Результат интеллектуальной деятельности: ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ
Вид РИД
Изобретение
Изобретение относится к авиационной и аэрокосмической технике, а именно к созданию трехслойных панелей космических спутников с опорным узлами, которые могут быть использованы для осуществления соединений трехслойных и многослойных сотовых конструкций между собой и с другими, например, корпусными элементами.
Известен резьбовой вкладыш для постановки в глухое отверстие трехслойной конструкции, выполненный в виде цилиндрического корпуса с резьбовым отверстием, в котором отверстие выполнено ступенчатым с высотой верхней ступеньки 3…4 мм и толщиной 0,7…0,9 толщины стенки нижней ступеньки, причем в нижней части верхней ступеньки выполнена проточка шириной 25…40% от толщины стенки верхней ступеньки и высотой 1,2…1,5 мм (патент РФ на изобретение №2062912 С1 от 11.01.93).
Данный резьбовой вкладыш сложен в изготовлении, требует специального оборудования для его установки, обладает повышенной массой за счет наличия деформируемой области. Кроме того, способ установки резьбового вкладыша не исключает возникновения монтажных напряжений в обшивках трехслойной панели по контуру отверстия, что ослабляет обшивки и снижает массовую эффективность трехслойной панели. Данный резьбовой вкладыш можно устанавливать только на готовых трехслойных панелях, что ограничивает область его использования.
Известен также опорный узел трехслойной панели, содержащий втулку с фланцами на обоих торцах, установленную в отверстиях, выполненных в верхней обшивке трехслойной панели и сотовом заполнителе, расположенном между верхней и нижней обшивками трехслойной панели, и соединенную с сотовым заполнителем по боковой поверхности с помощью вспенивающейся клеевой композиции, при этом втулка на каждом из фланцев вокруг осевого отверстия имеет кольцевой выступ прямоугольного сечения, высота каждого из выступов не превышает толщин верхней и нижней обшивок трехслойной панели, нижняя обшивка выполнена с отверстием, соосным с отверстием верхней обшивки, и указанные отверстия в обеих обшивках имеют диаметр, обеспечивающий фиксацию в них кольцевых выступов фланцев втулки, при этом втулка торцевыми поверхностями фланцев плотно прилегает к внутренним поверхностям верхней и нижней обшивок трехслойной панели и соединена с ними с помощью клеевой композиции. Кроме того, наружный диаметр кольцевых выступов прямоугольного сечения на фланцах втулки меньше наружного диаметра отверстий, выполненных в верхней и нижней обшивках трехслойной панели не более чем на 0,1 мм; соединение торцевых поверхностей фланцев втулки с внутренними поверхностями верхней и нижней обшивок трехслойной панели выполнено с помощью пленочной клеевой композиции; на торцевой поверхности каждого из фланцев втулки выполнен по меньшей мере один кольцевой паз глубиной не более половины толщины фланца (патент РФ на изобретение №2291782 С1 от 01.08.2005 г. - прототип).
Данный опорный узел трудоемок в исполнении, поскольку требует изготовления втулок, сверления в обшивках отверстий с жесткими допусками, установки и фиксации втулок при сборке трехслойных панелей, обладает повышенной массой за счет использования фланцевой втулки, массовая эффективность которой снижается на панелях низких строительных высот. Кроме того, данный опорный узел невозможно использовать при совмещенном способе формования трехслойной панели, когда отверждение обшивок панели (например, из композиционных материалов) осуществляется в процессе склеивания их с сотовым заполнителем.
Известен способ сборки трехслойной панели с опорными узлами в виде втулок, описанный в патенте РФ №2291782 С1 от 01.08.2005. Способ включает изготовление втулок с фланцами на обоих торцах, сверление верхней и нижней обшивок и сотового заполнителя трехслойной панели по месту установки втулок, установку втулок в соосных отверстиях верхней и нижней обшивок и соединение втулок с боковой поверхностью отверстий в сотовом заполнителе с помощью вспенивающейся клеевой композиции.
