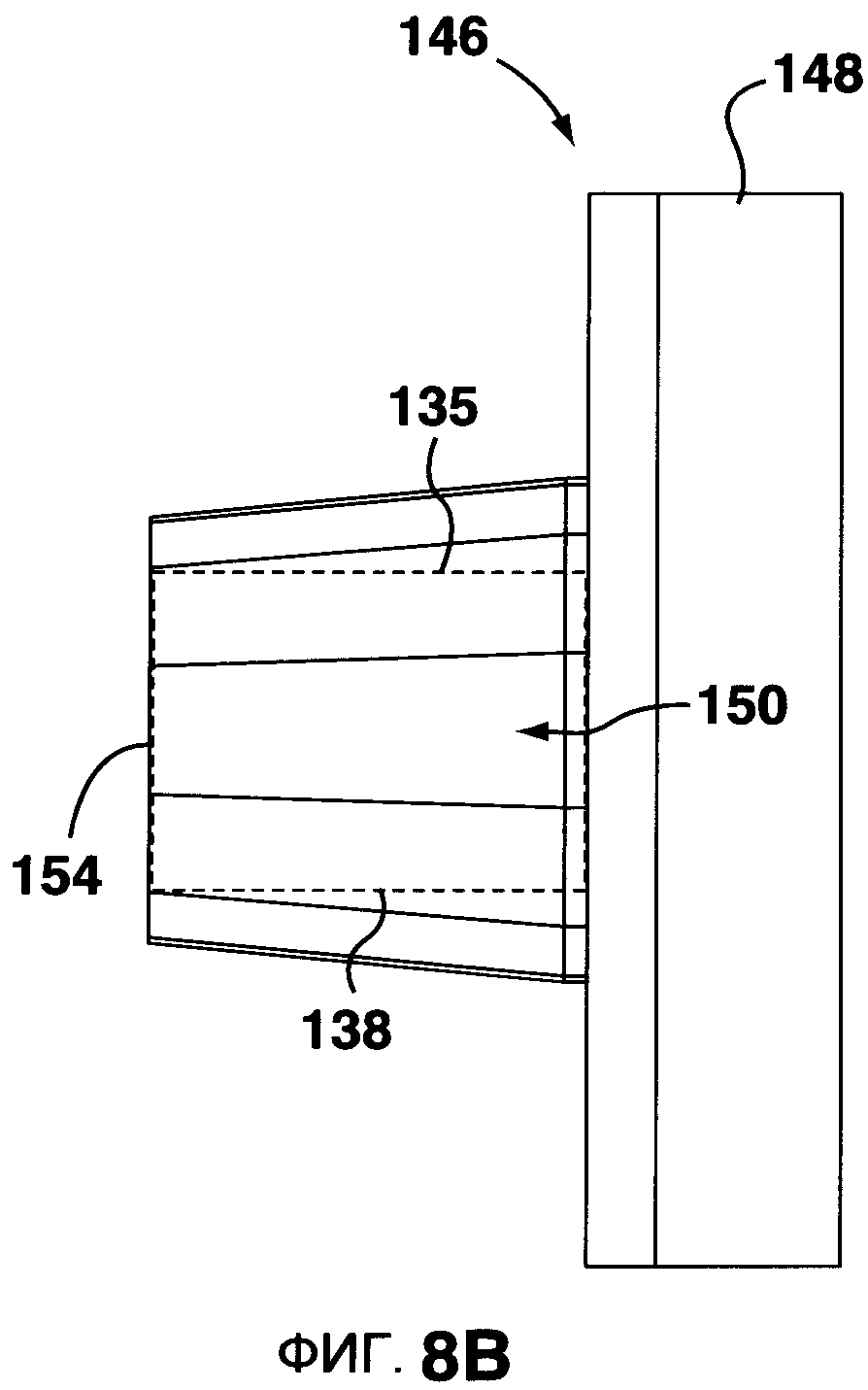
Фигура 8В - вид сбоку вставной части, показанной на фигуре 8А.
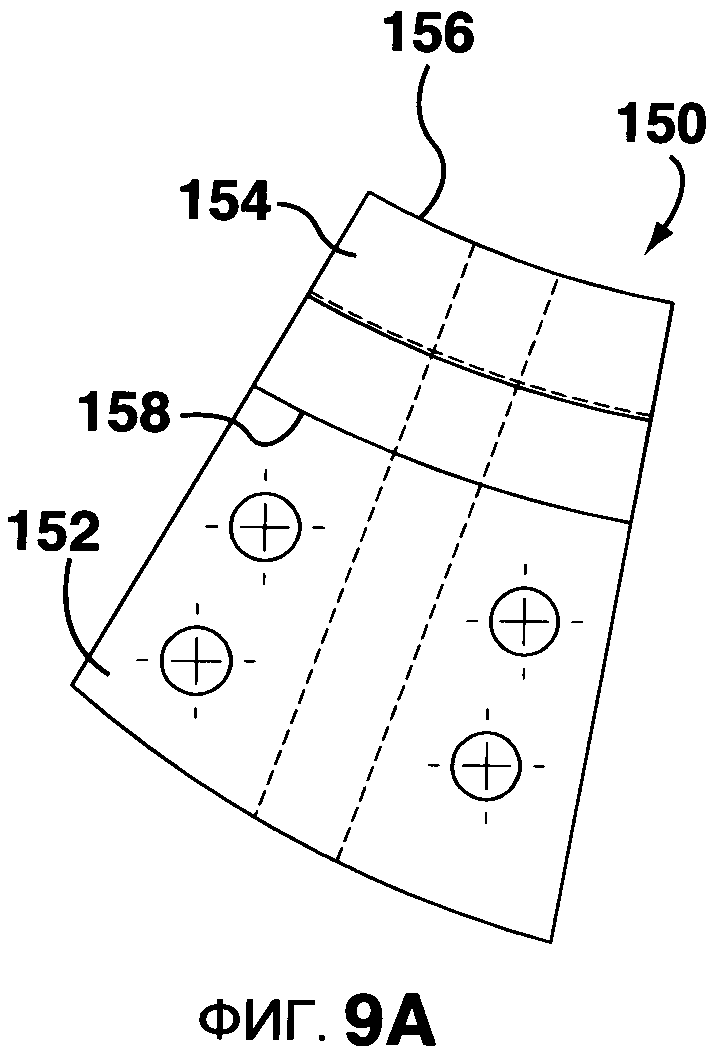
Фигура 9А - вид сверху одного из вариантов обжимного сегмента по настоящему изобретению (показано в увеличенном масштабе).
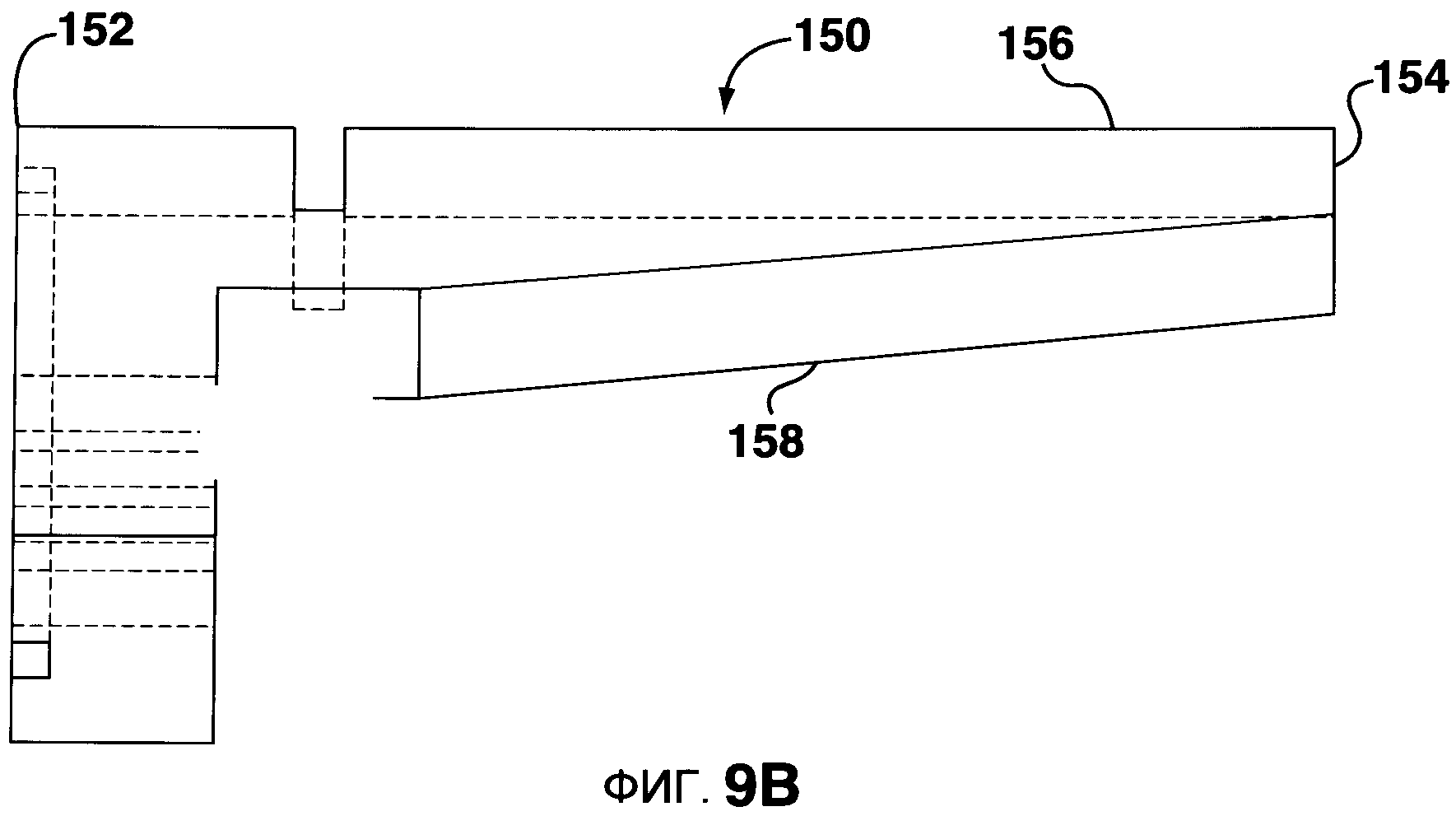
Фигура 9В - вид сбоку обжимного сегмента, показанного на фигуре 9А.
