Результат интеллектуальной деятельности: СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ
Вид РИД
Изобретение
Изобретение относится к металлообработке, более конкретно к металлорежущим фрезерным станкам, осуществляющим высокоскоростное фрезерование сложных поверхностей.
Известны металлорежущие станки для комплексной пятикоординатной обработки, содержащие вертикальный основной шпиндель с шпиндельной головкой на своем нижнем конце, станину, имеющую основание, несущую систему для установки основного шпинделя, включающую траверсу, при этом основной шпиндель с помощью ползуна смонтирован внутри каретки для движения на направляющих вдоль третьей оси (вертикальной Z), перпендикулярной первой и второй осям, устройство автоматической смены инструмента, включающее поворотный и подвижный вдоль оси дисковый магазин с гнездами для инструмента (ЕР №1116548, B23Q 1/01, 2001 г., Полезная модель РФ №38126, B23Q 1/01, 2004 г.).
При этом в станке по патенту РФ №38126 на полезную модель станина выполнена с неподвижным столом и несущей системой для установки основного шпинделя, включающей четыре вертикальные колонны, которые имеют значительную металлоемкость, что увеличивает их стоимость.
Наиболее близким по технической сущности и достигаемому результату является высокоскоростной металлорежущий пятикоординатный обрабатывающий станок по патенту РФ №2285602 - прототип, который предназначен для комплексной обработки деталей и содержит суппорт шпинделя со шпиндельной головкой, станину, несущую систему для установки и перемещения суппорта шпинделя вдоль первой и второй перпендикулярных горизонтальных осей.
Недостатками такой конструкции является ее сложность и, как следствие, высокая стоимость. На этом станке фреза перемещается относительно заготовки по отдельным эквидистантным траекториям, различным для разных участков контура. При этом требуются промежуточные, переходные траектории, учитывающие врезание и перебег при обработке каждого участка и состыковывающие разные траектории, а при разработке управляющих программ для систем ЧПУ требуется также отдельное программное обеспечение дополнительных, переходных траекторий, обеспечивающих стыковку соседних эквидистантных контуров, что в целом усложняет обработку сложных поверхностей.
Известен способ фрезерования поверхности заготовки со сложным контуром, состоящим из двух или более участков разной формы, включающий относительное перемещение концевой фрезы и заготовки по патенту РФ №2422251, в котором при обработке фасонного и пересекающегося с ним прямолинейного участков контура перемещение концевой фрезы осуществляют непрерывно по одной общей траектории, которую определяют уравнением:

где х, y - координаты в плоскости, перпендикулярной оси фрезы, в которой осуществляют перемещение фрезы;
А=0,1; В=-1,5·10-4; m=4; n=2.
Технически достижимый результат - упрощение конструкции при одновременном достижении высоких динамических и точностных характеристик за счет исключения различных траекторий движения заготовки при обработке разных участков контура, а также исключение дополнительных, переходных участков траектории движения заготовки при обработке фрезерованием различных участков контура детали, в том числе фасонного и прямолинейного, т.е. более плавное, без резкого изменения направления, движение заготовки.
Это достигается тем, что в станке для обработки сложных поверхностей высокоскоростным фрезерованием, содержащим станину, инструментальный шпиндель со шпиндельной головкой, салазки для перемещения шпинделя, станина выполнена Т-образной формы и состоит из двух частей, при этом на первой части станины оппозитно друг другу крепятся Т-образного профиля стойки, между которыми расположен инструментальный шпиндель, корпус которого шарнирно соединен с элементами механизма параллельной кинематики, представляющими собой шарнирно-рычажные звенья, которые обеспечивают перемещение инструментального шпинделя по двум координатам в вертикальной плоскости, за счет вертикальных перемещений салазок, охватывающих верхние полочки Т-образного профиля стоек, причем салазки по стойкам перемещаются за счет передачи винт-гайка, при этом шарнирно-рычажные звенья шарнирно связаны с салазками, а для предотвращения попадания стружки на элементы механизма параллельной кинематики на первой части станины, по ее периметру, закреплен кожух, выполненный в виде поверхности прямоугольного параллелепипеда, охватывающей пространство размещения стоек с инструментальным шпинделем, который содержит приводной электродвигатель и соосно расположенный с ним шпиндель для закрепления инструмента, например фрезы, а на второй части станины, расположенной в горизонтальной плоскости первой части станины, и перпендикулярно ей, установлен суппорт для перемещения в горизонтальной плоскости стола, служащего для закрепления заготовки сложного обрабатываемого контура, при этом суппорт перемещается по направляющим, параллельным между собой, и жестко закрепленным на другой части Т-образной формы станины, перпендикулярно вертикальной плоскости перемещения инструментального шпинделя, а на суппорте перпендикулярно горизонтальной плоскости его перемещения, и с возможностью поворота вокруг своей оси, установлен стол для закрепления заготовки.
