Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ В РАБОЧЕЙ СРЕДЕ С ПЕРЕМЕННОЙ ПРОВОДИМОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при электрохимической размерной обработке металлических деталей, например объемном формообразовании участков облегчений в корпусных деталях двигателей летательных аппаратов.
Известен способ [1] электрохимической обработки по авторскому свидетельству 778981, где с целью повышения производительности обработки используют подогрев электролита импульсным током.
Указанный способ не позволяет управлять проводимостью электролитов с переменной проводимостью, т.к. в нем не контролируется изменение температуры электролита относительно порога проводимости.
Известен электрод-инструмент [2] по авторскому свидетельству 831484, включающий токопровод, расположенный параллельно рабочей поверхности инструмента.
К недостаткам электрода-инструмента относится большая инерционность и сложность конструкции системы подогрева электролита, невозможность контроля изменения температуры электролита относительно порога проводимости.
Известны способ и устройство [3] для электрохимической размерной обработки по патенту 2333821, где обработку ведут в среде с переменной проводимостью, где температуру среды поддерживают выше или ниже порога проводимости, а в электроде-инструменте выполняют каналы для подачи холодного и горячего электролита.
К недостаткам известных способа и устройства относятся необходимость создания сложной системы поддержания температуры электролита, высокая энергоемкость процесса из-за необходимости постоянно повышать и снижать температуру электролита.
В качестве прототипа принимаются способ и устройство по [3].
Предлагаемый способ и устройство имеют целью упрощение системы управления температурой рабочей среды и повышение точности измерения температуры относительно порога проводимости электролита.
Предложенный способ электрохимической размерной обработки металлических деталей в рабочей среде с переменной проводимостью, включающий подачу рабочей среды в зону обработки и технологического тока на электрод-инструмент и деталь и измерение температуры рабочей среды, отличается тем, что вначале межэлектродный зазор между электродом-инструментом и деталью заполняют рабочей средой и на электрод-инструмент и деталь подают импульсы тока до достижения рабочей средой температуры порога проводимости, после чего включают прокачку рабочей среды в межэлектродном зазоре и продолжают подавать на электрод-инструмент и деталь импульсы тока с частотой обратно пропорциональной положительному градиенту между рабочей температурой и температурой порога проводимости рабочей среды.
Устройство для электрохимической размерной обработки металлических деталей в рабочей среде с переменной проводимостью, содержащее электрод-инструмент и установленный в рабочей среде датчик температуры, отличается тем, что оно снабжено двумя параллельно подключенными к детали и электроду-инструменту источниками тока, один из которых является источником импульсного тока и связан с регулятором частоты импульсов тока с возможностью управления по сигналам датчика температуры, а на выходе из межэлектродного зазора между электродом-инструментом и деталью установлен клапан, выполненный с возможностью управления подачей рабочей среды в зону обработки посредством регулятора температуры по сигналам датчика температуры.
