Результат интеллектуальной деятельности: ДОРН ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ПЕРИОДИЧЕСКОЙ КОНУСНОСТЬЮ В ПРОКАТНОМ СТАНЕ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к конструкции технологического инструмента, в частности дорнов для прокатки горячекатаных с периодической конусностью длинномерных полых металлических изделий в прокатном стане.
Известен дорн для пилигримовой прокатки горячекатаных труб, выполненный из теплостойкой износостойкой стали, состоящий из замковой, рабочей и направляющей частей. Замковая часть дорна служит для крепления в замке подающего аппарата. Рабочая часть выбирается из максимальной длины гильзы и ширины дорнового кольца. Направляющая часть дорна необходима для затравки в начале процесса прокатки, величина (протяженность) которой зависит от пути отката подающего аппарата и концевого конуса длиной 30-50 мм (Данилов Ф.А., Глейберг А.З., Балакин В.Г. Горячая прокатка труб. Металлургиздат, 1962 г., с. 332-333).
Недостатком данной конструкции дорна является то, что он используется только для прокатки цилиндрических труб на трубопрокатных установках с пилигримовыми станами и не может быть использован для производства горячекатаных с периодической конусностью длинномерных полых металлических изделий на трубопрокатных установках в трех или 3+n пилигримовых клетях, установленных по одной оси.
Известен дорн, имеющий рабочую часть, дорновую головку для фиксации дорна в замке подающего аппарата, размещенный между ними конический участок (хвостовик) длиной, равной длине пилигримовой головки, цилиндрический участок протяженностью, равной ширине дорнового кольца, и размещенный между хвостовиком и головкой и охватывающее дорн дорновое кольцо (Карпенко Н.П., Медников Ю.А., Сафьянов А.В. и др. Повышение качества и эффективное использование металла при производстве труб. Сталь. №2, с. 76-80, 1987 г. ).
Недостатком данной конструкция дорна является то, что она направлена только на снижение массы пилигримовых головок и снижение потерь металла в технологическую обрезь и не решает вопросы производства горячекатаных с периодической конусных длинномерных полых металлических изделий в трех или 3+n пилигримовых клетях, установленных последовательно по одной оси.
Наиболее близким по технической сущности к описываемому изобретению является дорновое устройство пилигримового стана (прототип), содержащее дорн, имеющий рабочую часть, головку для фиксации дорна в замке подающего аппарата, размещенный между ними хвостовик, состоящий из трех конических участков с различной конусностью, размещенный между хвостовиком и головкой участок, равный ширине дорнового кольца, и охватывающее дорн дорновое кольцо (Авт. свид. СССР №1127652, кл. B21B 21/00, 1983 г. ).
Использование известного решения обеспечивает максимально возможное уменьшение массы пилигримовой головки и сокращение технологической обрези.
Недостатком известного дорнового устройства является то, что оно, как и выше приведенные аналоги, направлено только на снижение массы пилигримовых головок и не решает основного вопроса производства горячекатаных с периодической конусностью длинномерных полых металлических изделий в трех или 3+n пилигримовых клетях.
Задачей предложенной конструкции дорна является освоение нового технологического процесса промышленного производства горячекатаных с периодической конусностью длинномерных полых металлических изделий в трех или 3+n пилигримовых клетях, имеющих эстетический вид, запас прочности при значительном снижении их веса, снижение их стоимости и замена железобетонных изделий на экономически и эстетически конкурирующие долговечные облегченные изделия из металла.
Технический результат достигается тем, что в известном дорне для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане, имеющем три или более пилигримовых клетей, состоящем из рабочего, замкового и концевого участка с надетым на концевой участок дорновым кольцом, при этом рабочий участок дорна состоит из трех или более, числом n периодических конусных участков с уменьшающимися диаметрами, соединенных между собой двумя или n-1 коническими переходами с длиной перехода li от 50 до 100 мм, большие значения которых расположены между конусными участками больших диаметров, при этом разность между концевыми диаметрами каждого конусного участка Δd составляет от 2,0 до 4,0 мм, большие значения которой относятся к конусным участкам большего диаметра, а разность между диаметрами конического перехода между конусными участками Δi определяется из выражения:  , где di.min - минимальный наружный диаметр i-го участка конусного длинномерного полого металлического изделия, мм; d(i+1)max - максимальный наружный диаметр i+1 участка конусного длинномерного полого металлического изделия, мм; Dki - идеальный диаметр калибра пилигримовых валков в i-той пилигримовой клети, мм; Dk(i+1) - идеальный диаметр калибра пилигримовых валков в i+1 пилигримовой клети, мм.