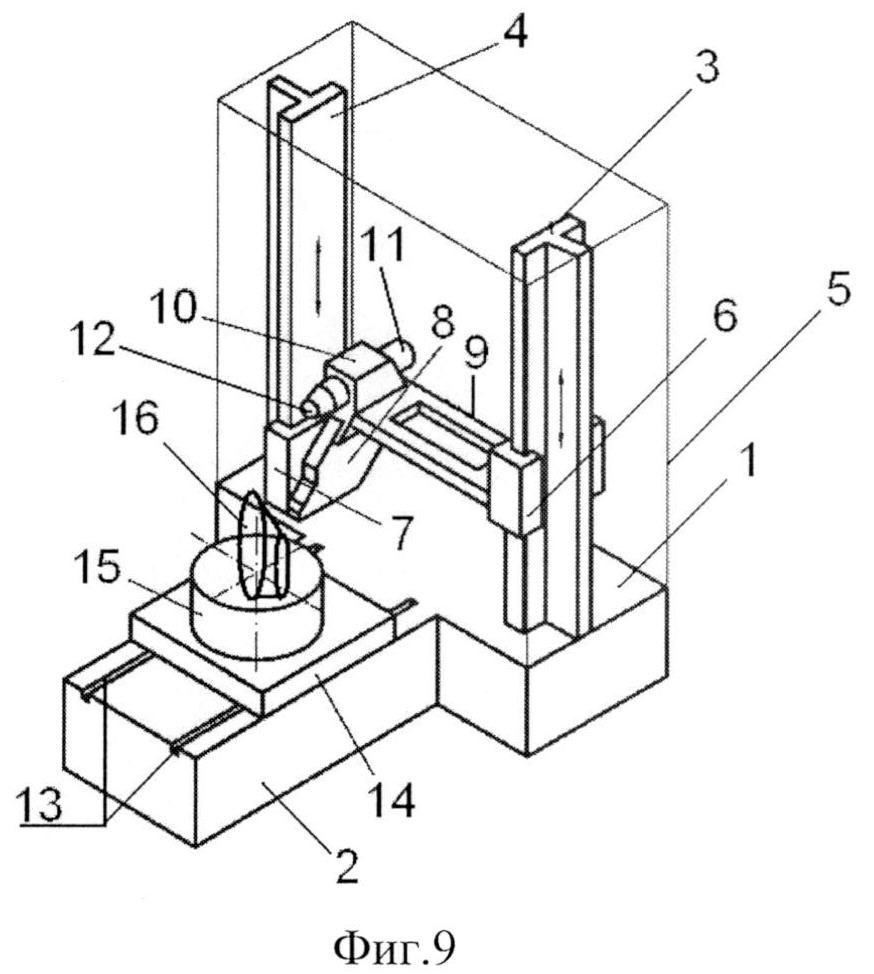
На фиг.1-7 показаны различные траектории перемещения фрезы относительно заготовки; на фиг.8 - график снижения сил резания в некотором диапазоне скоростей; на фиг.9 - схема станка; на фиг.10 - график зависимости износа от биения при высоких скоростях резания; на фиг.11 - общий вид патрона с возможностью балансировки.
