Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ РАЗМЕРОМ 168,3×10,6×5000-10000 мм
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм для добычи газа и газового конденсата в сероводородсодержащих средах, и может быть использовано при производстве передельных горячекатаных труб размером 325×45×6400 и 260×30×8000 мм на ТПУ 8-16″ с пилигримовыми станами, для последующей механической обработки их в передельные трубы-заготовки размером 310×30×3200, 245×16×4000 мм и прокатки на станах ХПТ 450 и ХПТ 250 в товарные насосно-компрессорные трубы размером 168,3×10,6 мм.
В трубопрокатном производстве известен способ производства горячекатаных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали на трубопрокатных установках с пилигримовыми станами из центробежно-литых полых заготовок нержавеющих марок стали 08Х18Н12Т, 08Х18Н10Т, 08Х10Н16Т2 и 08Х10Н20Т2 (ТУ 14-3-569-77 «Заготовки трубные центробежно-литые полые из стали марок 08Х18Н12Т, 08Х18Н10Т, 08Х10Н16Т2 и 08Х10Н20Т2 диаметром 530-650 мм», ТУ 14-3-1564-88 «Трубы бесшовные горячедеформированные из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем», ТИ 158-Тр.ТБ1-6-94 «Изготовление труб из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 по ТУ 14-3-1564-88», ТУ 14-3-743-78 «Трубы бесшовные горячекатаные из стали марки 08Х18Н12Т», ТИ 158-Тр.ТБ1-63-98 «Изготовление бесшовных горячекатаных труб из стали марки 08Х18Н12Т для химического машиностроения и для рубашек гидроцилиндров форголлеров пильгерстана», ТУ 14-3-765-78 «Трубы бесшовные горячекатаные из нержавеющей стали», ТИ 158-Тр.ТБ1-69-98 «Изготовление бесшовных горячедеформированных труб из стали марки 08Х18Н12Т для баллонов»).
Недостатком данного способа является то, что трубы после прокатки имеют большое количество дефектов по наружной и внутренней поверхности в виде плен и рыхлости, требуют последующую механическую обработку - расточку и обточку со съемом металла по 10-12 мм на сторону или 20-25 мм по стенке. Горячекатаные трубы размером 402×45 мм растачивают и обтачивают на размер 377×20 мм, т.е. в стружку уходит более 50% металла. Так как горячекатаные трубы катаются с толстыми стенками, т.е. с малыми вытяжками (μ=2,0-3,5), то в микроструктуре металла труб имеют место крупные зерна, а следовательно, металл труб имеет низкие механические свойства и не выдерживает испытания на межкристаллитную коррозию (п. 2.8 ТУ 14-3-765-78 гласит, что макроструктура металла труб должна быть плотной, без следов усадочной рыхлости, расслоений, трещин, пустот), а результаты первичных испытаний для микро- и макроконтроля являются окончательными.
В трубной промышленности известен способ производства бесшовных горячекатаных передельных труб из слитков ЭШП коррозионно-стойких сталей диаметром 219-325 мм с толщинами стенок от 20 до 50 мм, предназначенных для холодного передела и товарных труб с механической обработкой и последующей шлифовкой с повышенным качеством поверхности из стали марки 08Х18Н10Т размером 219-325 мм с толщинами стенок от 10 до 25 мм (ТУ 14-3Р-197-2001 «Трубы бесшовные из коррозионно-стойких сталей с повышенным качеством поверхности», ТИ 158-Тр.ТБ1-53-2002 «Изготовление бесшовных горячедеформированных труб из коррозионно-стойких марок стали с повышенным качеством поверхности по ТУ 14-3Р-197-2001»), а также способ производства бесшовных горячекатаных труб номинальным диаметром 289, 341, 393 и 418 мм с толщинами стенок от 25 до 40 мм из слитков ЭШП стали марок 08Х18Н10Т и 08Х18Н12Т по ТУ 14-134-334 из коррозионно-стойких марок стали для изготовления холоднодеформированных труб (ТУ 14-158-130-2002 «Трубы стальные бесшовные горячедеформированные из коррозионно-стойких марок стали для изготовления холоднодеформированных труб» и ТУ 14-158-129-2002 «Трубы стальные бесшовные горячедеформированные передельные из коррозионно-стойких марок стали для изготовления холоднодеформированных труб для АЭС»).
