Результат интеллектуальной деятельности: АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДРАПИРОВАНИЯ
Вид РИД
Изобретение
Изобретение относится к автоматизированному устройству, предназначенному для осуществления этапа драпирования с тем, чтобы сформировать слоистую волокнистую предварительно отформованную заготовку, которая затем пропитывается смолой для получения детали из композитного материала. Такую предварительно отформованную заготовку называют сухой заготовкой, поскольку она образована в основном волокнами и содержит лишь очень небольшое количество смолы, обычно составляющее менее 5% по массе и предназначенное, в частности, для придания упомянутой предварительно отформованной заготовке внутреннего сцепления, необходимого для обеспечения возможности манипуляций с ней в процессе осуществления последующих этапов изготовления детали.
Более конкретно, предлагаемое изобретение относится к получению предварительно отформованных заготовок, предназначенных для изготовления композитных деталей, проходящих главным образом в двух измерениях, таких, например, как крупноразмерные панели, в частности панели, имеющие большую толщину. Такие детали используются, например, в авиационной промышленности в качестве панелей обшивки крыла или панелей, предназначенных для реализации центрального кессона крыла воздушного судна.
Формирование слоистой структуры этих плоских или искривленных панелей с достаточно большим радиусом кривизны реализуется на специальном оборудовании, которое воспроизводит форму упомянутой панели. Ленты волокнистого материала накладываются на это оборудование таким образом, чтобы сформировать слои. Эти ленты припудриваются небольшим количеством смолы. Сцепление слоев материала между собой обеспечивается путем активизации этой напыленной смолы термическим способом и уплотнения или компактирования полученного пакета. Под воздействием так называемой температуры активации смола разжижается и склеивает эти слои между собой в процессе ее затвердевания.
Преимущество этого способа изготовления деталей, разделяющего операции драпирования и пропитки, состоит в возможности интегрирования различных подсистем в одну и ту же деталь.
Другое преимущество этого способа состоит в возможности реализации сложной слоистой структуры, в которой принимают участие несколько различных материалов. Так, например, имеется возможность накладывать, для построения одной и той же детали, нетканые слои и слои в виде ткани и даже изменять природу накладываемых волокон в зависимости от их положения в пакете.
Поскольку накладываемые ленты материала не являются липкими, особое внимание должно быть обращено на их выравнивание в процессе последовательного накладывания на предварительно отформованную заготовку, а также на отсутствие волнистости волокон в этих накладываемых полотнищах. Дефекты выравнивания порождаются скольжением накладываемого полотнища в направлении, перпендикулярном к направлению накладывания. Эти дефекты выравнивания могут выражаться в смещении подкрепляющих прядей или в наложениях, которые порождают дефекты в конечной детали после пропитки смолой и последующей ее полимеризации. Волнистость волокон связана с неудовлетворительным управлением скоростью наложения или со скольжением полотнища в направлении, параллельном направлению накладывания. Такие волнистости волокон снижают механические характеристики конечной детали.
Именно поэтому в существующем уровне техники эти операции драпирования реализуются, в основном, вручную и не позволяют достигнуть очень высоких скоростей наложения.
Техническая задача предлагаемого изобретения состоит в том, чтобы автоматизировать такой процесс для того, чтобы повысить скорость наложения, сохраняя при этом вариативность, обеспечиваемую при использовании ручного процесса.
Для решения этой технической задачи в данном изобретении предлагается устройство для драпирования предварительно отформованной стратифицированной и так называемой сухой волокнистой заготовки на оборудовании, имеющем заданную форму, содержащее манипулятор, имеющий возможность перемещать и ориентировать в пространстве головку драпирования, причем эта головка драпирования имеет в своем составе:
- барабан, содержащий по меньшей мере одно отверстие всасывания, открывающееся на его поверхности, и имеющий возможность индивидуального захватывания полотнища на опорном устройстве, располагающемся снаружи по отношению к оборудованию формования и к головке драпирования;
- средства нагревания полотнища;
и содержит, кроме того, средства, имеющие возможность компактировать данное полотнище на предварительно отформованной заготовке и создавать натяжение перед его компактированием, имеющее в своем составе:
- средства моторизации, имеющие возможность приводить упомянутый барабан во вращательное движение с контролируемой скоростью вращения вокруг его оси;
- приклеивающий валок, отделенный от барабана, и средства, предназначенные для предварительной адаптации формы этого приклеивающего валка, имеющие возможность компактировать полотнище, наложенное на предварительно отформованную заготовку.
Упомянутый выше манипулятор может представлять собой манипулятор портального типа или может быть выполнен в виде робототехнического устройства антропоморфического типа, но он должен обеспечить возможность перемещения головки драпирования, адаптированного к направлению наложения полотнищ, и ориентации этой головки драпирования таким образом, чтобы ось барабана была по существу параллельной к касательной к подлежащей драпированию поверхности в процессе наложения полотнища.
Эти средства обеспечивают возможность наложения на предварительно отформованную заготовку индивидуальных полотнищ и изменять, таким образом, если в этом есть необходимость, характер накладываемого материала от одного полотнища к другому. Поскольку эти материалы еще не являются пропитанными, то есть не являются липкими, устройство всасывания, располагающееся на поверхности барабана, позволяет удерживать, а затем освобождать полотнища при помощи данной установки и прерывания разрежения между полотнищем и поверхностью барабана. Эти средства всасывания взаимодействуют со средствами моторизации барабана и отдельного приклеивающего валка для того, чтобы обеспечить контролируемое натяжение полотнища в процессе его наложения и устранить, таким образом, волнистость волокон в данном полотнище перед его компактированием. Устройство прессования и нагревания полотнища позволяет активировать термическим способом распыленную смолу и обеспечить, таким образом, сцепление данного полотнища с предварительно отформованной заготовкой. Средства предварительной адаптации формы приклеивающего валка позволяют оптимизировать профиль прижатия данного полотнища к предварительно отформованной заготовке с целью дополнительного усовершенствования упомянутых выше эффектов.
Предлагаемое изобретение может быть использовано в соответствии с представленными в дальнейшем предпочтительными вариантами его реализации, которые могут быть рассмотрены индивидуально или в любом технически осуществимом сочетании друг с другом.
Предпочтительно, чтобы средства, предназначенные для адаптации формы приклеивающего валка, содержали:
- два пальца, имеющих возможность направлять этот валок по вращательному движению на каждом из его концов;
- спиральную пружину, связанную с этими пальцами и проходящую между упомянутыми концами, причем эта пружина располагается по существу параллельно к оси вращения упомянутого валка;
- устройство, имеющее возможность перемещать эти концевые пальцы приклеивающего валка таким образом, чтобы придавать некоторую кривизну упомянутой спиральной пружине.
Этот достаточно простой механизм позволяет модифицировать форму приклеивающего валка, изгибая спиральную пружину, и модифицировать, таким образом, профиль давления, приложенного к данному полотнищу, в процессе его компактирования.
Средства прессования взаимодействуют со средствами нагревания полотнища для того, чтобы обеспечить связь этого полотнища с предварительно отформованной заготовкой. Для этого головка драпирования предпочтительным образом имеет в своем составе сопло нагнетания горячего воздуха, струя которого направляется в пространство между упомянутым барабаном и предварительно отформованной заготовкой, и дефлектор, имеющий возможность изолировать барабан от этой струи горячего воздуха. Таким образом, полотнища подвергаются локальному нагреванию точно перед их прижатием к предварительно отформованной заготовке. Упомянутый выше дефлектор позволяет не допустить того, чтобы это нагревание приводило к приклеиванию той части полотнища, которая еще не уложена на поверхность барабана.
Предпочтительно, чтобы устройство, являющееся объектом предлагаемого изобретения, содержало средства измерения ориентации оси барабана по отношению к предварительно отформованной заготовке, причем упомянутые средства измерения жестко связаны с осью этого барабана. Эти средства измерения позволяют контролировать фактическую ориентацию барабана по отношению к предварительно отформованной заготовке или по отношению к технологическому оборудованию и, в случае необходимости, корректировать эту ориентацию при помощи управления осями манипулятора в том случае, когда эта ориентация отличается от запрограммированной ориентации. Такая конфигурация позволяет обеспечить возможно более однородный контакт с предварительно отформованной заготовкой или с технологическим оборудованием по всей ширине полотнища подлежащего наложению материала. Дефект однородности этого контакта приводит к недостаточной связи между полотнищем материала в процессе его наложения и предварительно отформованной заготовкой, что является источником дефектов типа вспучивания смолы между складками и даже волнистости волокон в конечной детали.