Станок для обработки сложных поверхностей высокоскоростным фрезерованием (фиг.9) содержит станину Т-образной формы, состоящую из двух частей. На первой части 1 станины оппозитно друг другу крепятся Т-образного профиля стойки 3 и 4, между которыми расположен инструментальный шпиндель 10, корпус которого шарнирно соединен (на чертеже шарниры не показаны) с элементами механизма параллельной кинематики, представляющими собой шарнирно-рычажные звенья 8 и 9, обеспечивающими перемещение инструментального шпинделя 10 по двум координатам в вертикальной плоскости, за счет вертикальных перемещений салазок 6 и 7, охватывающих верхние полочки Т-образного профиля стоек 3 и 4. Салазки 6 и 7 по стойкам 3 и 4 перемещаются за счет передачи винт-гайка (на чертеже не показано), при этом шарнирно-рычажные звенья 8 и 9 шарнирно связаны с салазками 6 и 7. Для предотвращения попадания стружки на элементы механизма параллельной кинематики на первой части 1 станины, по ее периметру, закреплен кожух, выполненный в виде поверхности прямоугольного параллелепипеда 5, охватывающей пространство размещения стоек 3 и 4 с инструментальным шпинделем 10. Инструментальный шпиндель 10 содержит приводной электродвигатель 11 и соосно расположенный с ним шпиндель 12 для закрепления инструмента, например фрезы.
На второй части 2 станины, расположенной в горизонтальной плоскости первой части 1 станины, и перпендикулярно ей, установлен суппорт 14 для перемещения в горизонтальной плоскости стола 15, служащего для закрепления заготовки 16 сложного обрабатываемого контура (привод перемещения суппорта 14, например типа передачи винт-гайка, на чертеже не показан). Суппорт 14 перемещается по направляющим 13, параллельным между собой, и жестко закрепленным на другой части 2 Т-образной формы станины, перпендикулярно вертикальной плоскости перемещения инструментального шпинделя 10. На суппорте 14 перпендикулярно горизонтальной плоскости его перемещения, и с возможностью поворота вокруг своей оси, установлен стол 15 для закрепления заготовки 16 (привод вращения стола 15 на чертеже не показан).
Станок для обработки сложных поверхностей высокоскоростным фрезерованием работает следующим образом.
Инструментальный шпиндель 10, перемещаясь по сложной двухкоординатной траектории, за счет шарнирной связи с элементами механизма параллельной кинематики обрабатывает при помощи шпинделя 12 с закрепленным в нем инструментом, например фрезой, сложный профиль заготовки 16. При этом перемещение заготовки 16 в направлении, перпендикулярном плоскости обработки, осуществляется посредством перемещения суппорта 14, а поворот заготовки 16, вокруг своей оси, осуществляется приводом вращения стола 15, служащего для ее закрепления.
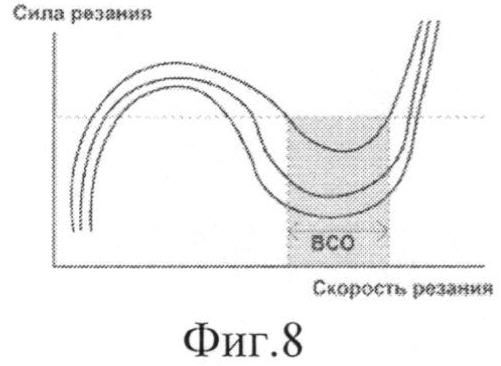
Теоретическим обоснованием высокоскоростной обработки являются кривые (фиг.8), которые показывают снижение сил резания в некотором диапазоне скоростей. Но наиболее важным фактором здесь является перераспределение тепла в зоне резания. При небольших сечениях среза в данном диапазоне скоростей основная масса тепла концентрируется в стружке, не успевая переходить в заготовку. Именно это позволяет производить обработку закаленных сталей, не опасаясь отпуска поверхностного слоя. Отсюда следует основной принцип высокоскоростной обработки (ВСО): малое сечение среза, снимаемое с высокой скоростью резания, соответственно высокие обороты шпинделя и высокая минутная подача.
Имея возможность вести лезвийную обработку закаленных сталей, можно обеспечить качество поверхности, соизмеримое с электроэрозионной обработкой. Это позволяет пересмотреть структуру производственного процесса изготовления формообразующих элементов пресс-форм и штампов. Но главный эффект ВСО заключается не в сокращении машинного времени за счет интенсификации режимов резания, а в общем упрощении производственного процесса и в повышении качества обработки. Условием успеха в высокоскоростной обработке может стать правильный выбор всех составляющих факторов, участвующих в этом процессе: станок, система ЧПУ, режущий инструмент, вспомогательный инструмент с системой закрепления инструмента, система программирования, квалификация технолога программиста и оператора станка с ЧПУ. Пренебрежение хотя бы одним из этих факторов способно свести на нет все предыдущие усилия.