, где di.min - минимальный наружный диаметр i-го участка конусного длинномерного полого металлического изделия, мм; d(i+1)max - максимальный наружный диаметр i+1 участка конусного длинномерного полого металлического изделия, мм; Dki - идеальный диаметр калибра пилигримовых валков в i-той пилигримовой клети, мм; Dk(i+1) - идеальный диаметр калибра пилигримовых валков в i+1 пилигримовой клети, мм.
Сопоставительный анализ с прототипом показывает, что заявляемый дорн для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане отличается от известного тем, что рабочий участок дорна состоит из трех или более, числом n периодических конусных участков с уменьшающимися диаметрами, соединенных между собой двумя или n-1 коническими переходами с длиной перехода li от 50 до 100 мм, большие значения которых расположены между конусными участками больших диаметров, при этом разность между концевыми диаметрами каждого конусного участка Δd составляет от 2,0 до 4,0 мм, большие значения которой относятся к конусным участкам большего диаметра, а разность между диаметрами конического перехода между конусными участками Δi определяется из выражения:  , где di.min - минимальный наружный диаметр i-го участка конусного длинномерного полого металлического изделия, мм; d(i+1)max - максимальный наружный диаметр i+1 участка конусного длинномерного полого металлического изделия, мм; Dki - идеальный диаметр калибра пилигримовых валков в i-той пилигримовой клети, мм; Dk(i+1) - идеальный диаметр калибра пилигримовых валков в i+1 пилигримовой клети, мм. Таким образом, заявляемый дорн соответствует критерию "изобретательский уровень".
, где di.min - минимальный наружный диаметр i-го участка конусного длинномерного полого металлического изделия, мм; d(i+1)max - максимальный наружный диаметр i+1 участка конусного длинномерного полого металлического изделия, мм; Dki - идеальный диаметр калибра пилигримовых валков в i-той пилигримовой клети, мм; Dk(i+1) - идеальный диаметр калибра пилигримовых валков в i+1 пилигримовой клети, мм. Таким образом, заявляемый дорн соответствует критерию "изобретательский уровень".
Сравнение заявляемого дорна для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности "изобретательский уровень".
Так как аналогичного оборудования для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане в мировой практике не существует, то пример конкретного использования конструкции предложенного дорна в данный период времени привести не представляется возможным.
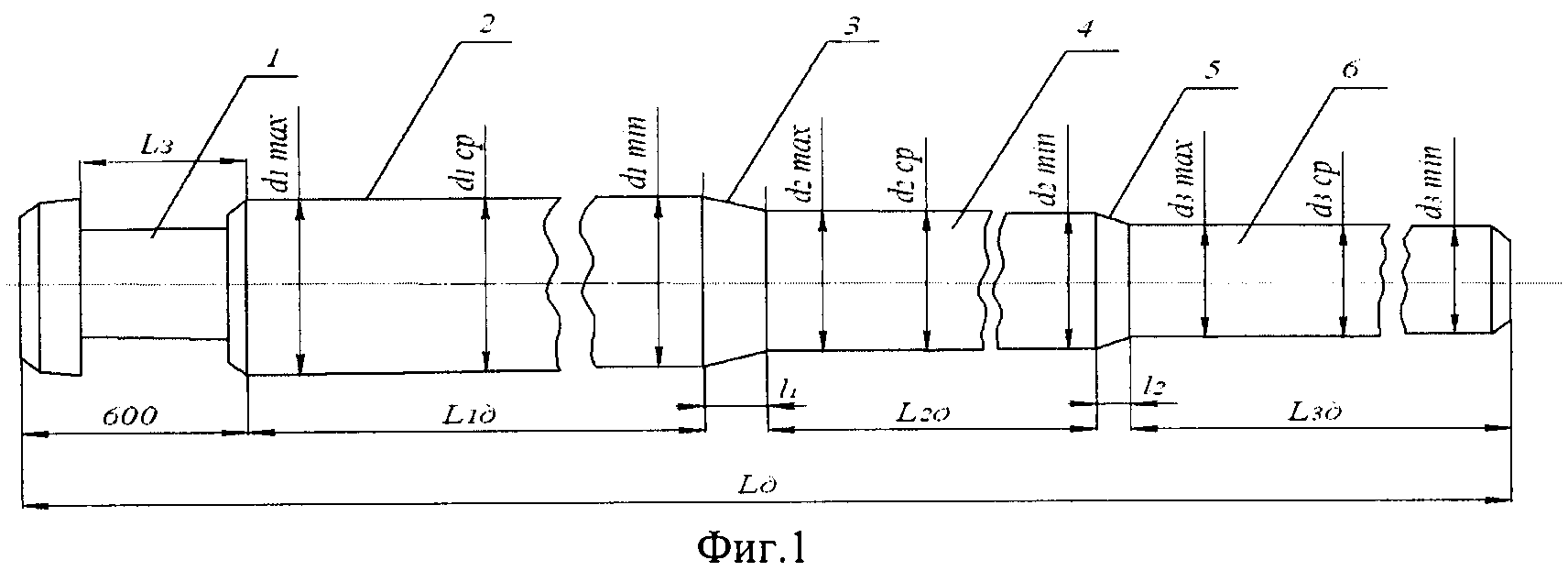
Вместо примера конкретного использования приведены расчетные данные геометрических размеров дорнов для прокатки горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане размером 426×70×3500+325×25×3500+273×10×8000 мм в трех клетях пилигримового стана. Геометрические размеры конических переходов между конусными участками, длины и диаметры конусных участков рассчитаны по формуле, приведенной в формуле изобретения. Расчетные данные геометрических размеров дорнов для прокатки горячекатаных с периодической конусностью полых металлических изделий размером 426×70×3500+325×25×3500+273×10×8000 мм в трех пилигримовых клетях приведены в таблице 1, а общий вид дорна на фиг. 1: 1 - замковая часть дорна; 2 - конусный участок дорна для формирования основания с периодической конусностью длинномерного полого металлического изделия; 3 - конический переход от первого конусного участка ко второму; 4 - средний конусный участок для формирования средней части длинномерного полого металлического изделия; 5 - конический переход от среднего конусного участка к верхнему; 6 - конусный участок дорна для формирования вершины с периодической конусностью длинномерного полого металлического изделия.
