Результат интеллектуальной деятельности: СПОСОБ ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ КОМПОНЕНТА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Данное изобретение относится к способу измерения положения компонента, более конкретно к способу определения положения детали при сборке и получения положения ведущего конца детали на основании соотношения подобия треугольника, а не на основании результата измерения, когда луч света, такой как луч лазера, блокируется деталью.
Уровень техники
В данной области техники известны способы распознавания положений компонентов (деталей), предназначенные для распознавания положения в процессе сборки различных элементов различных электрических или электронных компонентов и т.п.
Например, способ распознавания положения детали включает в себя позиционирование ведущего конца детали как первый способ, направление детали с помощью механической направляющей как второй способ и распознавание детали с помощью прибора с зарядовой связью (ПЗС) (формирователя изображений) как третий способ.
Например, в патентном документе (ПД) 1 описан метод получения наклона детали путем испускания луча лазера и измерения положений двух мест в направлении высоты детали с учетом наклона (деформации) самой детали, когда эту деталь переносят на пластину-подложку с помощью поглощающего сопла, и коррекции положения детали относительно этой пластины.
Перечень литературы
Патентная литература
ПД1: JP-A-2010-29897
Раскрытие изобретения
Техническая задача
В вышеописанном первом способе - позиционирования ведущего конца детали - существуют вероятности того, что будет трудно миниатюризировать деталь (для уменьшения шага), и существует ограничение в порядке сборки деталей. Во втором способе направления детали с помощью механической направляющей - трудно, например, создать выпукло-вогнутую форму, так что на применяемую деталь накладывается ограничение. Кроме того, поскольку направляющая представляет собой специализированную деталь, накладывается ограничение на типы применяемой детали. В третьем способе распознавания детали с помощью прибора с зарядовой связью (ПЗС) (формирователя изображений) существуют вероятности того, что количество пикселей или регулировка фокуса линзы или время такта может повлиять на точность, либо могут увеличиться затраты на оборудование.
При осуществлении способа измерения положения детали, описанного в ПД1, в дополнение к способам с первого по третий необходимо проводить измерение два раза, когда положение одиночной детали изменяется. Следовательно, это занимает большое количество человеко-часов, что делает работы обременительными.
В случае если деталь сдвигают, используя не поглощающее сопло, а зажимной патрон, деталь может быть захвачена с большим наклоном, а положение ведущего конца детали может оказаться перевернутым.
Желательно разработать способ определения положения детали в процессе сборки, способствующий миниатюризации деталей, предоставлению детали выпукло-вогнутой формы, обеспечивающий широкий диапазон применения детали, широкую доступность для использования, высокую точность измерения и малые издержки, и позволяющий точно распознавать положение ведущего конца детали, даже когда деталь захватывается зажимным патроном с наклоном.
Решение задачи
В соответствии с первым аспектом данного изобретения предложен способ определения положения детали в процессе сборки, заключающийся в том, что захватывают деталь с помощью зажимного патрона в положении захвата, сдвигают деталь относительно положения захвата, которое зарегистрировано как положение начала отсчета при измерении, посредством детали блокируют луч света лазерного или оптического датчика в направлении, пересекающем деталь, в положении блокировки, посредством измерительного блока измеряют позиционное отклонение детали в наклонном направлении относительно зажимного патрона в положении блокировки, получают величину отклонения путем сравнения измеренного значения с зарегистрированным положением начала отсчета при измерении, получают значение поправки измерения для положения ведущего конца детали на основании соотношения подобия между виртуальным треугольником, полученным путем задания величины отклонения в качестве одной стороны и положения начала отсчета в качестве одной точки, и виртуальным треугольником, проходящим через положение блокировки и ведущий конец детали, и получают величину позиционного отклонения ведущего конца детали путем сложения величины отклонения и значения поправки измерения.