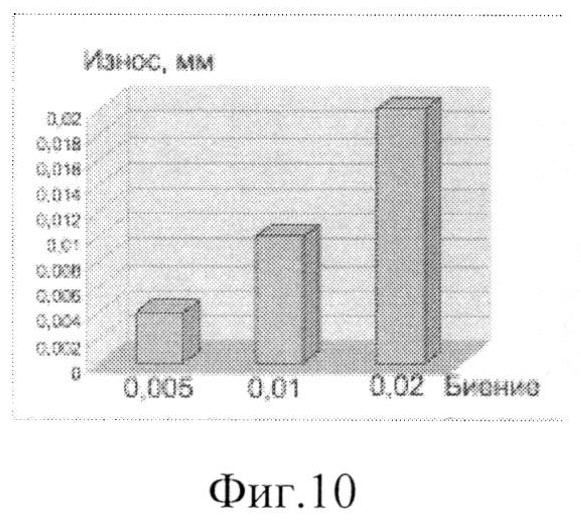
Предлагаемый станок для ВСО имеет скорость вращения шпинделя 12÷25 тыс. оборотов в минуту и оснащен средствами температурной стабилизации шпинделя, а скорости подач 40÷60 м/мин, при этом скорость быстрых перемещений - до 90 м/мин. Станок отрабатывает малые перемещения (от 5 до 20 мкм), имеет повышенную жесткость и температурную компенсацию. Следующий фактор, способствующий внедрению ВСО, - режущий и вспомогательный инструмент. Сегодня разрабатываются новые мелкодисперсные сплавы, способные надежно работать на высоких скоростях. При этом важно обратить внимание на системы вспомогательного инструмента, которые обеспечивают крепление фрез. В связи со снижением сил резания в процессе ВСО на первый план выходят другие факторы, такие как величина биения фрезы, вибрации. Например, удвоение скорости резания увеличивает центробежные силы вследствие дисбаланса инструмента более чем в 4 раза, и эти силы становятся соизмеримыми с силами резания. Биение инструмента сильно влияет на износ. Это подтверждают данные экспериментов (фиг.10), где на графике видна практически линейная зависимость износа от биения при высоких скоростях резания. Таким образом, ВСО требует особого внимания к балансировке инструмента. Для этого могут использоваться специальные патроны с возможностью балансировки или сбалансированные оправки для термозажима (фиг.11).
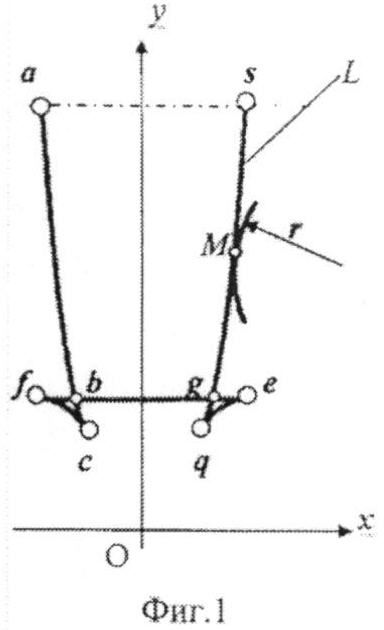
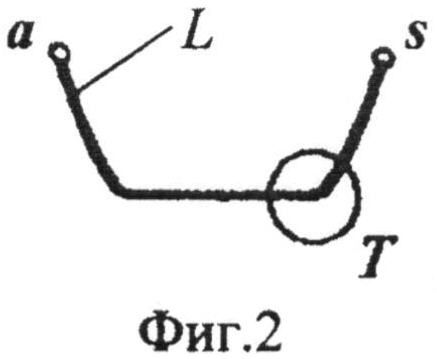
Перемещение заготовки осуществляют по траектории (1), при этом контур L обработанной поверхности образуется как огибающая семейства окружностей фрезы с радиусом r, равным половине диаметра фрезы, - в виде линии acfeqs с рядом особых точек (возврата и взаимопересечения) (фиг.1). Реальный контур детали ограничен фасонными линиями ab, sg и прямолинейным участком bg. Два фасонных и прямолинейный участки контура L пересекаются в точках bug. Участки gq, qe, eg и be, cf, fb выполняют роль переходных между обработкой фасонных и прямолинейного участков и обеспечивают врезание и перебег фрезы. Эти участки образуются не за счет дополнительных траекторий движения заготовки, как в известном способе, а за счет перемещения формообразующей точки М на окружности фрезы при ее относительном движении по упомянутой траектории. Поэтому дополнительных, промежуточных траекторий при данном способе не требуется. Движение при обработке всех участков контура осуществляют по одной общей траектории. Параметры уравнения А, В, n, m и диаметр фрезы назначают с учетом формы и размеров заданного контура.
