Результат интеллектуальной деятельности: СПОСОБ ИЗВЛЕЧЕНИЯ МОНОАЛКИЛБЕНЗОЛА
Вид РИД
Изобретение
Настоящее изобретение относится к способу извлечения моноалкилбензола из газового потока, содержащего кислород и моноалкилбензол. Кроме того, настоящее изобретение относится к способу получения алкилфенилгидропероксида, включающему указанное извлечение моноалкилбензола.
Моноалкилбензол можно использовать в получении алкилфенилгидропероксида. Например, гидропероксид этилбензола можно получать, окисляя этилбензол кислородсодержащим газом, таким как воздух. Такие способы окисления хорошо известны в технике. Их пример описан в патенте США № 5883268. Другие хорошо известные способы получения алкилфенилгидропероксидов представляют собой способы, в которых изопропилбензол (кумол) или втор-бутилбензол окисляют, используя кислородсодержащий газ, в соответствующие алкилфенилгидропероксиды.
Гидропероксид кумола можно затем разлагать на фенол и ацетон. Гидропероксид этилбензола можно затем использовать в окислении алкена, такого как пропен, получая в результате алкеноксид (оксиран или эпоксид), такой как пропиленоксид, и метилфенилкарбинол, который представляет собой 1-фенилэтанол. Метилфенилкарбинол можно затем дегидратировать в стирол. И стирол, и пропиленоксид представляют собой ценные товарные продукты.
Процессы совместного получения мономера стирола («SM») и пропиленоксид («PO») известны в технике и имеют общее название «процессы SM/PO» или процессы PO/SM». Процесс SM/PO описан, например, в международной патентной заявке WO 200005186. Как правило, процесс SM/PO включает стадии:
(a) реакция этилена и бензола с образованием этилбензола;
(b) реакция этилбензола и кислородсодержащего газа с образованием гидропероксида этилбензола;
(c) реакция гидропероксида этилбензола и пропена в присутствии катализатора эпоксидирования с образованием пропиленоксида и 1-фенилэтанола; и
(d) дегидратация 1-фенилэтанола в стирол в присутствии подходящего катализатора дегидратации.
В течение указанной стадии (b) окисления этилбензола в гидропероксид этилбензола реагирует не весь этилбензол. Основная масса этилбензола выходит из реактора окисления в качестве растворителя гидропероксида этилбензола. Однако также существенная часть этилбензола выходит из реактора окисления как часть газового потока, содержащего кислород. Указанный газовый поток, содержащий кислород и этилбензол, можно отбрасывать. Однако было бы выгодно извлекать ценный этилбензол из указанного газового потока, содержащего кислород и этилбензол, и затем повторно использовать его в некоторых целях, например, путем рециркуляции извлеченного этилбензола в реактор окисления.
Однако помимо кислорода, моноалкилбензола (например, этилбензола) и инертного газа, такого как азот, указанный газовый поток, содержащий кислород, азот и моноалкилбензол, может содержать дополнительные загрязнители, такие как метан, вода, ацетальдегид, пропиональдегид, метанол, бензол и толуол. Эти дополнительные загрязнители не должны извлекаться из указанного газового потока вместе с моноалкилбензолом. Таким образом, моноалкилбензол следует извлекать как эффективно, так и селективно из газового потока, содержащего кислород и моноалкилбензол. Кроме того, в процессе указанного извлечения следует уделять внимание присутствию кислорода, который представляет собой реакционноспособный газ, а не инертный газ, такой как азот.
Общеизвестна абсорбция органического загрязнителя из газового потока, содержащего кислород и органические загрязнители, путем контакта указанного газового потока с жидким абсорбентом. Например, в международной патентной заявке WO 2002102496 описан способ извлечения горючих компонентов газового потока, содержащего горючие компоненты и кислород, путем селективной абсорбции горючих компонентов в растворителе. Способ согласно международной патентной заявке WO 2002102496 отличается тем, что в процессе абсорбции газовая фаза диспергируется в непрерывной жидкой фазе растворителя. Согласно международной патентной заявке WO 2002102496, указанный растворитель (абсорбент) можно выбирать из спиртов, алифатических и ароматических углеводородов и кетонов. Кроме того, в примере 1 международной патентной заявки WO 2002102496 бензол упомянут как горючий компонент. Моноалкилбензолы, такие как этилбензол, не описаны в международной патентной заявке WO 2002102496.