При вышеупомянутой конфигурации возникает вибрация (наклон), когда деталь захватывается зажимным патроном. В этом состоянии деталь сдвигается вместе с зажимным патроном. Луч света, испускаемый из лазерного датчика и т.п., блокируется в середине перемещения. Величину позиционного отклонения положения блокировки детали в наклонном направлении во время блокировки измеряют с помощью измерительного блока. Измеренное значение сравнивают с положением начала отсчета при измерении, зарегистрированным заранее, чтобы вычислить величину отклонения. Значение поправки измерения положения ведущего конца детали вычисляют путем вычисления нормы величины отклонения с учетом того, что между первым виртуальным треугольником, получаемым путем связывания одной стороны детали, проходящей через положение начала отсчета при измерении, если деталь не имеет наклона (положение начала отсчета при измерении является таким же, даже когда наклон существует), положения начала отсчета при измерении и точки измерения величины позиционного отклонения, то есть положения блокировки луча (величину отклонения задают для одной стороны), и вторым треугольником, получаемым путем связывания того же положения блокировки луча, стороны, параллельной одной стороне детали, проходящей через положение блокировки, и точки ведущего конца детали, устанавливается соотношение подобия. Величину позиционного отклонения ведущего конца детали вычисляют путем сложения величины отклонения и значения поправки измерения.
Измерение величины отклонения можно проводить путем измерения - посредством измерительного блока (лазерный датчик и т.п. используется как переключатель) - расстояния перемещения детали пока луч блокируется деталью. В альтернативном варианте лазерный датчик и т.п., используемый для испускания луча, можно использовать в качестве измерительного блока, и положение детали можно измерять с помощью лазерного датчика и т.п. Помимо лазерного датчика в качестве измерительного блока можно использовать оптоволоконный датчик, оптический лучевой датчик и т.п.
В соответствии со вторым аспектом данного изобретения при осуществлении способа определения положения детали в процессе сборки соответствии с первым аспектом данного изобретения, в случае если ведущий конец детали задают в качестве передней стороны, а направление спереди назад детали задают как направление Y, луч света можно испускать в каждом из направлений X и Z, а величину позиционного отклонения ведущего конца детали можно получать для каждого из направлений X и Z.
При вышеупомянутой конфигурации возможно получение точного позиционного отклонения ведущего конца детали в координатах X и Z. Поскольку погрешности измерения в направлениях X и Z (направлениях ширины и высоты) незначительны по сравнению с позиционным отклонением детали в направлении Y (продольном направлении), ими можно пренебречь. Позиционное отклонение в направлении Y получают с помощью измерительного блока для измерения расстояния перемещения детали.
Полезные эффекты изобретения
В соответствии с данным изобретением, даже когда деталь наклоняется в случае, если эта деталь захватывается с помощью зажимного патрона, можно точно распознать величину позиционного отклонения детали в наклонном направлении. Помимо этого можно точно распознать положение ведущего конца детали на основании величины позиционного отклонения. Поэтому можно легко и с высокой точностью осуществить сборку детали с ответной деталью. Например, с помощью сверхточных лучей лазера можно способствовать миниатюризации компонентов, обеспечению деталей выпукло-вогнутой формы, обеспечивать широкий диапазон применения детали, широкую доступность для использования, высокую точность измерения и малые издержки.
В соответствии с данным изобретением, ввиду точного распознавания позиционного отклонения ведущего конца детали в направлениях X и Z, можно выполнять сборку детали с ответной деталью с высокой точностью.