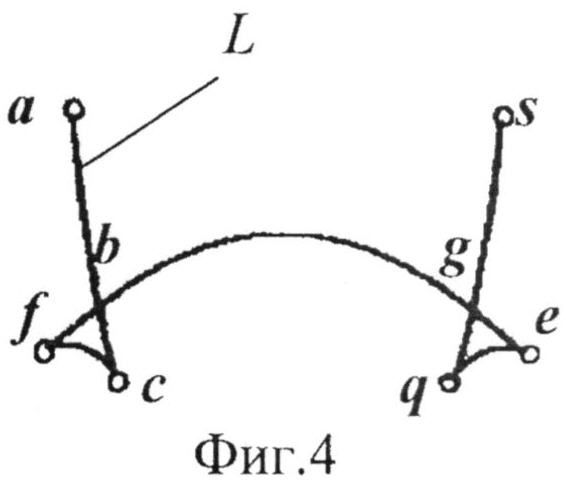
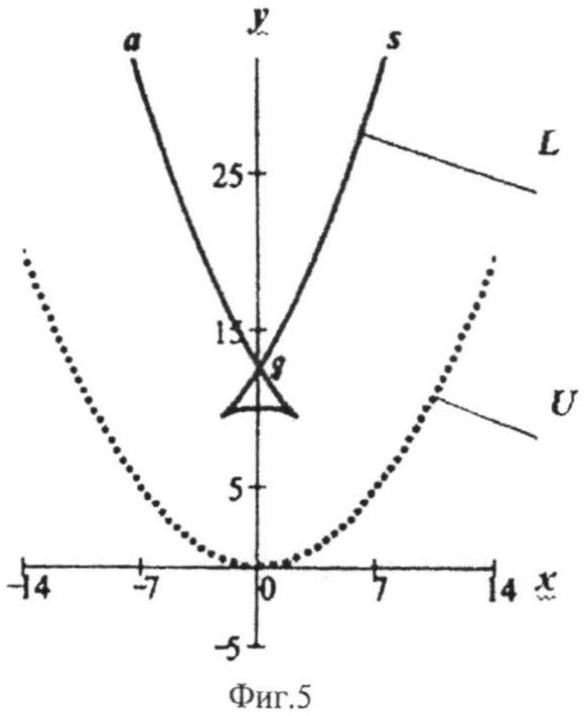
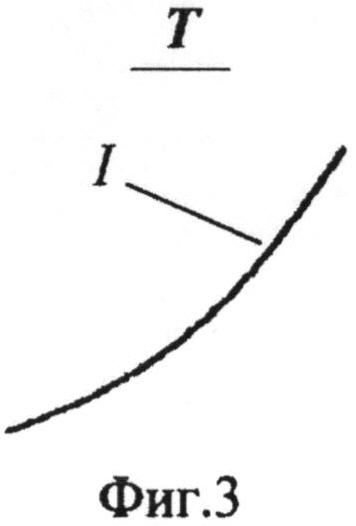
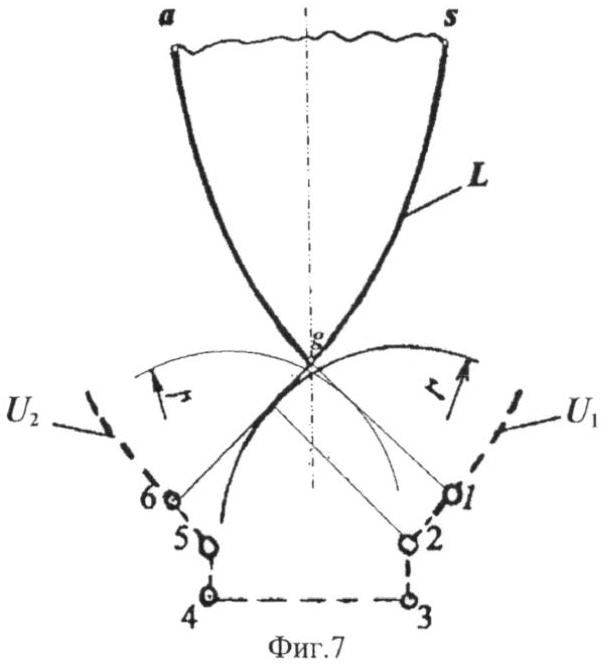
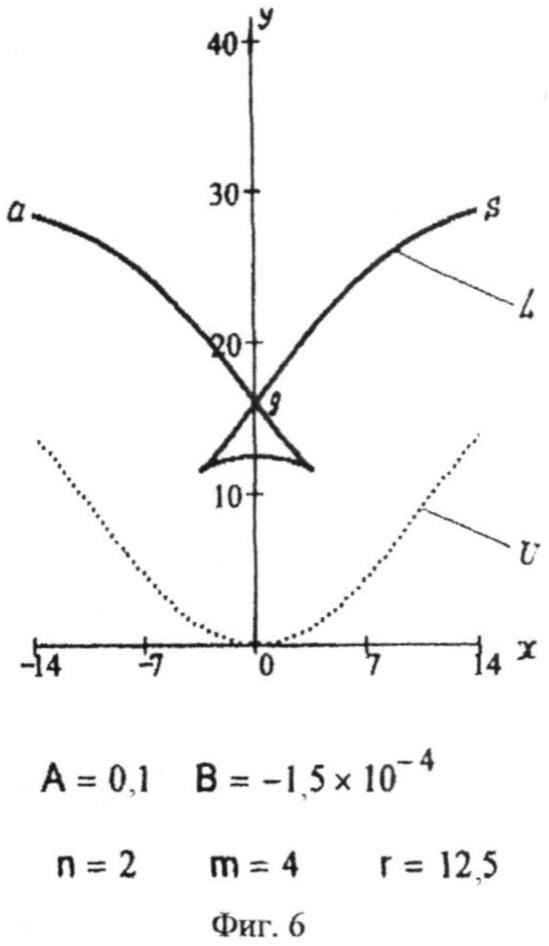
Выбирая соответствующий радиус r фрезы и параметры в уравнении траектории, обеспечивают не только пересечение разных участков контура L (как на фиг.1), но, если это требуется, также их плавное сопряжение по кривой линии L (как на фиг.2 и фиг.3). Можно также обеспечить обработку фрезой контура L с тремя фасонными участками, - ab, bg и gs, - пересекающимися под острым углом в точках bug (фиг.4). Реальный контур детали в этом случае ограничен линиями ab, bg и gs. Фасонные участки контура (например, линии ab и sg, фиг.1) могут быть заданы уравнением, координатами точек, одной или несколькими дугами окружностей разного радиуса. Прямолинейный участок, в частности перпендикулярный оси y, задается длиной отрезка bg. Методами математического моделирования рассчитывают фактическую поверхность, полученную при обработке фрезой заданного диаметра при ее перемещении по описанной выше траектории. Проведенные расчеты показали, что способ обеспечивает отклонение от