Недостатком этого способа является большая трудоемкость, заключающаяся в изготовлении втулок со специальными фланцами на обоих торцах, сверлении точных отверстий в обшивках и установке втулок при сборке трехслойной панели со втулками. Кроме того, происходит ослабление обшивок отверстиями, которые за счет наличия у втулок кольцевых выступов, превышающих диаметр крепежного элемента, ослабляют обшивки, что снижает массовую эффективность изделия. Необходимость сверления обшивок исключает возможность использования данного способа изготовления при сборке трехслойной панели с неотвержденными обшивками.
Известен также способ сборки трехслойной панели с опорными узлами (патент РФ №2360799 B32B 3/06; B32B 3/12; B32B 37/00; F16B 5/01 от 10.07.2009 - прототип). Способ сборки трехслойной панели с опорными узлами включает установку нижней обшивки с отверстиями под технологические штыри опорных узлов и нанесенной на внутреннюю поверхность обшивки клеевой композицией; установку опорных узлов с отверстиями под технологические штыри и фиксацию опорных узлов технологическими штырями к нижней обшивке по отверстиям в ней, причем на боковую поверхность опорных узлов нанесена клеевая композиция; установку сотового заполнителя с отверстиями под опорные узлы, клеевого слоя и верхней обшивки с отверстиями под технологические штыри опорных узлов. При этом диаметры отверстий в обшивках, опорных узлах и диаметры технологических штырей имеют размеры, обеспечивающие их взаимную фиксацию с требуемой точностью.
Недостатком этого технического решения является большая трудоемкость, заключающаяся в необходимости сверления обшивок, опорных узлов, изготовлении технологических стержней для каждого опорного узла, установки стержней и их последующего удаления. При этом данное решение не позволяет зафиксировать опорный узел в панелях с тонкими обшивками (толщина которых сопоставима с толщиной неотвержденного клеевого слоя), поскольку толщины обшивки недостаточно для надежного зацепления. Кроме того, данный узел невозможно использовать при совмещенном способе формования панели, когда отверждение обшивок осуществляется при сборке трехслойной панели.
Задачей изобретения является снижение трудоемкости изготовления опорного узла и сборки трехслойной панели с опорными узлами, повышение массовой эффективности и расширение области использования опорного узла.
Сущность изобретения заключается в том, что опорный узел трехслойной панели, включающий усиливающий элемент, установленный в отверстие в сотовом заполнителе, расположенном между верхней и нижней обшивками трехслойной панели и соединенном с ними с помощью клеевой композиции, согласно предлагаемому изобретению усиливающий элемент выполнен в виде закрученной по спирали пластины, а полости в отверстии, выполненном под усиливающий элемент в сотовом заполнителе, заполнены вспенивающейся и/или заливочной клеевой композицией.
Закрученная по спирали пластина может быть выполнена из пружинящего материала.
Закрученная по спирали пластина может иметь перфорацию.
Закрученная по спирали пластина может быть выполнена из материала, толщина которого значительно (более чем в 2 раза) превышает толщину стенок ячейки сотового заполнителя.
Поверхность закрученной по спирали пластины, примыкающая к контуру отверстия в сотовом заполнителе, может быть покрыта пленочной вспенивающейся клеевой композицией.
Диаметр закрученной по спирали пластины в стянутом состоянии может быть меньше диаметра отверстия в сотовом заполнителе.
Использование усиливающего элемента в виде закрученной по спирали пластины позволяет повысить массовую эффективность изделия, поскольку опорный узел имеет неравномерную жесткость, которая снижается от центра к краю опорного узла, уменьшая концентрацию напряжения на границе опорного узла, снизить трудоемкость трехслойной панели с опорным узлом за счет простоты изготовления пластины и скручивания ее по спирали, а также улучшению условий заполнения полости внутри опорного узла вспенивающейся и/или заливочной клеевой композицией, расширить область применения опорного узла за счет возможности использования при сборке панели как с отвержденными, так и неотвержденными обшивками.