Краткое описание чертежей
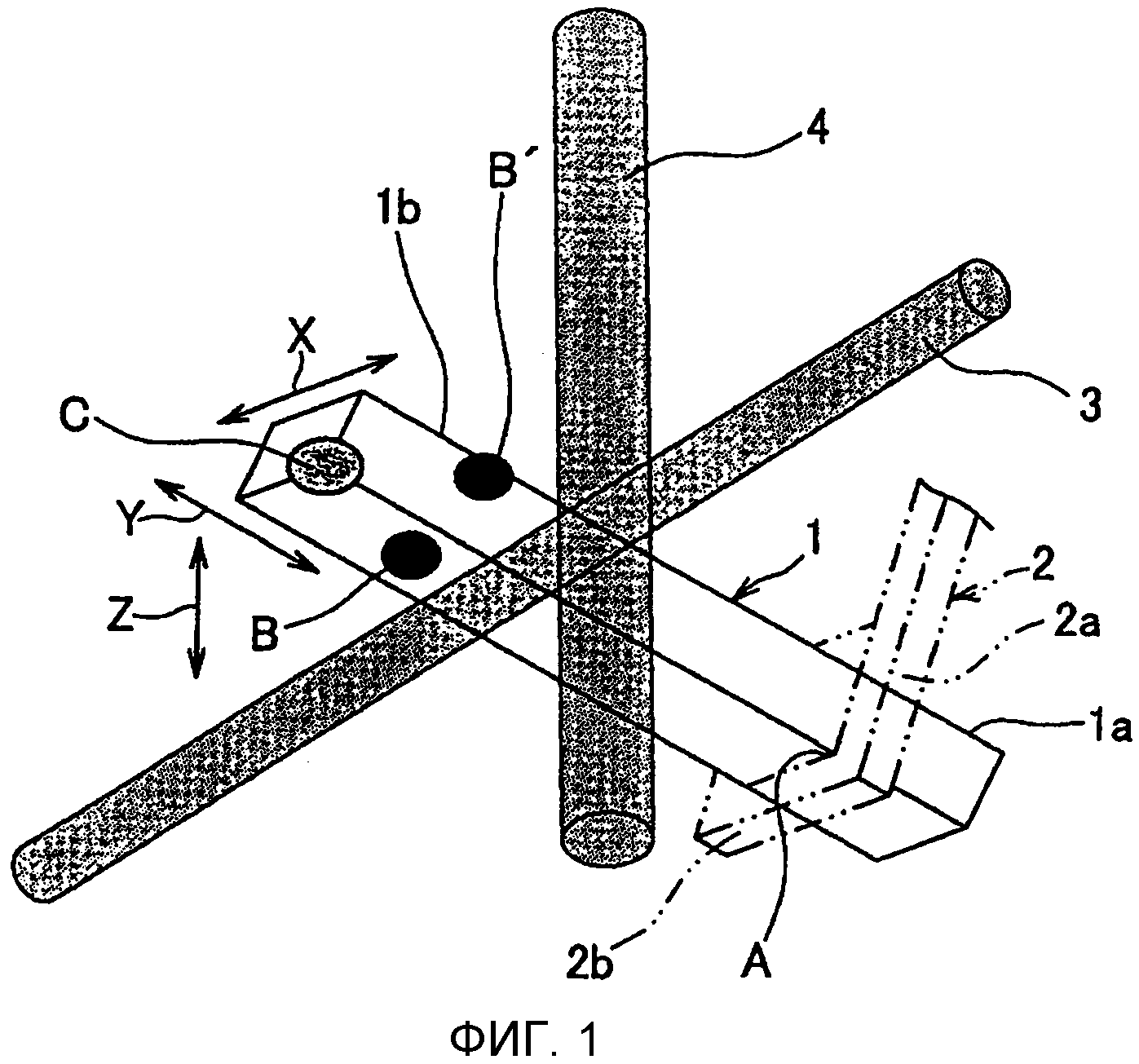
На фиг. 1 представлено перспективное изображение, иллюстрирующее способ определения положения детали в процессе сборки в соответствии с вариантом осуществления данного изобретения.