С другой стороны, патент США № 5198000 описывает способ, в котором этилбензол упомянут как одно из органических соединений, которые можно выделять из газового потока, содержащего кислород и органические загрязнители. Способ согласно патенту США № 5198000 представляет собой способ извлечения летучих органических соединений из загрязненного воздушного потока посредством его контакта с абсорбентом, что обеспечивает абсорбцию летучих органических соединений абсорбентом. Конкретные абсорбенты, упомянутые в патенте США № 5198000, представляют собой моторное масло, растительное масло, кукурузное масло, минеральное масло, оливковое масло, касторовое масло, кокосовое масло, пальмовое масло, арахисовое масло, сафлоровое масло, соевое масло, тукумовое масло, льняное масло и хлопковое масло. Кукурузное масло является особенно предпочтительным в качестве жидкого абсорбента согласно изобретению, описанному в патенте США № US5198000. Согласно патенту США № 5198000, источник загрязненного воздушного потока может представлять собой отходящий газ, полученный при воздушном стриппинге, топочные газы и т.д.
Цель настоящего изобретения заключается в том, чтобы предложить способ извлечения моноалкилбензола из газового потока, содержащего кислород и моноалкилбензол, в котором моноалкилбензол извлекают как эффективно, так и селективно из указанного газового потока, учитывая также реакционную способность кислорода в указанном газовом потоке, как обсуждалось выше. Кроме того, в том случае, где абсорбент, содержащий абсорбированный моноалкилбензол, не используют в данном качестве в другом процессе, таком как, например, получение моноалкилбензола алкилированием бензола, абсорбент следует выбирать таким образом, чтобы моноалкилбензол можно было легко отделять от абсорбента.
Неожиданно было обнаружено, что моноалкилбензол можно извлекать таким способом, как эффективно, так и селективно, из газового потока, содержащего кислород и моноалкилбензол, посредством контакта указанного газового потока с жидким потоком, содержащим полиалкилбензол, соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, или их смесь.
Соответственно, настоящее изобретение относится к способу извлечения моноалкилбензола из газового потока, содержащего кислород и моноалкилбензол, в котором газовый поток, содержащий кислород и моноалкилбензол, вступает в контакт с жидким потоком, включающим полиалкилбензол, соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, или их смесь.
Извлечение моноалкилбензола из газового потока с использованием жидкого полиалкилбензола как абсорбента в указанном качестве было известно на предшествующем уровне техники. Однако, как подробно обсуждается ниже, это не относится к извлечению моноалкилбензола из газового потока, который помимо извлекаемого моноалкилбензола также содержит кислород, включая газообразные исходящие вещества после процессов окисления, где моноалкилбензол, такой как этилбензол или кумол, окисляют в алкилфенилгидропероксид, используя кислородсодержащий газ.
Пример описанного на предшествующем уровне техники способа, в котором моноалкилбензол извлекают из газового потока, используя жидкий полиалкилбензол в качестве абсорбента, представляет собой способ, описанный в британском патенте № 1036589. Британский патент № 1036589, зарегистрированный давно, в 1962 г., относится к производству этилбензола из этилена и бензола. Согласно британскому патенту № 1036589, можно использовать чистый этилен или материал на основе этилена, содержащий определенное количество инертного газа. Например, в примере 1 британского патента № 1036589 исходный газ для реактора 12, в котором реагируют этилен и бензол, содержит 6045 частей этилена, приблизительно 33 мол.%, а остальное составляет инертный газ, в основном, метан и этан. Таким образом, никакой газообразный кислород в реактор не поступает.