Предпочтительно также, чтобы устройство, являющееся объектом предлагаемого изобретения, содержало средства, жестко связанные с осью барабана и имеющие возможность определять положение кромки смежного полотнища, наложенного ранее накладываемого в данном случае полотнища. Наличие информации о положении уже наложенного полотнища в системе координат станка позволяет корректировать траекторию, по которой перемещается головка драпирования в процессе наложения данного полотнища, таким образом, чтобы поддерживать расстояние между кромками двух полотнищ, не выходящее из области, допускаемой условиями применения конечной детали. Предпочтительным образом эта коррекция траектории движения реализуется на уровне головки драпирования, воздействуя непосредственно на относительное положение барабана. Для этого головка драпирования содержит моторизованные средства относительного перемещения барабана в направлении, параллельном его оси. Эта автономная система коррекции траектории наложения для головки исключает необходимость наличия весьма жесткого носителя (портальной конструкции или робототехнического механизма) и, следовательно, позволяет рассматривать технологические установки драпирования больших размеров с приемлемыми сечениями.
Предпочтительно также, чтобы устройство, являющееся объектом предлагаемого изобретения, содержало стол раскроя и средства, имеющие возможность разрезать полотнища по длине и по форме. Это устройство предпочтительно также имеет в своем составе хранилище материалов в форме поддающихся сматыванию бобин, на которые намотаны непрерывные ленты материалов.
Такая конфигурация устройства позволяет использовать автоматизированный способ драпирования, включающий следующие этапы:
а) сматывают с бобины некоторую часть материала для размещения на столе раскроя;
b) отделяют смотанную с бобины часть материала путем отрезания для формирования первого полотнища;
с) захватывают упомянутое полотнище на столе раскроя при помощи барабана и наматывают его на этот барабан;
