Результат интеллектуальной деятельности: КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРУГЛЫМ ИЛИ МНОГОУГОЛЬНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к кристаллизатору для разливки металлического расплава в заготовку с круглым или многоугольным поперечным сечением в установке для непрерывной разливки.
В частности, изобретение относится к кристаллизатору для разливки металлического расплава в заготовку с круглым или многоугольным поперечным сечением в установке для непрерывной разливки, содержащему
- сквозное формовочное полое пространство;
- при этом формовочное полое пространство ограничено в направлении извлечения заготовки впускным отверстием для заливки расплава в кристаллизатор и выпускным отверстием для извлечения по меньшей мере частично затвердевшей заготовки из кристаллизатора;
- при этом формовочное полое пространство ограничено поперек направления извлечения внутренней стенкой кристаллизатора; и
- при этом формовочное полое пространство имеет зону снятия нагрузки с соответствующим разгрузочным литейным конусом, при этом зона снятия нагрузки имеет несколько углублений во внутренней стенке кристаллизатора для разгрузки заготовки.
УРОВЕНЬ ТЕХНИКИ
Кристаллизатор для отливки металлического расплава в заготовку, для так называемой непрерывной разливки, по существу с многоугольным поперечным сечением известна из ЕР 0 958 871 А1, при этом этот кристаллизатор имеет в направлении непрерывной разливки сквозное формовочное полое пространство, которое поперек направления извлечения заготовки ограничено по меньшей мере одной конической внутренней стенкой. Для согласования с усадкой затвердевающей заготовки кристаллизатор имеет три зоны с различными заливочными конусами каждая. Под заливочным конусом понимается конический контур внутренней стенки кристаллизатора в направлении извлечения заготовки, конусность которого определяется по существу усадкой затвердевающей заготовки. Поскольку заготовка при затвердевании сжимается, то формовочное полое пространство в зоне зеркала металла шире, чем в расположенной дальше в направлении извлечения зоне.
Однако поскольку усадка заготовки при непрерывной разливке не постоянна и зависит, в частности, от химического состава расплава, т.е. сплава, рабочих параметров непрерывной разливки, например скорости извлечения и охлаждения заготовки, то полное согласование заливочного конуса с усадкой заготовки невозможно. Если заливочный конус слишком мал, т.е. сужение заливочного конуса меньше усадки заготовки, то происходит потеря контакта между оболочкой заготовки и внутренней стенкой кристаллизатора, что приводит к неравномерному и в большинстве случаев слабому образованию оболочки заготовки; если заливочный конус слишком велик, т.е. сужение заливочного конуса больше усадки заготовки, то это хотя и приводит к достаточному и в большинстве случаев также гомогенному нарастанию оболочки заготовки, однако при этом вызываются ненужно большие контактные давления и тем самым силы трения. В этом случае заготовка как бы зажимается в кристаллизаторе, так что в экстремальных случаях может происходить даже надрыв или разрыв заготовки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
Задачей изобретения является создание кристаллизатора для разливки металлического расплава в заготовку с круглым или многоугольным поперечным сечением в установке для непрерывной разливки, с помощью которого можно, с одной стороны, задавать достаточно большой заливочный конус формовочного полого пространства, так что вдоль всего периметра заливочного поперечного сечения, соответственно, формовочного полого пространства обеспечивается достаточное и гомогенное нарастание оболочки заготовки, и, с другой стороны, надежно предотвращаются ненужно высокие контактные давления и силы трения заготовки в кристаллизаторе, в частности зажимание заготовки также при различных химических составах расплава и при различных рабочих условиях.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
Эта задача решена с помощью кристаллизатора указанного в начале вида, в котором углубление или повторяющаяся последовательность, состоящая из зоны с углублением и зоны без углубления, проходит по продольной длине зоны снятия нагрузки в направлении извлечения, при этом углубление или повторяющаяся последовательность имеет форму винтовой линии. За счет углубления, соответственно, повторяющейся последовательности, в зоне снятия нагрузки кристаллизатора создается степень свободы для заготовки, в частности для образующейся оболочки заготовки, при этом углубление имеет зону без контакта или с лишь очень небольшим контактом заготовки с внутренней стенкой кристаллизатора. За счет этого обеспечивается, что достаточно большой заливочный конус внутренней стенки кристаллизатора не приводит к ненужно большим контактным давлениям и силам трения заготовки в кристаллизаторе, так что надежно предотвращается, в частности, зажимание заготовки в кристаллизаторе. Одно, соответственно, несколько отдельных углублений, которые проходят по всей продольной длине зоны снятия нагрузки, можно просто и экономично выполнять, например, с помощью фрезерования.