Кроме того, согласно описанию британского патента № 1036589, полиэтилбензолы, образующиеся в качестве побочных продуктов в реакции этилен и бензола, можно использовать для абсорбции этилбензола их отходящего газа, образующегося в реакторе. Например, в скруббере полиэтилбензола 47, описанного в примере 1 британского патента № 1036589, газовый поток, содержащий 23 части (0,3 мас.%) бензола, 249 частей (3,6 мас.%) этилбензола и 6727 частей (96,1 мас.%) инертных газов (т.е. образующихся из исходного газа, поступающего в реактор 12) вступает в контакт в противоточном режиме с жидким обогащенным полиэтилбензолом потоком, содержащим 11 частей (0,3 мас.%) этилбензола, 3275 частей (82,2 мас.%) диэтилбензола и 698 частей (17,5 мас.%) триэтилбензола. Очищенный газ, который выходит через верхнюю часть скруббера 47, по-прежнему содержит 40 частей этилбензола; таким образом, только 84 мас.% этилбензола абсорбируется из газового потока в жидкий обогащенный полиэтилбензолом поток. Жидкий поток, содержащий абсорбированный этилбензол, который выходит через нижнюю часть скруббера 47, рециркулирует в реактор, в результате чего абсорбированный этилбензол можно извлекать в качестве продукта, а не отбрасывать.
Кроме того, согласно описанию британского патента № 1036589, указанный жидкий обогащенный полиэтилбензолом поток, поступающий в скруббер полиэтилбензола 47, образуется как верхняя фракция из колонны полиэтилбензола 42. Как указано в британском патенте № 1036589, нижняя фракция из указанной колонны 42, которая содержит гексаэтилбензол и может содержать некоторые частично алкилированные этилбензолы, выходит через линию 44. В то время как верхний поток из колонны 42 содержит, главным образом, диэтилбензол (82,2 мас.%), как указано выше, нижний поток из колонны 42 наиболее вероятно включает, помимо указанного гексаэтилбензола, определенно упомянутого в британском патенте № 1036589 (страница 2, строки 121-124), также другие общеизвестные высокомолекулярные побочные продукты, образующиеся в производстве этилбензола из этилена и бензола, такие как триэтилбензол, тетраэтилбензол, пентаэтилбензол и 1,2-дифенилэтан. Согласно британскому патенту № 1036589, указанный нижний поток не используют с какой-либо целью и просто отбрасывают из процесса (см. также страницу 1, строки 29-31 британского патента № 1036589).
В способе согласно настоящему изобретению моноалкилбензол извлекают из газового потока, содержащего кислород и моноалкилбензол. В тексте настоящего описания термин «моноалкилбензол» означает бензол, который содержит один алкильный заместитель. Указанный алкильный заместитель может представлять собой линейную или разветвленную алкильную группу C1-C6, предпочтительно линейную или разветвленную алкильную группу C1-C4, такую как этил, изопропил и втор-бутил. Если алкильный заместитель представляет собой изопропил, моноалкилбензол называется также «кумол», а не «изопропилбензол». Предпочтительно моноалкилбензол представляет собой этилбензол.
Кроме того, в способе согласно настоящему изобретению газовый поток, содержащий кислород и моноалкилбензол, вступает в контакт с жидким потоком, который включает:
(i) полиалкилбензол или
(ii) соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, или
(iii) смесь, одновременно содержащую указанный полиалкилбензол и указанное дифенильное соединение, которые упомянуты в пп. (i) и (ii), соответственно.
В настоящем описании термин «полиалкилбензол», упомянутый выше в п. (i), означает бензол, который содержит от 2 до 6 алкильных заместителей, предпочтительно от 3 до 6 алкильных заместителей, наиболее предпочтительно от 4 до 6 алкильных заместителей. Все алкильные заместители могут быть одинаковыми или различными. Предпочтительно, чтобы все алкильные заместители были одинаковыми. Кроме того, предпочтительно, чтобы алкильные заместители были такими же, как алкильный заместитель моноалкилбензола. Алкильные заместители могут представлять собой линейные или разветвленные алкильные группы C1-C6, предпочтительно линейные или разветвленные алкильные группы C1-C4, такие как этил, изопропил и втор-бутил. Алкильные заместители могут находиться в орто-, мета- и/или пара-положениях друг относительно друга. Примеры подходящих полиалкилбензолов представляют собой 1,2-диалкилбензол, 1,3-диалкилбензол, 1,4-диалкилбензол, 1,2,3-триалкилбензол, 1,2,4-триалкилбензол, 1,3,5-триалкилбензол, 1,2,3,4-тетраалкилбензол, 1,2,4,5-тетраалкилбензол, пентаалкилбензол и гексаалкилбензол, в которых алкильная группа представляет собой этил, изопропил или втор-бутил.