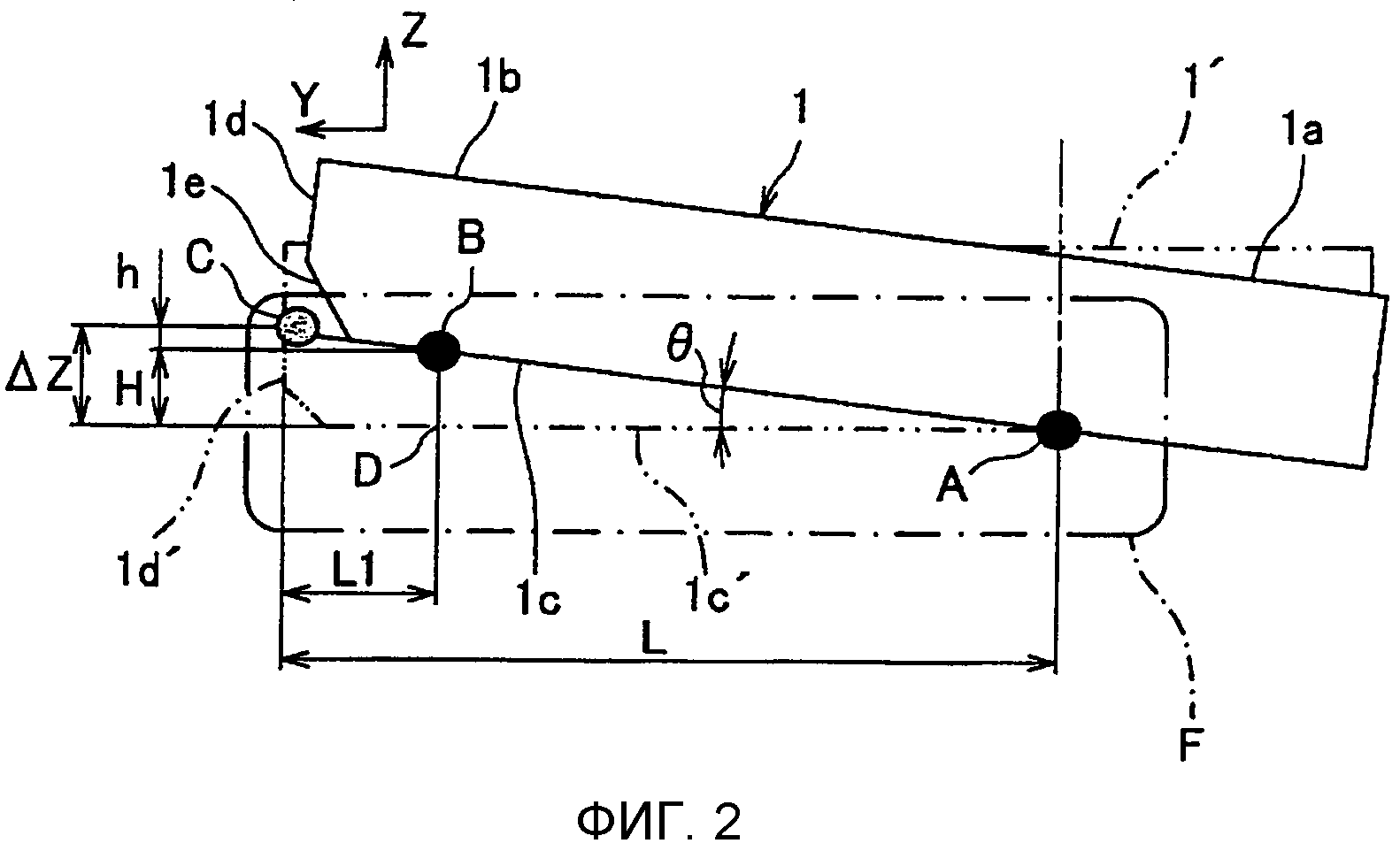
На фиг. 2 представлен вид сбоку, иллюстрирующий устройство для определения положения той же детали в направлении Z.
