Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ
Вид РИД
Изобретение
Изобретение относится к области изготовления слоистых панелей и может быть использовано в производстве сотовых конструкций, используемых для испытания турбореактивных двигателей, а также в других отраслях машиностроения.
Известно техническое решение, описанное в книге под редакцией Дж. Любина «Справочник по композиционным материалам». Том 2. М.: Машиностроение 1988 г., стр.366 (прототип).
Недостатки: образуется повышенное содержание клея в местах соединения сотопакетов, не обеспечивается требуемое поджатие сторон заполнителя друг к другу, что снижает качество соединения сотопакетов.
Наиболее близким техническим решением является способ изготовления сотового заполнителя, при котором на ленты заполнителя наносят клеевые полосы, формируя таким образом сотопакет, который затем растягивают до нужного размера ячейки, а затем сотопакеты соединяют между собой склейкой. В.Е. Берсудский, В.Н. Крысин, С.И. Лесных. «Технология изготовления сотовых авиационных конструкций». М.: Машиностроение, 1975 г., стр.25, 139 (аналог).
В данном способе изготовления сотового заполнителя сотопакеты соединяют между собой путем вмятия одного участка сотопакета в другой.
Однако при указанной в источнике технологии не обеспечивается требуемое качество получаемой конструкции.
Технический результат: повышение качества соединения сотопакетов с конструктивными элементами сотовой конструкции с ребрами жесткости и между собой. Поставленная задача решается посредством того, что предварительно тарируют усилие прижима к склеиваемым поверхностям, затем осуществляют соединение сторон сотопакетов с ребрами жесткости каркаса и между собой с помощью вставок, устанавливаемых с наружной стороны сотопакетов, при этом усилие прижима от вставок определяется по зависимости
где Р - усилие, действующее на вставку;
α - угол клина;
µκ - коэффициент трения в зоне контакта вставки и клина;
Кя - поправочный коэффициент, учитывающий величину трения по граням вставки и ячейки соты.
Выдерживают в собранном виде до отверждения клея, после чего удаляют вставки и прижимы.
При соединении сторон сотопакетов с ребрами жесткости каркаса на соединяемые поверхности ребра жесткости и сотопакета наносят клей, а прижатие сотопакетов к поверхностям ребер жесткости осуществляют с помощью вставок, повторяющих размер ячеек сот и опирающихся нижней клиновидной частью в оснастку, и прижимов, устанавливаемых с наружной стороны сотопакетов.
При соединении сторон сотопакетов между собой на предварительно подготовленные поверхности сот наносят клей, а прижатие сторон сотопакетов осуществляют с помощью вставок, повторяющих размеры ячеек сот и устанавливаемых с двух сторон сот, на которые с наружной и внутренней сторон крепятся прижимы. По сравнению с прототипом данный способ может обеспечивать требуемое усилие прижима сотопакетов к поверхностям ребер жесткости и между собой на период склейки, повышая качество сотовой конструкции.
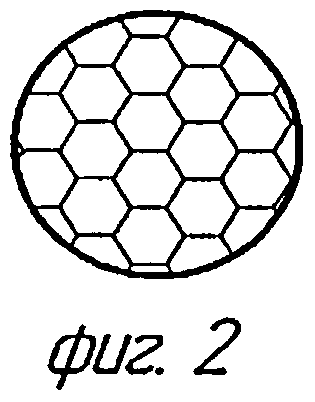
На фиг.1 показана сотовая конструкция в собранном виде.
На фиг.2 показан элемент сотопакета.