Полиалкилбензол в жидком потоке может представлять собой смесь различных полиалкилбензолов. Если жидкий поток включает полиалкилбензол, он может включать смесь одного или нескольких вышеупомянутых триалкилбензолов и одного или нескольких вышеупомянутых тетраалкилбензолов. В том случае, где моноалкилбензол представляет собой этилбензол, и жидкий поток включает полиалкилбензол, жидкий поток может включать смесь триэтилбензола и тетраэтилбензола, например смесь, содержащую 1,2,3-триэтилбензол, 1,2,4-триэтилбензол и/или 1,3,5-триэтилбензол в качестве триэтилбензола (триэтилбензолов) и 1,2,3,4-тетраэтилбензол и/или 1,2,4,5-тетраэтилбензол в качестве тетраэтилбензола (тетраэтилбензолов).
В способе согласно настоящему изобретению жидкий поток, который вступает в контакт с газовым потоком, содержащим кислород и моноалкилбензол, может включать соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, упомянутое выше в п. (ii). Предпочтительно указанный алкиленовый мостик C1-C3 представляет собой алкиленовый мостик C2 или C3, наиболее предпочтительно алкиленовый мостик C2. Кроме того, помимо замещения указанными двумя фенильными группами, указанный алкиленовый мостик C1-C3 может содержать в качестве заместителей одну или более алкильных групп, предпочтительно метил и/или этил.
Подходящие соединения, содержащие две фенильные группы, соединенные между собой через алкиленовый мостик C1, причем данные соединения могут составлять часть жидкого потока, вступающего в контакт с газовым потоком, содержащий кислород и моноалкилбензол, в соответствии с настоящим изобретением, представляют собой 1,1-дифенилэтан, 2,2-дифенилпропан и 2,2-дифенилбутан. Подходящие соединения, содержащие две фенильные группы, соединенные между собой через алкиленовый мостик C2, представляют собой 1,2-дифенилэтан, 1,2-дифенилпропан и 2,3-дифенилбутан. Подходящее соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, представляет собой 1,3-дифенилбутан.
Предпочтительно, чтобы, как упомянуто выше в п. (iii), в способе согласно настоящему изобретению жидкий поток, который вступает в контакт с газовым потоком, содержащим кислород и моноалкилбензол, включает смесь, одновременно содержащую такой полиалкилбензол и такое дифенильное соединение, которые упомянуты выше в пп. (i) и (ii) соответственно. Указанная смесь содержит предпочтительно триалкилбензол и/или тетраалкилбензол, предпочтительнее тетраалкилбензол, и соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C2, например, она представляет собой смесь, содержащую триэтилбензол, тетраэтилбензол и 1,2-дифенилэтан. В указанной смеси такой триэтилбензол может включать 1,2,3-триэтилбензол, 1,2,4-триэтилбензол и/или 1,3,5-триэтилбензол. В указанной смеси указанный тетраэтилбензол может включать 1,2,3,4-тетраэтилбензол и/или 1,2,4,5-тетраэтилбензол. Указанный жидкий поток может содержать от 1 до 20 мас.%, предпочтительно от 3 до 15 мас.%, наиболее предпочтительно от 5 до 10 мас.% указанного полиалкилбензола и от 99 до 80 мас.%, предпочтительно от 97 до 85 мас.%, наиболее предпочтительно от 95 до 90 мас.% указанного дифенильного соединения.
Как указано выше, на первой стадии (a) так называемого процесса SM/PO этилен и бензол реагируют и образуют этилбензол. На указанной первой стадии полиэтилбензол образуется в качестве побочного продукта в результате полиалкилирования бензола, приводящего к смеси, которая содержит помимо прочего триэтилбензол и тетраэтилбензол. Дополнительный побочный продукт, который образуется на данной первой стадии, представляет собой 1,2-дифенилэтан, как указано выше. Как продемонстрировано ниже в примере, эти побочные продукты, имеющие относительно высокую молекулярную массу по сравнению с этилбензолом, можно эффективно использовать в настоящем изобретении в качестве абсорбента для селективной абсорбции этилбензола из газового потока, содержащего кислород и этилбензол. Таким образом, помимо эффективной и селективной абсорбции ценного этилбензола существует дополнительное преимущество того, что полиэтилбензол и 1,2-дифенилэтан, которые представляют собой побочные продукты, обычно отбрасываемые, как действительно описано в вышеупомянутом британском патенте № 1036589, теперь оказываются полезными в другой части указанного интегрированного процесса SM/PO, а именно на стадии (b), где этилбензол и кислород реагируют, образуя гидропероксид этилбензола, чтобы извлекать максимально возможное количество этилбензола в качестве исходного материала для стадии (b). Соответственно, в настоящем изобретении, в том случае, где жидкий поток, содержащий полиалкилбензол, включает полиэтилбензол и/или 1,2-дифенилэтан, указанный жидкий поток предпочтительно образуется в процессе получения этилбензола из этилена и бензола.