d) переносят упомянутое полотнище на предварительно отформованную заготовку с разматыванием этого полотнища с барабана и с его прижатием его к предварительно отформованной заготовке;
е) сматывают с бобины и отрезают другую часть материала, образующую второе полотнище на столе раскроя, в процессе осуществления переноса первого полотнища;
f) повторяют действия, описанные начиная с этапа с), с этим вторым полотнищем.
Такой способ позволяет обеспечить автоматическое формирование слоистых панелей, содержащих сложные пакеты слоев, в которых используются несколько различных материалов, с высокой производительностью, в частности, благодаря подготовке последующих полотнищ в скрытое время.
Предлагаемое изобретение относится также к предпочтительному способу драпирования, в котором используются описанные выше средства и который включает этап, состоящий в прижатии полотнища к предварительно отформованной заготовке и при помощи приклеивающего валка, причем барабан перемещается при помощи манипулятора с некоторой скоростью поступательного перемещения и полотнище сматывается с барабана, приводимого во вращательное движение со скоростью, синхронизированной со скоростью его поступательного перемещения, таким образом, чтобы сохранять данное полотнище в по существу постоянном натяжении между его выходом с барабана и его прижатием при помощи приклеивающего валка. Этот способ позволяет контролировать натяжение полотнища в процессе его наложения и прикладывать к нему именно то усилие натяжения, которое необходимо для устранения волнистости волокон, но не вызывая при этом модификации расстояния между волокнами.
Предпочтительно, чтобы полотнище в процессе его сматывания с бобины прижималось к барабану при помощи всасывания для того, чтобы контролировать скорость его сматывания, а также степень натяжения этого полотнища.
