Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МАТРИЦЫ ИЗ КАРБИДОВ МЕТАЛЛОВ, ПОЛУЧАЕМОЙ С ПРИМЕНЕНИЕМ СПОСОБА РЕГУЛИРУЕМОГО ВВЕДЕНИЯ МЕТАЛЛА В ПОРЫ УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА ЗАГОТОВКИ
Вид РИД
Изобретение
Изобретение относится к производству изделий из композиционных материалов с карбидно-металлической матрицей, получаемых методом объемного металлирования.
Известен способ изготовления изделий из композиционного материала на основе матрицы из карбидов металлов, включающий многократную пропитку пористой заготовки элементно-органическим полимером, чередующуюся с высокотемпературной обработкой.
В частности, таким способом изготавливают изделия из композиционного материала на основе карбидокремниевой матрицы, в котором в качестве элементоорганического полимера используют поликарбосилан [A.M. Цирлин. Непрерывные неорганические волокна для композиционных материалов. - М.: Мет-я, 1992 г.].
Недостатком его является высокая стоимость изготавливаемых этим способом изделий из-за высокой стоимости элементоорганических соединений и длительного цикла изготовления.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ изготовления изделий из композиционного материала на основе матрицы из карбидов металлов, включающий изготовление заготовки из пористого углеродсодержащего материала с низкой кажущейся плотностью и высокой открытой пористостью и ее металлирование паро-жидкофазным методом [пат. RU №2458890, 2012 г.].
В соответствии с ним заготовку из пористого углеродсодержащего материала с низкой кажущейся плотностью и высокой открытой пористостью металлируют, - в конкретном случае - силицируют; при этом сперва проводят предварительное силицирование заготовки при температуре 1500-1650°C и остаточном давлении 1-36 мм рт.ст., затем отгоняют свободный Si при температуре 1800-1850°C и остаточном давлении 1-36 мм рт.ст., после чего материал пропитывают коксообразующим связующим, карбонизуют и окончательно силицируют.
Применение данного способа позволяет снизить стоимость изготавливаемых изделий за счет применения более дешевых исходных материалов и сокращения энерго и трудозатрат на проведение операций термохимической обработки.
Недостатком способа применительно к изготовлению изделий из композиционного материала с высоким содержанием карбидной матрицы является большая вероятность частичной деградации свойств армирующих волокон, а именно частичная карбидизация углеродных волокон или частичное растворение в расплаве металла волокон из карбидов металлов, в частности растворение в расплаве кремния волокон из карбида кремния, что приводит к снижению уровня прочностных характеристик материала.
Обусловлено это большим количеством металла, входящего в поры низкоплотного углеродсодержащего материала, при дефиците углерода, связывающего его в карбид.
Известен способ регулируемого введения металла в поры материала углеродсодержащей заготовки, включающий размещение заготовки и тиглей с металлом в замкнутом объеме реторты, нагрев в вакууме в парах металла, выдержку при максимальной температуре металлирования и охлаждение [пат. RU №2458890, 2012 г.].
В соответствии с ним количество вводимого в поры материала металла, - в конкретном случае кремния - регулируется за счет введения кремния в поры заготовки при температуре 1500-1650°C и остаточном давлении 1-36 мм рт.ст. и последующей отгонки излишнего (несвязанного при этих температурах в карбид) свободного кремния при температуре 1800-1850°C.
Недостатком способа является необходимость применения дополнительной операции отгонки свободного кремния при сравнительно высокой температуре, что приводит к удлинению цикла изготовления изделий, а также - к вероятности частичной деградации армирующих волокон, следствием чего является снижение уровня прочностных характеристик материала.
Более близких к заявляемому (по технической сущности и достигаемому эффекту) изобретений в патентно-технической литературе не обнаружено. Поэтому пат. RU №2458890 взят нами за прототип.
Задачей изобретения является повышение уровня прочностных характеристик композиционных материалов с высоким содержанием карбидной матрицы без удлинения цикла изготовления изделий из указанных материалов.