За счет повторяющейся последовательности обеспечивается, что заготовка с регулярным чередованием разгружается, соответственно, более сильно приходит в контакт, что положительно сказывается на качестве заготовки. Углубление или повторяющаяся последовательность в форме винтовой линии предпочтительны, поскольку условия контакта изменяются по периметру и тем самым не всегда одна и та же зона разгружается, соответственно, более сильно контактирует по периметру. В качестве альтернативного решения, естественно, также возможно, что углубление или повторяющаяся последовательность имеет линейную форму.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВЫПОЛНЕНИЯ
В одном предпочтительном варианте выполнения глубина углубления во внутренней стенке уменьшается постоянно и монотонно по развернутой длине винтовой линии противоположно направлению извлечения. Тем самым глубина углубления непрерывно уменьшается противоположно направлению извлечения заготовки.
В другом предпочтительном варианте выполнения ширина углубления во внутренней стенке уменьшается постоянно и монотонно по развернутой длине винтовой линии противоположно направлению извлечения. Тем самым ширина углубления непрерывно уменьшается противоположно направлению извлечения заготовки.
С помощью обоих названных последними вариантов выполнения поддержка заготовки в направлении ее извлечения с помощью внутренней стенки кристаллизатора постоянно и монотонно уменьшается, т.е. заготовка в направлении извлечения сначала (при небольшой толщине оболочки заготовки) поддерживается сильнее, а затем менее сильно (при большей толщине оболочки заготовки).
В простом варианте выполнения углубление выполнено либо в виде канавки, либо в виде выкружки, поскольку их можно выполнять просто и экономично.
В одном предпочтительном варианте выполнения зона снятия нагрузки имеет n углублений, при этом каждые два соседних углубления имеют угловой сдвиг 360°/n вокруг средней оси формовочного полого пространства. Тем самым обеспечивается возможность равномерной опоры заготовки по периметру формовочного полого пространства, соответственно, поперечного сечения заготовки.
В другом варианте выполнения подъем винтовой линии составляет nLII, где LII обозначает размер зоны снятия нагрузки в направлении извлечения заготовки. За счет этого реализуется винтовая линия, которая на продольной длине зоны снятия нагрузки изгибается на 90° вверх.
В одном варианте выполнения перед зоной снятия нагрузки расположена входная зона с входным заливочным конусом, при этом входная зона проходит от заливочного отверстия до зоны снятия нагрузки.
В одном варианте выполнения после зоны снятия нагрузки расположена выходная зона с выходным заливочным конусом, при этом выходная зона проходит от зоны снятия нагрузки до выпускного отверстия.
В другом предпочтительном варианте выполнения один или несколько элементов из группы, состоящей из входного заливочного конуса, разгрузочного заливочного конуса и выходного заливочного конуса, имеет параболическую конусность. Выполнение внутренней стенки во входной зоне, в зоне снятия нагрузки, в выходной зоне или предпочтительно во всех зонах с параболическим или менее предпочтительно с линейным заливочным конусом обеспечивает хорошее согласование с характеристиками усадки заготовки.
В одном предпочтительном варианте выполнения переход от одного заливочного конуса к следующему заливочному конусу выполнен непрерывным, предпочтительно с возможностью многократного непрерывного дифференцирования.
За счет этого уменьшаются, соответственно, предотвращаются напряжения в заготовке при переходе из одной зоны в следующую зону.
В одном варианте выполнения формовочное полое пространство имеет выпуклую кривизну. Тем самым обеспечивается, что формовочное полое пространство в передней зоне более широкое, чем в следующей в направлении извлечения зоне.