Также предпочтительно, чтобы форма приклеивающего валка адаптировалась соответствующим образом для того, чтобы обеспечить определенный профиль прижатия полотнища к предварительно отформованной заготовке.
Предпочтительно также, чтобы форма, придаваемая приклеивающему валку, не являлась дополняющей форму предварительно отформованной заготовки, на которую данное полотнище накладывается. Этот вариант реализации позволяет, например, приклеивать только часть ширины накладываемого полотнища.
В дальнейшем предлагаемое изобретение будет описано более подробно в рамках не являющихся ограничительными предпочтительных вариантов его осуществления, представленных на приведенных фиг.1-13, на которых:
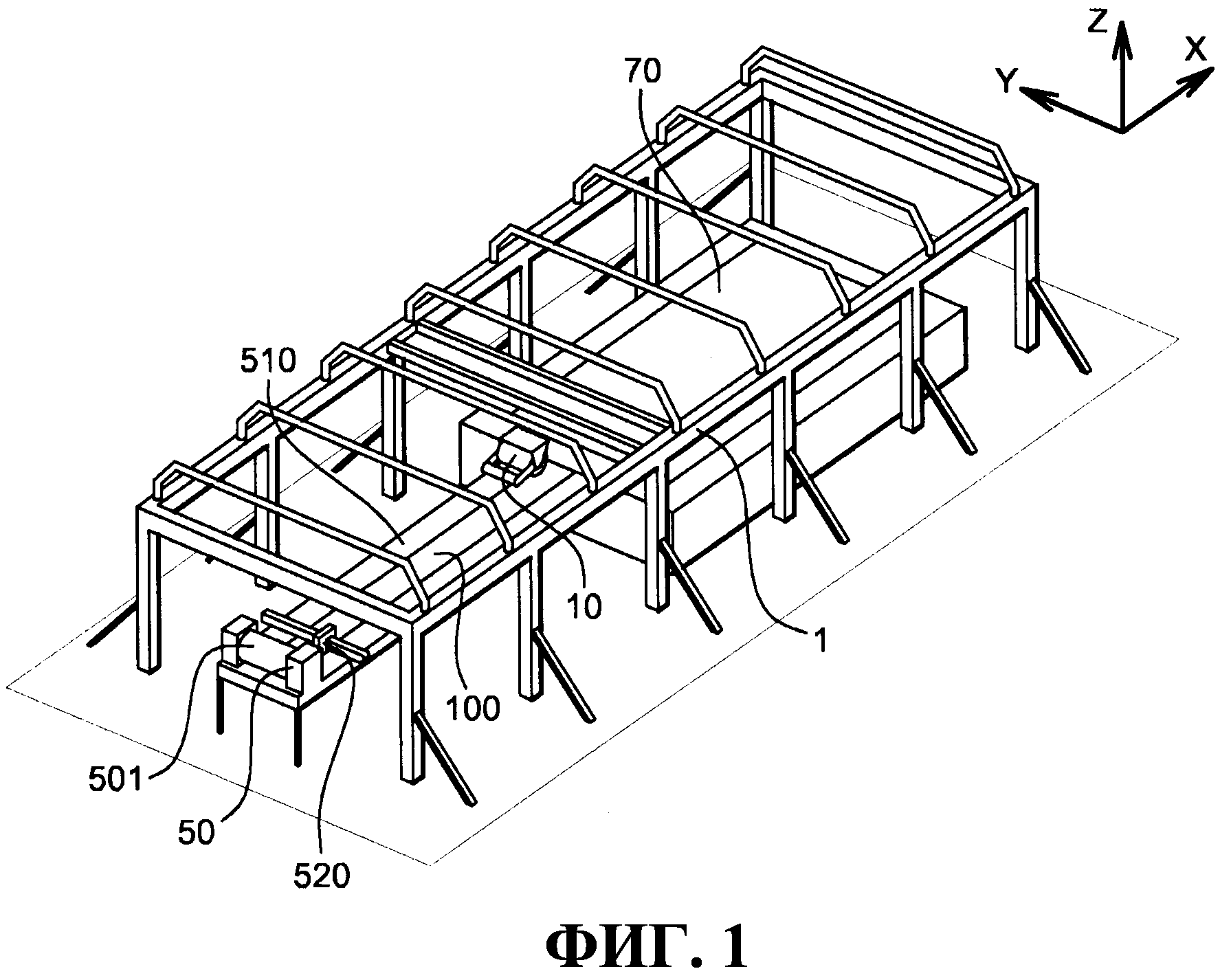
Фиг.1 представляет собой совокупный вид в изометрии сверху варианта реализации устройства драпирования в соответствии с предлагаемым изобретением, в котором используется трехмерный манипулятор портального типа;
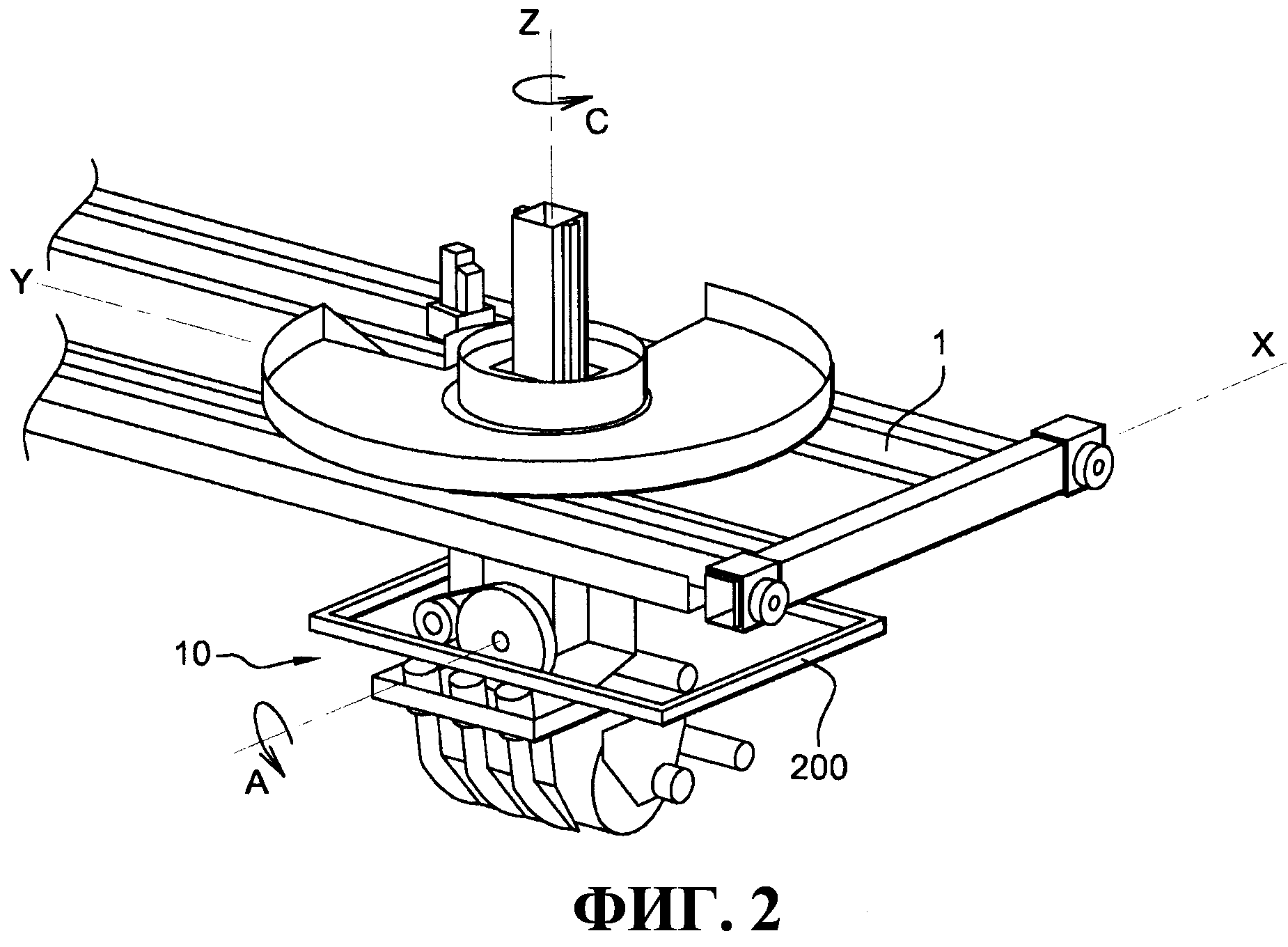
Фиг.2 представляет собой детальный вид в изометрии сверху головки драпирования в соответствии с вариантом реализации, проиллюстрированным на фиг.1;
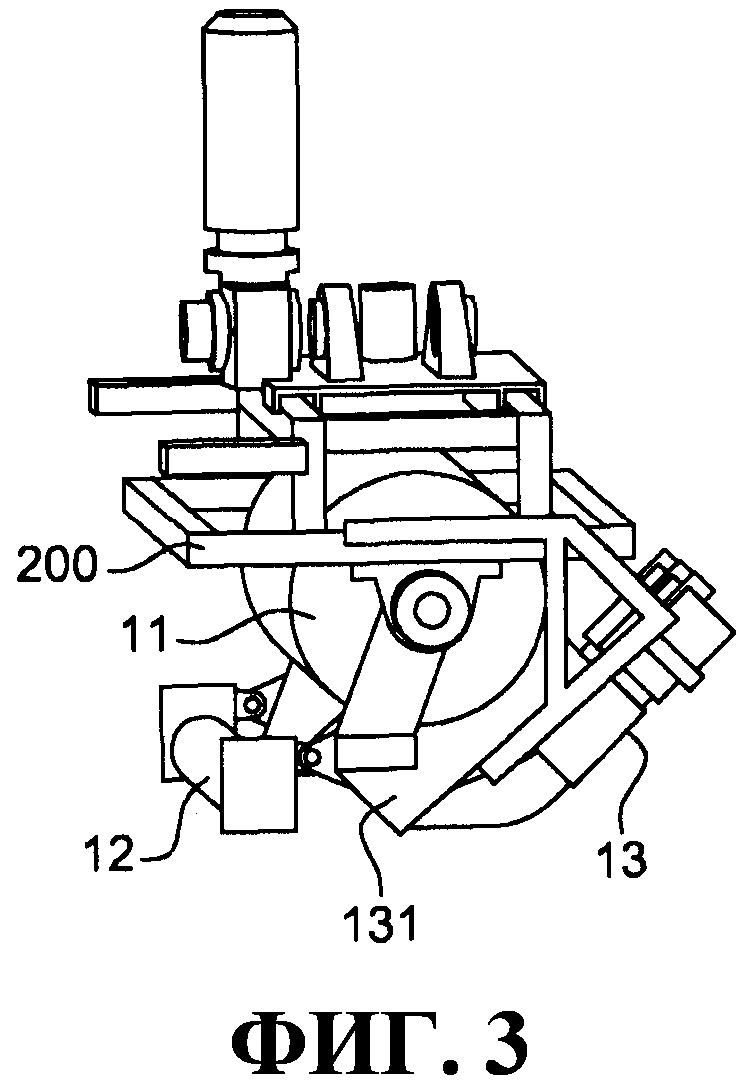
Фиг.3 представляет собой вид в изометрии сбоку варианта реализации головки драпирования, адаптированной для устройства в соответствии с предлагаемым изобретением;
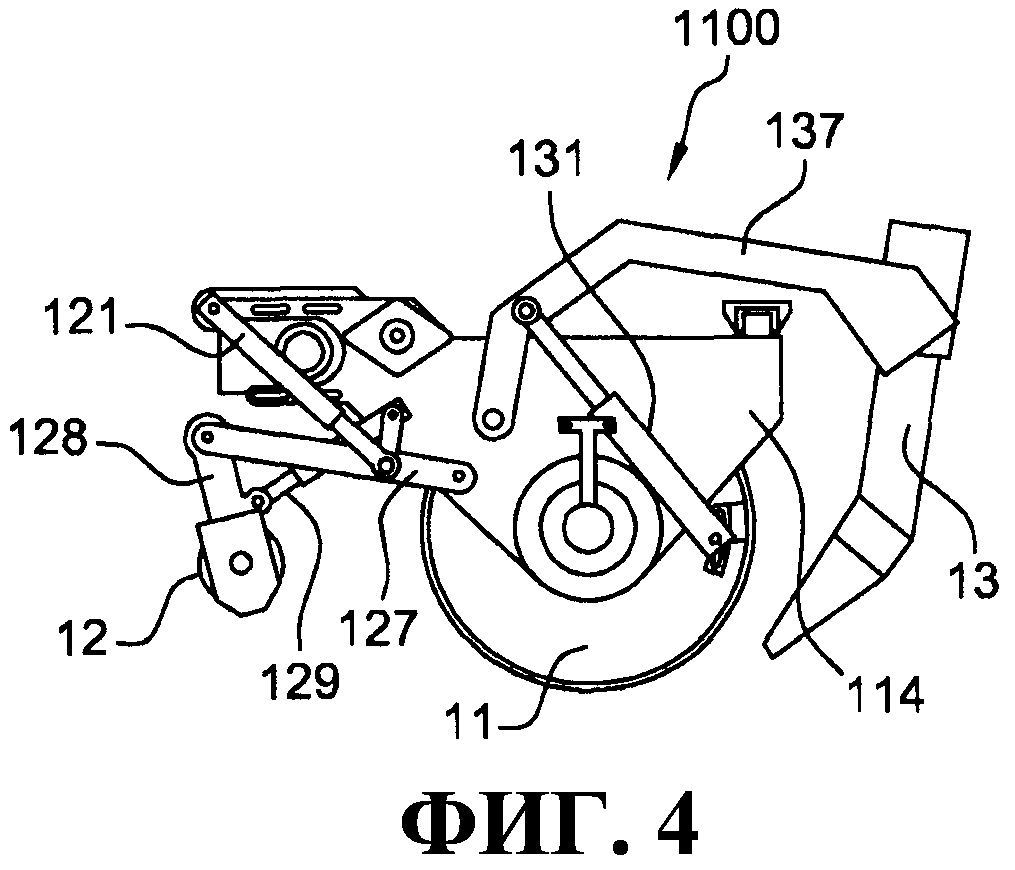
Фиг.4 представляет собой вид сбоку системы драпирования, связанной с головкой драпирования, показанной на фиг.3;
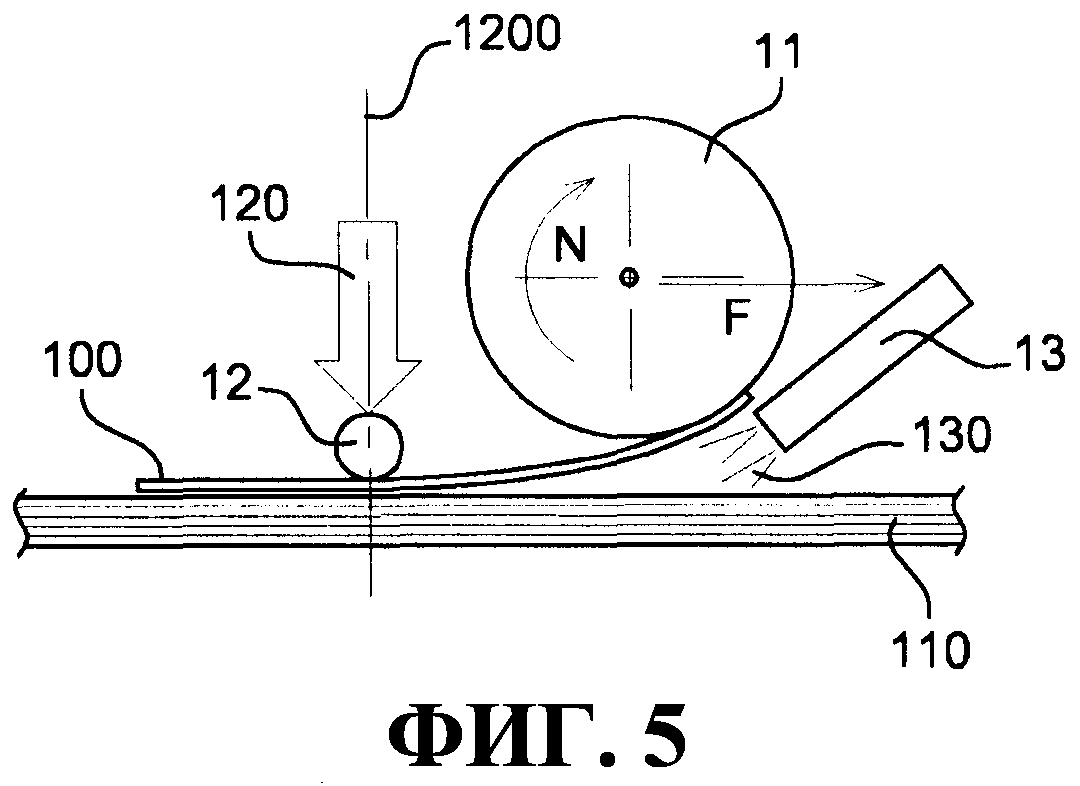
Фиг.5 представляет собой схематический вид сбоку операции драпирования пакета слоев при помощи устройства в соответствии с предлагаемым изобретением;
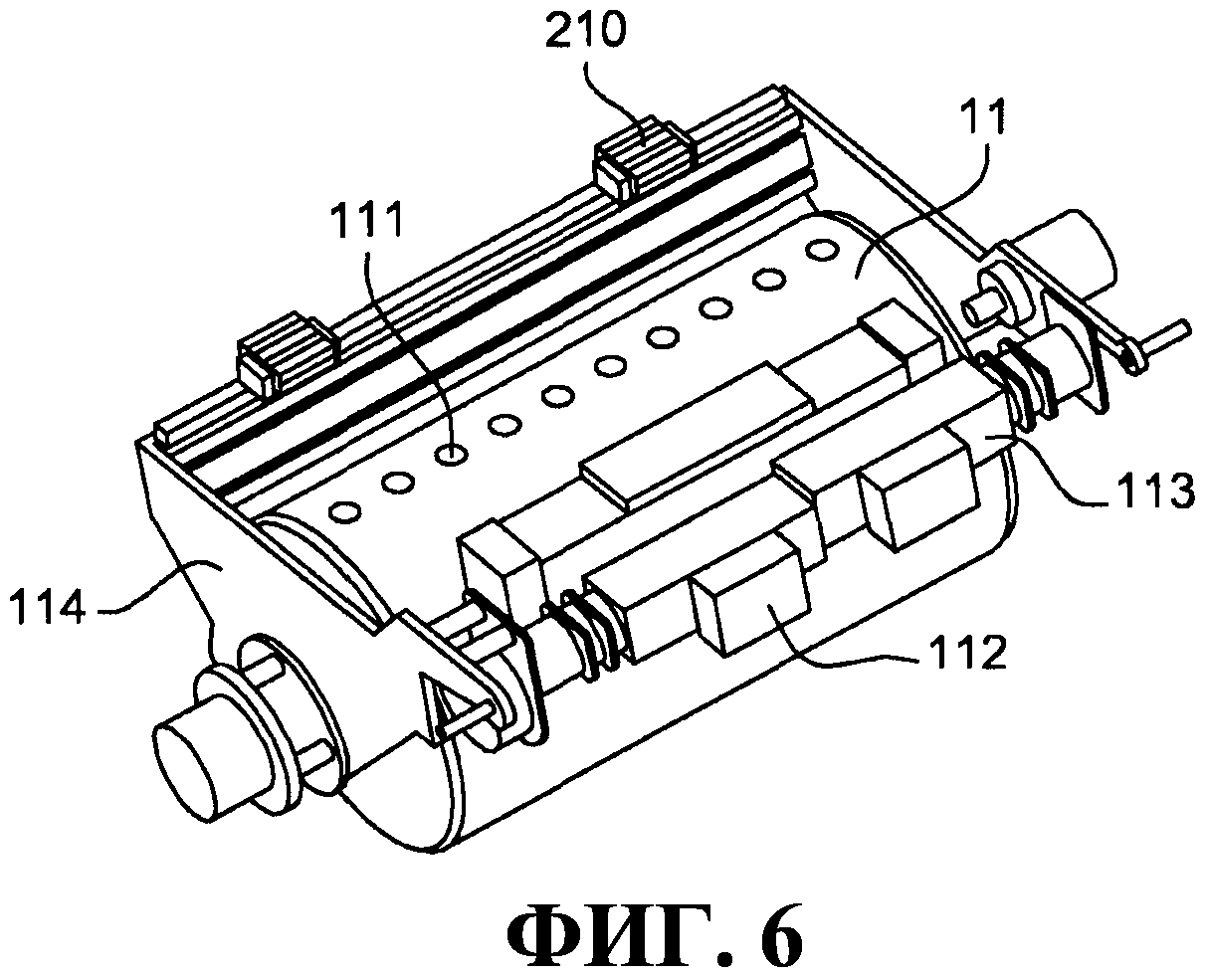
Фиг.6 представляет собой вид в изометрии спереди способа реализации барабана, адаптированного для устройства драпирования в соответствии с предлагаемым изобретением;
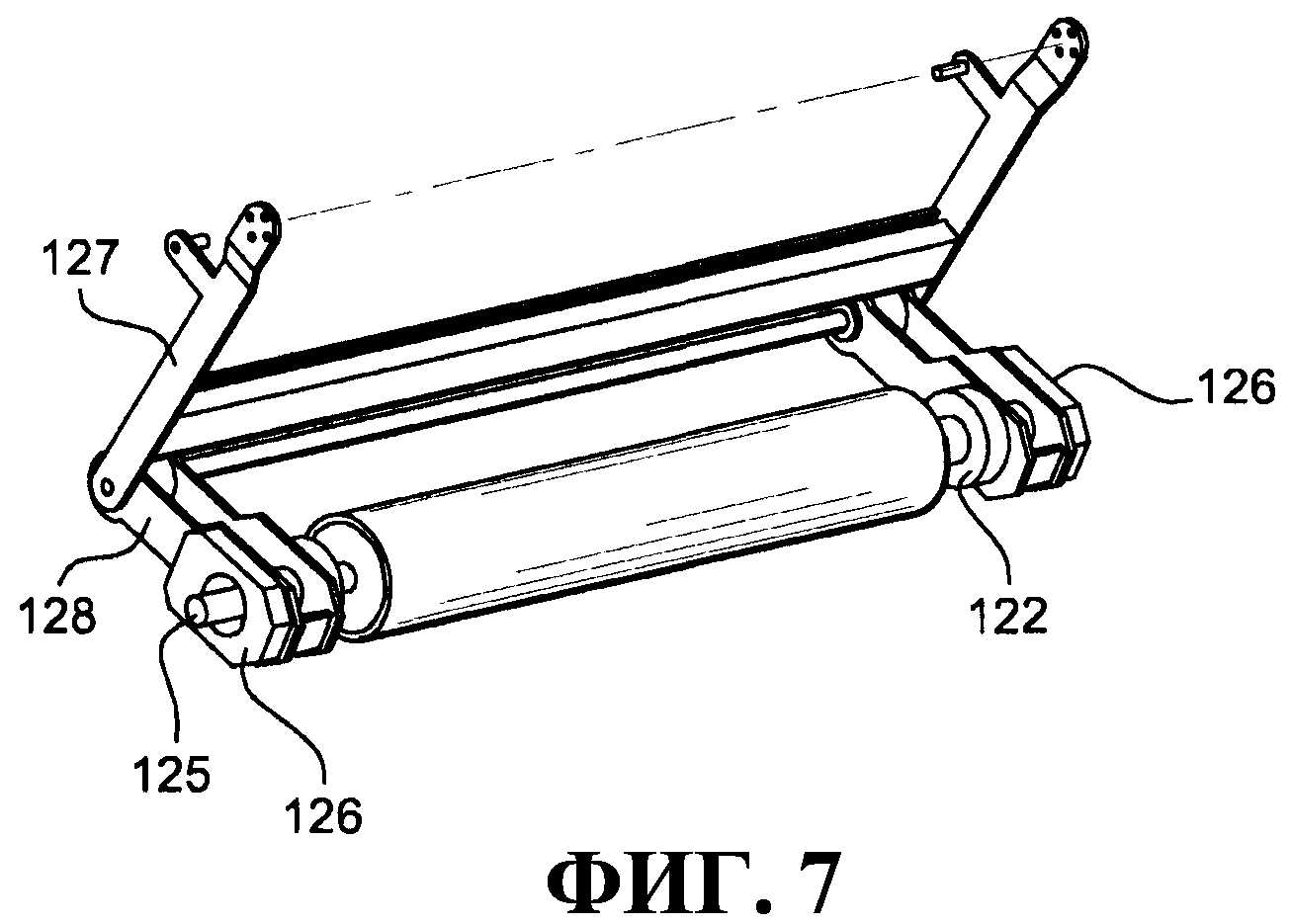
Фиг.7 представляет собой вид в изометрии приклеивающего валка и связанных с ним устройств модификации его формы, адаптированных к головке драпирования в соответствии с предлагаемым изобретением;