Количество газообразного кислорода в газовом потоке, содержащем кислород и моноалкилбензол, который вступает в контакт с жидким потоком в настоящем способе, может составлять от 1 до 10 мас.%, предпочтительно от 2 до 8 мас.%, предпочтительнее от 3 до 7 мас.% и наиболее предпочтительно от 4 до 6 мас.%. Кроме того, в указанном газовом потоке количество моноалкилбензола может составлять от 0,1 до 20 мас.%, предпочтительно от 0,2 до 15 мас.%, предпочтительнее от 0,5 до 10 мас.% и наиболее предпочтительно от 1 до 6 мас.%. Газообразный азот может присутствовать в указанном газовом потоке в количестве от 70 до 95 мас.%, предпочтительно от 80 до 90 мас.%. Вода может присутствовать в указанном газовом потоке в количестве от 1 до 10 мас.%, предпочтительно от 1 до 5 мас.%. Другие загрязнители, такие как метан, ацетальдегид, пропиональдегид, метанол, бензол и толуол, могут присутствовать в указанном газовом потоке в количествах, составляющих менее чем 0,5 мас.%, предпочтительно менее чем 0,1 мас.%.
Чтобы осуществлять эффективный перенос моноалкилбензола из газового потока в жидкий поток, содержащий полиалкилбензол, предпочтительно, чтобы газовый поток и жидкий поток вступали в контакт в противоточном режиме. Однако прямоточный режим также можно осуществлять. В том случае, где контакт осуществляется в противоточном режиме и в вертикальной колонне, газовый поток предпочтительно поступает в нижнюю часть колонны и жидкий поток поступает в верхнюю часть колонны. Однако можно также использовать горизонтальную колонну, и в таком случае предпочтительно, чтобы газовый поток поступал в колонну в различных точках нижней части и жидкий поток поступал в одной точке, расположенной с левой стороны или с правой стороны, в продольном направлении.
Если вертикальную колонну используют в качестве абсорбционной колонны в настоящем изобретении, газовую фазу можно полностью диспергировать в непрерывной жидкой фазе, используя барботажную колонну. В последнем случае существует проблема так называемой «заполненной жидкостью» колонны, что может быть в случае абсорбционной колонны, в которой не установлены ситчатые тарелки. Однако в настоящем изобретении такая вертикальная абсорбционная колонна не должна быть совершенно заполнена жидкостью, но непрерывная газовая фаза и непрерывная жидкая фаза могут присутствовать в ней одновременно. Фактически, предпочтительной является такая работа колонны, чтобы она не была заполнена жидкостью. Внутри вертикальной абсорбционные колонны можно располагать ситчатые тарелки. Примеры подходящих абсорбционных колонн описаны в публикации «Операции массопереноса», автор Robert E. Treybal, издательство McGraw-Hill Book Company, 1980 г., с. 139-142 и 158-171. Особенно подходящие абсорбционные колонны, содержащие ситчатые тарелки, описаны на фиг.6.8 на странице 159 указанной публикации. Указанная публикация включена в настоящий документ посредством ссылки.
В настоящем изобретении температура в указанной абсорбционной колонне может составлять от 20 до 80°C, предпочтительно от 30 до 70°C, предпочтительнее от 40 до 60°C. Кроме того, в настоящем изобретении манометрическое давление в указанной абсорбционной колонне может составлять от 0,1 до 10 бар (0,01-1 МПа), предпочтительно от 0,5 до 5 бар (0,05-0,5 МПа), предпочтительнее от 1,5 до 3,5 бар (0,15-0,35 МПа).