Заявленные изобретения взаимосвязаны настолько, что образуют единый изобретательский замысел. При разработке нового способа изготовления изделий из композиционных материалов на основе матрицы из карбидов металлов был изобретен новый способ регулируемого введения металла в поры углеродсодержащего материала заготовки, специально предназначенный для осуществления этого способа. Применение способа изготовления изделий из композиционных материалов на основе матрицы из карбидов металлов, получаемой с применением способа регулируемого введения металла в поры углеродсодержащего материала заготовки, позволит решить поставленную задачу с получением требуемого технического результата - повышение ресурса работы изделий при высоких температурах в окислительной среде без удлинения цикла их изготовления.
Следовательно, заявленные изобретения удовлетворяют требованию единства изобретения.
Поставленная задача решается за счет того, что в способе изготовления изделий из композиционных материалов на основе матрицы из карбидов металлов, включающем изготовление заготовки из пористого углеродсодержащего материала с низкой плотностью и высокой открытой пористостью и ее металлирование; в соответствии с заявляемым техническим решением введение в поры материала заготовки металла осуществляют порционно за 2 или 3 приема, чередуя его с порционным введением углерода; при этом введение в поры материала ограниченного количества углерода осуществляют, например, путем пропитки коксообразующим связующим с последующим его отверждением и карбонизацией, а введение ограниченного количества металла на промежуточных стадиях металлирования - путем регулирования количества конденсирующихся в порах материала паров металла.
Порционное за 2 или более приема введение в поры материала заготовки металла, чередующееся с порционным введением углерода, создает условия, с одной стороны - для уменьшения вероятности деградации свойств армирующих волокон; с другой стороны - для более полной переработки металла и углерода в карбид металла.
Благодаря возможности порционного введения металла отпадает также необходимость удаления излишнего металла, например, путем отгонки его из пор в вакууме.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: принципиальная возможность изготовления изделий из КМ с высоким содержанием карбидной матрицы при недопущении деградации свойств армирующих волокон, следствием чего является повышение окислительной стойкости материала при сохранении его высокой прочности, а также отсутствие необходимости в проведении дополнительных операций по удалению излишков металла.
Благодаря новому свойству создаются предпосылки для решения поставленной задачи, а именно создаются предпосылки повышения ресурса работы изделий при высоких температурах в окислительной среде без удлинения цикла их изготовления.
Решение поставленной задачи обеспечивается (а точнее: созданные заявляемым способом предпосылки реализуются) также за счет того, что в способе регулируемого введения металла в поры углеродсодержащего материала заготовки на промежуточных стадиях металлирования, включающем размещение заготовки и тиглей с металлом в замкнутом объеме реторты, нагрев в вакууме в парах металла, выдержку при максимальной температуре карбидизации металла и охлаждение, в соответствии с заявляемым техническим решением нагрев и выдержку при температуре выше температуры начала испарения и ниже максимальной температуры карбидизации металла ведут при перепаде температур между парами металла и металлируемой заготовкой с меньшей температурой на последней, последующий за ней нагрев и изотермическую выдержку при максимальной температуре карбидизации металла - в отсутствии перепада температур, а охлаждение - с обратным перепадом температур или в отсутствии паров металла; при этом чем меньше требуется ввести в поры материала заготовки металла, тем меньшую температуру устанавливают на заготовке и/или тем меньший перепад температур создают между заготовкой и парами металла, и/или тем меньшее время задают на изотермической выдержке, и наоборот.
Проведение нагрева заготовки и изотермической выдержки при перепаде температур между парами металла и металлируемой заготовкой с меньшей температурой на последней позволяет создать в окрестности металлируемой заготовки состояние пересыщенных паров металла, что приводит к их конденсации. В результате массоперенос металла в поры материала заготовки осуществляется путем пропитки конденсатом паров металла.
Ограничение в этот период температуры на изотермической выдержке-температурой выше температуры начала испарения, но ниже максимальной температуры карбидизации металла позволяет свести к минимуму вредное влияние металла на армирующие волокна. В наибольшей степени это касается начальной (первой) стадии металлирования, когда из-за низкой плотности материала заготовки армирующие волокна наиболее доступны металлу. При проведении последующей стадии металлирования заготовки на ней можно установить уже более высокую температуру, не опасаясь деградации свойств армирующих волокон, т.к. доступ к ним металла уже будет затруднен.