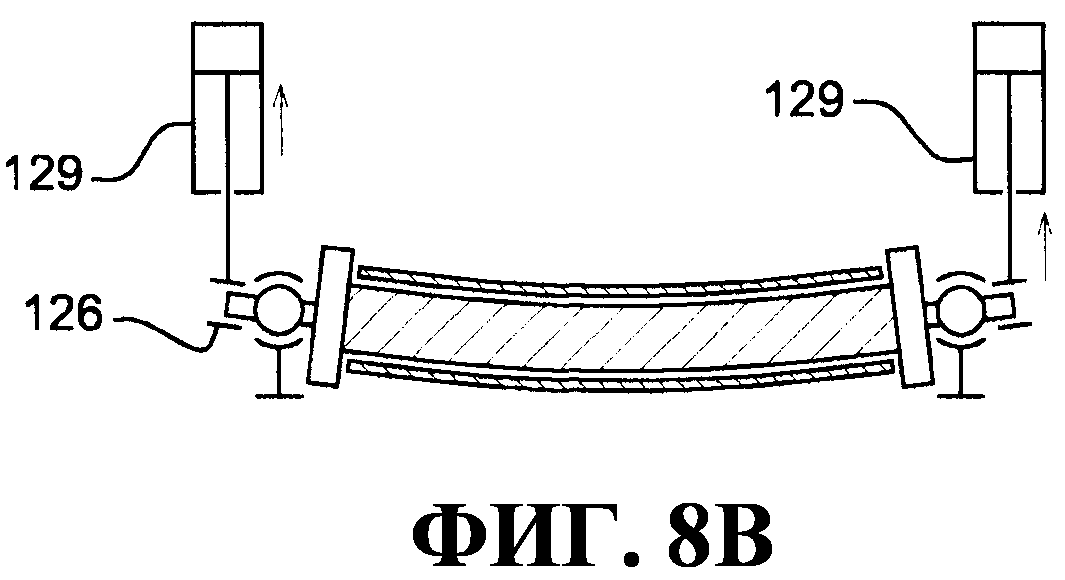
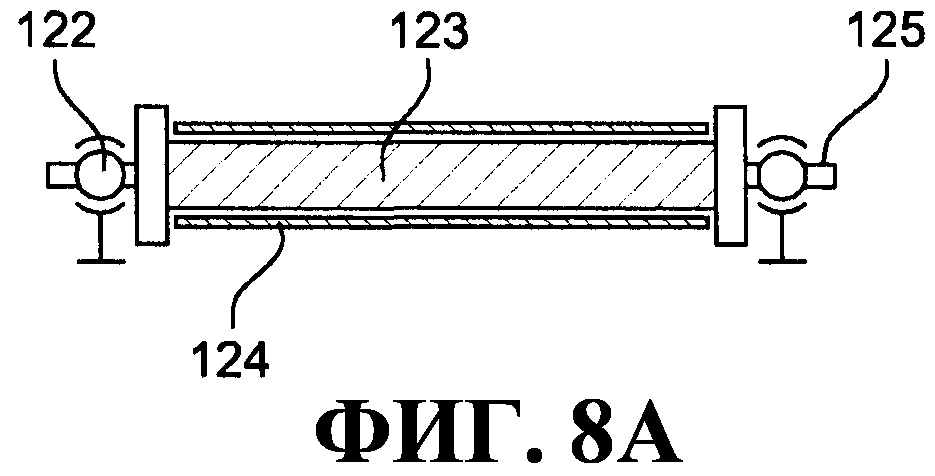
Фиг.8А, 8В схематически демонстрируют вид спереди нескольких конфигураций управляемого деформирования приклеивающего валка;
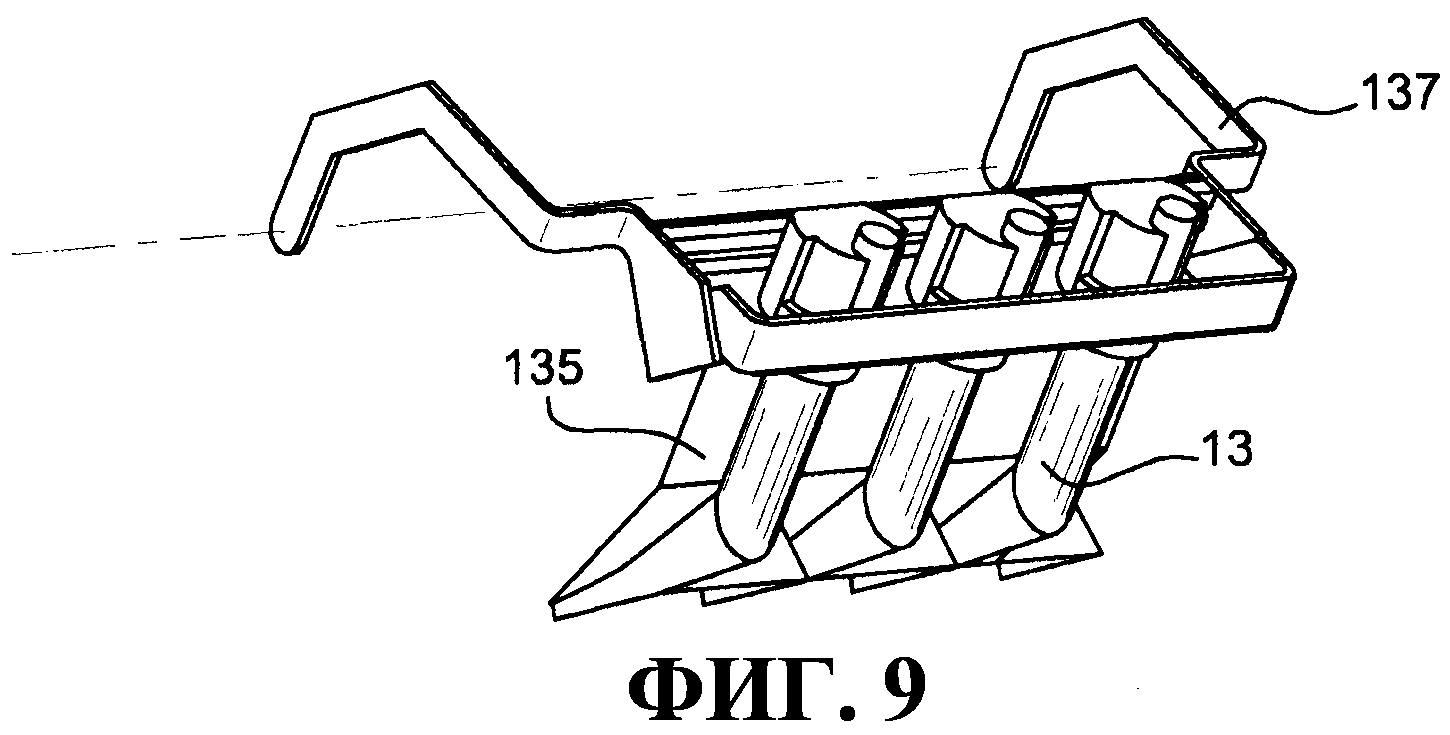
Фиг.9 представляет собой вид в изометрии сзади устройства нагревания при помощи выдувания горячего воздуха, адаптированного для головки драпирования в соответствии с предлагаемым изобретением;
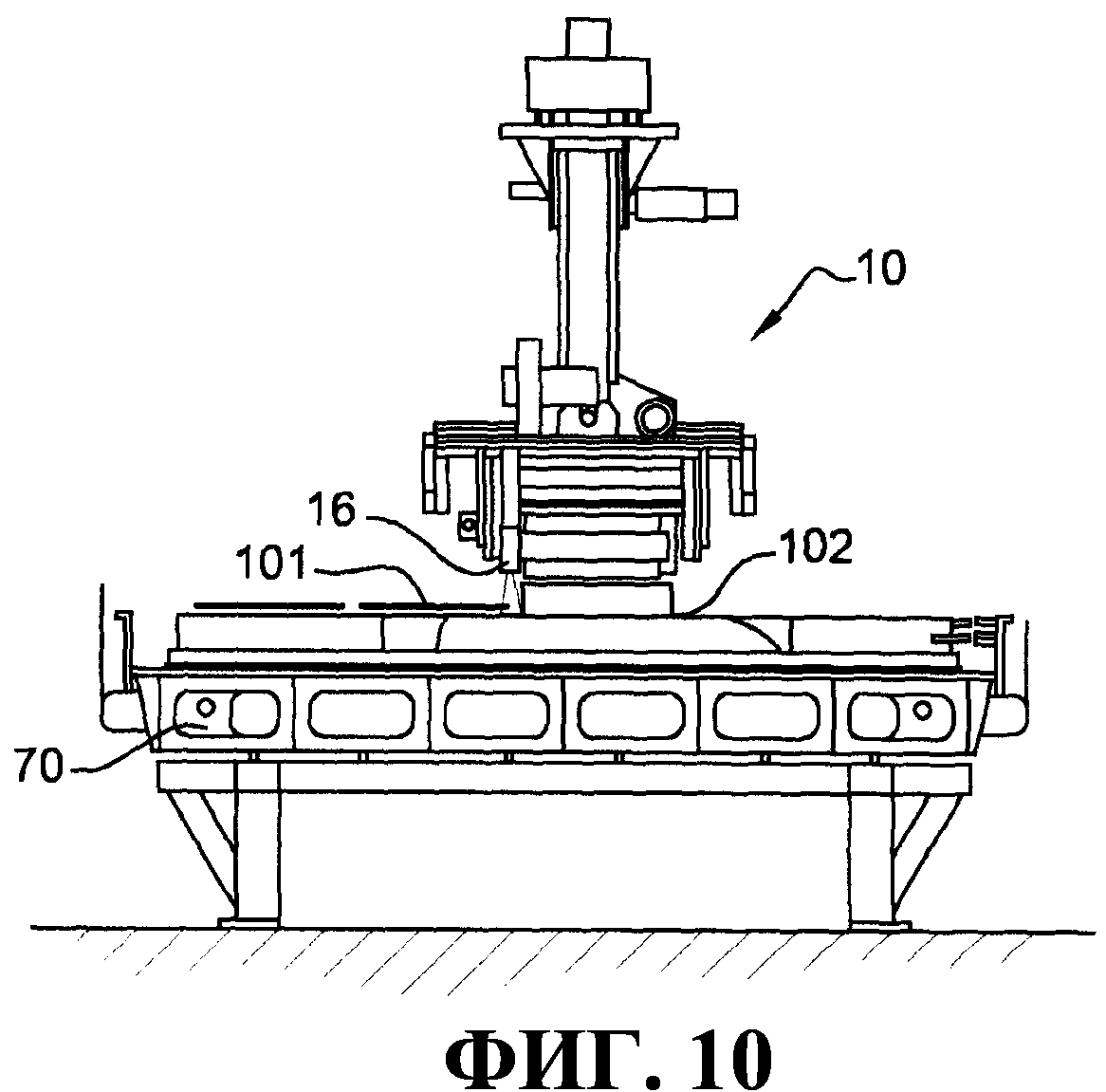
Фиг.10 представляет собой совокупный вид спереди операции драпирования при помощи устройства, демонстрирующего способ реализации устройства драпирования в соответствии с предлагаемым изобретением;
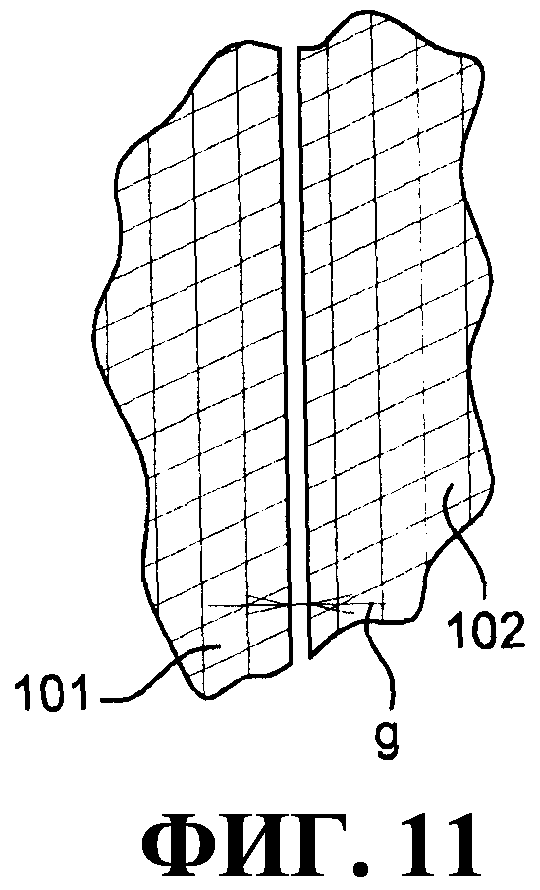
Фиг.11 представляет собой детальный вид спереди двух последовательно расположенных полотнищ, наложенных одно на другое при помощи устройства, являющегося объектом предлагаемого изобретения;
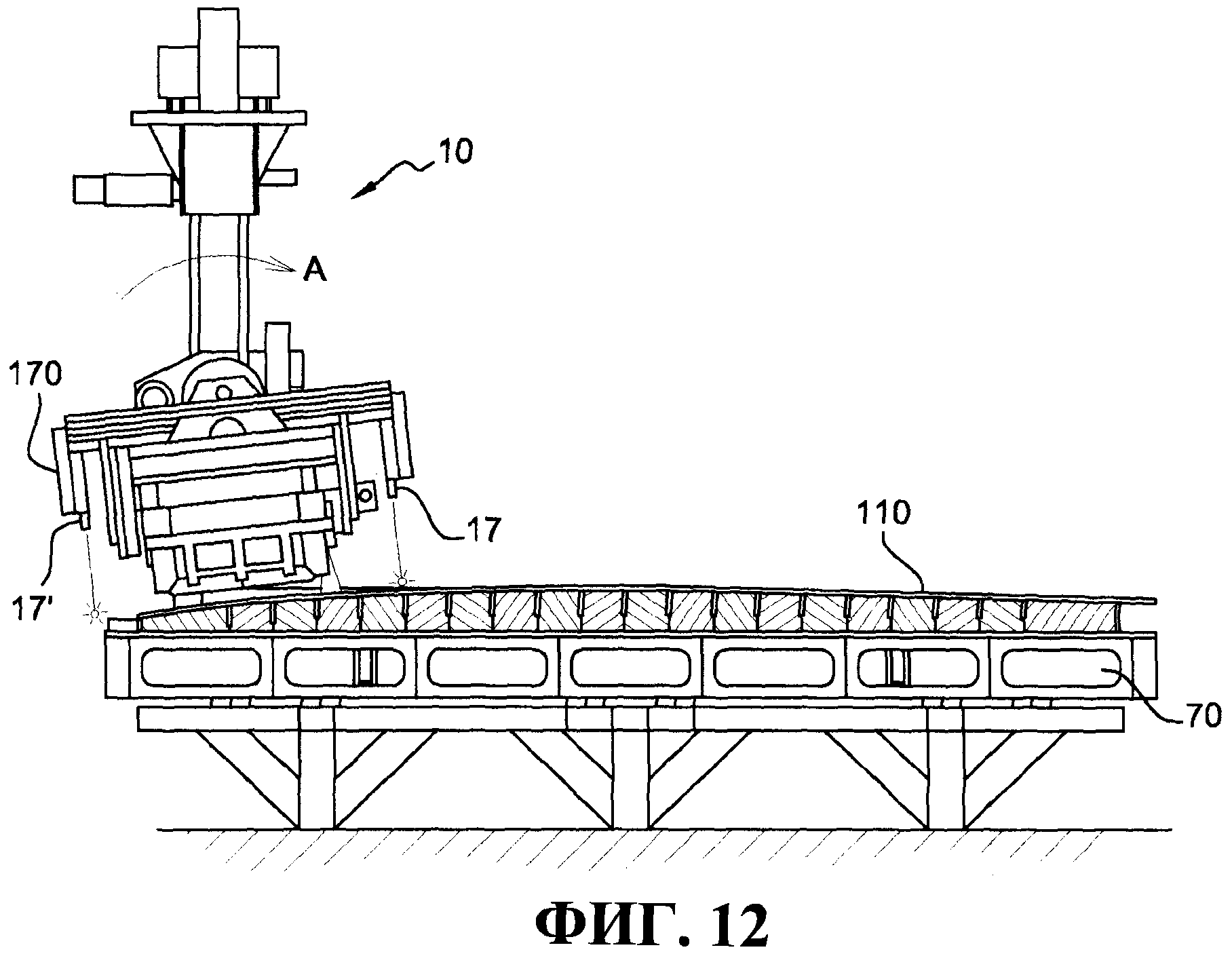
Фиг.12 представляет собой вид спереди в целом операции драпирования в соответствии с одним из вариантов реализации устройства в соответствии с предлагаемым изобретением для драпирования искривленной поверхности;
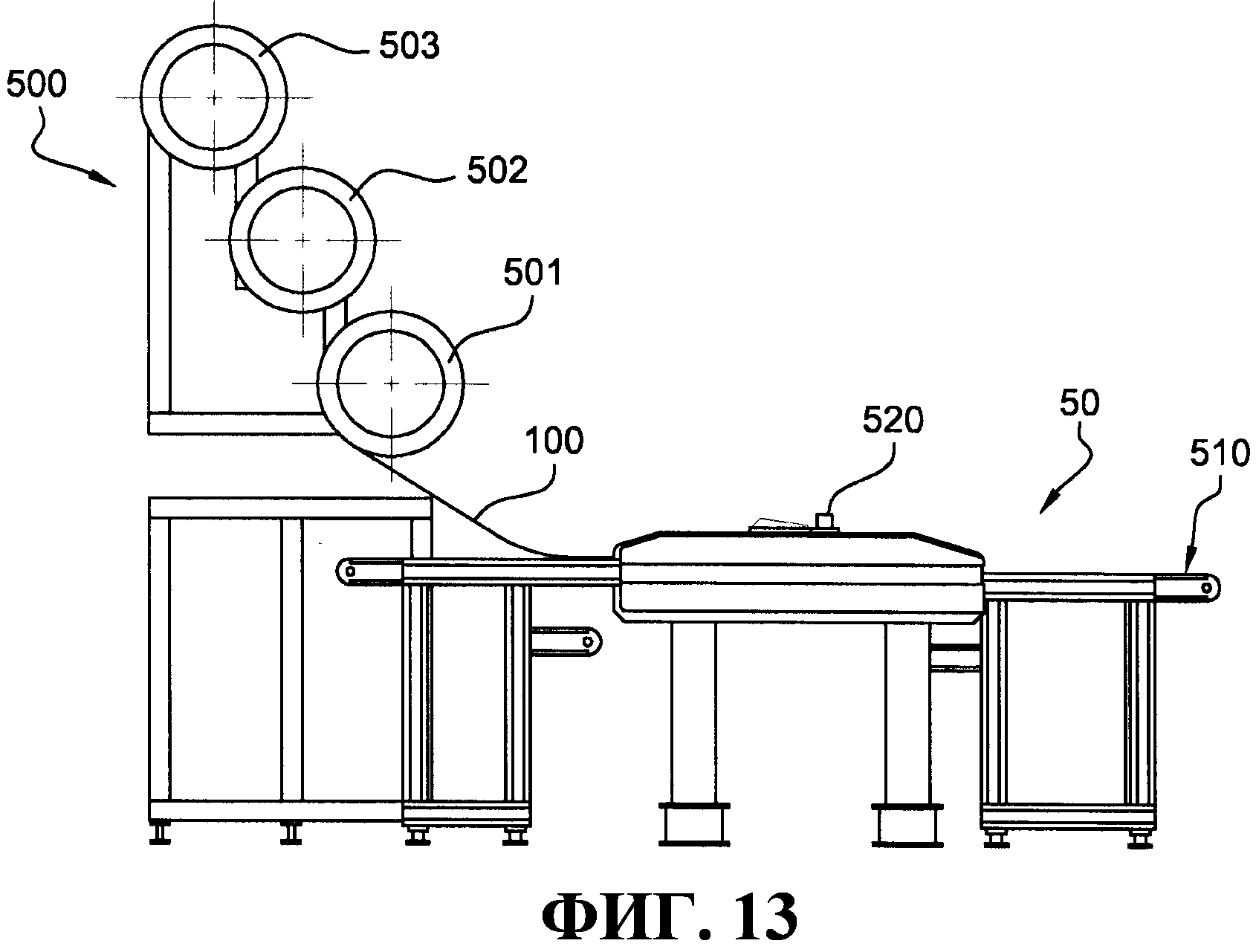
Фиг.13 представляет собой вид сбоку стола раскройки и связанного с ним запаса материалов в соответствии с вариантом реализации устройства по данному изобретению.
Как это можно видеть на фиг.1, в представленном примере реализации устройство, представляющее собой объект предлагаемого изобретения, содержит:
- манипулятор (1), выполненный в данном случае в форме портального робототехнического устройства;
- головку (10) драпирования, которая может быть перемещена и ориентирована в пространстве при помощи этого манипулятора;
- стол (50) раскроя, предназначенный для приготовления полотнищ (100);
- оборудование (70) наложения, размещенное в рабочем пространстве упомянутого манипулятора.