Выполнение закрученной по спирали пластины из пружинящего материала позволяет осуществлять прижатие пластины к контуру отверстия в сотовом заполнителе для обеспечения более прочного клеевого соединения, что увеличивает массовую эффективность опорного узла.
Перфорация закрученной по спирали пластины позволяет облегчить заполнение полостей внутри усиливающего элемента вспенивающейся и/или заливочной клеевой композицией, снижая трудоемкость опорного узла.
Выполнение закрученной по спирали пластины из материала, толщина которого значительно (более чем в 2 раза) превышает толщину стенок сотового заполнителя, позволяет при незначительном увеличении массы существенно повысить жесткость опорного узла.
Использование в закрученной по спирали пластине пленочной вспенивающейся клеевой композиции, нанесенной на ее поверхность, примыкающую к контуру отверстия в сотовом заполнителе, снижает трудоемкость при заполнении полости внутри отверстия в сотовом заполнителе.
Выполнение диаметра закрученной по спирали пластины в стянутом состоянии меньшим диаметра отверстия в сотовом заполнителе облегчает установку усиливающего элемента в отверстие в сотовом заполнителе.
Способ сборки трехслойной панели с опорными узлами включает установку нижней обшивки, нижнего клеевого слоя, сотового заполнителя с отверстиями под усиливающие элементы опорных узлов, усиливающих элементов опорных узлов в отверстия сотового заполнителя, верхнего клеевого слоя и верхней обшивки, при этом усиливающий элемент, выполненный в виде закрученной по спирали пластины в стянутом состоянии, устанавливают в отверстия, выполненные в сотовом заполнителе под усиливающие элементы, снимают стяжку и заполняют образовавшуюся полость вспенивающейся и/или заливочной клеевой композицией.
Стяжку закрученной по спирали пластины осуществляют легко снимаемой нитью.
Полное или частичное отверждение вспенивающейся и/или заливочной клеевой композиции проводят перед установкой верхнего клеевого слоя и верхней обшивки.
В способе сборки трехслойной панели с опорными узлами установка закрученной по спирали пластины производится в стянутом состоянии, после чего осуществляют снятие стяжки и заполнение полости вспенивающейся и/или заливочной клеевой композицией. Это позволяет снизить трудоемкость изготовления за счет отсутствия необходимости сверления отверстий в обшивке и усиливающем элементе, использования технологических стержней для каждого опорного узла с последующим их извлечением из панели; увеличить массовую эффективность изделия за счет получения неоднородной структуры опорного узла, снижающей концентрацию напряжений на его границе; расширить область применения опорного узла из-за отсутствия необходимости сверления обшивок.
Использование легко снимаемой нити для стяжки закрученной по спирали пластины позволяет снизить трудоемкость фиксации усиливающего элемента в отверстии сотового заполнителя.
Проведение полного или частичного отверждения вспенивающейся и/или заливочной клеевой композиции перед сборкой трехслойной панели позволяет устранить использование вспомогательных приспособлений для фиксации опорного узла при склеивании обшивок с сотовым заполнителем, что снижает трудоемкость изготовления изделия.
Изобретение поясняется чертежами.