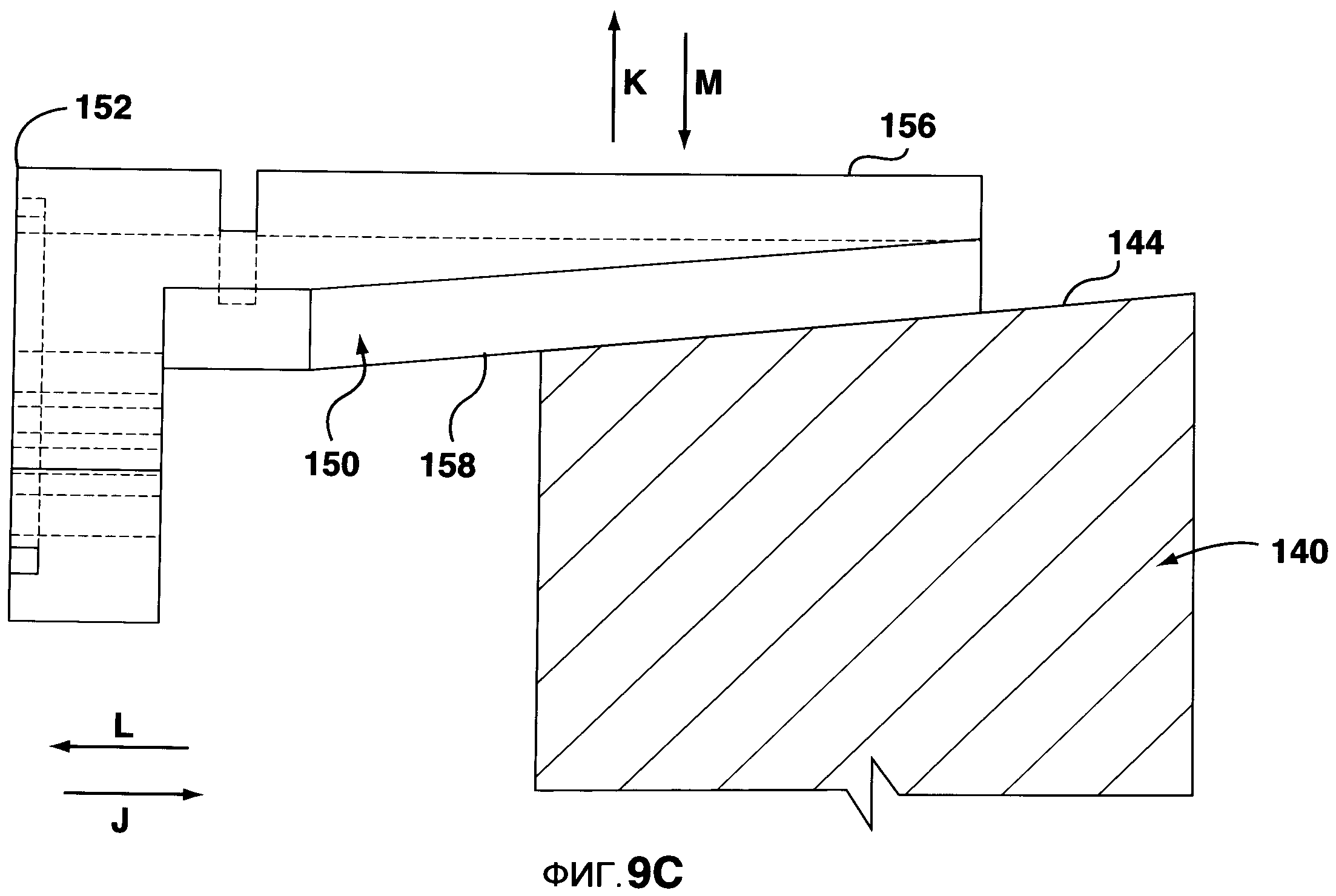
Фигура 9С - вид сечения, на котором показан обжимной сегмент фигуры 9А, который взаимодействует с внутренней поверхностью кольцевой части (показано в увеличенном масштабе).
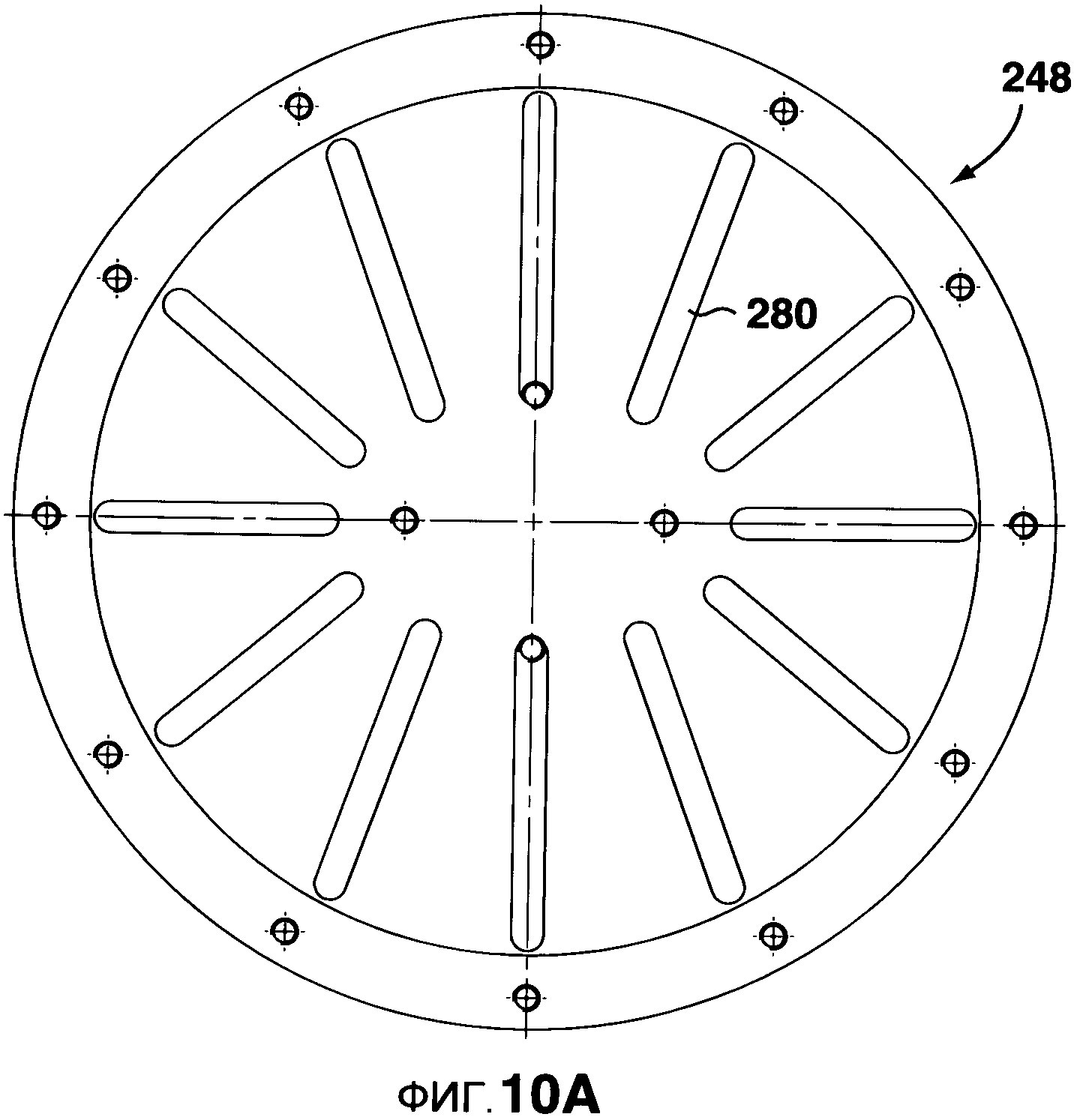
Фигура 10А - вид спереди опорной пластины, показанной на фигуре 6F (показано в уменьшенном масштабе).
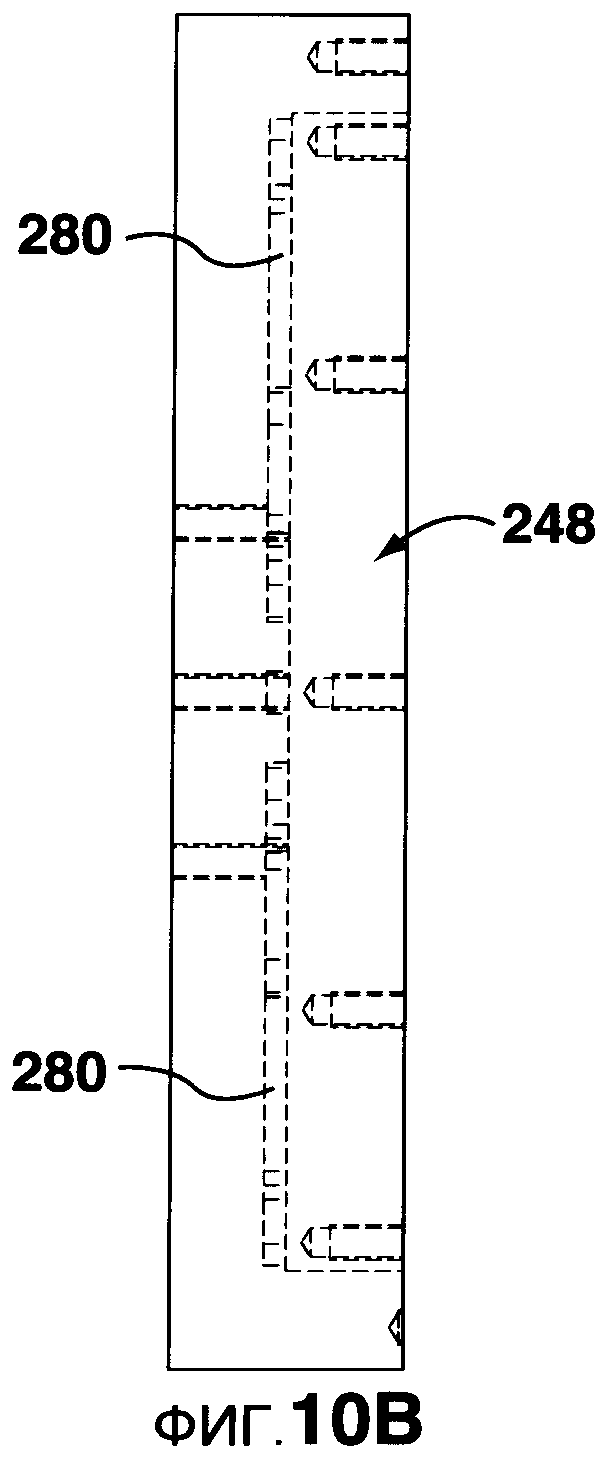
Фигура 10В - вид сбоку опорной пластины, показанной на фигуре 10A.