Как это можно видеть на фиг.2, головка (10) драпирования является подвижной по отношению к манипулятору (1) вдоль оси (Z) поступательного перемещения и двух взаимно перпендикулярных осей (А, С) вращения, причем все эти перемещения моторизованы и могут управляться при помощи цифровых управляющих команд.
Как это можно видеть на фиг.3 и 4, головка (10) драпирования содержит барабан (11), на который наматывается подлежащее накладыванию полотнище, причем приклеивающий валок (12) имеет возможность оказывать прижимающее действие (120) на полотнище в процессе его наложения таким образом, чтобы компактировать предварительно отформованную заготовку (110). Система (1100), или так называемая система драпирования, содержит барабан (11), сопла (13) нагревания и приклеивающий валок (12) и присоединена к головке драпирования посредством скользящей связи (210), закрепленной на раме (200).
Как это можно видеть на фиг.5, в процессе наложения полотнище (100) разматывается на предварительно отформованную заготовку (110) с барабана (11). Для того чтобы устранить возникновение волнистости волокон в процессе наложения полотнища, эти волокна удерживаются под натяжением между их выходом с барабана и их прижатием к предварительно отформованной заготовке. Для этого головка драпирования перемещается со скоростью (F) в поступательном движении, тогда как барабан приводится во вращательное движение со скоростью N, синхронизированной с этой скоростью F поступательного перемещения таким образом, чтобы сохранять полотнище (100) в натянутом состоянии в соответствии с по существу постоянным уровнем натяжения между выходом этого полотнища с барабана и точкой его прижатия при помощи приклеивающего валка (12). Этот приклеивающий валок оказывает на полотнище воздействие (120) компактирования, ориентированное по существу параллельно плоскости (1200) наложения, перпендикулярной к поверхности, на которую это наложение осуществляется. Это прижатие осуществляется посредством гидравлического или пневматического силового цилиндра (121), обеспечивающего приложение усилия, воздействующего на приклеивающий валок при помощи системы рычагов.