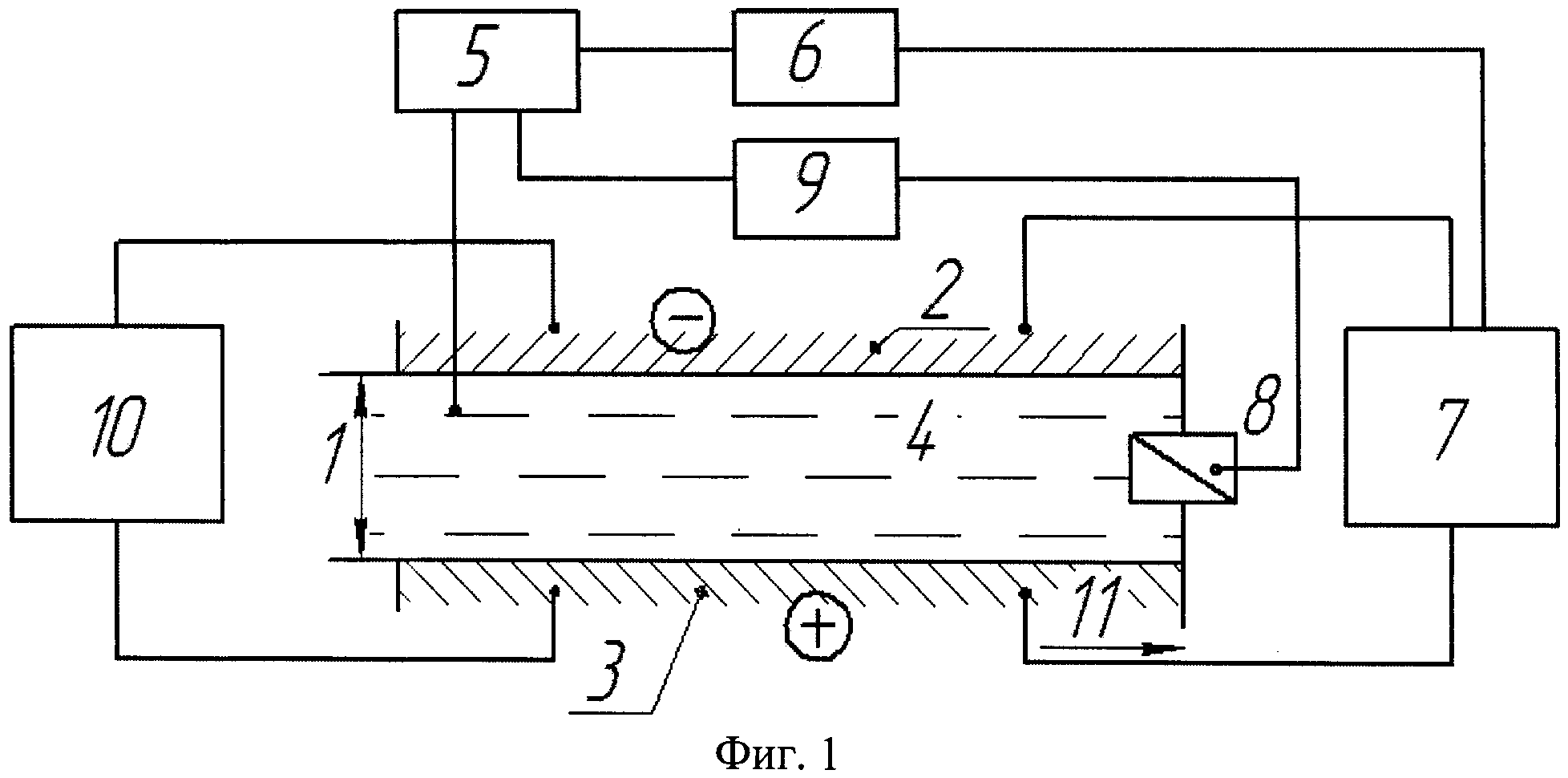
На фиг. 1 показана схема предлагаемого способа и устройства.
Межэлектродный зазор 1 между электродом-инструментом 2 и деталью 3 заполнен рабочей средой 4 с переменной проводимостью. В рабочей среде 4 установлен датчик температуры 5, связанный с регулятором частоты импульсов 6, вырабатываемых источником импульсного тока 7. На выходе из межэлектродного зазора 1 установлен клапан 8 подачи рабочей среды в зону обработки, управляемый от регулятора температуры 9 по сигналам датчика температуры 5. Технологический ток поступает на электрод-инструмент 2 и деталью 3 от источника технологического тока 10. Деталь 3 перемещается вдоль электрода-инструмента 2 в направлении 11.