Особенно предпочтительно применять кристаллизатор, согласно изобретению, в установке непрерывной разливки для изготовления металлической заготовки из стали с круглым или многоугольным поперечным сечением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие преимущества и признаки данного изобретения следуют из приведенного ниже описания не имеющих ограничительного характера примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
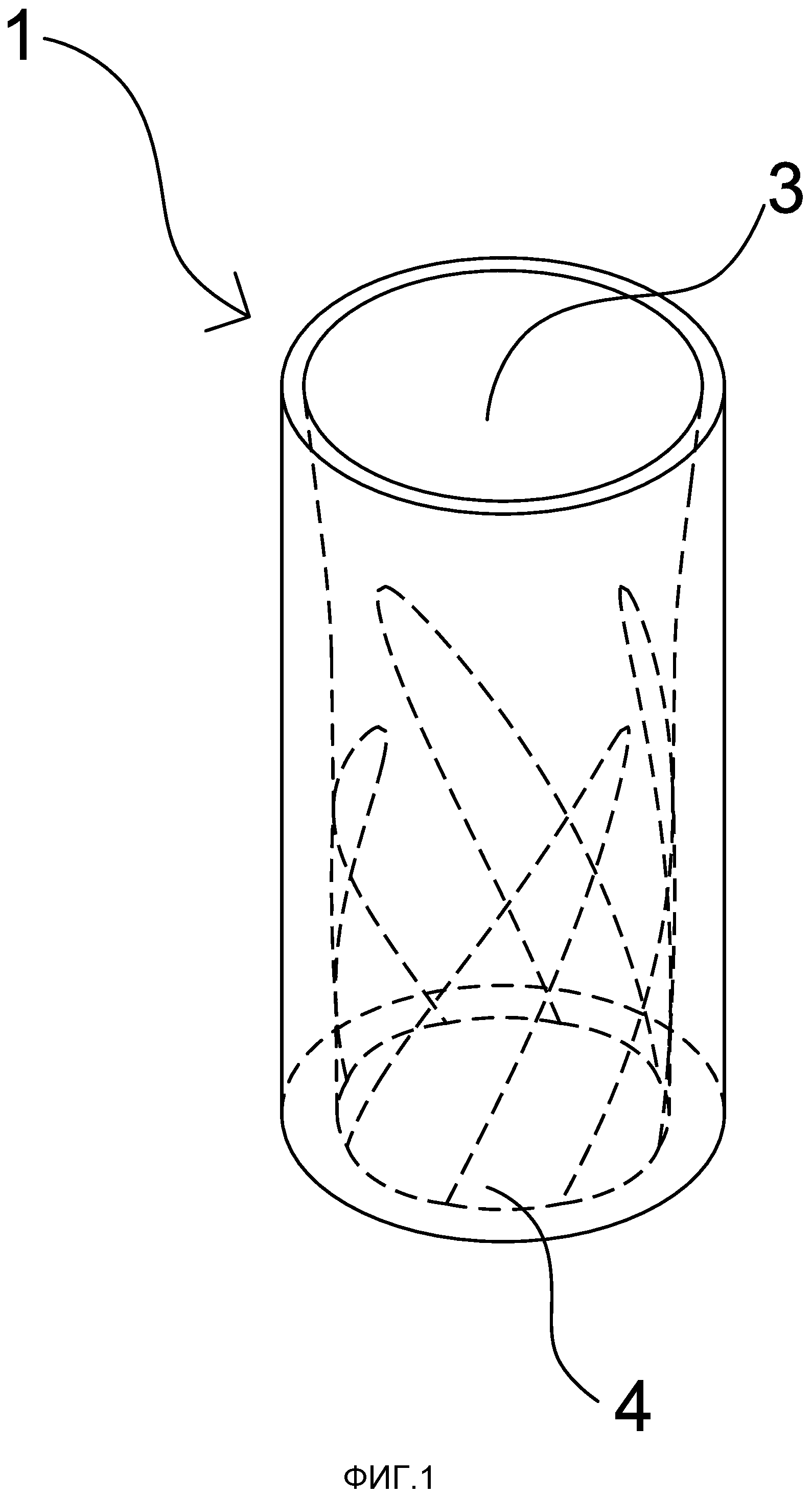
фиг.1 - кристаллизатор для непрерывной отливки заготовки с круглым поперечным сечением, в изометрической проекции;
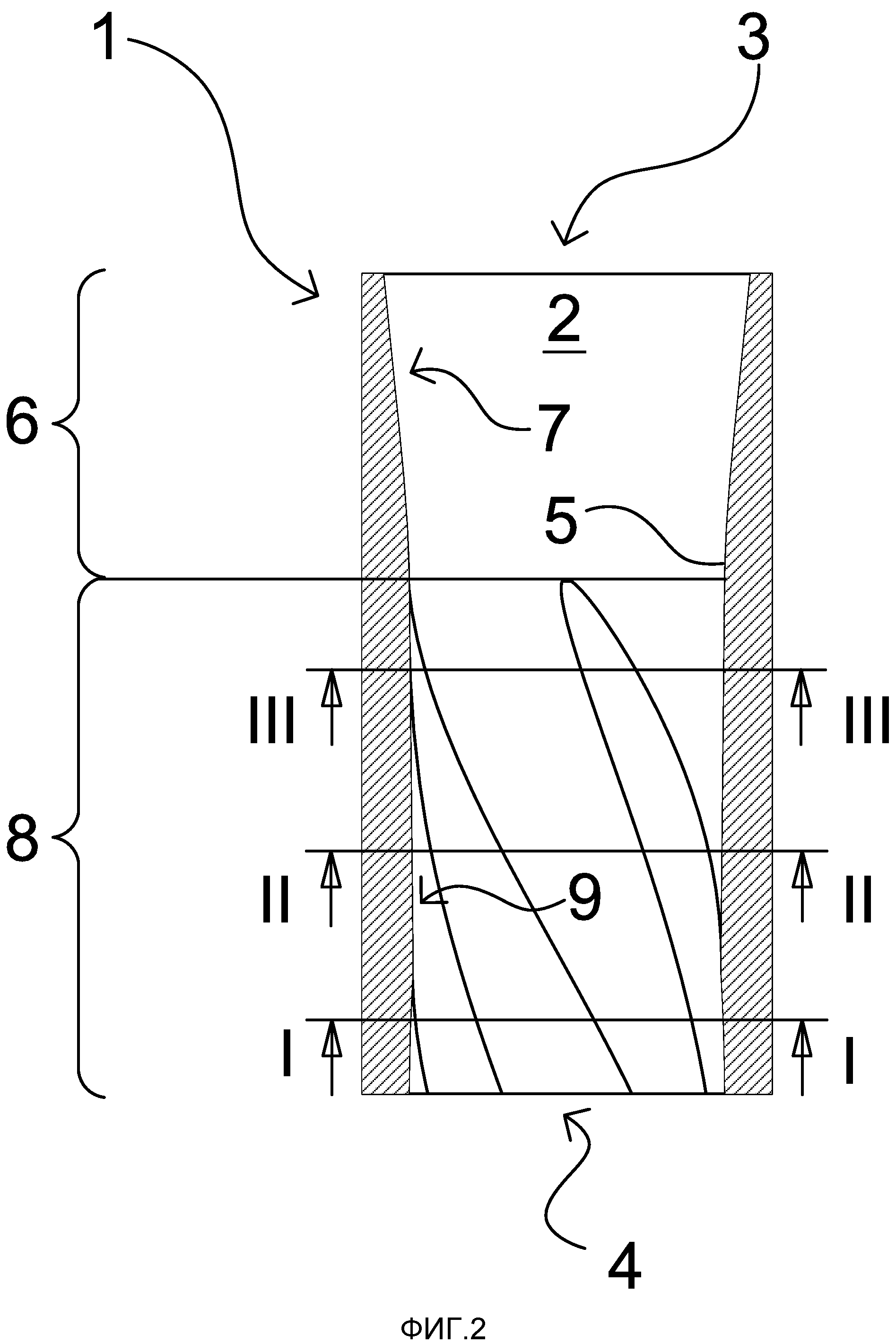
фиг.2 - разрез кристаллизатора, согласно фиг.1, на виде спереди;
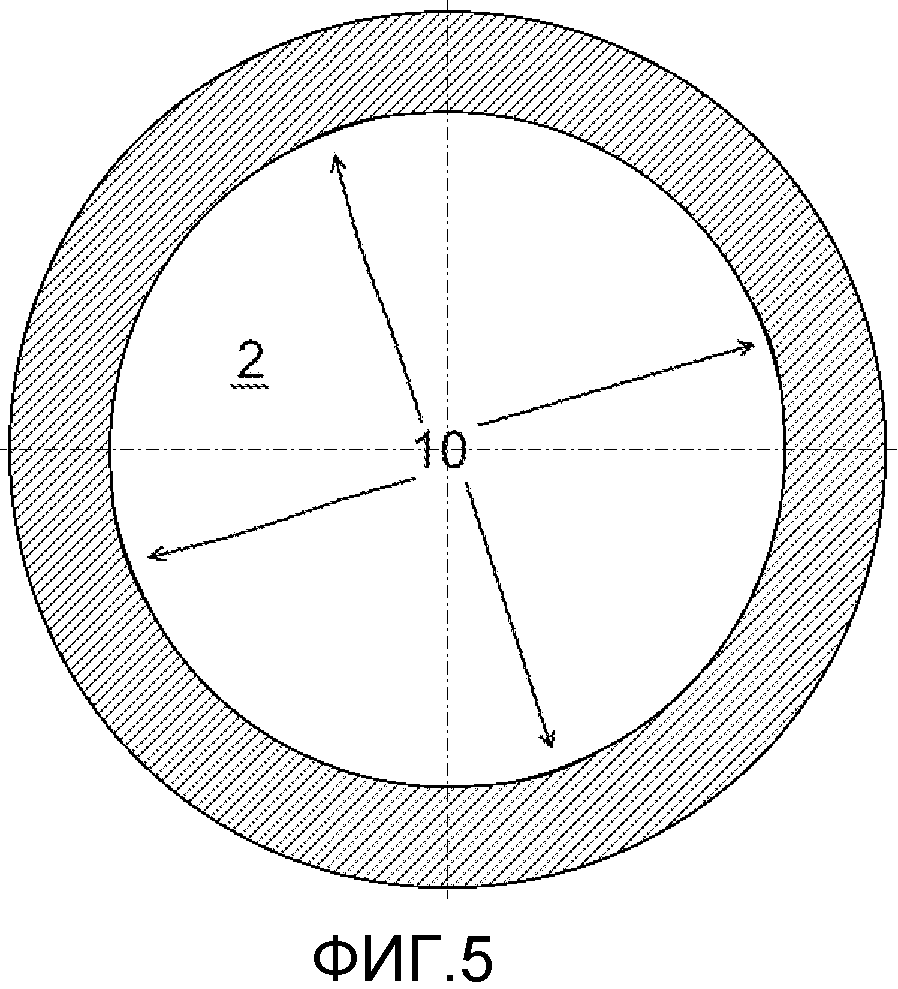