Проведение последующего (за указанной выше изотермической выдержкой) нагрева и изотермической выдержки в отсутствии перепада температур позволяет с одной стороны исключить конденсацию паров металла в порах материала заготовки в указанном интервале температур и тем самым не допустить дополнительного увеличения количества вводимого в поры материала металла, а значит, исключить вредное влияние металла на армирующие волокна (которое увеличивается с повышением температуры), с другой стороны, обеспечить карбидизацию ранее введенного в поры материала металла.
Проведение охлаждения заготовки и тиглей с металлом при обратном перепаде температур (т.е. при большей температуре на металлируемой заготовке) позволяет исключить конденсацию паров металла в порах материала заготовки на этой стадии металлирования.
Если бы заготовка и пары металла имели одинаковую температуру, то и в этом случае происходила бы конденсация паров металла, т.к. уже само охлаждение вызывает их конденсацию.
Установление на металлируемой заготовке температуры и/или перепада температур между парами металла и заготовкой и/или задание времени изотермической выдержки при перепаде температур в соответствии с правилом:
чем меньше требуется ввести в поры материала заготовки металла, тем меньшую температуру устанавливают на заготовке и/или тем меньший перепад создают между заготовкой и парами металла и/или тем меньшее время задают на изотермической выдержке, и наоборот, позволяет ограничить количество разово вводимого в поры материала заготовки металла.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: возможность изготовления изделий из КМ с высоким содержанием карбидной матрицы с использованием приема порционного введения металла в поры материала заготовки при сравнительно низких температурах, что позволяет не допустить деградации свойств армирующих волокон, а значит, повысить окислительную стойкость материала при сохранении его высокой прочности, а также исключить необходимость в проведении дополнительных операций по удалению излишков металла.
Благодаря новому свойству реализуются созданные (рассмотренным ранее способом) предпосылки для решения задачи, а именно повышается ресурс работы изделий при высоких температурах в окислительной среде без удлинения цикла их изготовления.
Изготовление изделий из КМ на основе матрицы из карбидов металлов заявляемым способом осуществляют следующим образом.
Изготавливают заготовку из пористого углеродсодержащего материала с низкой плотностью и высокой открытой пористостью. Затем ее металлируют (силицируют, титанируют и т.п.) паро-жидкофазным методом. При этом введение в поры материала заготовки металла осуществляют порционно за 2 или более приема, чередуя его с порционным введением углерода, т.е. вводят в поры материала сперва ограниченное количество металла, затем ограниченное количество углерода, чередуя эти операции.
Регулируемое введение металла, в частности кремния, в поры материала углеродсодержащей заготовки может быть осуществлено путем нагрева и выдержки заготовки и тиглей с кремнием при 1500-1540°C, давлении в реакторе 27 мм рт.ст. при ограниченной величине превышения веса тиглей с кремнием над весом силицируемой заготовки, выбираемой в пределах 2-4, с последующим охлаждением до 1300°C.
Так, в примере 1 (табл.2) это отношение составляло 2, в примере 2 - 3 и в примере 3 - 4. Для сравнения в примере 4 (табл.2) превышение веса тиглей с кремнием над весом силицируемой заготовки составляло 8, 7.
При этом для карбидизации введенного в поры материала кремния проводят нагрев с 1300 до 1800°C, выдерживают при 1800-1850°C 2 часа и окончательно охлаждают. За счет испарения кремния в период нагрева с 1300 до 1800°C и 2-х часовой выдержки при 1800-1850°C нечему конденсироваться на стадии окончательного охлаждения садки.
Введение кремния в поры материала (производимое после введения в поры очередной порции углерода) на финишной операции получения углерод-карбидокремниевого материала проводят без ограничения его количества, для чего загрузку тиглей с кремнием осуществляют так, чтобы их вес превысил вес силицируемой заготовки не менее чем в 8,7 раза.
Недостатком данного технологического приема является плохая воспроизводимость результатов.