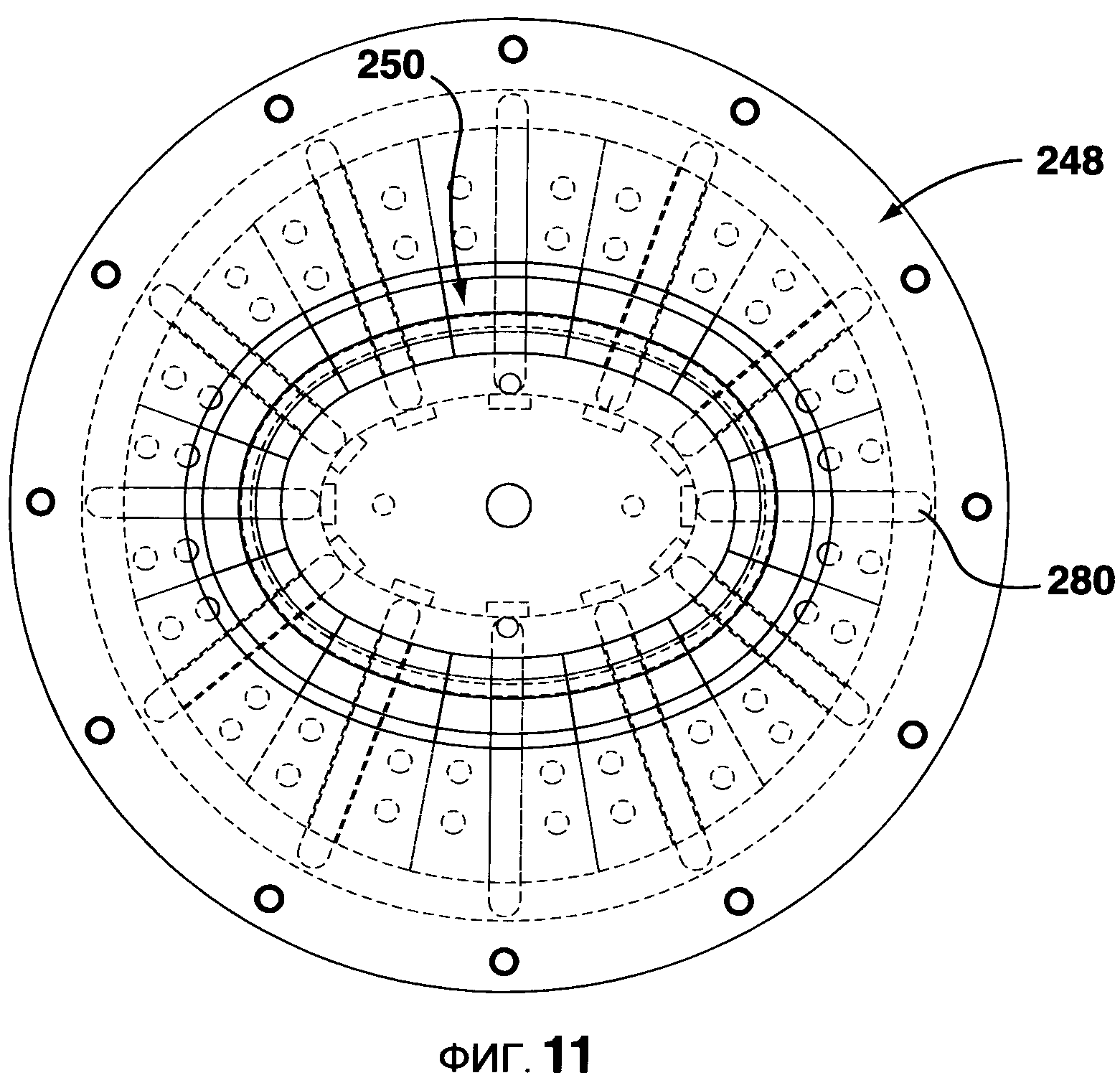
Фигура 11 - вид спереди другого варианта вставной части по настоящему изобретению.
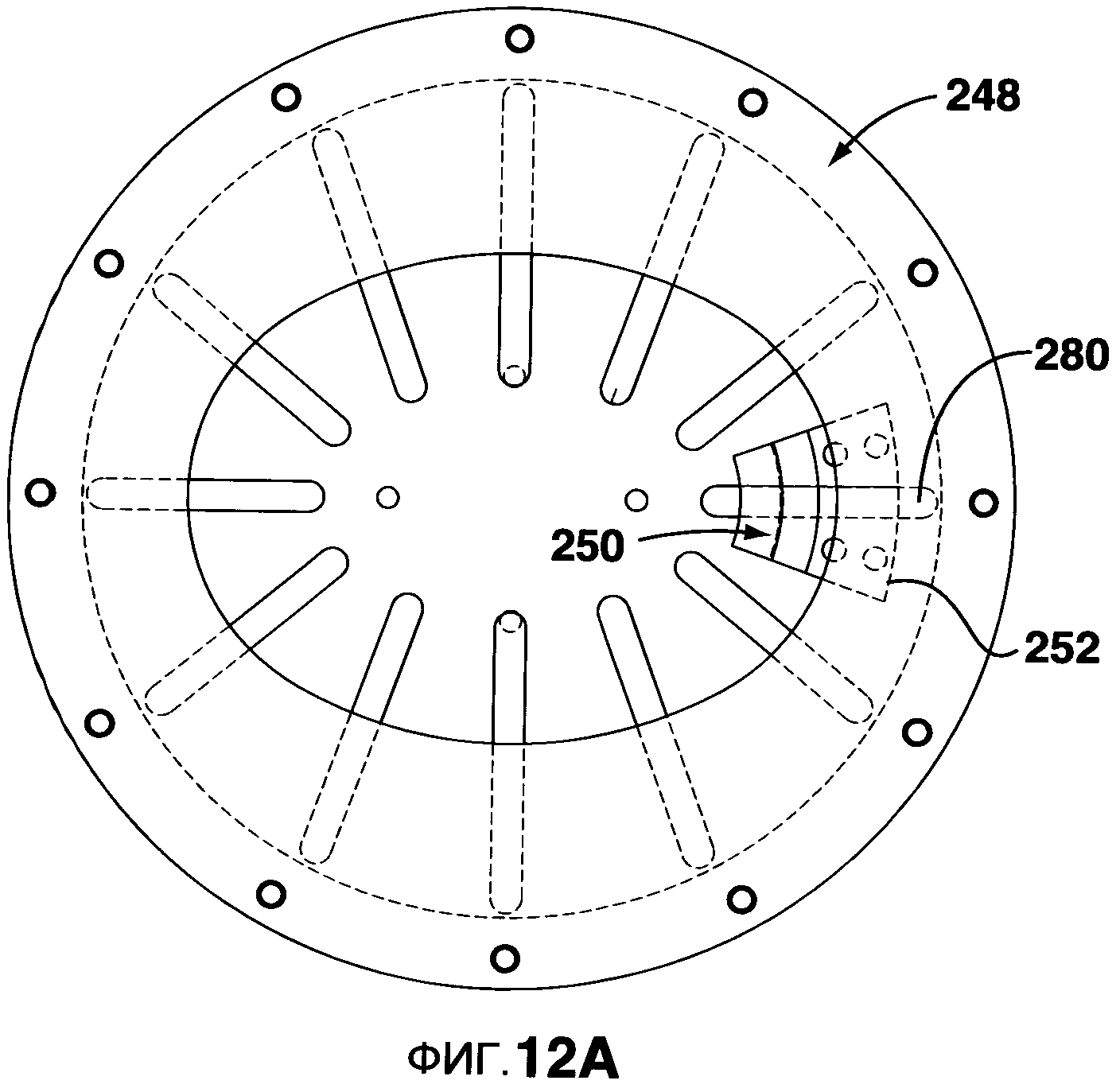
Фигура 12А - вид спереди опорной пластины, показанной на фигуре 6F, с установленным на ней обжимным сегментом (показано в уменьшенном масштабе).