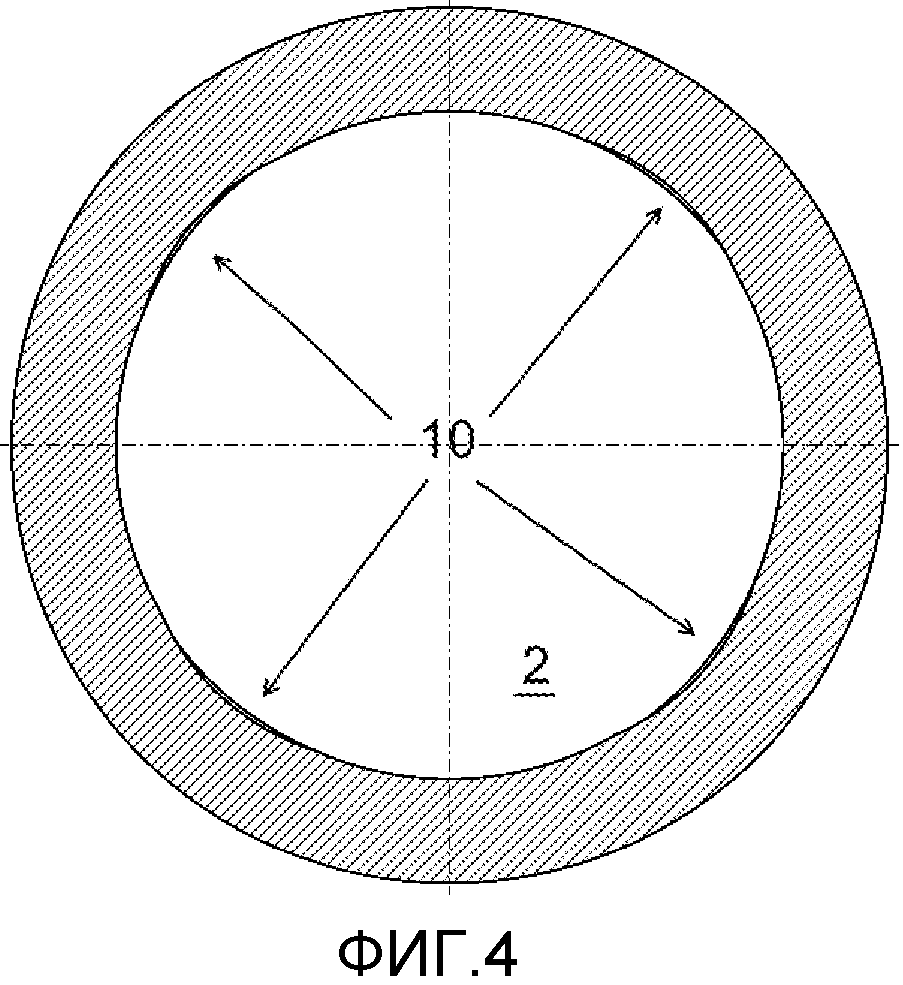
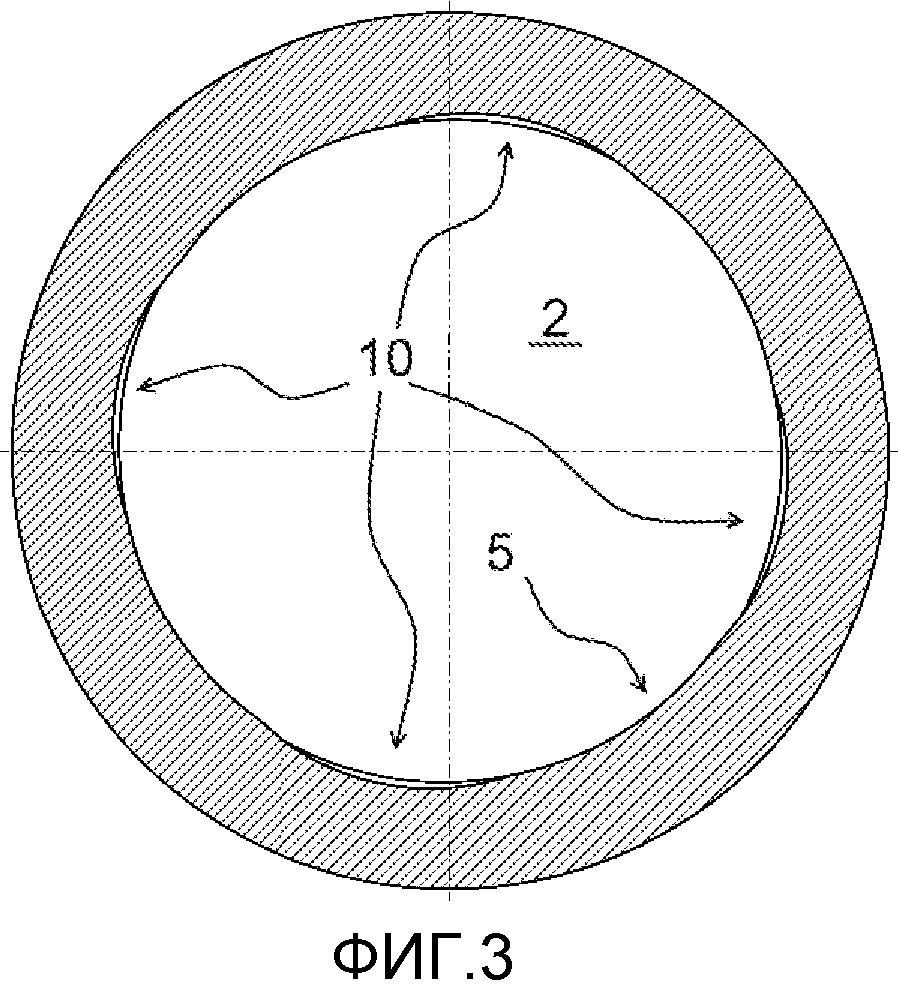
фиг.3-5 - разрез кристаллизатора, согласно фиг.1, в плоскости I-I (фиг.3), плоскости II-II (фиг.4) и плоскости III-III (фиг.5);
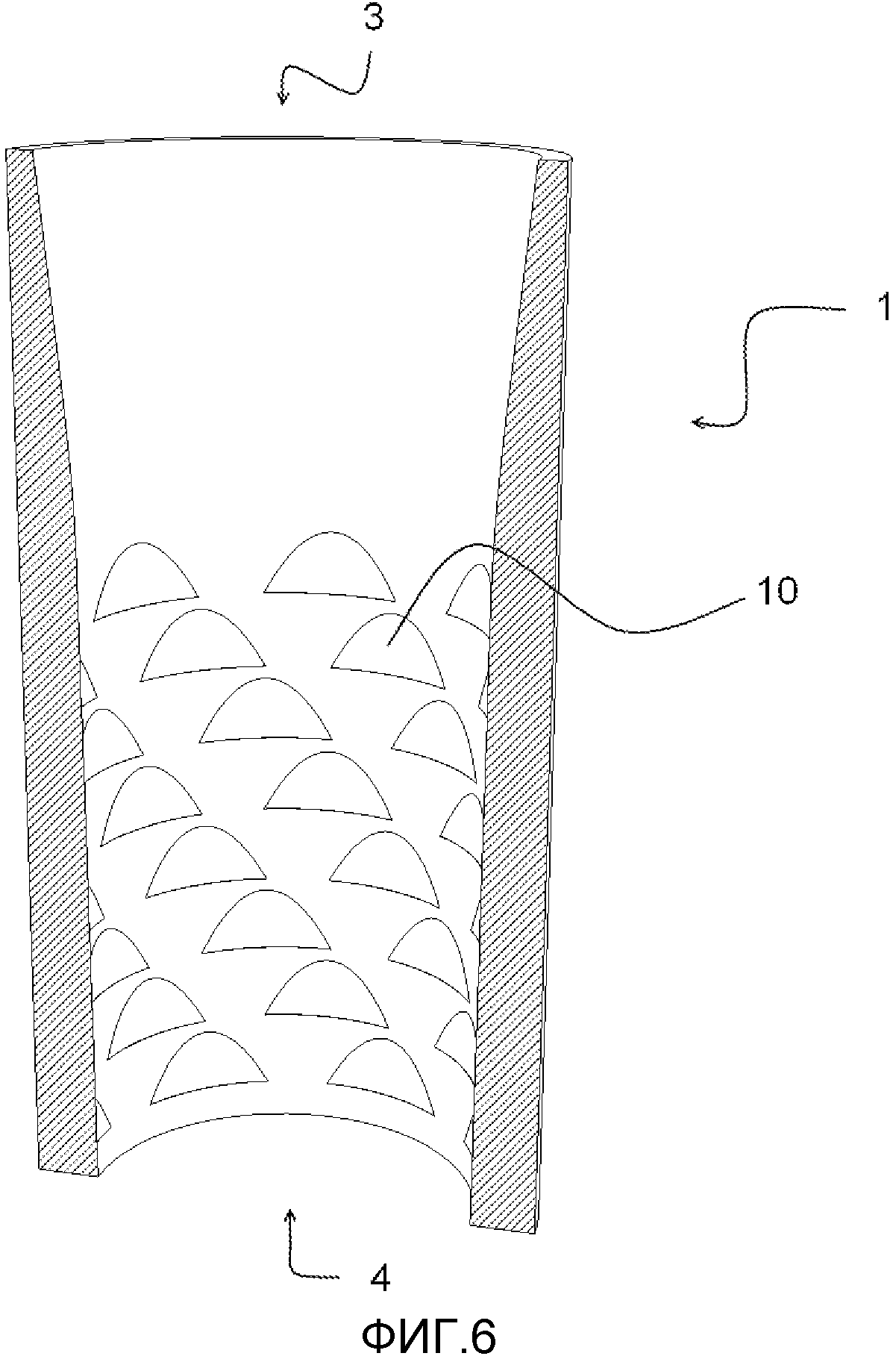
фиг.6 - кристаллизатор для непрерывной отливки заготовки с круглым поперечным сечением, в изометрической проекции;