В настоящем способе получают жидкий поток, содержащий моноалкилбензол, поступающий из газового потока, и полиалкилбензол, соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, или их смесь, и газовый поток, содержащий кислород. Указанный жидкий поток можно использовать в неизменном виде в другом процессе, таком как, например, получение моноалкилбензола алкилированием бензола. Кроме того, можно разделять указанный жидкий поток на фракцию, содержащую моноалкилбензол, и фракцию, содержащую полиалкилбензол, соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, или их смесь. Последнюю фракцию можно затем использовать повторно в качестве потока жидкого абсорбента в настоящем способе. Такое разделение можно осуществлять, например, в дистилляционной колонне в условиях, известных специалисту в данной области техники. Как продемонстрировано ниже в примере, этилбензол можно предпочтительно выделять с высоким выходом из жидкой фракции, содержащей абсорбированный этилбензол, триэтилбензол и 1,2-дифенилэтан.
Как указано выше, газовый поток, содержащий кислород и моноалкилбензол, можно получать способом, в котором моноалкилбензол окисляют кислородом в алкилфенилгидропероксид. Таким образом, настоящее изобретение также относится к способу получения алкилфенилгидропероксида, включающему:
(i) окисление моноалкилбензола в алкилфенилгидропероксид с использованием кислородсодержащего газа в качестве окислителя;
(ii) разделение реакционной смеси на жидкий поток, содержащий алкилфенилгидропероксид и моноалкилбензол, и газовый поток, содержащий кислород и моноалкилбензол;
(iii) контакт газового потока, содержащего кислород и моноалкилбензол, с жидким потоком, содержащим полиалкилбензол, соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, или их смесь, как описано выше, создающий жидкий поток, содержащий моноалкилбензол, поступающий из газового потока, и полиалкилбензол, соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, или их смесь и газовый поток, содержащий кислород.
Предпочтительно между вышеупомянутыми стадиями (ii) и (iii) основную массу моноалкилбензола, которая содержится в газовом потоке, содержащем кислород и моноалкилбензол и получаемом на указанной стадии (ii), конденсируют, например, смешивая с холодным этилбензолом или охлаждая охлаждающей водой в теплообменнике. Таким образом, уменьшается количество этилбензола, подлежащего абсорбции на следующей стадии (iii).
Жидкий поток, полученный на вышеупомянутой стадии (iii), предпочтительно разделяют на первую фракцию, содержащую моноалкилбензол, и вторую фракцию, содержащую полиалкилбензол, соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, или их смесь. Предпочтительно указанная первая фракция рециркулирует на вышеупомянутую стадию (i), таким образом, что указанный моноалкилбензол преимущественно не теряется как ценный исходный материал для указанной стадии (i). Кроме того, указанная вторая фракция предпочтительно рециркулирует на вышеупомянутую стадию (iii), таким образом, что ее можно преимущественно повторно использовать в качестве абсорбента.
Как уже упомянуто выше в связи со способом извлечения моноалкилбензола из газового потока, содержащего кислород и моноалкилбензол, как правило, в вышеупомянутом способе получения алкилфенилгидропероксида, предпочтительно, когда моноалкилбензол представляет собой этилбензол, алкилфенилгидропероксид представляет собой гидропероксид этилбензола, полиалкилбензол представляет собой триэтилбензол и/или тетраэтилбензол, предпочтительно тетраэтилбензол, и соединение, содержащее две фенильные группы, соединенные между собой через алкиленовый мостик C1-C3, представляет собой 1,2-дифенилэтан.
В отношении вышеупомянутой стадии (iii) следует обратить внимание на вышеприведенное обсуждение способа извлечения моноалкилбензола из газового потока, содержащего кислород и моноалкилбензол, в целом. Такие же предпочтения применимы к указанной стадии (iii).
В отношении вышеупомянутых стадий (i) и (ii) способа получения алкилфенилгидропероксида следует ознакомиться с международными патентными заявками WO 2006024655 и WO 2008058925, которые описывают подходящие условия для осуществления указанных стадий (i) и (ii). Международные патентные заявки WO 2006024655 и WO 2008058925 включены в настоящий документ посредством ссылки. Можно также использовать другие подходящие условия, известные специалисту в данной области техники.
Далее настоящее изобретение проиллюстрировано следующим примером.