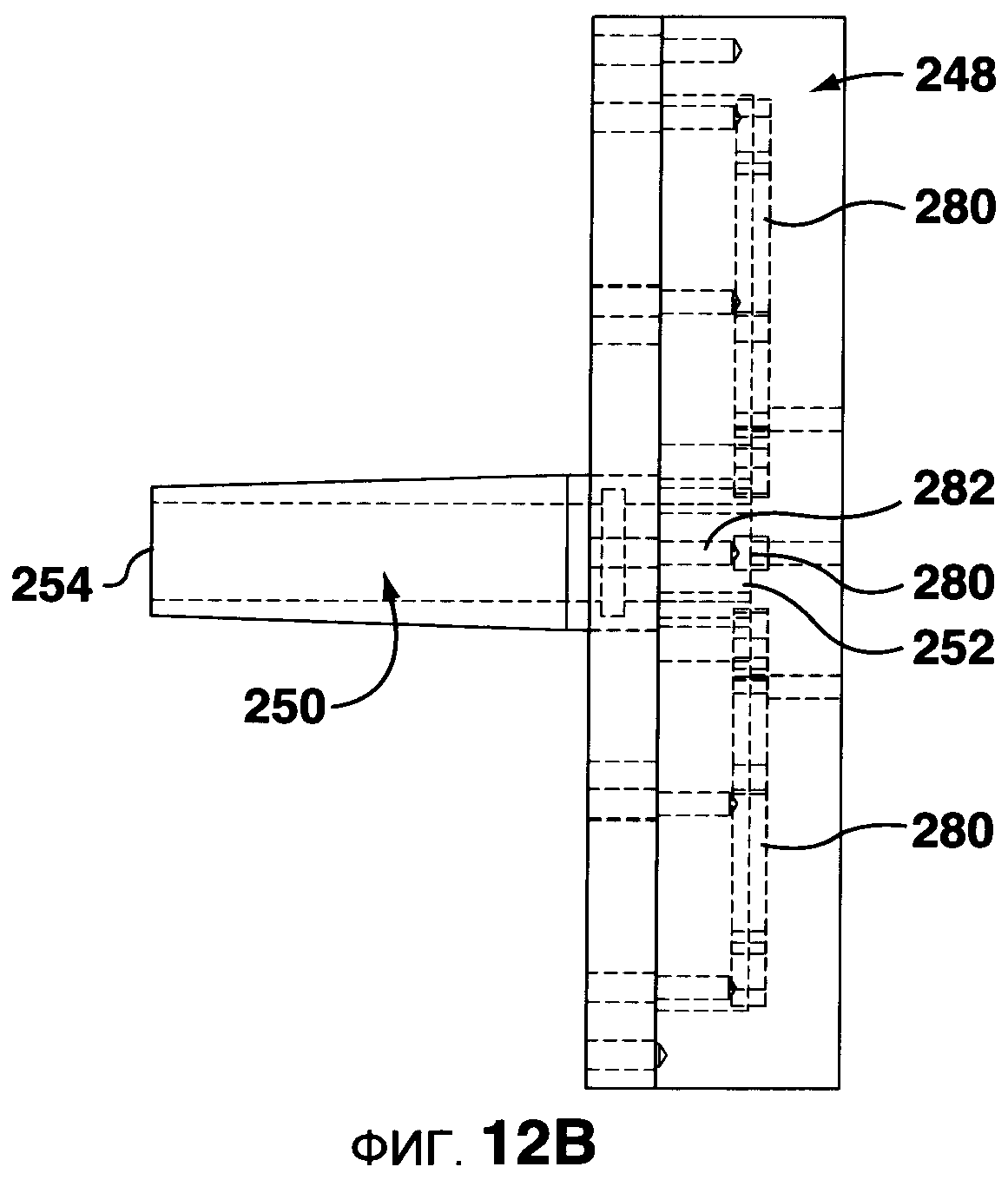
Фигура 12В - вид сбоку опорной пластины и обжимного сегмента, показанных на фигуре 12А.
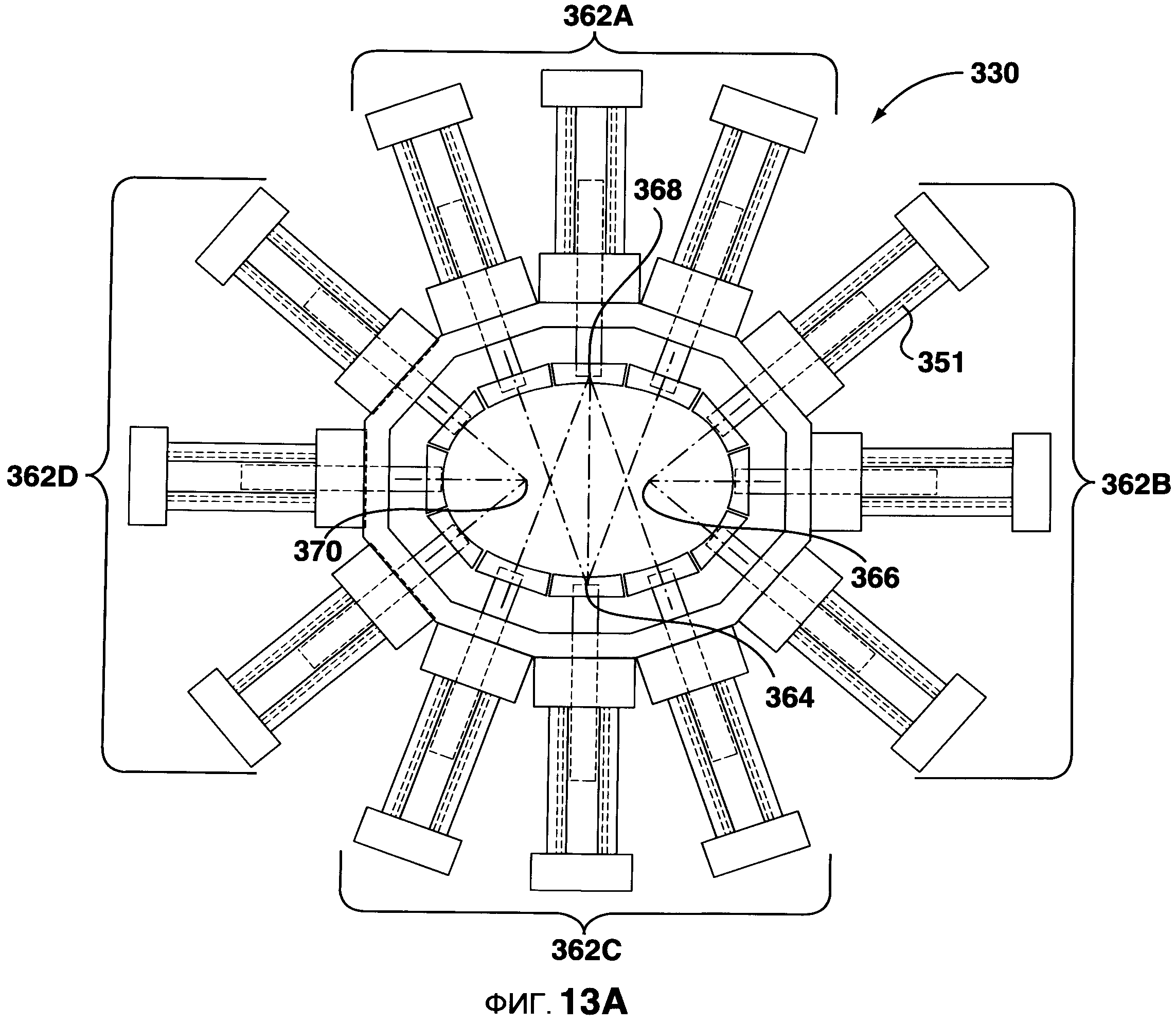
Фигура 13А - вид спереди другого варианта сборного обжимного приспособления по настоящему изобретению, на котором обжимные сегменты находятся в первом положении.
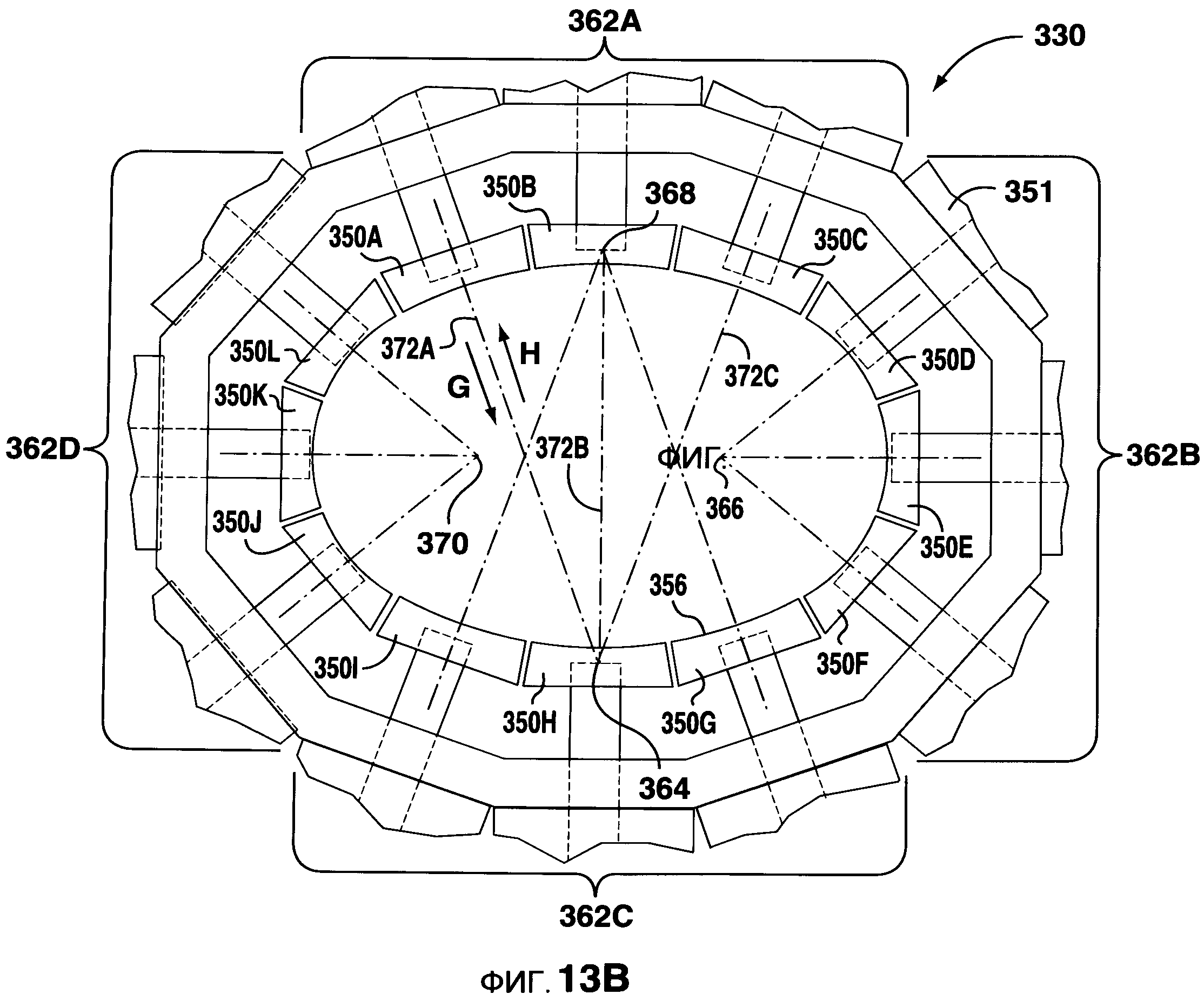
Фигура 13В - вид спереди части сборного обжимного приспособления, показанного на фигуре 13А (показано в увеличенном масштабе).