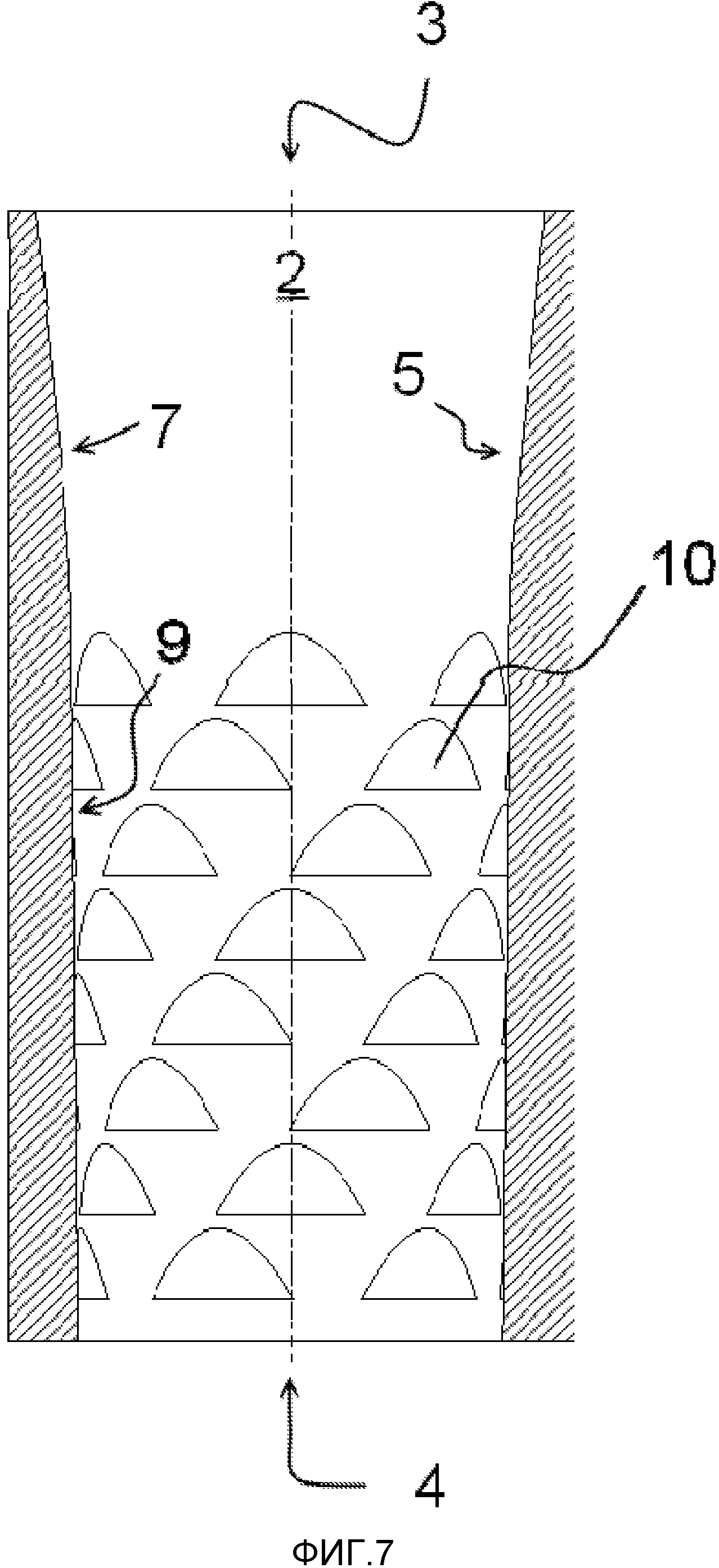
фиг.7 - разрез кристаллизатора, согласно фиг.6, на виде спереди.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
На фиг.1 показан кристаллизатор 1 для непрерывной отливки стальной заготовки с круглым поперечным сечением (диаметр 300 мм) в установке для непрерывной разливки. При этом стальной расплав заливают через впускное отверстие 3 в формовочное полое пространство кристаллизатора 1, при этом стальной расплав охлаждается в формовочном полом пространстве и при этом образуется твердая оболочка стальной заготовки. По меньшей мере частично затвердевшая заготовка вытягивается через выпускное отверстие 4 в кристаллизаторе и направляется в не изображенное устройство опоры заготовки для опоры и дальнейшего охлаждения.