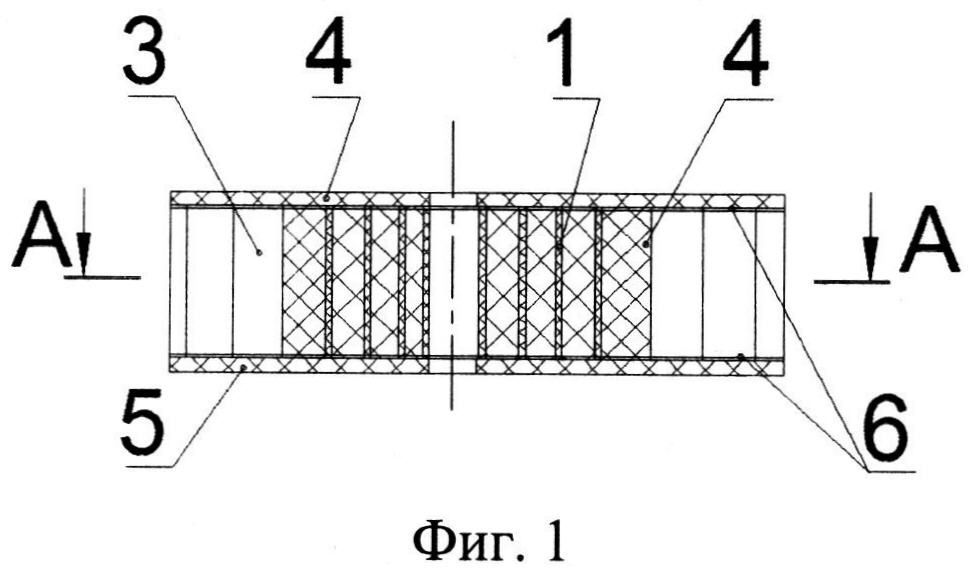
На фиг. 1 изображен продольный разрез опорного узла трехслойной панели.
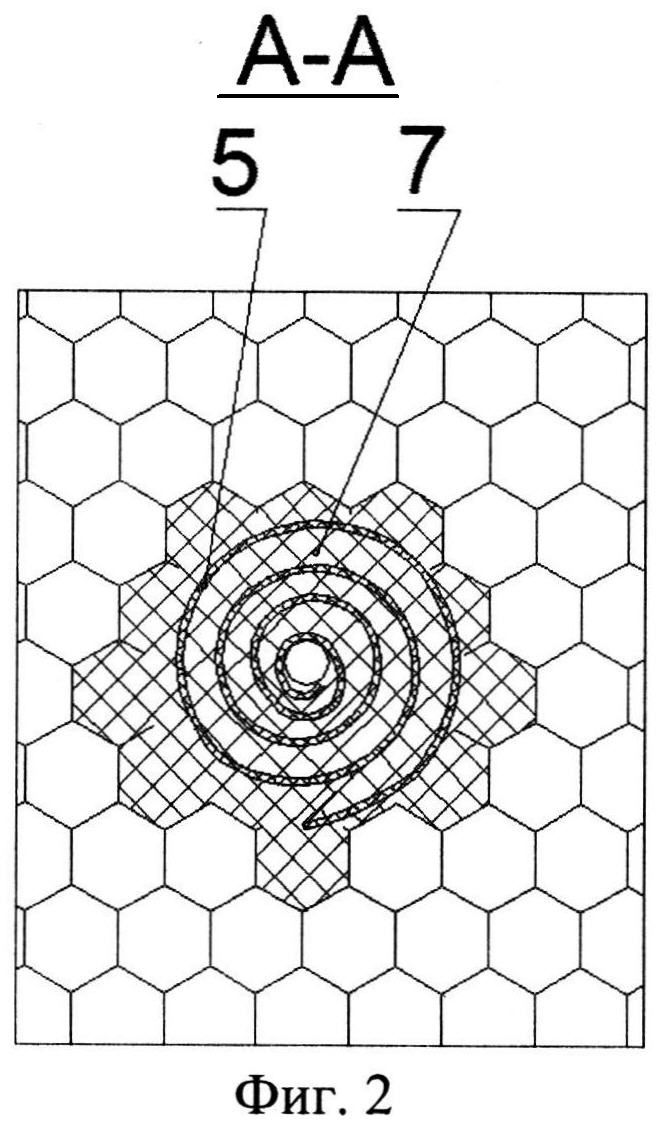
На фиг. 2 показано сечение А-А трехслойной панели в зоне опорного узла.