Недостатками данного способа производства бесшовных горячекатаных товарных и передельных труб из слитков ЭШП коррозионно-стойких сталей является то, что товарные и передельные горячекатаные трубы диаметром 219-325 мм на ТПУ 8-16″ прокатываются из слитков ЭШП размером 400-500×100×1750 мм за одну прошивку на максимальной оправке диаметром 250 мм. При прошивке сверленых слитков ЭШП данного размера стали марки 08Х18Н10Т двигатель прошивного стана работает на пределе. Нагрузка достигает 7,5 кА (предельная 7,0 кА). Трубы, прокатанные из гильз с одной прошивкой, как передельные так и товарные, из-за наличия дефектов в виде плен и мелких рванин требуют механическую обработку (расточку и обточку). Расходный коэффициент металла превышает 2,0. Прокатка труб диаметром более 325 мм производится с использованием двойной прошивки, а именно товарные трубы размером 402×20 мм из стали 08Х18Н10Т производятся по технологии: слитки ЭШП с центральным сверлением на диаметр 100±5 мм размером 570-600×100×1650 мм нагревают до температуры пластичности и прошивают на оправке диаметром 250 мм в гильзы размером 570-600×265вн×2040-1990 мм, которые садят в печь горячими или после охлаждения и ремонта, нагревают до температуры пластичности, а затем прошивают - раскатывают в стане поперечно-винтовой прокатки на оправке диаметром 375 мм в гильзы размером 570-600×вн.390×3000-2770 мм, которые подают на пилигримовый стан и прокатывают в передельные трубы размером 420×40 мм в калибре 432 мм за счет сведения валков на 6-8 мм, т.е. уменьшения зазора (шпронта) между валками. Нагрузка на привод валков прошивного стана превышает предельную, т.е. работа производится на гране остановки двигателя. Бывают случаи и отключения двигателя. В этом случае разводят валки прошивного стана и гильзу-ступу выдают из стана и переводят в разряд брака. Расходный коэффициент металла при прокатке передельных труб по данной технологии превышает 2,5. Из выше сказанного видно, что данная технология производства товарных и передельных труб из коррозионно-стойких труднодеформируемых марок стали и сплавов трудоемка, энергоемка и металлоемка.
Известным техническим решением является также способ производства горячекатаных передельных труб из стали марки 20Х25Н25ТЮ-Ш размером 325×40 мм для изготовления водоохлаждаемых печных роликов размером 295×22×2750 мм, включающий сверловку и расточку слитков ЭШП размером 480×1600 мм на диаметр 285±50 мм, нагрев их до температуры пластичности, прокатку на пилигримовых станах в трубы размером 325×40 мм на дорнах с повышенной конусностью 246/238 мм с разностью (зазором) между внутренним диаметром расточенных слитков-гильз и максимальным диаметром дорнов, равным 40-45 мм, и коэффициентом вытяжки μ=3,4 (протокол №1031 согласования условий поставки труб из стали марки 20Х25Н25ТЮ-Ш от 14.12.2000 г. и письмо-указание на опытно-промышленную прокатку горячекатаных передельных труб размером 325×40 мм из стали марки 20Х25Н25ТЮ-Ш).
Недостатками данного способа являются использование расточенных слитков-гильз с внутренним диаметром больше диаметра дорна на 40-45 мм, т.к. при меньших зазорах на внутренней поверхности труб образуются дефекты в виде рванин и частые «затяжки» дорнов, даже с повышенной конусностью. Операция расточки слитков с диаметра 100 мм до 285-290 мм трудоемка и приводит к повышенному расходу металла, т.к. при расточке уходит в стружку от 30 до 45% металла. Количество стружки возрастает с ростом диаметра передельных труб, т.е. внутреннего диаметра слитков-гильз, а это в конечном итоге приводит к значительному повышению стоимости готового изделия. Данный способ направлен на изготовление водоохлаждаемых роликов из стали 20Х25Н25ТЮ-Ш и не решает технологический вопросы производства насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм из сплава ХН30МДБ.