Ограничение количества кремния, вводимого в поры материала заготовки, принципиально можно также осуществить, используя жидкофазный метод силицирования, за счет ограничения количества шликера (на основе порошка кремния), формируемого на поверхности заготовки.
Данный технологический прием не обеспечивает равномерного введения кремния в материал заготовки.
Учитывая недостатки указанных технологических приемов порционного введения металла в поры материала заготовки, предложен новый способ регулируемого введения металла, лишенный отмеченных выше недостатков.
Регулируемое введение металла в поры материала углеродсодержащей заготовки в соответствии с заявляемым способом осуществляют следующим образом.
Металлируемую заготовку и тигли с металлом размещают в замкнутом объеме реторты. Затем производят нагрев и изотермическую выдержку при температуре выше температуры начала испарения, но ниже максимальной температуры карбидизации металла, осуществляя их при перепаде температур между парами металла и металлируемой заготовкой с меньшей температурой на последней. В этот период в окрестности металлируемой заготовки возникает состояние пересыщенных паров металла, что приводит к их конденсации.
При этом чем меньше требуется ввести в поры материала заготовки металла, тем меньшую температуру устанавливают на заготовке и/или тем меньший перепад температур создают между заготовкой и парами металла, и/или тем меньшее время задают на изотермической выдержке, и наоборот.
Тем самым ограничивается количество вводимого на этой стадии в поры материала металла.
Затем производят нагрев и изотермическую выдержку при максимальной температуре карбидизации металла; причем осуществляют это в отсутствии перепада температур между парами металла и металлируемой заготовкой. Тем самым исключается конденсация паров металла, а значит, на этой стадии практически не происходит приращения содержания металла в материале заготовки. В то же время завершается карбидизация металла, введенного в поры материала заготовки.
После завершения изотермической выдержки при максимальной температуре карбидизации металла производят охлаждение заготовки и тиглей с металлом.
Осуществляют его при обратном перепаде температур, т.е. с большей температурой на металлируемой заготовке, или в отсутствии паров металла (для исключения на стадии охлаждения наличия паров металла либо в тигли помещают ограниченное количество металла, либо охлаждение ведут при атмосферном давлении). Тем самым и на этой стадии не происходит прироста содержания металла в материале заготовки, а значит, его количество остается таким, которое было ранее введено в поры материала.
В конечном итоге после карбидизации введенного в поры материала заготовки металла получают КМ на основе матрицы из карбида металла, содержание которой в нем еще недостаточно. Однако, благодаря наличию в материале пористости, в том числе открытой, имеется возможность повторения операций введения в поры материала заготовки углерода и металла и увеличения тем самым содержания карбидной матрицы в КМ.
Ниже приведены примеры конкретного выполнения обоих способов при изготовлении изделий из композиционных материалов на основе матрицы из карбидов кремния или титана.
Пример 1
Изготавливали изделие из углерод-карбидокремниевого материала (УККМ) в форме пластин размером 100×150×5 мм.
Из углеродной ткани марки УТ-900 сформировали каркас тканепрошивной структуры. Его плотность составила 0,76 г/см3. Каркас частично уплотнили пироуглеродом вакуумным изотермическим методом (по режиму: температура в реакторе 960°C, давление 27 мм рт.ст., время уплотнения - 60 часов) до привеса 36,8%. В результате этого его плотность увеличилась до 1,04 г/см3, а открытая пористость уменьшилась до 43,8%. Затем каркас сняли с формообразующей оправки. После этого такой каркас пропитали фенол-формальдегидным связующим марки БЖ-3, отвердили и карбонизовали. Получили углерод-углеродный композиционный материал (УУКМ) плотностью 1,20-1,28 г/см3 и открытой пористостью 34,4-38,8%.
После этого в поры УУКМ, имеющего низкую плотность и высокую открытую пористость, ввели часть кремния.
Введение в поры материала заготовки ограниченного количества кремния осуществляли следующим образом.
Силицируемую заготовку и тигли с кремнием разместили в замкнутом объеме реторты. Затем произвели нагрев и выдержку в вакууме (27 мм рт.ст.) при температуре на тиглях с кремнием 1560°C и температуре на силицируемой заготовке - 1450°C в течение 4x часов.