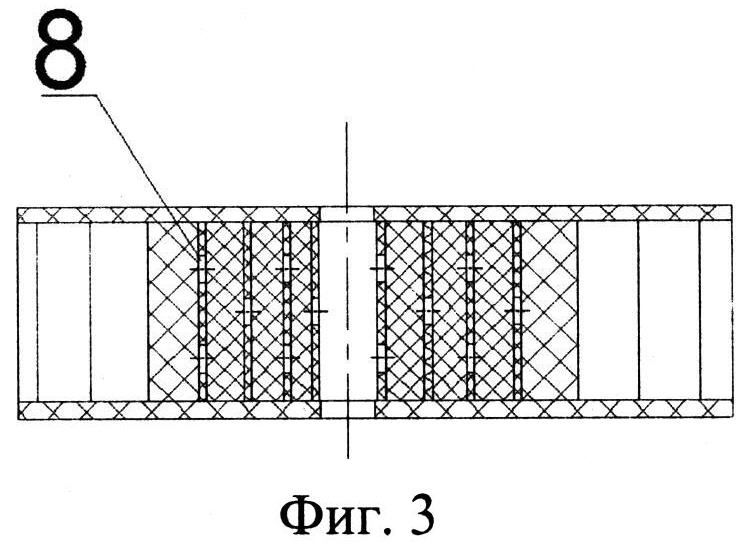
На фиг. 3 представлен продольный разрез опорного узла с закрученной по спирали пластиной, имеющей перфорацию.
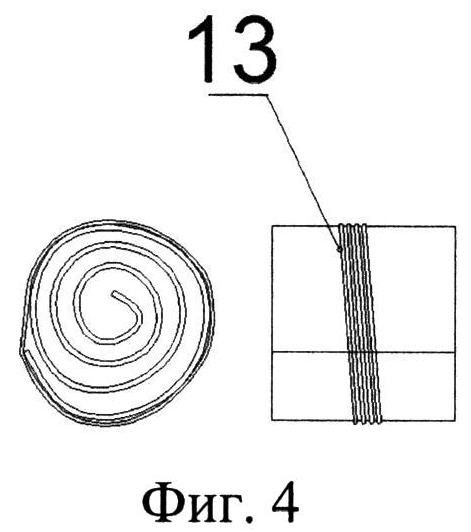
На фиг. 4 представлен вид сверху и вид сбоку усиливающего элемента в стянутом состоянии.
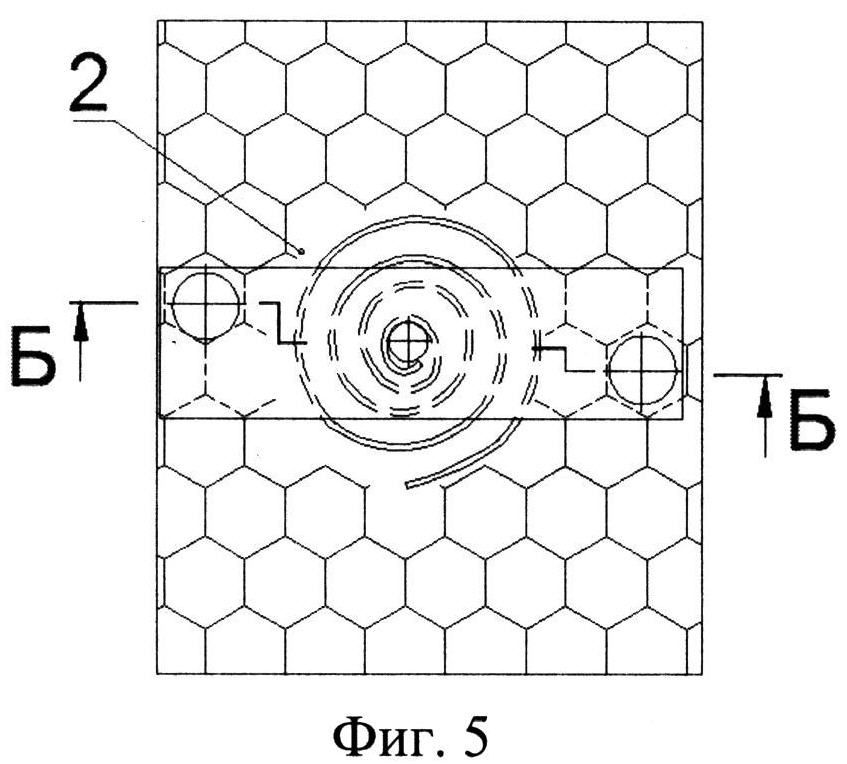
На фиг. 5 представлена схема фиксации усиливающего элемента по месту установки на виде сверху.