В трубной промышленности известен также способ производства горячекатаных передельных труб из труднодеформируемых марок стали и сплавов на установках с пилигримовыми станами, включающий сверловку слитков ЭШП на диаметр 100±5 мм, нагрев их до температуры пластичности, экспандирование в полые заготовки с вытяжкой μ=1,2-1,8 без подъема по диаметру, обтачивание и растачивание их до удаления ковочных дефектов, нагрев до температуры пластичности и прокатку на пилигримовых станах с вытяжкой μ≤5,0 или экспандирование сверленых слитков ЭШП в полые заготовки с вытяжкой μ=0,9-1,5, с подъемом по диаметру от 1,05 до 1,4% и прокатку на пилигримовых станах с вытяжкой μ≤5,5 (Патент РФ №2242302 от 20.12.2004 г., кл. В21В 21/04, бюл. №35).
Недостатком данного способа является использование в качестве передельных заготовок сверленых слитков ЭШП, дополнительные операции по экспандированию и механической обработке передельных экспандированных трубных заготовок, повышенный расход дорогостоящего металла в стружку, что в конечном итоге приводит к значительному повышению стоимости готового изделия.
Наиболее близким техническим решением является способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм и передельных труб размером 187,7×25 мм для изготовления муфт из коррозионно-стойкого сплава марки ХН30МДБ-Ш для добычи газа и газового конденсата в сероводородсодержащих средах из кованых, сверленых, механически обработанных заготовок размером 310×30×3200 мм и 325×40×3000 мм и прокатки их на станах ХПТ в товарные трубы по маршрутам: 310×30-273×23-219×16-168,3×10,6 мм и 325×40-273×35-219×30-187,7×25 мм (ТУ 14-1-5483-2004 «Трубы бесшовные холоднодеформированные и муфтовые заготовки из коррозионно-стойкого сплава марки ХН30МДБ-Ш (ЭК77-Ш)», ТУ 14-1-5484-2009 «Трубы бесшовные насосно-компрессорные диаметром 89 и 114 мм и муфты к ним из коррозионно-стойкого сплава марки ЭК77-Ш», ТУ 14-1-4745-89 «Заготовка трубная из коррозионно-стойкого сплава марки ХН30МДБ (ЭК77)» и протокол №1558 от 29.06.2011 г. «Согласования условий поставки трубной заготовки из коррозионно-стойкого сплава марки ХН30МДБ-ИШ (ЭК77-ИШ)»).
Недостатками данного способа являются дополнительные операции механической обработки - обточки слитков ЭШП размером 570×1200 мм в слитки-заготовки размером 550×1200 мм, нагрев до температуры пластичности слитков-заготовок ЭШП, ковка их в поковки размером 345×3000 мм с уковом не менее 2,5, обточка поковок в заготовки размером 325×3000 мм, сверление в заготовках центрального отверстия с последующей расточкой на диаметр 245 и 265 мм, прокатка передельных труб-заготовок размером 325×30×3000 мм на станах ХПТ в товарные трубы размером 168,3×10,6×5000-10000 мм по маршрутам 325×30-273×23-219×16-168,3×10,6 мм с относительными обжатиями по стенке, соответственно, δ1т=23,3%, δ2т=30,4% и δ3т=33,8%, а передельных труб-заготовок размером 325×40×3000 мм в передельные муфтовые заготовки размером 187,7×25 мм по маршрутам 325×40-273×35-219×30-187,7×25 мм с относительными обжатиями по стенке соответственно δ1м=12,5%, δ2м=14,3% и δ3м=16,7%, а, следовательно, повышенный расход дорогостоящего металла при прокатке насосно-компрессорных труб и труб для изготовления муфт.
Задачей предлагаемого способа является исключение из технологического процесса операций - нагрев слитков ЭШП под ковку, ковку слитков в поковки, механическую обработку - обточку поковок в заготовки, сверление в заготовках центрального отверстия с последующей расточкой на заданную толщину стенки, снижение относительных обжатий по стенке по проходам на станах ХПТ, снижение расхода металла при переделе слиток ЭШП - товарная или передельная холоднокатаная труба, а следовательно, снижение стоимости насосно-компрессорных труб размером 168,3×10,6 мм.