Пример
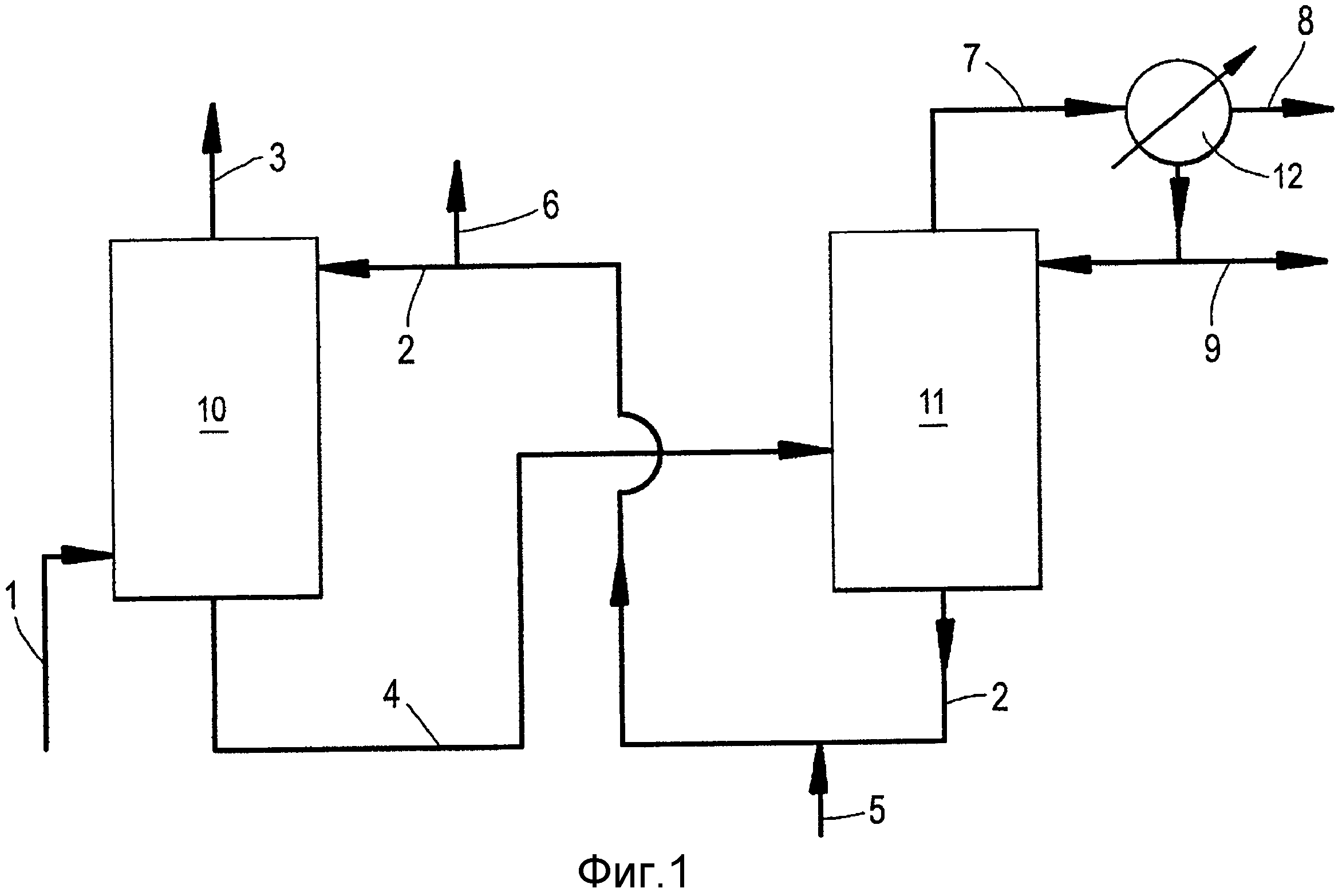
В данном примере технологическую схему, представленную на фиг.1, используют для извлечения этилбензола (EB) из газового потока, содержащего этилбензол, кислород и азот.
Как показано на фиг.1, газовый поток, содержащий азот (84 мас.%), кислород (5 мас.%), этилбензол (4 мас.%), воду (4 мас.%), а также метан, ацетальдегид, пропиональдегид, метанол, бензол и толуол в количествах менее 0,5 мас.%, поступает в нижнюю часть колонны 10 через линию 1 при скорости потока 106000 г/ч.