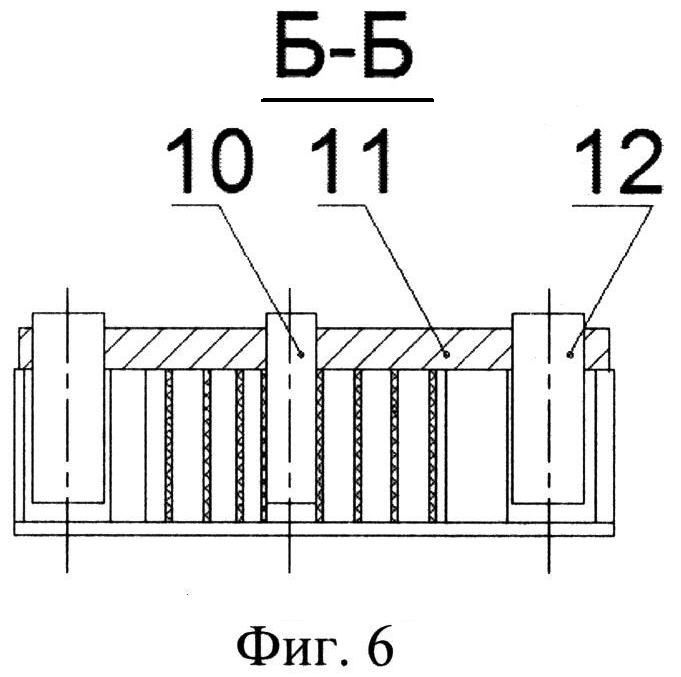
На фиг. 6 показано сечение Б-Б места установки усиливающего элемента.
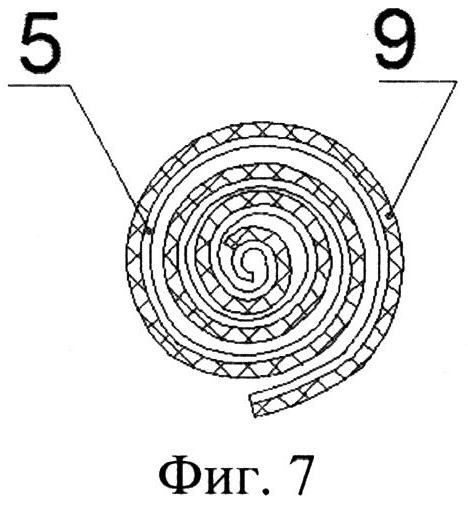
На фиг. 7 представлен усиливающий элемент со вспенивающейся клеевой композицией, нанесенной на поверхность закрученной по спирали пластины, примыкающей к контуру отверстия в сотовом заполнителе.
Опорный узел трехслойной панели, содержащий усиливающий элемент 1, установленный в отверстие 2 в сотовом заполнителе 3, расположенном между верхней 4 и нижней 5 обшивками трехслойной панели и соединенном с ними с помощью клеевой композиции 6, таким образом, что усиливающий элемент 1 выполнен в виде закрученной по спирали пластины, а полости в отверстии 2, выполненном под усиливающий элемент 1 в сотовом заполнителе 3, заполнены вспенивающейся и/или заливочной клеевой композицией 7.
Закрученная по спирали пластина усиливающего элемента 1 для повышения прочности склейки с сотовым заполнителем 3 выполнена из пружинящего материала. Закрученная по спирали пластина усиливающего элемента 1 для более равномерного заполнения вспенивающейся или заливочной композицией 7 выполнена с перфорацией 8. Закрученная по спирали пластина усиливающего элемента 1 для повышения жесткости выполнена из материала, толщина которого более чем в 2 раза превышает толщину стенки сотового заполнителя 3. На поверхность закрученной по спирали пластины усиливающего элемента 1, примыкающей к контуру отверстия 2 в сотовом заполнителе 3, нанесена пленочная вспенивающаяся клеевая композиция 9.