В результате получили УККМ с плотностью 1,57 г/см3, открытой пористостью 25,9% и содержанием кремния 19,8%.
После этого продолжили нагрев до 1750°C, а затем произвели выдержку при 1750-1800°C при давлении в реакторе 27 мм рт.ст. в течение 1 часа в отсутствии перепада температур между парами кремния и силицируемой заготовкой.
В результате получили УККМ с плотностью 1,63 г/см3, открытой пористостью 26,5% и содержанием кремния 23,9%.
Затем в поры материала заготовки ввели углерод путем пропитки ее фенол-формальдегидным связующим марки БЖ-3, отверждения и карбонизации.
В результате получили УККМ с кажущейся плотностью 1,74 г/см3, открытой пористостью 20,2%.
После этого повторили введение в поры материала заготовки кремния при тех же технологических параметрах, как 1ое его введение, но уменьшив время изотермической выдержки при 1450°C до 2х часов (все остальное, включая стадию окончательного охлаждения, не изменяли).
В результате получили УККМ с кажущейся плотностью 2,07 г/см3, открытой пористостью 14,3% и содержанием кремния 34,8%.
Затем повторили введение в поры материала заготовки углерода путем пропитки ее фурфуриловым спиртом, отверждения и карбонизации. В результате получили УККМ с кажущейся плотностью 2,13 г/см3, открытой пористостью 11,6%.
После этого повторили введение в поры материала кремния, без ограничения его количества, т.е. до максимально возможного заполнения им пор, включая возможность их заполнения на стадии охлаждения.
В конечном итоге получили УККМ с кажущейся плотностью 2,32 г/см3, открытой пористостью 3,9% и содержанием общего кремния 41,8%.
Чтобы определить содержание в УККМ свободного кремния, образцы материала размололи в порошок на шаровой мельнице. Содержание свободного кремния, определенное химическим путем, составило 5,3%.
Пример 2
Изготавливали изделие из материала SiC-SiC в форме пластины размером 100×150×5 мм.
Изделие изготавливали аналогично примеру 1 с тем отличием, что вместо углеродной ткани использовали SiC-ткань. Характеристики материала на переделах приведены в таблице.
Пример 3
Изготавливали изделие из композиционного материала на основе каркаса из углеродных волокон и матрицы из карбида титана.
Каркас изготавливали из ткани УРАЛ-ТМ-4. После частичного уплотнения каркаса плотностью 0,68 г/см3 пироуглеродом (60 часов при 960°C) его плотность стала ~0,88 г/см3, а открытая пористость - 37,9%.
После пропитки такого каркаса фенол-формальдегидным связующим марки БЖ-3, отверждения и карбонизации получили УУКМ плотностью 1,05 г/см3 и открытой пористостью 28,9%.
Затем в поры УУКМ ввели часть титана. Введение в поры материала заготовки ограниченного количества титана осуществляли следующим образом.
Титанируемую заготовку и тигли с титаном разместили в замкнутом объеме реторты. Затем произвели нагрев и выдержку в вакууме (3 мм рт.ст.) при температуре на тиглях с титаном 1620°C и температуре на титанируемой заготовке - 1530°C в течение 5 часов. В результате получили КМ с плотностью 1,49 г/см3, открытой пористостью 23,4% и содержанием титана 31,5%.
После этого продолжили нагрев до 1750°C, а затем выдержку при 1750-1800°C при давлении в реакторе 3 мм рт.ст. в течение 1 часа в отсутствии перепада температур между парами титана и титанируемой заготовкой.
В результате после завершения процесса карбидизации титана получили КМ с плотностью 1,73 г/см3, открытой пористостью 25,7% и содержанием титана 39,3%.
Таким образом, в результате однократного введения в поры материала заготовки ограниченного количества титана получили КМ, имеющий еще открытую пористость, что позволило ввести в него углерод. Введение углерода в заготовку осуществили путем пропитки ее фурфуриловым спиртом с последующим отверждением и карбонизацией.
В результате получили КМ с кажущейся плотностью 1,95 г/см3 и открытой пористостью 20,1%.