Через линию 2 жидкий поток, содержащий триэтилбензол, 1,2-дифенилэтан и следы EB (0,1 мас.%), поступает в верхнюю часть колонны 10. Указанный газовый поток и жидкий поток движутся в противоточном режиме через колонну 10. В этой операции EB абсорбируется из движущегося вверх газового потока в движущийся вниз жидкий поток. В колонне 10 температура составляет 50°C, и манометрическое давление составляет 2,5 бар (0,25 МПа). Обедненный этилбензолом газовый поток выходит из верхней части колонны 10 и удаляется в виде отходящего газа через линию 3. Кроме того, обогащенный этилбензолом жидкий поток выходит из нижней части колонны 10 и поступает в колонну 11 через линию 4.
В колонне 11, которая представляет собой дистилляционную колонну, обогащенный этилбензолом жидкий поток нагревается при нижней температуре 250°C и верхнем манометрическом давлении 0,5 бар (0,05 МПа). Обедненный этилбензолом жидкий поток выходит из нижней части колонны 11 и поступает в ребойлер (не показан на фиг. 1). Газовый поток из указанного ребойлера рециркулирует в нижнюю часть колонны 11. Жидкий поток из указанного ребойлера охлаждается при прохождении через теплообменник (не показан на фиг. 1) и рециркулирует в колонну 10 через линию 2. Очищенный поток, содержащий триэтилбензол (7 мас.%) и 1,2-дифенилэтан (93 мас.%), поступает в линию 2 через линию 5. Перед поступлением в верхнюю часть колонны 10 часть жидкого потока в линии 2 отделяют как поток, сливаемый через линию 6, чтобы предотвращать накопление высокомолекулярных загрязнителей в указанном потоке жидкого абсорбента.
Кроме того, газовый поток, содержащий EB, выходит из верхней части колонны 11 и поступает в конденсатор 12 через линию 7. Газовый поток из конденсатора 12 удаляют как отходящий газ через линию 8. Поток жидкого EB из конденсатора 12 разделяют на первый поток, который рециркулирует в верхнюю часть колонны 11, и второй поток, который удаляют через линию 9.
Следующая таблица представляет скорости входящих потоков потока EB и абсорбента (смесь триэтилбензола и 1,2-дифенилэтана) в каждой из линий 1, 2, 3, 5, 6, 8 и 9.
|
Из приведенной выше таблицы можно сделать вывод, что жидкий поток, содержащий триэтилбензол и 1,2-дифенилэтан, представляет собой превосходный абсорбент для абсорбции EB из газового потока, содержащего этилбензол (EB), кислород и азот. Из этилбензола, введенного в колонну 10 на фиг.1 через линию 1, 99,6 мас.% EB абсорбируется абсорбентом. Кроме того, из указанного введенного количества этилбензола 99,0 мас.% EB в итоге извлекают через линию 9 после отделения абсорбента от EB в колонне 11.
Сепаратор газа и твердых частиц
Способ добычи нефти и/или газа (варианты)
Реакторная система, абсорбент и способ осуществления реакции в подаваемом материале
Способ получения диарилкарбоната
Установки и способы для получения среднедистиллятного продукта и низших олефинов из углеводородного исходного сырья
Керосиновое базовое топливо
Способ удаления капель загрязняющей жидкости из потока газа и промывочный лоток
Способ удаления цианистого водорода и аммиака из синтез-газа
Система и способ добычи нефти и/или газа (варианты)
Способ регулирования расхода газа между множеством потоков газа
Сепаратор газа и твердых частиц
Способ добычи нефти и/или газа (варианты)
Реакторная система, абсорбент и способ осуществления реакции в подаваемом материале
Способ получения диарилкарбоната
Установки и способы для получения среднедистиллятного продукта и низших олефинов из углеводородного исходного сырья
Способы получения неочищенного продукта
Керосиновое базовое топливо
Производство трубчатого тела, содержащего два или более слоя спирально выгнутых полос
Способ удаления капель загрязняющей жидкости из потока газа и промывочный лоток
Способ удаления цианистого водорода и аммиака из синтез-газа