На фиг.2 кристаллизатор 1 показан более подробно. Для повышения ясности изображения углубления 10 увеличены, т.е. изображены в другом масштабе. Кристаллизатор имеет, в частности, проходящее в направлении извлечения заготовки сквозное формовочное полое пространство 2, которое ограничено в направлении извлечения впускным отверстием 3 и выпускным отверстием 4 и поперек направления извлечения ограничено внутренней стенкой 5. Внутренняя стенка 5 имеет проходящую по входной зоне 6 и расположенной непосредственно после входной зоны 6 зоне 8 снятия нагрузки кристаллизатора 1 параболическую конусность, при этом кристаллизатор имеет у впускного отверстия 3 толщину стенки 20 мм, у перехода от входной зоны 6 к зоне 8 снятия нагрузки толщину стенки 22 мм и у выпускного отверстия 4 толщину стенки 24 мм. Зона 8 снятия нагрузки имеет четыре выполненные каждое в виде выкружки углубления 10 во внутренней стенке 5, которые проходят в форме винтовой линии по продольной длине зоны 8 снятия нагрузки, т.е. от начала зоны 8 снятия нагрузки до выпускного отверстия 4. Глубина и ширина углубления 10 непрерывно и монотонно уменьшается по развернутой длине винтовой линии против направления извлечения, при этом углубление имеет у выпускного отверстия глубину 1 мм. Уменьшение глубины и ширины углублений 10 во внутренней стенке 5 показаны более подробно на фиг.3-5, при этом на этих фигурах углубления изображены также в увеличенном масштабе. Для того чтобы в зоне 8 снятия нагрузки оболочка заготовки опиралась более равномерно по окружности формовочного полого пространства 2, однако с обеспечением значительного уменьшения силы вытягивания заготовки, два соседних углубления имеют смещение на 90° относительно средней оси формовочного полого пространства 2, соответственно, заготовки.
На фиг.6 и 7 показан другой вариант выполнения кристаллизатора, согласно фиг.1, при этом углубления для разгрузки заготовки во внутренней стенке 5 кристаллизатора 1 выполнены с помощью повторяющейся последовательности, состоящей из зоны с углублением 10 и зоны без углубления, в форме винтовой линии. Переход от входного заливочного конуса 7 входной зоны к разгрузочному заливочному конусу 9 зоны снятия нагрузки является гладким, т.е. выполненным с возможностью многократного дифференцирования, при этом оба заливочных конуса имеют параболическую конусность.
Выполненные в соответствии с изобретением кристаллизаторы обеспечивают, что достаточно большой заливочный конус внутренней стенки кристаллизатора не приводит к ненужно высоким контактным давлениям и силам трения заготовки в кристаллизаторе, так что, в частности, надежно предотвращается зажимание заготовки в кристаллизаторе.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1 Кристаллизатор
2 Формовочное полое пространство
3 Впускное отверстие
4 Выпускное отверстие
5 Внутренняя стенка
6 Входная зона
7 Входной заливочный конус
8 Зона снятия нагрузки
9 Разгрузочный заливочный конус
10 Углубление
Способ восстановления на основе риформинг-газа с пониженными выбросами no
Способ и устройство для загрузки в плавильный агрегат
Минимизация натяжения полосы прокатываемого материала между двумя прокатными клетями
Способ и устройство для получения восстановительного газа из генераторного газа
Способ очистки газового потока, нагруженного пылью
Прокатная клеть для изготовления катаной полосы
Охлаждающее устройство для горячего насыпного материала
Способ и устройство для изготовления прессованных изделий
Опора и вращающийся ввод для охлаждаемого ролика
Начальная часть, головка затравки и затравка для установки непрерывной разливки для отливки предварительного профиля
Способ и устройство для восстановления содержащих железную руду шихтовых материалов или для производства чугуна или жидких стальных полуфабрикатов
Способ восстановления на основе риформинг-газа с рециркуляцией восстановительных газов и декарбонизацией части отходящего газа, использованного в качестве горючего газа для риформинг-установки
Способ восстановления на основе риформинг-газа с пониженными выбросами no
Способ и устройство для загрузки в плавильный агрегат
Минимизация натяжения полосы прокатываемого материала между двумя прокатными клетями
Способ и устройство для получения восстановительного газа из генераторного газа
Способ очистки газового потока, нагруженного пылью
Прокатная клеть для изготовления катаной полосы
Охлаждающее устройство для горячего насыпного материала
Способ и устройство для изготовления прессованных изделий