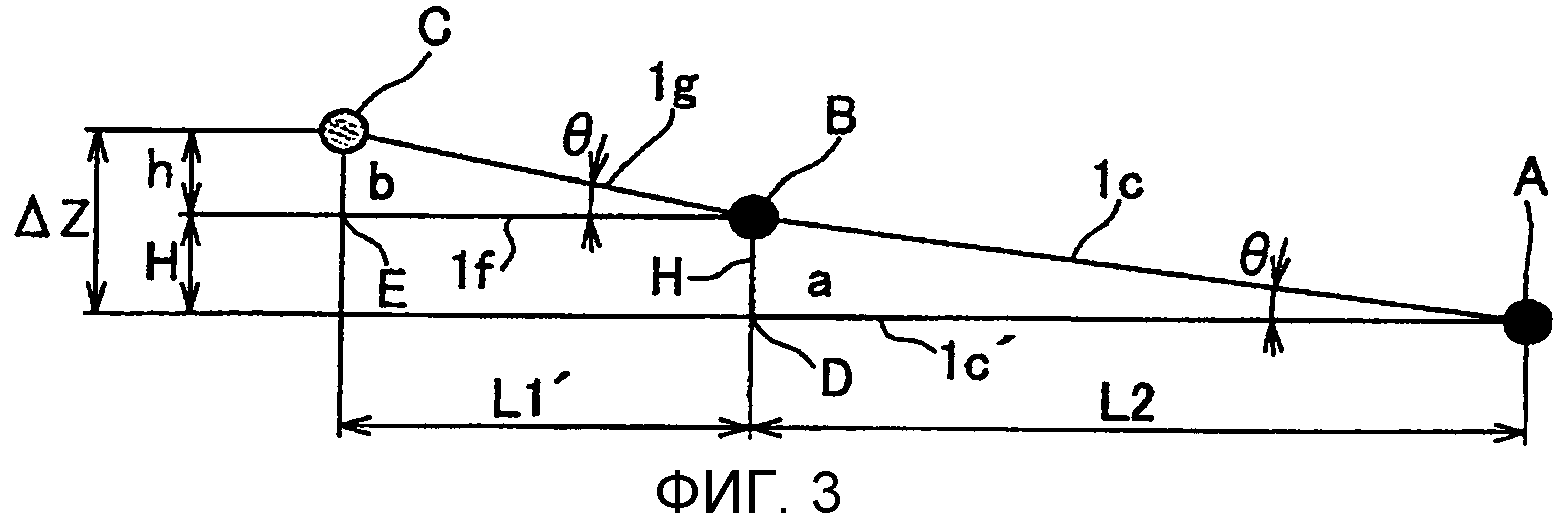
На фиг. 3 представлен в увеличенном масштабе пояснительный чертеж, иллюстрирующий участок F согласно фиг. 2.
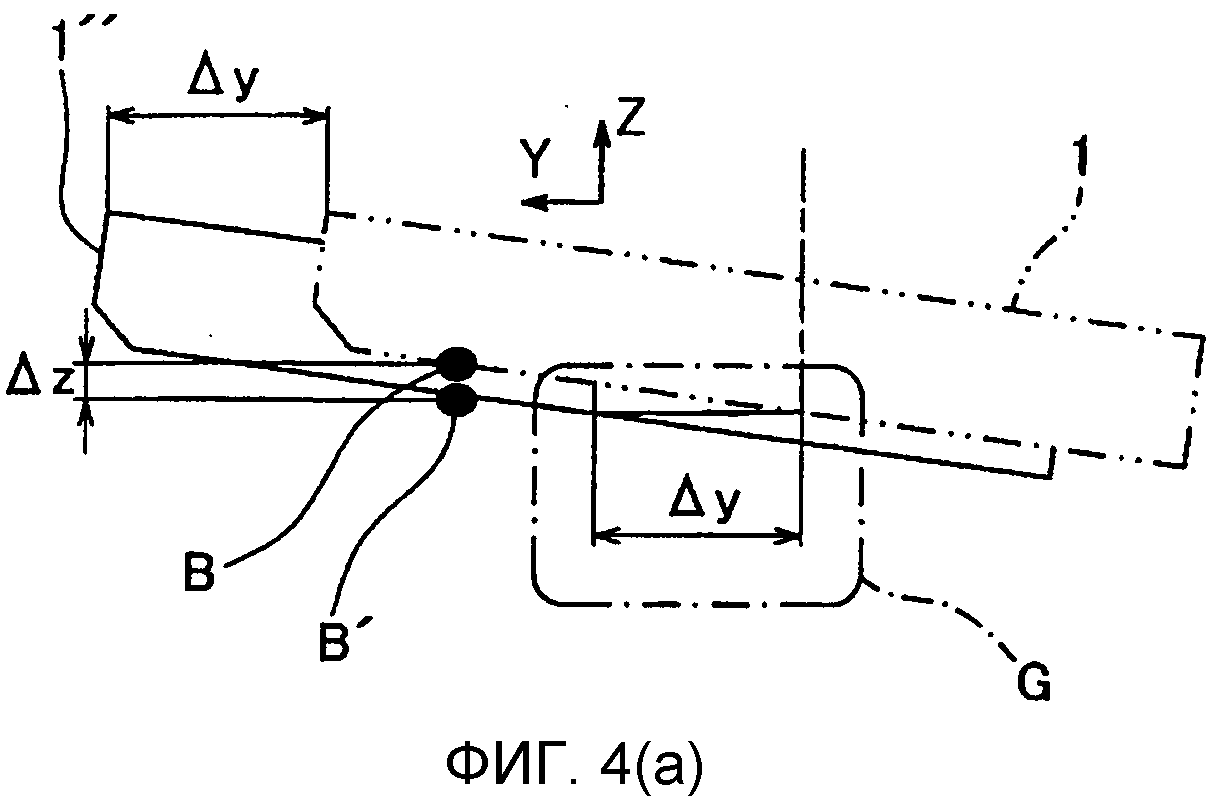
На фиг. 4(a) представлен вид сбоку, иллюстрирующий отношение между позиционным отклонением детали в направлении Y и погрешностью измерения в направлении Z.