прямолинейности на участке bg длиной 3-20 мм (фиг.1) в пределах 0,2-2 мкм. На фиг.5 показан контур L, полученный при одной общей траектории и состоящий из двух фасонных выпуклых участков sg и ga, пересекающихся в точке g. Внутри контура sga находится «тело» детали. Линия U (показана точками) является траекторией. Приведены параметры (А, В и др.) траектории. Диаметр фрезы 20 мм (r=10). Размеры на осях х, у даны в мм. На фиг.6 приведен аналогичный контур L, но при других параметрах траектории и диаметре фрезы (параметры А, В и др. даны на фиг.6). Диаметр фрезы 25 мм (r=12,5). «Тело» детали здесь также находится внутри контура sga. Участки sg и ga имеют вогнутую внутрь «тела» детали форму. На фиг.7, для сравнения, приведена траектория фрезы при обработке контура L (состоящего из участков sg и ga) по известному способу. Центр окружности фрезы с радиусом r перемещается по двум различным траекториям - эквидистантам U1 и U2 контура L. Кроме того, при этом необходимы дополнительные участки траектории фрезы на перебег, врезание и соединение точек: участки 1-2 (перебег), 2-3 (отвод, чтобы не срезать точку g контура), 3-4 (соединение), 4-5 (подвод), 5-6 (врезание).