Сопла (13) нагревания распределяют поток (130) горячего воздуха под полотнище (100) перед его прохождением под приклеивающим валком (12). Этот поток горячего воздуха также обеспечивает локальное нагревание поверхности предварительно отформованной заготовки, что благоприятствует, таким образом, ее компактированию и сцеплению полотнища (100). Однако это нагревание остается локальным и кратковременным так, чтобы оно не вызывало полной структуризации нагретой таким образом смолы в случае использования термоотверждаемой смолы. Смола напыления может иметь природу, отличную от природы смолы, впрыскиваемой на последующих этапах изготовления в предварительно отформованную заготовку. Температура упомянутого нагревания адаптируется к особенностям смолы напыления.
Как это можно видеть на фиг.6, барабан (11) содержит на своей поверхности отверстия (111) всасывания, которые позволяют установить разрежение между полотнищем (100) и поверхностью этого барабана. Эти отверстия всасывания являются управляемыми индивидуальным или групповым образом так, чтобы адаптировать ширину зоны всасывания к ширине полотнища (100). В частности, эти отверстия всасывания могут управляться последовательно для захвата полотнища, линия отрезания которого не является перпендикулярной к длине этого полотнища, например, в случае разрезания криволинейного разрезания с вершиной, таким образом, чтобы всасывать только само полотнище. Волокнистый характер этого полотнища и отсутствие его пропитки на данном этапе приводит к тому, что разрежение распространяется по всей толщине полотнища, намотанного на барабан. Это всасывание сохраняется на протяжении всей фазы драпирования, что позволяет поддерживать полотнище в контакте с барабаном и контролировать скорость его сматывания, а также степень его натяжения.