Способ сборки трехслойной панели с опорными узлами может быть реализован следующим образом.
Пример 1
На сборочный стол укладывают нижнюю обшивку 5 с нанесенным на внутреннюю поверхность слоем клеевой композиции 6, предназначенным для соединения с сотовым заполнителем 3. В сотовом заполнителе 3 выполняют отверстия 2 под усиливающие элементы 1 опорного узла и устанавливают его на нижнюю обшивку 5. Усиливающие элементы 1, выполненные в виде закрученной по спирали пластины, насаживают на центральный стержень 10 приспособления 11 и стягивают тонкой легко снимаемой нитью 13. Усиливающие элементы 1 устанавливают вместе с приспособлениями 11 в отверстия сотового заполнителя 3 и фиксируют приспособление к сотовому заполнителю 3 стержнями 12. Тонким лезвием перерезают нить 13, после чего заполняют полости внутри усиливающих элементов 1, выполненных в виде закрученных по спирали пластин, заливочной клеевой композицией 7 (например, ЗК-1). С помощью фена проводят отверждение заливочной клеевой композиции 7, снимают приспособления 11, укладывают на сотовый заполнитель слой клеевой композиции 6 для соединения с верхней обшивкой 4, укладывают верхнюю обшивку 4. Собранную таким образом панель подготавливают к вакуумному или автоклавному режиму склейки.
Пример 2
По примеру 1 до операции заполнения полости внутри усиливающих элементов, которую выполняют с использованием вспенивающейся клеевой композиции (например, ВКВ-9), вспенивающуюся клеевую композицию частично отверждают при помощи фена, далее проводят операции, представленные в примере 1.
Пример 3
По примеру 1 до операции заполнения полости внутри усиливающих элементов, полость внутри усиливающих элементов заполняют заливочной клеевой композицией (например, ЗК-1), частично отверждают заливочную клеевую композицию феном, поверх заливочной клеевой композиции наносят вспенивающуюся клеевую композицию (например, ВКВ-9), далее проводят операции, представленные в примере 1.
Предлагаемый опорный узел трехслойной панели повышает массовую эффективность трехслойной панели за счет замены фланцевых втулок подкрепленной вспенивающейся и/или заливочной клеевой композицией закрученной по спирали пластины и позволяет расширить область применения опорного узла за счет возможности использования предлагаемого решения при изготовлении трехслойных панелей совмещенным методом, способ сборки трехслойной панели с опорными узлами позволяет снизить трудоемкость изделия за счет исключения сверления отверстий в усиливающем элементе и обшивках на этапе сборки панели, использование простого в изготовлении усиливающего элемента и приспособления для его фиксации в сотовом заполнителе.
Способ изготовления композитного элемента жесткости
Способ формования изделий из композиционного материала
Способ изготовления размеростабильной интегральной конструкции
Способ изготовления пропитанных смолой деталей из композиционного материала
Способ изготовления изделия из композиционного материала
Способ вырезки узловых соединений ячеек стеклосотопластового блока
Способ изготовления трехслойной сотовой панели из композиционного материала
Устройство для нанесения покрытия на внутреннюю цилиндрическую поверхность отверстия
Образец для испытаний сотового заполнителя
Способ изготовления образца сотового заполнителя для испытаний
Способ изготовления композитного элемента жесткости
Способ формования изделий из композиционного материала
Способ изготовления размеростабильной интегральной конструкции
Способ изготовления пропитанных смолой деталей из композиционного материала
Способ изготовления изделия из композиционного материала
Способ вырезки узловых соединений ячеек стеклосотопластового блока
Способ изготовления трехслойной сотовой панели из композиционного материала
Устройство для нанесения покрытия на внутреннюю цилиндрическую поверхность отверстия
Образец для испытаний сотового заполнителя
Способ изготовления образца сотового заполнителя для испытаний