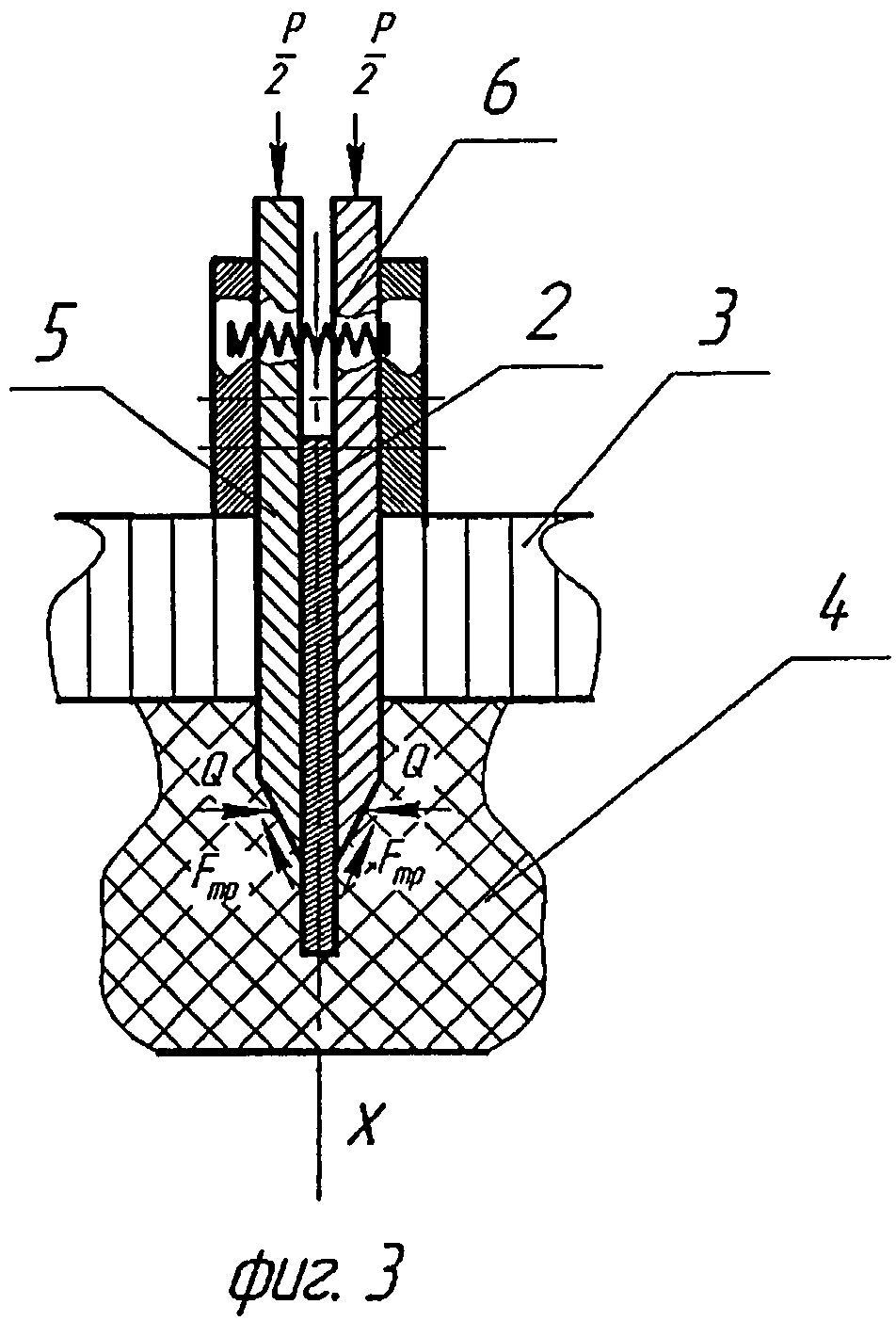
На фиг.3 показано соединение сотопакетов с ребрами жесткости.