Датчик, установленный над барабаном, позволяет определять положение конца данного полотнища.
Используя в сочетании информацию от этого датчика и информацию об угловом положении барабана, положение плоскости (1200) драпирования в пространстве данной машины оказывается известным в любой момент времени в зависимости от положения головки драпирования. Эти средства позволяют обеспечить прецизионный контроль процесса наложения, а также позиционировать конец полотнища на предварительно отформованной заготовке для инициации процесса драпирования.
Первый двигатель (112) позволяет управлять вращательным движением барабана вокруг его оси по отношению к опорному кронштейну (114) этого барабана. Предпочтительным образом этот двигатель связан по вращательному движению с угловым кодирующим устройством, которое позволяет в любой момент времени получать информацию об угловом положении барабана. Второй двигатель (113) позволяет обеспечить поступательное перемещение барабана (11) и его опорного кронштейна (114) параллельно его оси вращения по отношению к опорной раме (200).
Как это можно видеть на фиг.7, приклеивающий валок (12) связан с опорным кронштейном (114) барабана и воздействует на один из рычагов (127). Действие силового цилиндра (121) заставляет упомянутый рычаг (127) поворачиваться, переводя, таким образом, приклеивающий валок в контакт с предварительно отформованной заготовкой.
Сам приклеивающий валок (12) связан с рычажной системой при помощи пальца (125) и связей в виде шаровых шарниров (122) на каждом из своих концов. Катящаяся часть этого валка, как это можно видеть на фиг.8, образована спиральной пружиной (123), покрытой эластичной оболочкой (124). Витки этой спиральной пружины индивидуально обладают достаточно высокой жесткостью в радиальном направлении, которая позволяет им оказывать давление компактирования. Зато вся эта пружина (123) в целом представляет умеренную жесткость на изгиб, что позволяет этой пружине под действием давления (120) компактирования принимать форму профиля предварительно отформованной заготовки (110) и распределять, вследствие этого, по существу однородным образом давление компактирования по ширине полотнища (100).
Шаровые шарниры (126) позволяют перемещать концы пальцев (125) посредством двух силовых цилиндров (129), воздействующих на каждый из этих шаровых шарниров. Это перемещение концов пальцев позволяет, как это можно видеть на фиг.8В, придать некоторую кривизну приклеивающему валку и, таким образом, обеспечить либо предварительную адаптацию кривизны этого валка к профилю предварительно отформованной заготовки, либо модифицировать распределение давления по ширине полотнища, придавая этому валку кривизну, которая не является дополняющей по отношению к кривизне профиля предварительно отформованной заготовки. Этот эффект является полезным, в частности, на бордюре предварительно отформованной заготовки, для того чтобы обеспечивать приклеивание только центральной части полотнища.
Как это можно видеть на фиг.9, устройство нагревания образовано тремя соплами (13) нагнетания горячего воздуха, размещенными на кронштейне (137), шарнирно связанном с кронштейном (114) барабана. Силовой цилиндр (131), один конец которого закреплен на кронштейне (114) барабана, а другой на кронштейне (137) сопел нагнетания горячего воздуха, позволяет обеспечить регулирование высоты расположения упомянутых сопел. Дефлектор (135), связанный с кронштейном (137) сопел нагнетания, позволяет изолировать барабан (11) от потока горячего воздуха. Предпочтительным образом мощность нагревания устанавливается на уровне от 5 кВт до 10 кВт на каждое сопло нагнетания горячего воздуха, что позволяет обеспечить очень быстрое нагревание полотнища при температуре нагнетаемого воздуха, равной или немного превышающей требуемую температуру нагрева. Таким образом, исключается всякая возможность воспламенения полотнища и предварительно отформованной заготовки. Три сопла нагнетания могут быть выполнены управляемыми индивидуально. Таким образом, имеется возможность нагревать только центральную часть или только края полотнища так, чтобы ограничить тем самым ширину зоны приклеивания к предварительно отформованной заготовке во взаимодействии с изменяемой кривизной приклеивающего валка.
Как это можно видеть на фиг.10, на головке (10) драпирования предусмотрена видеокамера (16), предназначенная для контроля проиллюстрированного на фиг.11 отклонения g между двумя полотнищами (101, 102), наложенными встык. Для устранения всякой волнистости волокон два полотнища не должны накладываться друг на друга. Для исключения создания зон пониженной прочности в слоистой детали упомянутое расстояние g должно иметь величину менее 2 мм. Видеокамера (16) определяет положение кромки полотна, смежной с уже уложенным полотнищем (101). Эта информация используется для приведения в действие двигателя (113) перемещения средств (1100) драпирования и поддержания величины этого расстояния g в диапазоне от 0,1 мм до 2 мм.
Как это можно видеть на фиг.12, бесконтактные датчики (17, 17') фиксации расстояния измеряют расстояние между осью барабана и предварительно отформованной заготовкой (110). Если расстояние, измеренное первым датчиком (17), отличается от расстояния, измеренного вторым датчиком (17'), ориентация системы (1100) драпирования изменяется вдоль оси А таким образом, чтобы выровнять два этих расстояния. Эта характеристика позволяет разместить ось барабана параллельно касательной к профилю предварительно отформованной заготовки (110).
Эти датчики (17, 17') фиксации расстояния размещаются на складываемой раме (170), на которой также располагается лазерный датчик преграды, который позволяет определять положение конца полотнища (100) на барабане (11).
Как это можно видеть на фиг.13, устройство, которое представляет собой объект предлагаемого изобретения, предпочтительным образом содержит стол (50) раскроя, связанный с запасом (500) материалов, содержащим бобины (501, 502, 503), на которых намотаны в форме непрерывных лент материалы, которые могут быть использованы для осуществления драпирования предварительно отформованной заготовки (110). В данном случае речь может идти о материалах различной природы, таких, например, как углеродные волокна или стеклянные волокна, и имеющих различное представление, например, в виде ткани или в виде нетканого материала, или же в форме многоосных структур, построенных в виде совокупности уложенных один на другой различных пакетов, притом что приведенное выше перечисление не является исчерпывающим.
Упомянутые ленты разматываются и подаются в плоскость (510) раскроя, которая предпочтительным образом может быть оборудована устройством с разрежением, способным удерживать эту ленту на упомянутой плоскости. Эта лента разматывается таким образом, чтобы один из ее концов находился в упоре в одну из кромок стола раскроя.
Для этого силовой цилиндр воздействует на соответствующую бобину для того, чтобы перемещать ее параллельно своей оси на протяжении процесса сматывания ленты, и лазерный датчик обеспечивает определение положения кромки этой ленты. Приводная связь между упомянутым датчиком и силовым цилиндром позволяет подвести кромку ленты на одну из кромок стола раскроя. Таким образом эта лента позиционируется на столе раскроя. После этого лента разрезается по длине, по ширине и по ее концевому профилю посредством автоматического режущего устройства (520), управляемого при помощи цифровых команд, способных взаимодействовать с цифровыми командами устройства драпирования. Операции раскроя могут иметь место в замаскированное время или одновременно с выполнением операции драпирования.
Поскольку полотнище (100) разрезается по длине и по профилю и процесс драпирования предшествующим полотнищем уже завершен, головка драпирования приближается к столу раскроя (50) и обеспечивает размещение упомянутого полотнища на барабане (11). Для этого разрежение на плоскости (510) раскроя снимается с тем, чтобы освободить это полотнище, после чего барабан (11) захватывает данное полотнище посредством своего устройства (111) всасывания.
Головка драпирования позиционируется по отношению к столу раскроя для того, чтобы разместить это полотнище на барабане вдоль направления, параллельного оси вращения барабана. Например, таким образом, чтобы средняя ось этого полотнища располагалась в середине барабана.
Это полотнище наматывается на упомянутый барабан для того, чтобы быть уложенным на предварительно отформованную заготовку, как об этом уже было сказано в предшествующем изложении.
Приведенное выше описание отчетливо показывает, что при помощи различных признаков и связанных с ними преимуществ предлагаемое изобретение позволяет решить поставленную задачу. В частности, изобретение позволяет обеспечить автоматическое драпирование различными материалами одной и той же предварительно отформованной заготовки и в любом направлении.
Многофункциональный подголовник для кресла транспортного средства
Способ изготовления детали летательного аппарата посредством заливки смолы
Способ и устройство для автоматизированного изготовления сухих волокнистых заготовок
Устройство защиты трубопровода от грозовых разрядов
Способ структурного анализа панелей, состоящих из изотропного материала и усиленных треугольными карманами
Многофункциональный подголовник для кресла транспортного средства
Наземное транспортное средство, оборудованное системой тяги от внутреннего воздушного потока
Способ изготовления детали летательного аппарата посредством заливки смолы
Способ и устройство для автоматизированного изготовления сухих волокнистых заготовок
Устройство защиты трубопровода от грозовых разрядов
Способ структурного анализа панелей, состоящих из изотропного материала и усиленных треугольными карманами

