Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА
Вид РИД
Изобретение
Изобретение относится к области холодной объемной штамповки стержневых изделий с головками типа шаровых пальцев.
Известен способ холодной штамповки шарового пальца [Пат. 2212973, РФ, МПК7 В21К 1/46. Способ изготовления шаровых пальцев / Д.М. Закиров, Р.Ш. Валиев, И.Б. Нуркаев], который включает отрезку заготовки, первую и вторую предварительные высадки головки, окончательное редуцирование стержня и окончательную высадку шаровой головки. Одновременно с предварительным редуцированием стержня и конуса на первом переходе высадки производят редуцирование подголовной цилиндрической части.
Однако известный способ обладает следующими недостатками: увеличение расхода материала при производстве шарового пальца и низкая стойкость инструмента.
Из известных технических решений наиболее близким по совокупности существенных признаков к заявляемому объекту является способ изготовления полого шарового пальца [Пат. SU 764820 А, РФ, МГЖ7 В21К 1/76. Способ изготовления шаровых пальцев / В.А.Головин, Г.С. Ракошиц, А.Н. Кошкин, О.Ф. Трофимов, С.А. Кириллов, Л.М. Гринштейн, В.Г. Шибаков]. В вышеуказанном способе используют цилиндрическую заготовку с диаметром, соответствующим диаметру сферической головки готового пальца, формирование цилиндрической хвостовой части и полого цилиндрического участка осуществляют комбинированным выдавливанием, предварительно формуя при этом переходную коническую часть, а затем производят ее окончательную формовку путем частичного обжима полого цилиндрического участка.
Этот способ обладает недостатками:
1. Большие удельные силы деформирования при комбинированном выдавливании, заканчивающимся обратным выдавливанием.
2. Относительно низкая стойкость инструмента, что в условиях автоматизированного производства требует дополнительных затрат на изготовление инструмента и переналадку многопозиционных автоматов.
Задачей изобретения является разработка способа изготовления шарового пальца, обеспечивающего увеличение рабочего ресурса инструмента, улучшение показателей качества готовых деталей и постановку на полностью автоматизированное производство.
Указанный технический результат достигают тем, что в известном способе изготовления шарового пальца с полой головкой холодной объемной штамповкой шаровой палец изготавливают из сплошной цилиндрической заготовки, из которой на первой операции поперечно-прямым выдавливанием на полой части получают полуфабрикат в виде стержня, плавно переходящего в полую головку, наружный диаметр которой равен наибольшему диаметру сферической головки пальца, а на последующих операциях производят формирование редуцированием коническо-цилиндрической стержневой части с размерами, соответствующими параметрам готовой детали, и деформирование обжимом полой сферической головки.
Сущность изобретения поясняется нижеследующим описанием и прилагаемыми к нему чертежами, где:
на Фиг. 1 - цилиндрическая заготовка;
на Фиг. 2 - поперечно-прямое выдавливание полой части пальца;
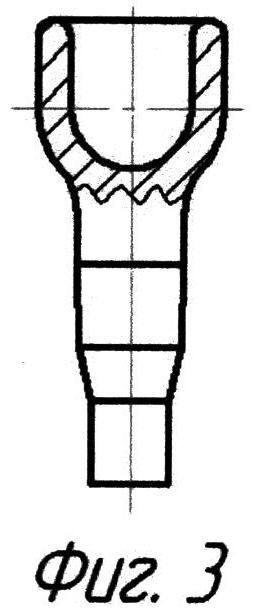
на Фиг. 3 - редуцирование стержневой части;
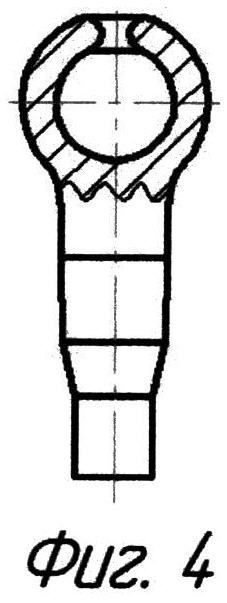
на Фиг. 4 - обжим головки.
Заявляемый способ заключается в следующем. Шаровой палец изготавливают холодной объемной штамповкой из сплошной цилиндрической заготовки круглой формы (Фиг. 1). На первом переходе осуществляют операцию поперечно-прямого выдавливания на полой части пальца (Фиг. 2) для формирования обжимом полой сферической головки, наружный диаметр которой равен наибольшему диаметру сферической головки шарового пальца. На последующей операции производят редуцирование стержневой части заготовки, при которой формируют конус с размерами (Фиг. 3), соответствующими параметрам готовой детали. Далее производится операция обжима сферической головки шарового пальца (Фиг. 4).
Изготовление по предлагаемому способу полого шарового пальца позволяет:
1) воспроизвести его в неограниченном количестве;
2) увеличить рабочий ресурс полого шарового пальца за счет плавного следования волокнистой структуры конфигурации детали;
3) полностью автоматизировать производство полого шарового пальца;
4) повысить стойкость инструмента за счет операции поперечно-прямого выдавливания, требующей меньших усилий.
Способ изготовления шарового пальца с полой головкой холодной объемной штамповкой, отличающийся тем, что из сплошной цилиндрической заготовки на первой операции получают полуфабрикат в виде стержня, плавно переходящего в полую часть, наружный диаметр которой равен наибольшему диаметру полой сферической головки шарового пальца, путем поперечно-прямого выдавливания на сплошной цилиндрической заготовке упомянутой полой части, а на последующих операциях производят формирование коническо-цилиндрической стержневой части шарового пальца с размерами, соответствующими размерам готового шарового пальца, редуцированием стержневой части полуфабриката и деформирование обжимом полой части полуфабриката с получением полой сферической головки шарового пальца.

Антифрикционный материал на основе меди
Способ дефосфорации марганцевых руд и концентратов
Способ изготовления шарового пальца
Способ выплавки среднеуглеродистого ферромарганца
Способ выплавки передельного малофосфористого марганцевого шлака с получением товарного низкофосфористого углеродистого ферромарганца
Способ модифицирования жаропрочных никельхромовых сплавов