Технический результат достигается тем, что в известном способе производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм, включающем отливку полых слитков ЭШП размером 470×110×2700 и 430×105×2700 мм, расточку и обточку слитков в слитки-заготовки размером 460×100×2700 мм и 420×95×2700 мм, нагрев слитков-заготовок до температуры пластичности, прокатку на пилигримовом стане на конусных дорнах диаметром 234/239 и 199/204 мм в передельные горячекатаные трубы размером 325×45×6400 и 260×30×8000 мм, разрезку труб на две трубы равной длины, расточку и обточку передельных горячекатаных труб в трубы-заготовки размером 310×30×3200 и 245×16×4000 мм, прокатку механически обработанных труб-заготовок размером 310×30×3200 мм на станах ХПТ по маршрутам 310×30- 273×23-219×16-168,3×10,6 мм с относительными обжатиями по стенке соответственно δ1m=23,3%, δ2m=30% и δ3m=33,8%, а труб-заготовок размером 245×16×4000 мм по маршрутам: 245×16-219×13-168,3×10,6 мм с относительными обжатиями по стенке соответственно δ1m=12,8% и δ2m=18,5% в холоднодеформированные насосно-компрессорные трубы размером 168,3×10,6×5000-1000 мм.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что производят обточку слитков в слитки-заготовки размером 460×100×2700 мм и 420×95×2700 мм, нагрев слитков-заготовок до температуры пластичности, прокатку на пилигримовом стане на конусных дорнах диаметром 234/239 и 199/204 мм в передельные горячекатаные трубы размером 325×45×6400 и 260×30×8000 мм, разрезку труб на две трубы равной длины, расточку и обточку передельных горячекатаных труб в трубы-заготовки размером 310×30×3200 и 245×16×4000 мм, прокатку механически обработанных труб-заготовок размером 310×30×3200 мм на станах ХПТ по маршрутам 310×30-273×23-219×16-168,3×10,6 мм с относительными обжатиями по стенке соответственно δ1m=23,3%, δ2m=30% и δ3m=33,8%, а труб-заготовок размером 245×16×4000 мм по маршрутам: 245×16-219×13-168,3×10,6 мм с относительными обжатиями по стенке соответственно δ1m=12,8% и δ2m=18,5% в холоднодеформированные насосно-компрессорные трубы размером 168,3×10,6×5000-1000 мм. Таким образом, заявляемый способ соответствует критерию «изобретательский уровень».
Сравнение заявляемого решения (способа) не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности «изобретательский уровень».
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16″ и стане ХПТ 250 ОАО «ЧТПЗ». В производство были заданы 5 заготовок размером 325×30×3000 мм, полученные механической обработкой поковок размером 340×3000 мм (обточка поковок в заготовки размером 325×3000 мм с последующей сверловкой и расточкой на размер 325×30×3000 мм) - существующая технология и 10 передельных горячекатаных труб размером 310×30×3200 мм, полученных механической обработкой - обточкой и расточкой горячекатаных труб размером 325×45×6400 мм, прокатанных на ТПУ 8-16″ с пилигримовыми станами из полых слитков ЭШП размером 460×100×2700 мм - предлагаемая технология. По предлагаемой технологии из десяти передельных труб размером 310×30×3200 мм на стане ХПТ 250 прокатано 20 насосно-компрессорных труб размером 168,3×10,6×7100 мм общей массой 6029 кг. Суммарный расходный коэффициент металла по насосно-компрессорным трубам составил 2,252. По существующей технологии 5 заготовок размером 325×30×3000 мм были прокатаны на стане ХПТ 250 в товарные насосно-компрессорные трубы размером 168,3×10,6 мм. Получено 67,0 м труб общей массой 2845 кг. Расходный коэффициент металла по трубам данной партии составил 4,355 при средней длине труб 7100 мм. Данные по производству насосно-компрессорных труб размером 168,3×10,6 мм по существующей и предлагаемой технологиям приведены в таблице 1.