Таким образом, высокоскоростное фрезерование поверхности заготовки со сложным контуром, состоящим из двух или более участков разной формы, включающий относительное перемещение концевой фрезы и заготовки, при обработке фасонного и пересекающегося с ним прямолинейного участков контура концевая фреза непрерывно движется по одной общей траектории, которую определяют уравнением:
где х, y - координаты в плоскости, перпендикулярной оси фрезы, в которой осуществляют перемещение фрезы;
А=0,1; В=-1,5·10-4; m=4; n=2.
При этом параметры общей для разных участков траектории и диаметр фрезы задают такими, что они обеспечивают обработку фасонного участка контура, очерченного по одной или двум дугам окружностей.
Станок для обработки сложных поверхностей высокоскоростным фрезерованием, содержащий станину, шпиндельную головку, состоящую из соосно расположенных в корпусе приводного электродвигателя и инструментального шпинделя для закрепления фрезы, размещенные на станине стол для закрепления заготовки и механизм параллельной кинематики для перемещения шпиндельной головки, выполненный в виде вертикальных направляющих с установленными на них с возможностью перемещения салазками, и шарнирно-рычажных звеньев, шарнирно соединенных с корпусом шпиндельной головки и салазками, отличающийся тем, что станина выполнена Т-образной формы с продольной и поперечной частями, расположенными в горизонтальной плоскости, вертикальные направляющие выполнены в виде двух стоек Т-образного профиля, закрепленных оппозитно друг другу на поперечной части станины, шпиндельная головка расположена между стойками и плоскость ее перемещения расположена в плоскости стоек, салазки оснащены передачей винт-гайка и размещены на верхних полочках Т-образного профиля стоек, а стол для закрепления заготовки выполнен поворотным в горизонтальной плоскости и размещен на суппорте, выполненным с возможностью перемещения по горизонтальным направляющим, жестко закрепленным на продольной части станины параллельно друг другу и перпендикулярно плоскости перемещения шпиндельной головки, причем упомянутые стол и шпиндельная головка с фрезой установлены с возможностью обеспечения перемещения фрезы непрерывно по одной общей траектории, определяемой уравнением y = Ax+ Bx,где x, y - координаты в плоскости, перпендикулярной оси фрезы, в которой осуществляют перемещение фрезы; А=0,1; B=-1,5·10; m=4; n=2.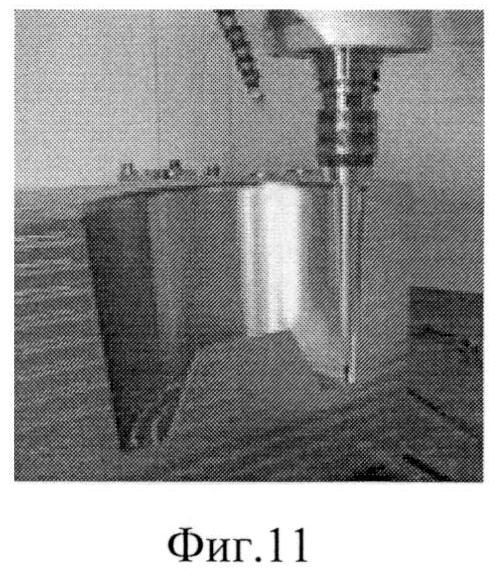
Акустическая панель
Звукопоглощающая конструкция производственного помещения
Звукопоглощающая конструкция кочетова производственного здания
Кирпичная сейсмостойкая стеновая панель кочетова
Сейсмостойкая конструкция здания
Штучный звукопоглотитель
Устройство для безопасного хранения жидких грузов
Высокоскоростной мотор-шпиндель для металлорежущих станков
Взрывозащитное устройство с системой оповещения начальной фазы возникновения чрезвычайной ситуации
Элемент кочетова для глушителя шума компрессорных станций
Взрывозащитное устройство с системой оповещения начальной фазы возникновения чрезвычайной ситуации
Элемент кочетова для глушителя шума компрессорных станций
Устройство взрывозащиты производственных зданий кочетова
Акустическая конструкция кочетова для цеха
Защитный костюм спасателя для работы в условиях низких температур
Железнодорожная взрывобезопасная цистерна
Мобильная система обучения населения действиям в условиях чрезвычайных ситуаций
Взрывозащитная камера
Транспортно-технологический взрывобезопасный контейнер
Звукопоглощающий элемент