После этого повторили введение в поры материала заготовки титана без ограничения его количества, т.е. до максимально возможного заполнения им пор, включающая возможность их заполнения на стадии охлаждения. При этом изотермическую выдержку провели при 1800-1850°C.
В конечном итоге получили КМ с кажущейся плотностью 2,41 г/см3, открытой пористостью 2,6% и содержанием титана 49,8%.
С целью определения содержания свободного титана в материале были подвергнуты размолу в порошок на шаровой мельнице. Содержание свободного титана в КМ, определенное химическим методом, составило 5,7%.
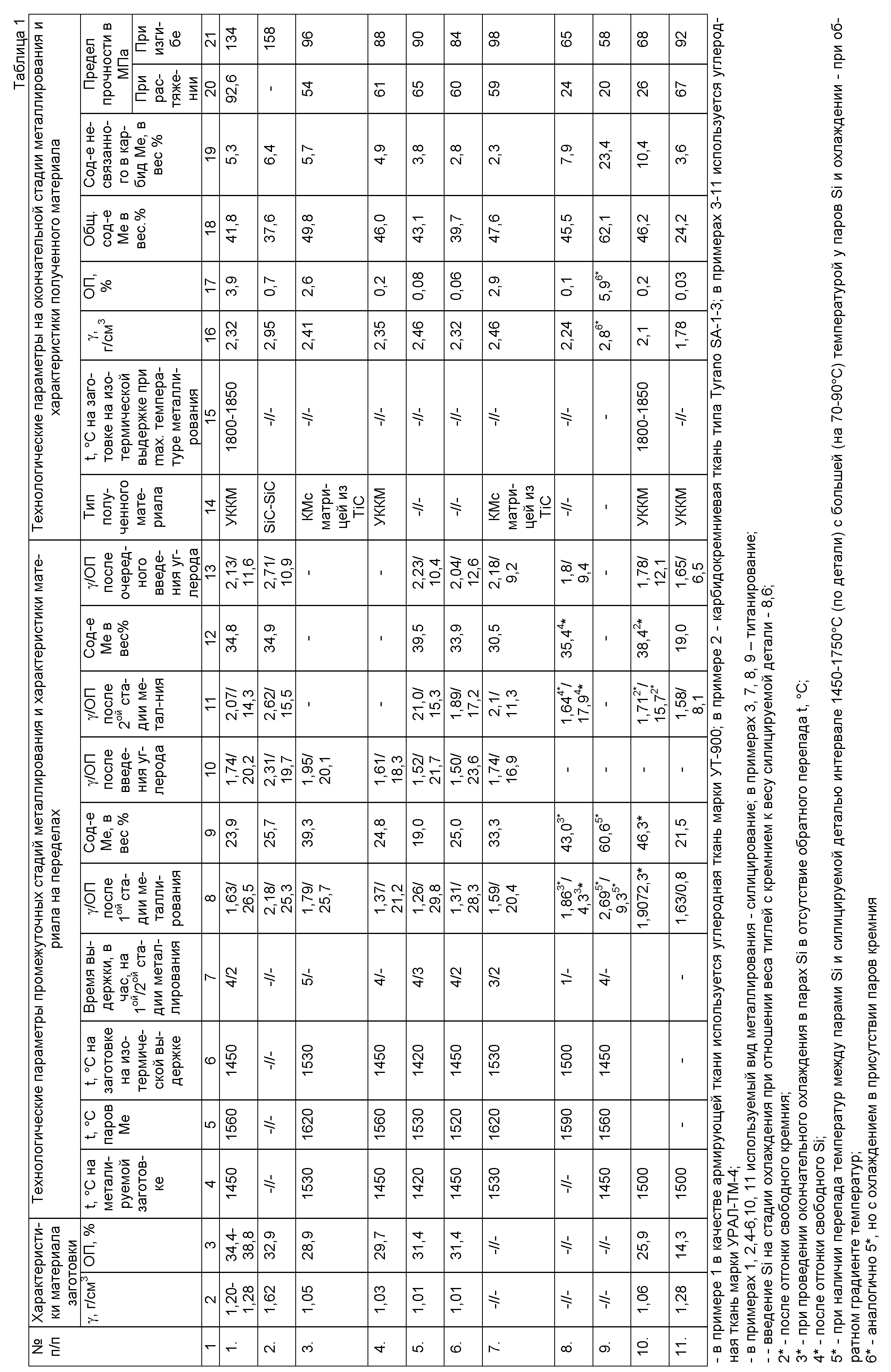
Остальные примеры, а также примеры 1-3 в более кратком изложении приведены в таблице, где примеры 1-7 полностью соответствуют заявляемым способам, а примеры 8, 9 - имеют отступления от них. Здесь же приведены примеры изготовления изделий из КМ в соответствии со способом-прототипом (примеры 10, 11).