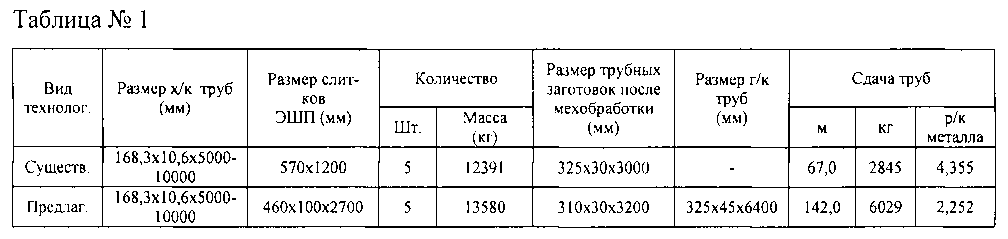
Из таблицы 1 видно, что при производстве труб по предлагаемому способу из полых слитков ЭШП с последующей прокаткой их на ТПУ 8-16″ с пилигримовыми станами в горячекатаные трубы с последующей механической обработкой - обточкой и расточкой их в передельные трубы для последующего переката на стане ХПТ 250 в товарные насосно-компрессорные трубы размером 168,3×10,6×7100 мм по сравнению с существующей технологией по ТУ 14-1-5483-2004 и ТУ 14-1-5484-2009 получено снижение расхода металл на 2103 кг на тонну товарных насосно-компрессорных труб за счет исключения операции ковки слитков ЭШП в поковки, механической обработки поковок в заготовки и сверления центрального отверстия в заготовках с последующей расточкой под холодную прокатку.
Использование предлагаемого способа производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм из коррозионно-стойкого сплава марки ХН30МДБ-Ш для добычи газа и газового конденсата в сероводородсодержащих средах позволит снизить расход металла за счет исключения операции ковки слитков ЭШП в поковки, механической обработки поковок в заготовки и сверления центрального отверстия в заготовках с последующей расточкой под холодную прокатку, а следовательно, снизить стоимость насосно-компрессорных труб данного сортамента.
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм, включающий отливку полых слитков ЭШП размером 470×110×2700 и 430×105×2700 мм, расточку и обточку слитков в слитки-заготовки размером 460×100×2700 мм и 420×95×2700 мм, нагрев слитков-заготовок до температуры пластичности, прокатку на пилигримовом стане на конусных дорнах диаметром 234/239 и 199/204 мм в передельные горячекатаные трубы размером 325×45×6400 и 260×30×8000 мм, разрезку труб на две трубы равной длины, расточку и обточку передельных горячекатаных труб в трубы-заготовки размером 310×30×3200 и 245×16×4000 мм, прокатку механически обработанных труб-заготовок размером 310×30×3200 мм на станах ХПТ по маршрутам 310×30-273×23-219×16-168,3×10,6 мм с относительными обжатиями по стенке соответственно δ=23,3%, δ=30% и δ=33,8%, а труб-заготовок размером 245×16×4000 мм по маршрутам 245×16-219×13-168,3×10,6 мм с относительными обжатиями по стенке соответственно δ=12,8% и δ=18,5% в холоднодеформированные насосно-компрессорные трубы размером 168,3×10,6×5000-1000 мм.Способ производства бесшовных горячекатаных длинномерных труб размером 426×90 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш на тпу 8-16" с пилигримовыми станами
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3550±50 мм из стали марки 15x5м для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности
Способ производства бесшовных труб размером 377×14-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства шестигранных труб-заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,3 до 3,5%
Способ производства шестигранных труб-заготовок из низкопластичной стали с содержанием бора от 1,3 до 3,5 %
Способ производства бесшовных хладостойких и коррозионно-стойких труб размером 377×9-16 мм на трубопрокатных установках с пилигримовыми станами
Способ производства труб большого и среднего диаметров для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 530×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства шестигранных труб-заготовок размером "под ключ" 252,6×5+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива
Способ производства биметаллических труб размером вн.279×36 (351×36) и вн.346×40 (426×40) мм для атомных электростанций из стали марок 10гн2мфа и 08х18н10т с внутренним плакирующим слоем толщиной 7 мм
Способ производства бесшовных горячекатаных длинномерных труб размером 426×90 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш на тпу 8-16" с пилигримовыми станами
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3550±50 мм из стали марки 15x5м для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности
Способ производства бесшовных труб размером 377×14-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства шестигранных труб-заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,3 до 3,5%
Способ производства шестигранных труб-заготовок из низкопластичной стали с содержанием бора от 1,3 до 3,5 %
Способ производства бесшовных хладостойких и коррозионно-стойких труб размером 377×9-16 мм на трубопрокатных установках с пилигримовыми станами
Способ производства труб большого и среднего диаметров для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 530×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства шестигранных труб-заготовок размером "под ключ" 252,6×5+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива
Способ производства биметаллических труб размером вн.279×36 (351×36) и вн.346×40 (426×40) мм для атомных электростанций из стали марок 10гн2мфа и 08х18н10т с внутренним плакирующим слоем толщиной 7 мм