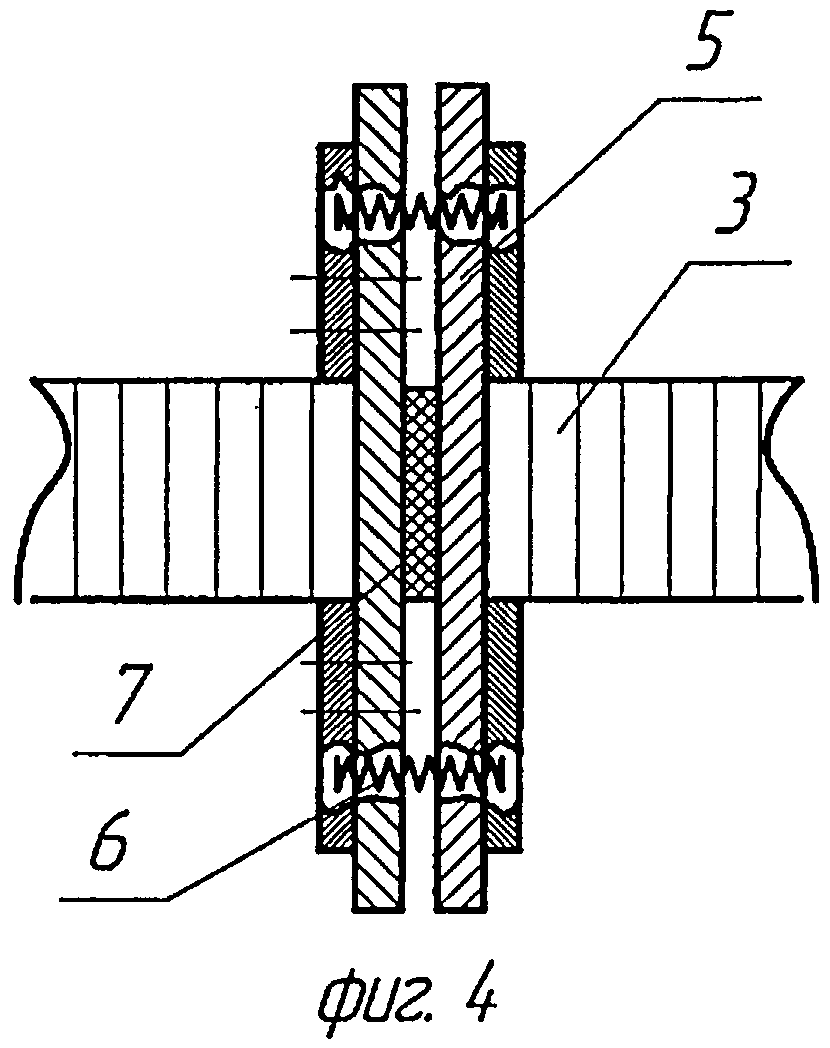
На фиг.4 показано соединение сотопакетов между собой.
Способ осуществляется следующим образом.
Способ изготовления сотовой конструкции, состоящей из каркаса 1, ребра 2 жесткости, сотопакетов 3. Перед соединением сотопакетов 3 с ребрами 2 жесткости осуществляют подготовку их боковых сторон под склейку и наносят клей 7 и осуществляют процесс соединения ребра 2 жесткости, установленного в оснастке 4, и вставок 5, повторяющих форму ячеек. Нижняя часть вставок 5 фиксируется в оснастке 4, а верхняя часть соединяется с прижимами 6.
При соединении сторон сотопакетов 3 между собой после предварительной подготовки их боковых сторон и нанесения на поверхности сторон клея 7 в их ячейки устанавливаются вставки 5 с наружной и внутренней сторон сотопакетов и прижимы 6.
Пример осуществления способа
Для осуществления изготовления сотовой конструкции, состоящей из каркаса 1, ребра 2 жесткости и сотопакетов 3 из АМГ-2 толщиной 0,03 мм и высотой 25 мм, которые получают в плоском виде, выполняют следующее.
Для склейки ребра 2 жесткости сотовой конструкции и сотопакетов 3 изготовлялась оснастка 4, имеющая пазы, куда входят ребра 2 жесткости и клиновые поверхности вставки 5, которые также входят в ячейки сотопакетов 3.
Перед установкой вставок 5 в ячейки сотопакетов 3 на боковые поверхности ребра 2 жесткости после предварительной подготовки под склейку и торцевые поверхности сотопакетов 3 наносят клей холодного отверждения ВК27, затем устанавливают вставки 5 (фиг.3).
Усилие прижима в зоне соединения сотопакетов 3 с ребрами 2 жесткости определяется из условия равновесия усилий, действующих в зоне контакта вставки 5, сотопакетов 3 и ребра 2 жесткости.
Проектируя усилия на ось х, получим
Σx=0.
Р-2Nsinα-2FK·cosα-2FЯ=0,
где FK=µK·N,
FЯ=КЯ·N·cosα,
где N - усилие, действующее по нормали к плоскости клина (на фиг.3 не показано);
FK - сила трения в плоскости клина;
FЯ - сила трения в зоне контакта вставки и ячейки.