На основе анализа результатов, приведенных в таблице, можно сделать следующие выводы:
1. Изготовление изделий из КМ в соответствии с заявляемыми способами, т.е. с применением приема поочередного порционного введения кремния и углерода, позволяет получить их с высоким уровнем прочностных характеристик, несмотря на высокое содержание в них карбидной матрицы, формирование которой с использованием процесса металлирования паро-жидкофазным методом (наиболее экономичным процессом по сравнению с газофазной технологией, а также технологией, основанной на многократной пропитке металлоорганическими полимерами, чередующейся с термохимической обработкой) сопряжено с опасностью деградации свойств армирующих волокон (см. примеры 1-6).
2. Количество вводимого в поры материала заготовки металла (например, Si и Ti) зависит от температуры на заготовке (сравни между собой примеры 4 и 5), перепада температур (сравни между собой примеры 4 и 6), времени изотермической выдержки (сравни между собой примеры 3 и 7).
3. Изготовление изделий из КМ не в полном соответствии с заявляемым способом регулируемого введения металла в поры материала приводит к снижению уровня прочности материала. Так, проведение окончательного охлаждения в отсутствии обратного градиента температур при наличии в реакторе паров кремния привело к заполнению большей части объема пор кремнием, что вызвало необходимость удаления его излишков путем отгонки свободного кремния. Следствием этого явилось снижение уровня прочности материала из-за частичной карбидизации углеродных волокон (см. пример 8).
К таким же последствиям (снижению уровня прочности материала) приводит проведение нагрева с низкотемпературной выдержки до максимальной температуры карбидизации металла при наличии перепада температур между парами кремния и силицируемой деталью с большей температурой у паров кремния (см. пример 9).
4. К снижению уровня прочности КМ приводит также изготовление изделий в соответствии со способом-прототипом, если в качестве углеродсодержащего материала используют УУКМ с низкой плотностью, в котором наблюдается дефицит углеродной матрицы (см. пример 9). Использование же для этих целей более плотного УУКМ, в котором отсутствует дефицит углеродной матрицы, приводит к получению КМ с недостаточно высоким содержанием карбидокремниевой матрицы (см. пример 11).

Способ изготовления герметичных изделий из углерод-углеродного или углерод-карбидокремниевого композиционного материала
Способ изготовления изделий из углерод-карбидокремниевого материала
Клей-компаунд
Способ изготовления изделия из композиционного материала
Камера жидкостного ракетного двигателя
Способ изготовления вкладыша с соплом жидкостного ракетного двигателя
Способ изготовления герметичных изделий из углерод-карбидокремниевого материала
Камера жидкостного ракетного двигателя
Способ изготовления камеры жидкостного ракетного двигателя
Способ изготовления изделий из композиционного материала
Способ изготовления герметичных изделий из углерод-углеродного или углерод-карбидокремниевого композиционного материала
Способ изготовления изделий из углерод-карбидокремниевого материала
Клей-компаунд
Способ изготовления изделия из композиционного материала
Камера жидкостного ракетного двигателя
Способ изготовления вкладыша с соплом жидкостного ракетного двигателя
Способ изготовления герметичных изделий из углерод-карбидокремниевого материала
Камера жидкостного ракетного двигателя
Способ изготовления камеры жидкостного ракетного двигателя
Способ изготовления изделий из композиционного материала