Использование данного инструмента (дорнов) вместе с предложенным способом производства впервые в мировой практике позволит осуществить на принципиально новых установках в трех или 3+n пилигримовых клетях промышленное поточное производство горячекатаных с периодической конусностью длинномерных полых металлических изделий различных длин и форм вместо железобетонных, обеспечить потребность народного хозяйства страны и производить конкурентоспособную продукцию. Горячекатаные с периодической конусностью длинномерные полые металлические изделия по сравнению с существующими будут иметь эстетическую форму, повышенный запас прочности при значительном снижении их массы, а следовательно, и повышенную долговечность.
|

Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами
Способ производства бесшовных горячедеформированных котельных и паропроводных труб размером 426×21-70, 465×25-75 и 530×30-75 мм из жаропрочной стали марки 10х9к3в2мфбр-ш для энергетического оборудования с суперсверхкритическими параметрами пара
Способ производства бесшовных труб размером 299×10-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 299×10-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 610×28-32×4700-5400 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок с повышенными механическими свойствами
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров
Способ производства бесшовных горячекатаных труб размером 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства передельных труб большого и среднего диаметров из слитков и заготовок сплавов на основе титана на тпу с пилигримовыми станами
Способ производства бесшовных труб размеров 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных товарных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами
Способ производства бесшовных горячедеформированных котельных и паропроводных труб размером 426×21-70, 465×25-75 и 530×30-75 мм из жаропрочной стали марки 10х9к3в2мфбр-ш для энергетического оборудования с суперсверхкритическими параметрами пара
Способ производства бесшовных труб размером 299×10-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 299×10-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 610×28-32×4700-5400 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок с повышенными механическими свойствами
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров
Способ производства бесшовных горячекатаных труб размером 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства передельных труб большого и среднего диаметров из слитков и заготовок сплавов на основе титана на тпу с пилигримовыми станами
Способ производства бесшовных труб размеров 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных товарных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш