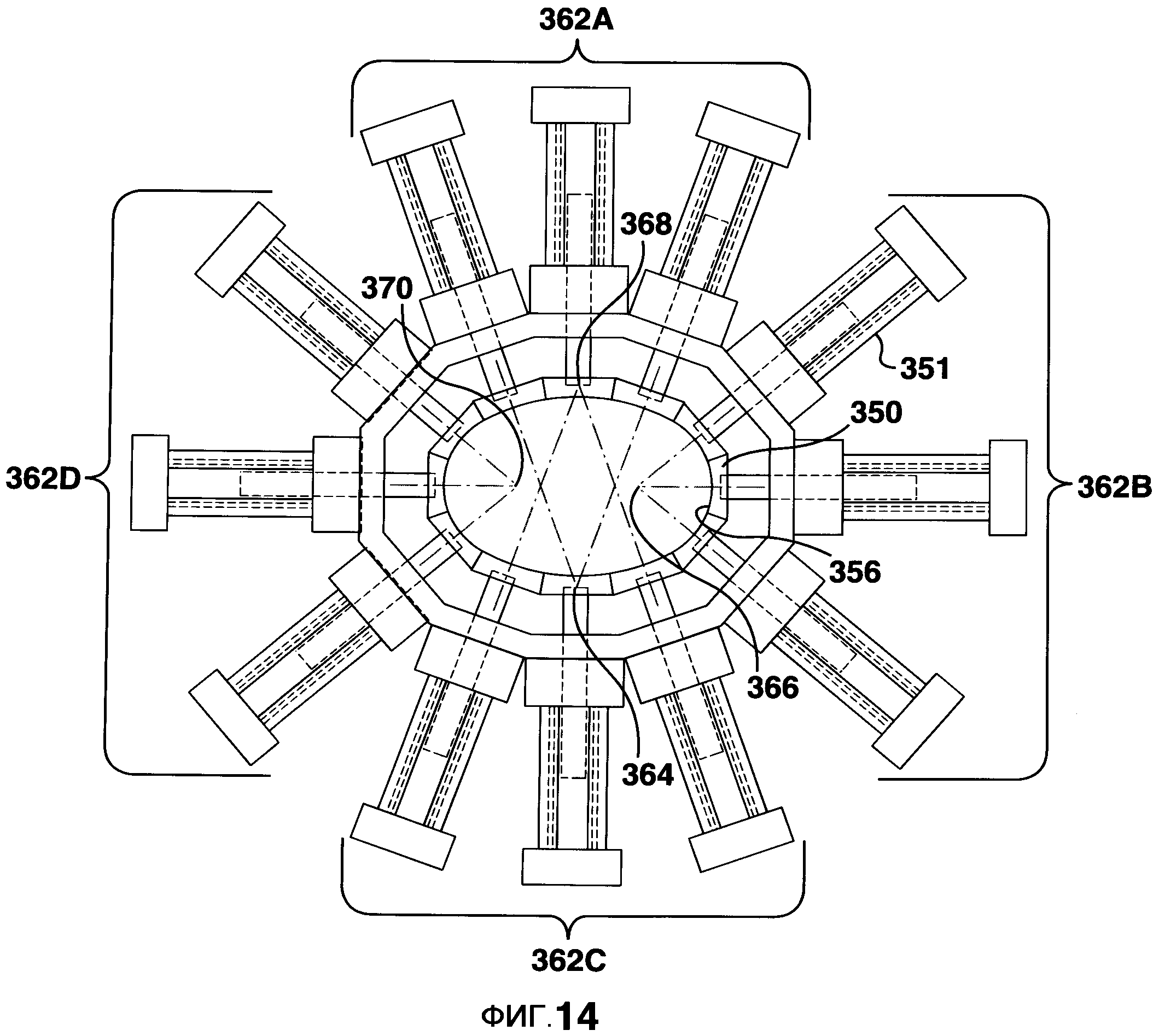
Фигура 14 - вид спереди сборного обжимного приспособления, показанного на фигуре 13A, на котором обжимные сегменты находятся во втором положении (показано в уменьшенном масштабе).
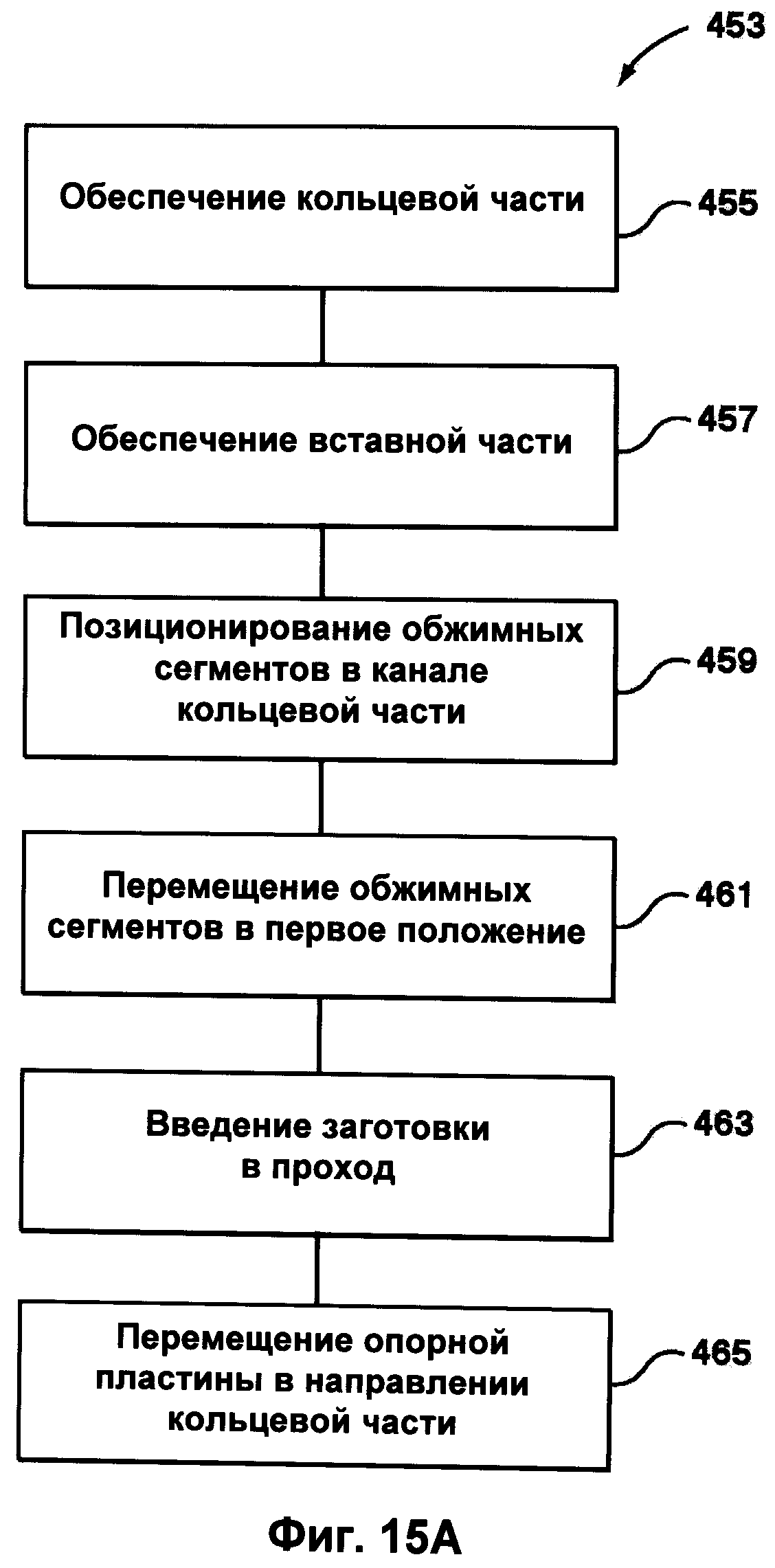
Фигура 15А - блок-схема одного из вариантов способа по настоящему изобретению.