После преобразования получим
 .
.
Тогда усилие прижима Q в зоне соединения секторов сот с ребрами жесткости определится:
 .
.
С противоположной стороны от клиновой поверхности вставки 5 устанавливаются прижимы 6, усилие которых определяется величиной Q.
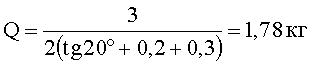
Вставка 5 выполнена в виде шестигранника со стороной грани 4 мм. Длина вставки 80 мм. Угол клина вставки 20°.
Тогда усилие прижима Q определится:
 .
.
Значения Р и КЯ определяются из эксперимента.
Величина удельного давления в зоне ребра 2 жесткости, вставки 5, сотопакетов 3 определится:
 ,
,
где s - площадь грани шестигранника.
Эта величина достаточна для обеспечения надежного соединения собираемых элементов с клеем ВК27. При уменьшении вязкости клея величина удельного давления регламентируется до 0,1-0,2 кг/см2. При этом прижим 6, установленный на противоположном конце вставки, тарируется таким образом, чтобы полученное удельное давление было равномерно распределено по всей длине грани вставки 5.
Процесс отверждения клея завершается по истечении 48 часов. При применении клея горячего отверждения, например ВК36, это время соответствует 2-м часам. После чего осуществляется разборка приспособления, при которой удаляют вставки и прижимы.
При склейке сотопакетов 3 между собой (фиг.4) вставки 5, как и в первом случае, имеют размеры ячеек сот, при этом они устанавливаются в крайние ячейки каждого сотопакета 3 и соединяются прижимами 6 с двух сторон от соединяемых сотопакетов 3.
Процесс создания усилия прижатия сторон сотопакетов 3 друг к другу обеспечивается давлением 0,5 кг/см с помощью предварительно тарированных прижимов 6, как и в первом случае (фиг.3), при соединении сторон сотопакетов 3 с ребром 2 жесткости. Как показали экспериментальные исследования, предложенный способ обеспечивает надежное соединение сотопакетов, повышение качества и увеличение срока службы сотовой конструкции более чем в 1,5 раза.
Способ изготовления сотовой конструкции, состоящей из сотопакетов, соединяемых склейкой с ребрами жесткости каркаса и между собой, включающий получение сотопакетов путем склейки листовых заготовок сот между собой в плоском виде, их последующего растяжения, отличающийся тем, что соединение сторон сотопакетов с ребрами жесткости каркаса и между собой осуществляют с помощью вставок, повторяющих форму ячеек сот, опирающихся нижней клиновидной частью в оснастку, и прижимов, устанавливаемых с наружной стороны сотопакетов, а усилие прижима от вставок определяют по зависимости где Р - усилие, действующее на вставку;α - угол клина;µ - коэффициент трения в зоне контакта вставки и клина;К - поправочный коэффициент, учитывающий величину трения по граням вставки и ячейки соты,выдерживают в собранном виде до полного отверждения клея, после чего удаляют вставки и прижимы.
Рабочая лопатка вентилятора
Многослойная панель
Способ многоальтернативной оптимизации моделей автоматизации структурного синтеза мехатронно-модульных роботов
Статор ветроэлектрогенератора
Мехатронно-модульный робот
Индукторный синхронный генератор
Ротор ветроэлектрогенератора
Способ локального удаления диэлектрических покрытий
Статор ветроэлектроагрегата
Индукторный генератор
Рабочая лопатка вентилятора
Многослойная панель
Способ многоальтернативной оптимизации моделей автоматизации структурного синтеза мехатронно-модульных роботов
Способ электрохимического извлечения свинца из свинцово-кислотных отходов аккумуляторных батарей
Наноструктурное покрытие из гранулированного композита
Способ повышения износостойкости наноструктурного покрытия из гранулированного композита
Безредукторный ветроэлектроагрегат
Конвекторное кольцо
Способ сравнительной оценки надежности партий полупроводниковых изделий
Способ получения наноструктурного покрытия из гранулированного нанокомпозита