Способ осуществляется следующим образом: рабочую среду 4 с переменной проводимостью подают под давлением в межэлектродный зазор 1 при температуре рабочей среды ниже порога проводимости. Подключают источник технологического тока 10 так, чтобы деталь 3 являлась анодом. Закрывают клапан 8 и подают через межэлектродный зазор импульсы тока с наибольшей частотой, регулируемой регулятором частоты импульсов 6, от источника импульсного тока 7, у которого анод подключен к детали 3. За счет наведенного импульсного тока рабочая среда 4 в межэлектродном зазоре 1 между электродом-инструментом 2 и деталью 3 нагревается, температура среды 4 становится выше порога проводимости, что устанавливается датчиком температуры 5 рабочей среды 4, откуда поступает сигнал на открытие клапана 8 в магистрали подачи рабочей среды 4 в межэлектродный зазор 1. Температура в зазоре 1 поддерживается выше или ниже порога проводимости рабочей среды регулятором частоты импульсов 6, подаваемых в межэлектродный зазор 1 через рабочую среду 4. Если температура рабочей среды 4 в зазоре 1 ниже порога проводимости рабочей среды 4, то рабочая среда 4 становится диэлектриком и ток от источника технологического тока 10 через электрод-инструмент 2 и деталью 3 не проходит, съема материала с заготовки 3 не происходит. При этом клапан 8 закрывают.
После продвижения детали 3 в направлении 11 до участка детали 3, где требуется съем материала, происходит нагрев рабочей среды 4 в межэлектродном зазоре 1 (клапан 8 закрыт), рабочая среда 4 становится электролитом, клапан 8 посредством регулятора температуры 9 по сигналу датчика температуры 5 открывают, ток от источника технологического тока 10 поступает через электролит на деталь 3 и происходит съем материала на требуемую глубину, при этом состояние рабочей среды 4 в качестве электролита поддерживается по сигналам датчика температуры 5, регулятором частоты импульсов 6, поступающих от источника импульсов тока 7 при открытом клапане 8.
Пример осуществления способа.
Необходимо получить на заготовке детали 3 длиной 300 мм из нержавеющей стали углубления величиной 0,5±0,05 мм, длиной 30±0,3 мм с шагом 70 мм. В качестве рабочей среды используется состав:
спирт 96% - 45,5±5% по весу
глицерин - 45,5±5% по весу
остальное вода.
Устанавливается зазор (1) 0,25 мм. Источник технологического тока (10) В АКР 1300, источник импульсного тока (7) с силой тока в импульсе 120 А, с частотой до 120 Гц. Длина рабочей части электрода-инструмента (2) 30 мм. Время нагрева рабочей среды (4) до порога проводимости 61±1°С при закрытом клапане (8) не превышало 3 секунд, что устанавливалось по амперметру на источнике технологического тока 10. После этого клапан 8 открывался по сигналу от регулятора 9, а частота импульсов от источника 7 изменялась в диапазоне от 3 до 30 Гц. Через 118 секунд ток от источника 10 отключали, система управления температурой отключалась, деталь перемещали на 100 мм в направлении 11, после чего процесс повторяли.
В результате получены 3 углубления с размерами: длина 30±0,1 мм, глубина 0,48±0,03 мм, что доказывает повышенную точность регулирования температуры. За счет снижения затрат на подогрев и охлаждение рабочей среды без ее остановки достигнута экономия. За счет упрощения системы управления температуры рабочей среды была исключена ее подналадка в процессе эксплуатации и снижена трудоемкость операции.
Исполнительный орган робота
Промышленный робот
Промышленный робот
Индукторный генератор
Привод линейного перемещения
Способ управления каналом частотной коррекции систем автоматического регулирования частоты и мощности газотурбинных энергетических установок при выделении на изолированный район
Способ реализации общестанционного уровня управления газотурбинными электростанциями (гтэ) с газотурбинными энергоблоками (гтэб)
Способ прошивки глубокого отверстия и устройство для его прошивки
Способ изготовления металлического многослойного фильтра и устройство для его осуществления
Способ электрохимического удаления припуска с поверхности детали и устройство для его реализации
Способ вакуумной сборки комплектов с нежесткой обечайкой и устройство для его осуществления
Устройство для выявления источника колебаний частоты и мощности
Способ комбинированной многоэлектродной электрохимической и эрозионно-химической прошивки глубоких отверстий малого сечения в металлической детали и устройство для его осуществления
Электрод-щетка и способ ее применения для удаления заусенцев в пазах детали
Способ управления каналом частотной коррекции систем автоматического регулирования частоты и мощности газотурбинных энергетических установок при выделении на изолированный район
Способ реализации общестанционного уровня управления газотурбинными электростанциями (гтэ) с газотурбинными энергоблоками (гтэб)
Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий