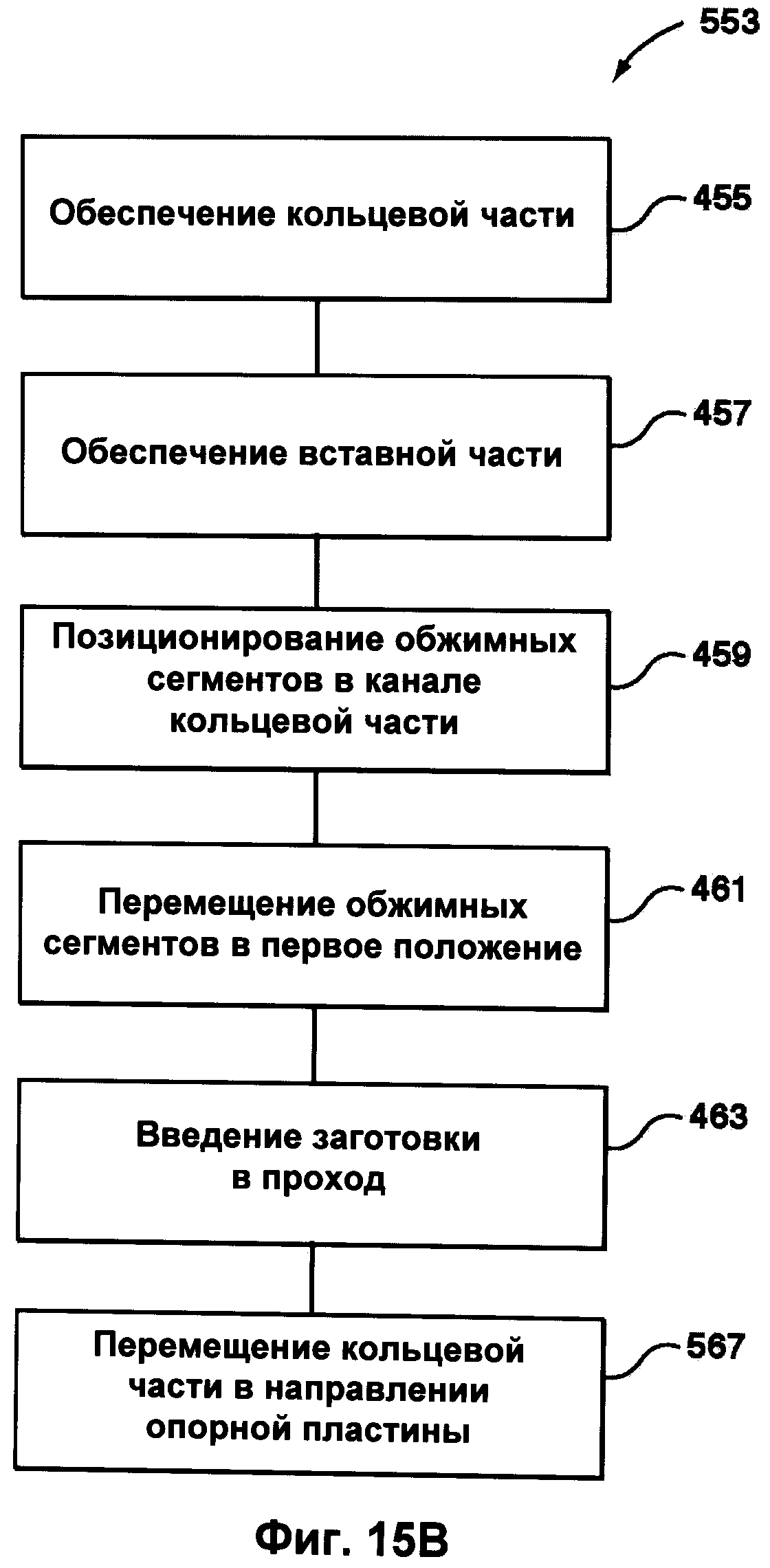
Фигура 15В - блок-схема другого варианта способа по настоящему изобретению.
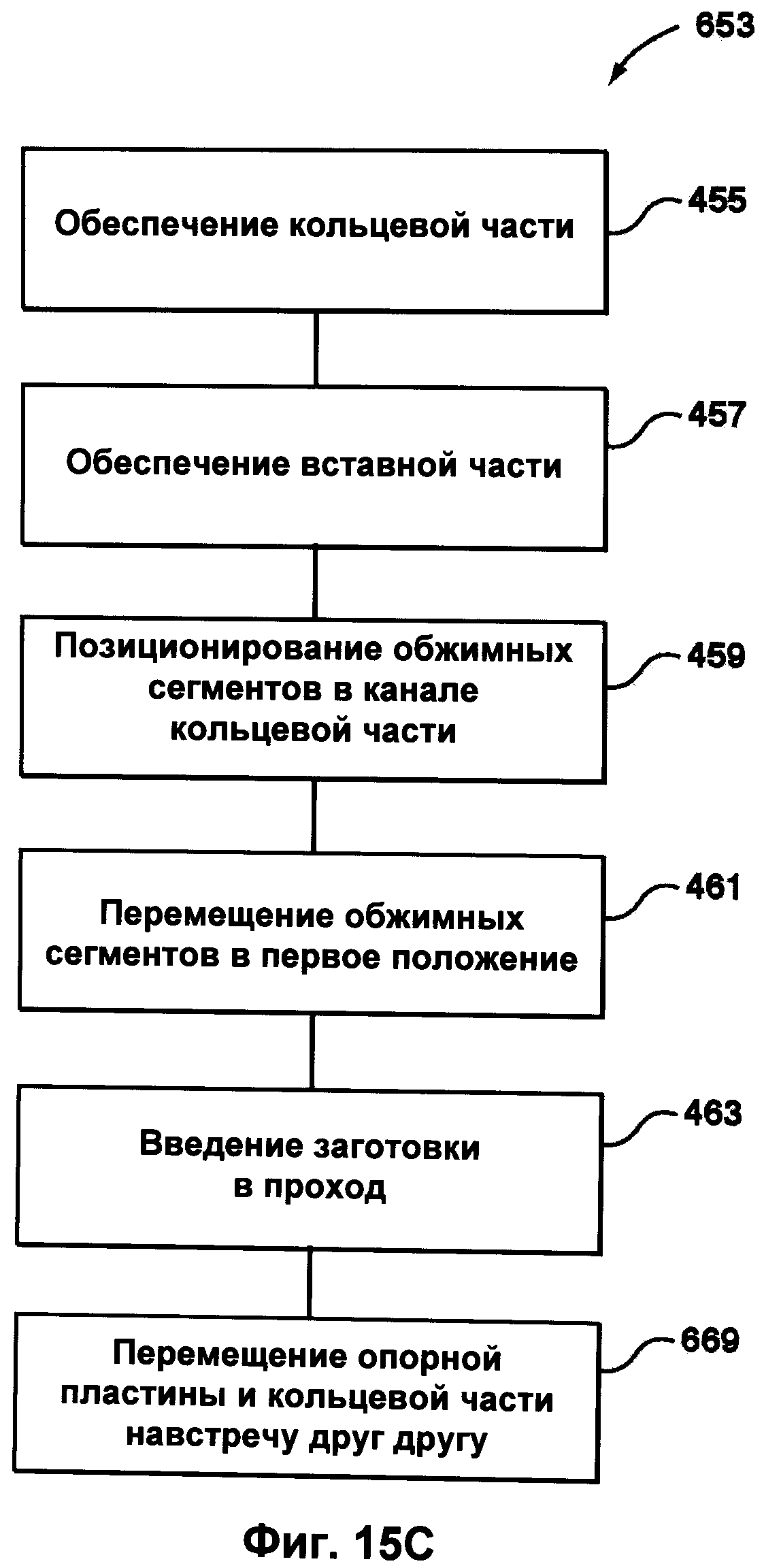
Фигура 15С - блок-схема другого альтернативного варианта способа по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На всех прилагаемых чертежах соответствующие элементы обозначены одинаковыми ссылочными номерами. На фигурах 2А-6Е и 7А-9С сборное обжимное приспособление (далее "обжимное приспособление") по настоящему изобретению в целом указывается ссылочным номером 130. Обжимное приспособление 130 (фигура 4) предназначено для формования из заготовки 132, имеющей начальный внешний профиль 134 (фигуры 3, 7А, 7В), который по меньшей мере частично формируется внешней поверхностью 135 в начальной конфигурации (фигуры 3, 7А), кожуха 136, имеющего некруглый внешний профиль 138 (фигуры 3, 8А, 8В), по меньшее мере частично сформированный внешней поверхностью 135 в расчетной конфигурации (фигуры 3, 8А), полученной формованием из начальной конфигурации. Обжимное приспособление 130 в предпочтительном варианте содержит кольцевую часть 140, в которой имеется канал 142, по меньшей мере частично сформированный внутренней поверхностью 144 (фигура 6В). Предпочтительный вариант обжимного приспособления 130 содержит также вставную часть 146 с опорной пластиной 148 и удлиненными обжимными сегментами 150. Каждый обжимной сегмент 150 проходит от его заднего конца 152, взаимодействующего с опорной пластиной 148, до его переднего конца 154, удаленного от опорной пластины 148 (фигуры 9А, 9В). Как можно видеть на фигурах 9А и 9В, каждый обжимной сегмент 150 имеет внутреннюю (обжимающую) поверхность для взаимодействия с внешней поверхностью 135 и по меньшей мере частично наклонную наружную поверхность 158 для взаимодействия со скольжением с внутренней поверхностью 144 кольцевой части 140, как это будет описано ниже. В предпочтительном варианте обжимные сегменты 150 выполняют с возможностью перемещения между первым положением (фигуры 7А, 7В), в котором внутренние поверхности 156 обжимных сегментов 150 по меньшей мере частично формируют проход, в который может входить заготовка 132, и вторым положением (фигуры 6Е, 8А, 8В), в котором внутренние поверхности 156 обжимных сегментов 150 по существу определяют расчетную конфигурацию внешней поверхности 135 (фигуры 8А, 8В). Предпочтительно обжимные сегменты 150 выполняют с возможностью по меньшей мере частичного их размещения в канале 142 кольцевой части 140, как это будет описано ниже. В одном из вариантов вставную часть 146 выполняют с возможностью ее перемещения относительно кольцевой части 140 между открытым положением обжимного приспособления (фигура 6D), в котором опорная пластина 148 находится на наибольшем удалении от кольцевой части 140, и закрытым положением обжимного приспособления (фигуры 4, 5), в котором опорная пластина 148 находится ближе всего к кольцевой части 140. Когда вставная часть 146 перемещается из открытого положения в закрытое положение, внутренняя поверхность 144 кольцевой части 140 толкает обжимные элементы 150 внутрь (в направлении, указанном стрелками "К" на фигуре 9С) из первого положения во второе положение, заставляя обжимные сегменты 150 взаимодействовать практически со всей внешней поверхностью 135 и перемещать ее из начальной конфигурации в расчетную конфигурацию, превращая начальный внешний профиль 134 в расчетный внешний профиль 138 с уменьшением размеров и формируя кожух 136 из заготовки 132.
Специалистам в данной области техники будет понятно, что после формования кожуха 136 (обычно с находящимися в нем матрицей и покрытием), вставную часть 146 предпочтительно перемещают из закрытого положения в открытое положение обжимного приспособления. Также в предпочтительных вариантах при перемещении вставной части 146 в открытое положение обжимные сегменты 150 перемещаются наружу из второго положения в первое положение. Когда обжимные сегменты 150 перемещаются в первое положение, внутренние поверхности 156 обжимных сегментов 150 перестают взаимодействовать с внешней поверхностью 135. После этого кожух 136 может быть извлечен из прохода 160. После извлечения сформованного кожуха 136 в проход 160 может быть введена новая заготовка 132, и процесс повторяется.
Как будет описано ниже, в одном из вариантов перемещение обжимных сегментов 150 из первого положения во второе положение предпочтительно вызывает практически единообразное перемещение практически всей внешней поверхности 135. Как показано на фигурах 2А и 2В, обжимные сегменты 150 предпочтительно перемещаются практически по прямолинейным заданным траекториям, когда они перемещаются из первого положения во второе положение, причем заданные траектории проходят через расчетные конечные точки. Кроме того, когда обжимные сегменты перемещаются из второго положения в первое положение, каждый сегмент проходит в обратном направлении практически по тем же самым прямолинейным траекториям.
Например, расчетный внешний профиль 138, для которого сконструированы обжимные сегменты 150, показанные на фигурах 2А и 2В, имеет овальную форму. Как можно видеть на фигуре 2А, обжимные сегменты 150 сформированы таким образом, что они образуют четыре группы 162А-162D, по три обжимных сегмента в каждой группе. Для удобства обжимные сегменты указаны на фигуре 2А как обжимные сегменты 150А-150L. Как можно видеть на фигуре 2А, в рассматриваемом примере обжимные сегменты 150А-150С составляют группу 162А из трех сегментов, которые перемещаются по практически прямолинейным траекториям, сходящимся в общей центральной точке (или общей расчетной конечной точке) 164. Аналогично, обжимные сегменты 150D-150F составляют группу 162В сегментов, перемещающихся по траекториям в направлении общей центральной точки (расчетной конечной точки) 166. Обжимные сегменты 150G-150I составляют группу 162С сегментов, перемещающихся по траекториям в направлении общей центральной точки 168. Обжимные сегменты 150J-150L составляют группу 162D сегментов, перемещающихся по траекториям в направлении общей центральной точки 170.
Как показано на фигуре 2А, каждый обжимной сегмент 150 перемещается по соответствующей практически прямолинейной траектории. Например, обжимной сегмент 150А перемещается по траектории 172А в направлении расчетной конечной точки 164 (а именно, в направлении, указанном стрелкой "В"), когда обжимные сегменты перемещаются из первого положения во второе положение. Понятно, что когда обжимные сегменты перемещаются из второго положения в первое положение (например, после формования кожуха 136), обжимной сегмент 150А перемещается по траектории 172А в противоположном направлении (а именно, в направлении, указанном стрелкой "С"), в сторону от расчетной конечной точки 164.
Другие обжимные сегменты 150В, 150С в группе 162А перемещаются по другим траекториям, указанным на фигуре 2А ссылочными номерами 172В и 172С, соответственно. Однако, как показано на фигуре 2А, при перемещении обжимных сегментов из первого положения во второе положение все три обжимных сегмента 150А-150С перемещаются вперед в направлении одной расчетной конечной точки 164, и при перемещении обжимных сегментов из второго положения в первое положение все три обжимных сегмента 150А-150С перемещаются назад от этой точки 164. На фигуре 2А можно видеть, что обжимные сегменты в других группах 162В-162D также перемещаются по соответствующим траекториям в направлении соответствующих расчетных конечных точек или в сторону от них. В каждом случае заданные траектории обжимных сегментов в каждой группе сходятся в расчетной конечной точке для этой группы. Предпочтительно обжимные сегменты в каждой группе расположены рядом друг с другом, как показано на фигуре 2А.
На фигуре 2А обжимные сегменты показаны во втором положении. Следует понимать, что зазоры между обжимными сегментами, показанные на фигуре 2А, увеличены в целях ясности описания. Соответственно, внутренние поверхности 156 обжимных сегментов в некоторой группе 162 по существу определяют часть расчетного внешнего профиля 138. Эта часть является частью дуги. Предпочтительно радиус "R", отходящий как от центра от расчетной конечной точки одной из групп, по существу совпадает с частью расчетного внешнего профиля, который по существу определяется внутренними поверхностями обжимных сегментов этой группы, когда обжимные сегменты находятся во втором положении.
Например, внутренние поверхности 156А-156С по существу определяют часть расчетного внешнего профиля 138. Центр радиуса R, представляющего собой линию 172В между расчетной конечной точкой 164 и внутренней поверхностью 156В (как показано на фигуре 2А), находится в конечной точке 164 и совпадает с внутренними поверхностями 156А-156С, являющимися внутренними поверхностями для обжимных сегментов 150А-150С в группе 162А, которая связана с расчетной конечной точкой 164. Как можно видеть на фигуре 2А, для других групп 162В-162D центры радиусов, находящиеся в расчетной конечной точке для каждой группы, по существу совпадают с частью расчетного внешнего профиля 138, который по существу определяется внутренними поверхностями обжимных сегментов в каждой соответствующей группе.
На фигуре 3 заготовка 132, показанная пунктирными линиями, расположена таким образом, чтобы она соответствовала кожуху 136 (с расположенными внутри него матрицей 174 и покрытием 176), сформованному из заготовки 132. Величина уменьшения размеров внешнего профиля 134 для получения расчетного внешнего профиля 138 указана на фигуре 3 обозначением D. На практике эта величина D может находиться между примерно 2 мм и примерно 10 мм. Следует отметить, что в соответствии с изобретением для получения такого уменьшения размеров необходима только одна машина (а именно, обжимное приспособление 130 по настоящему изобретению).
Как можно видеть, например, на фигурах 4 и 5, в предпочтительных вариантах внутренние поверхности обжимных сегментов взаимодействуют практически со всей внешней поверхностью 135. На фигуре 3 можно видеть, что начальный внешний профиль отходит наружу от расчетного внешнего профиля на заданное расстояние D. Поскольку обжимные сегменты перемещаются единообразно внутрь при переходе из первого положения во второе положение, то перемещение внешней поверхности 135 из начальной конфигурации в расчетную конфигурацию также происходит практически единообразно. Соответственно, благодаря взаимодействию внутренних поверхностей 156 обжимных сегментов 150 по настоящему изобретению практически со всей внешней поверхностью 135 внешняя поверхность 135 уменьшается в размерах при перемещении от начальной конфигурации к расчетной конфигурации без "гребней", формирующихся на внешних поверхностях между отдельными обжимными сегментами. Было обнаружено, что такое уменьшение размеров возможно даже в случаях, когда величина D превышает 2 мм.
Как можно видеть на фигурах 4, 5, 6С, 6D и 6Е, в одном из вариантов вставную часть 146 и кольцевую часть 140 предпочтительно устанавливают в раме 178, в которой обеспечивается перемещение вставной части 146 относительно кольцевой части 140. Способ установки вставной части 146 и кольцевой части 140 на раме 178 известен специалистам в данной области техники, и поэтому нет необходимости в подробном описании рамы 178.
Взаимодействие наружной поверхности 158 одного обжимного сегмента 150 с внутренней поверхностью 144, когда обжимной сегмент 150 перемещается относительно кольцевой части 140, показано на фигуре 9С. Когда вставная часть 146 перемещается из первого положения во второе положение, обжимной сегмент 150 перемещается в направлении, указанном стрелкой "J" на фигуре 9С. Благодаря наклону наружной поверхности 158 и форме внутренней поверхности 144 кольцевой части 140, когда вставная часть 146 перемещается в направлении стрелки "J", обжимной сегмент 150 также перемещается внутрь, то есть в направлении, указанном стрелкой "К" на фигуре 9С, поскольку обжимной сегмент 150 толкается внутрь при взаимодействии внутренней поверхности 144 с наружной поверхностью 158.
В одном из вариантов внутренняя поверхность 144 практически определяет смещенный профиль, который смещен наружу от расчетного внешнего профиля 138 практически на толщину каждого обжимного сегмента 150. Однако следует понимать, что возможны различные другие устройства и внутренняя поверхность 144 может иметь любую подходящую форму частично в зависимости от формы обжимных сегментов.
Следует понимать, что заготовка 132 и другие элементы обжимного приспособления 130 не показаны на фигуре 9С для упрощения чертежа. Например, следует понимать, что задний конец 152 обжимного сегмента 150 взаимодействует с опорной пластиной 148 (на фигуре 9С не показана).
После формования кожуха 136 вставную часть 146 перемещают из второго положения в первое положение, то есть вставную часть 146 перемещают в направлении, указанном стрелкой "L" на фигуре 9С, относительно кольцевой части 140. Благодаря наклонной форме обжимного сегмента 150 перемещение вставной части 146 в первое положение также вызывает перемещение обжимного сегмента 150 наружу, то есть в направлении, указанном на фигуре 9С стрелкой "М".
Следует понимать, что после формования кожуха (как показано на фигуре 5) обжимные сегменты перемещают первое положение (отводят от кожуха) и после этого кожух извлекают, обычно с находящимися в нем матрицей и с покрытием. В предпочтительных вариантах обжимные сегменты перемещаются из второго положения в первое положение в результате перемещения вставной части 146 из закрытого положения в открытое положение. После извлечения кожуха 136 в проходе между обжимными сегментами, когда они отведены назад, устанавливают следующую заготовку 132 (обычно с находящимися в нем матрицей и с покрытием).
Как показано на фигуре 6С, когда необходимо переместить обжимные сегменты из первого положения во второе положение, вставную часть 146 предпочтительно перемещают в направлении кольцевой части 140, то есть в направлении, указанном на фигуре 6С стрелкой "Е". Когда обжимные сегменты необходимо переместить из второго положения в первое положение, вставную часть 146 перемещают в сторону от кольцевой части 140, то есть в направлении, указанном на фигуре 6С стрелкой "F". Необходимо понимать, что рама 178 на фигуре 6С не показана, чтобы не загромождать чертеж.
Хотя в рассматриваемых вариантах вставная часть 146 подвижна относительно кольцевой части 140, понятно, что возможны и другие конструкции. Например, в одном из альтернативных вариантов кольцевая часть 140 может быть подвижной относительно вставной части 146, то есть в процессе работы вставная часть 146 остается неподвижной. В других вариантах обе части 146 и 140 могут быть подвижными, то есть каждая часть может перемещаться относительно другой части.
Для большей ясности только готовый кожух 136, прижатый к обжимным сегментам 150, показан на фигуре 4 в положении взаимодействия, то есть матрица 174 и покрытие 176 на фигуре 4 не показаны, чтобы не загромождать чертеж. На фигуре 5 сформованный кожух 136 показан вместе с расположенными в нем матрицей 174 и покрытием 176, причем обжимные сегменты 150 прижаты к кожуху (положение взаимодействия).
В качестве примера некруглого расчетного профиля выбран овальный профиль. Однако следует понимать, что настоящее изобретение может использоваться для формования кожуха, имеющего любую некруглую форму, которая может быть правильной или неправильной. В зависимости от размера кожуха и степени уменьшения его размеров при формовании, количество обжимных сегментов может быть больше или меньше количества обжимных сегментов, используемого в рассматриваемых вариантах. Кроме того, разбиение обжимных сегментов по группам, каждая из которых имеет свою общую центральную точку, зависит, среди прочего, от расчетного внешнего профиля и степени уменьшения его размеров.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В одном из вариантов 453 способ по настоящему изобретению включает стадии обеспечения кольцевой части (стадия 455, фигура 15А) и обеспечения вставной части (стадия 457). Необходимо понимать, что порядок выполнения стадий 455 и 457 может быть изменен. Обжимные сегменты 150 по меньшей мере частично располагают в канале 142 кольцевой части 140 (стадия 459). Обжимные сегменты 150 предпочтительно перемещают в первое положение (стадия 461). Заготовку 132 вводят в проход 160 (стадия 463). Затем опорную пластину 148 перемещают вперед к кольцевой части (предпочтительный вариант), в результате чего обжимные сегменты 150 приводятся во взаимодействие практически со всей внешней поверхностью 135 заготовки 132 и уменьшают размеры внешней поверхности, перемещая ее из начальной конфигурации в расчетную конфигурацию (стадия 465).
Схема альтернативного варианта 553 способа по настоящему изобретению приведена на фигуре 15В. Вариант 553 способа аналогичен варианту 453 за исключением того, что вместо выполнения стадии 465 в способе 553 кольцевую часть 140 перемещают вперед к опорной пластине 148 (стадия 567, фигура 15В). Схема другого альтернативного варианта 653 способа по настоящему изобретению приведена на фигуре 15С. Единственная разница между вариантом 653 и вышеописанными вариантами 453, 553 заключается в последней стадии. На последней стадии варианта 653 опорную пластину 148 и кольцевую часть 140 перемещают навстречу друг другу (стадия 669, фигура 15С).
Еще один вариант осуществления изобретения показан на фигурах 6F, 6G и 10А-14. На фигурах 6F, 6G и 10А-14 ссылочные номера элементов соответствуют ссылочным номерам для аналогичных элементов на фигурах 2А-6Е и 7А-9С.
Как показано на фигурах 10А-12В, в альтернативном варианте вставной части 246 опорная пластина 248 содержит направляющие канавки 280. Как можно видеть, например, на фигуре 12В, каждый обжимной сегмент 250 предпочтительно проходит между передним концом 254 и задним концом 252 и снабжен направляющим выступом 282, расположенным на заднем конце 252. Направляющий выступ 282 выполнен с возможностью его введения в направляющую канавку 280 для перемещения в ней со скольжением. Направляющие канавки 280 в опорной пластине предназначены для направления каждого обжимного сегмента 250 по заданной для него траектории. Направляющие канавки 280 для каждого обжимного сегмента 250 предпочтительно выровнены с соответствующей оптимальной траекторией движения обжимного сегмента 250, чтобы обеспечивать его надлежащее выравнивание (то есть движение по заданной траектории), когда обжимные сегменты перемещают между первым положением и вторым положением.
Как можно видеть на фигуре 6G, направляющие канавки 280 расположены таким образом, что они соответствуют направлениям движения обжимных сегментов. Как показано на фигуре 6G, направляющие канавки 280А, 280В и 280С объединены в группу 284А с общей центральной точкой (расчетной конечной точкой) 286. Направляющие канавки 280D, 280Е и 280F включены в группу 284В с общей центральной точкой (расчетной конечной точкой) 288. Направляющие канавки 280G-2801 включены в группу 284С с общей центральной точкой 290. Направляющие канавки 280J-280L включены в группу 284D с общей центральной точкой (расчетной конечной точкой) 292.
Специалистам в данной области техники будет понятно, что могут использоваться и другие подходящие средства перемещения обжимных сегментов по заданным траекториям (а именно, в направлении расчетных конечных точек), так чтобы обжимные сегменты вступали в контакт с заготовкой практически одновременно. Например, другой вариант обжимного приспособления 330 по настоящему изобретению показан на фигурах 13А, 13В и 14. Обжимное приспособление 330 предпочтительно содержит множество обжимных сегментов 350 с соответствующими внутренними поверхностями 356. Как можно видеть на фигурах 13А, 13В и 14, обжимные сегменты 350 предпочтительно выполняются с возможностью перемещения между первым положением (фигуры 13А, 13В), в котором формируется проход 360 с возможностью введения в него заготовки 132, и вторым положением (фигура 14), в котором внутренние поверхности 356 обжимных сегментов 350 формуют расчетный внешний профиль 138 кожуха 136. Чтобы не загромождать чертежи, заготовка 132 и кожух 136, сформованный из заготовки 132, на фигурах 13А, 13В и 14 не показаны.
Как можно видеть на фигурах 13А, 13В и 14, каждый обжимной сегмент 350 предпочтительно выполняют с возможностью его перемещения по заданной траектории в направлении расчетной конечной точки (а именно, заданной центральной точки). В предпочтительных вариантах обжимные сегменты 350 также выполняют с возможностью перемещения по заданной траектории назад от конечной точки или заданной центральной точки.
В одном из вариантов, как показано на фигурах 13А, 13В и 14, обжимные сегменты 350 предпочтительно выполняют с возможностью по меньшей мере частичного перемещения их по заданной траектории одним или несколькими движущими средствами 351. В качестве движущих средств предпочтительно используется любое подходящее устройство. Например, в качестве такого подходящего движущего средства может использоваться гидравлический цилиндр. В предпочтительных вариантах управление гидравлическими цилиндрами осуществляют таким образом, чтобы обжимные сегменты 350 при их движении вперед для формования кожуха из заготовки 132 касались ее поверхности практически одновременно. В этом случае кожух 136 формуется из заготовки 132 обжимным устройством 330 практически без неровностей.
Например, расчетный внешний профиль 138, для которого сконструированы обжимные сегменты 350, показанные на фигурах 13А, 13В и 14, имеет овальную форму. Как можно видеть на фигурах 13А, 13В и 14, обжимные сегменты 350 устроены таким образом, что они формируют четыре группы, по три обжимных сегмента в каждой группе. Для удобства обжимные сегменты указаны на фигуре 13В как обжимные сегменты 350А-350L. Как можно видеть на фигурах 13А и 13В, в рассматриваемом примере обжимные сегменты 350А-350С составляют группу 362А из трех сегментов, которые перемещаются по практически прямолинейным траекториям, сходящимся в общей центральной точке (расчетной конечной точке) 364. Аналогично, обжимные сегменты 350D-350F составляют группу 362В сегментов, перемещающихся по траекториям в направлении общей центральной точки (расчетной конечной точки) 366. Обжимные сегменты 350G-350I составляют группу 362С сегментов, перемещающихся по траекториям в направлении общей центральной точки (расчетной конечной точки) 368. Обжимные сегменты 350J-350L составляют группу 362D сегментов, перемещающихся по траекториям в направлении общей центральной точки 370.
Как показано на фигурах 13А, 13В и 14, каждый обжимной сегмент 350 перемещается по соответствующей практически прямолинейной траектории, задаваемой движущими средствами 351, каждое из которых связано с каждым из обжимных сегментов 350. Например, обжимной сегмент 350А перемещается по траектории 372А в направлении точки 364 (а именно, в направлении, указанном стрелкой "G"), когда обжимные сегменты перемещаются из первого положения во второе положение. Понятно, что когда обжимные сегменты перемещаются из второго положения в первое положение, обжимной сегмент 350А перемещается по траектории 372А в противоположном направлении (а именно, в направлении, указанном стрелкой "Н"), в сторону от общей центральной точки (расчетной конечной точки) 364.
Другие обжимные сегменты 350В, 350С в группе 362А перемещаются по другим траекториям, указанным на фигуре 13В ссылочными номерами 372В и 372С, соответственно. Однако, как показано на фигуре 13В, при перемещении обжимных сегментов из первого положения во второе положение все три обжимных сегмента 350А-150С перемещаются вперед в направлении одной центральной точки (расчетной конечной точки) 364, и при перемещении обжимных сегментов из второго положения в первое положение все три обжимных сегмента 350А-350С перемещаются назад от этой точки 364. На фигурах 13А, 13В и 14 можно видеть, что обжимные сегменты в других группах 362В-362D также перемещаются по соответствующим траекториям в направлении соответствующих общих центральных точек или обратно, в сторону от них. Движущие средства 351, каждое из которых предпочтительно задает движение одного обжимного сегмента 350, обеспечивают точное управление этим движением.
Как уже указывалось, когда форма расчетного внешнего профиля отличается от окружности, могут использоваться разные конструкции обжимных сегментов и баланс между вставной частью и кольцевой частью также может модифицироваться при необходимости, в зависимости от расчетного внешнего профиля. В каждом случае выбранные обжимные сегменты перемещают в направлении к расчетным конечным точкам и обратно, и обжимные сегменты начинают взаимодействовать практически со всей внешней поверхностью заготовки практически одновременно.
Специалистам в данной области техники будет понятно, что изобретение может быть осуществлено в разных формах, которые находятся в пределах объема изобретения, определяемого его формулой. Например, для перемещения обжимных сегментов между первым и вторым положениями могут использоваться другие средства (например, шариковые ходовые винты или различные пневматические или механические устройства). Вышеприведенное описание всего лишь иллюстрирует изобретение, и его объем не должен ограничиваться рассмотренными предпочтительными вариантами.