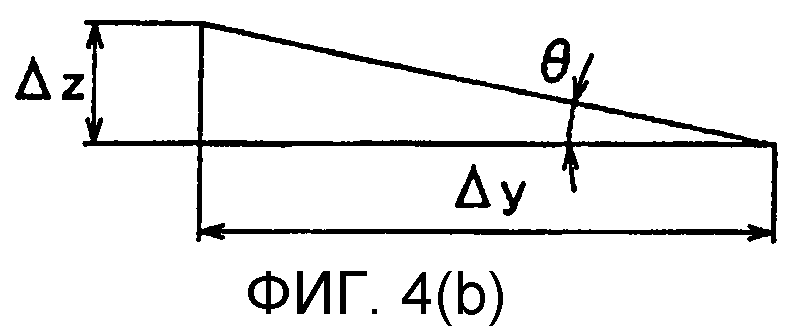
На фиг. 4(b) представлен в увеличенном масштабе пояснительный чертеж, иллюстрирующий участок G согласно фиг. 4(а).
Осуществление изобретения
Фиг. 1-3 иллюстрируют способ определения положения детали в процессе сборки в соответствии с вариантом осуществления данного изобретения.
В соответствии со способом определения положения детали заднюю сторону 1а продольно простирающейся детали 1 захватывают с помощью зажимного патрона 2, как показано на фиг. 1, и сдвигают эту деталь 1. Луч 3 лазера (луч), испускаемый в направлении X (направлении ширины детали или горизонтальном направлении), и/или луч 4 лазера (луч), испускаемый в направлении Z (направлении высоты детали), блокируются на передней стороне 1b детали 1 в середине перемещения (символ В обозначает положение блокировки в направлении Z, а символ В обозначает положение блокировки в направлении X). Как показано на фиг. 2 (где иллюстрируется случай получения позиционного отклонения в направлении Z), положение В детали 1, когда луч лазера блокирован (положение блокировки луча лазера), измеряют относительно положения А зажимного патрона детали 1. Поскольку деталь 1 генерирует большую вибрацию (наклон) во время использования зажимного патрона, как показано на фиг. 2, положение ведущего конца (переднего конца) С детали 1 вычисляют с помощью угла θ наклона относительно измеренного значения величины Н позиционного отклонения В, в котором происходит блокировка луча лазера, детали 1 на основании соотношения подобия треугольника, как показано на фиг. 3.
Со ссылкой на фиг. 1, луч 3 лазера, излучаемый в направлении X, предназначен для измерения положения В детали 1 в направлении Z, а луч 4 лазера, излучаемый в направлении Z, предназначен для измерения положения (В′) детали 1 в направлении X. Луч 3 лазера в направлении X блокируется или передается через деталь 1 в направлении Z, а луч 4 лазера в направлении Z блокируется или передается через деталь 1 в направлении X.
Ссылочный символ В на фиг. 1 обозначает измеряемое положение детали 1 в направлении Z для луча 3 лазера в направлении X. Ссылочный символ В′ обозначает измеряемое положение детали 1 в направлении X для луча 4 лазера в направлении Z. Ссылочный символ С обозначает положение переднего края детали, получаемое на основании соотношения подобия треугольника, то есть пересечение положений углов ведущего конца в направлении X и направлении Z. Каждый луч 3 и 4 лазера испускается из каждого лазерного датчика (не показан). За счет использования сверхточных лучей 3 и 4 лазера становится возможным определение измеряемых положений В и В′ как ориентиров.
Зажимной патрон 2 включает в себя, например, пару левого и правого вертикальных захватных участков 2а. В альтернативном варианте зажимной патрон 2 включает в себя пару левого и правого вертикальных захватных участков 2а, а также верхнего и нижнего захватных участков 2b. Зажимной патрон 2 представляет собой известный патрон, используемый для фиксации детали 1. Форму зажимного патрона 2 можно задавать должным образом в зависимости от типа или формы детали 1. Зажимной патрон 2 может перемещаться в направлениях (X, Y и Z) трех измерений с помощью сдвигающих средств. Перемещение зажимного патрона 2 осуществляют, например, с помощью известных сдвигающих средств, например, завинчивания гайки, предусмотренной в зажимном болте (не показан) патрона на оси шариковой винтовой пары, и приведения во вращение оси шариковой винтовой пары с помощью серводвигателя. Серводвигатель соединен с блоком управления вместе с каждым лазерным датчиком (не показан) и способен обеспечить измерение расстояния перемещения детали 1.
Ссылочный символ А на фиг. 2 обозначает положение начала отсчета при измерении, которое представляет собой положение зажимного патрона детали 1. Деталь 1, обозначенная сплошной линией, находится в середине перемещения. Деталь 1 в середине перемещения наклонена, возвышаясь в направлении вперед, с наклоном θ относительно положения А зажимного патрона. Амплитуда наклона θ не определена. Позиция 1′, указанная двухточечной штрихпунктирной линией, обозначает положение детали 1, расположенной горизонтально - без наклона. Ссылочный символ В обозначает измеряемое положение детали. Измеряемое положение детали соответствует нижнему концу (нижнему участку) 1с передней стороны 1b детали 1.
Ссылочный символ С обозначает положение ведущего конца детали 1, получаемое на основании соотношения подобия треугольника. Положение С ведущего конца детали 1 находится на пересечении между линиями продолжения поверхности 1d переднего конца (ведущего конца) и поверхности 1с нижнего конца детали 1. Хотя внизу ведущего конца детали 1 предусматривается срез (фаска) 1е, можно точно определить (распознать) положение С ведущего конца виртуальной детали с помощью соотношения подобия треугольника. Ссылочный символ F, обозначенный одноточечной штрихпунктирной линией, обозначает описываемое ниже положение совпадения для соотношения подобия треугольника, описываемого со ссылками на фиг. 3.
Ссылочный символ L обозначает горизонтальное расстояние в направлении Y от положения А зажимного патрона до ведущего конца 1d′ горизонтально расположенной детали 1′, то есть длину детали. Ссылочный символ L1 обозначает горизонтальное расстояние в направлении Y от измеряемого положения В детали в случае наклоненной детали 1 до ведущего конца 1d′ горизонтально расположенной детали 1′. Ссылочный символ Н обозначает вертикальное расстояние в направлении Z от нижнего конца (нижней стороны) 1с′ горизонтально расположенной детали 1′ до измеряемого положения В детали в случае наклоненной детали 1, то есть измеренное значение позиционного отклонения в направлении Z (величину отклонения). Ссылочный символ h обозначает вертикальное расстояние в направлении Z, то есть величину поправки измерения, от измеряемого положения В детали до положения С ведущего конца. Ссылочный символ ΔZ обозначает вертикальное расстояние в направлении Z от нижней стороны 1с горизонтально расположенной детали 1′ до низа С ведущего конца наклоненной детали 1, то есть величину позиционного отклонения ведущего конца детали в направлении Z.
Далее будет подробно описан способ измерения положения детали в направлении Z в соответствии с вариантом осуществления данного изобретения. Сначала определяют положение захвата детали 1 с помощью зажимного патрона 2 согласно фиг. 1 (деталь 1 подвергается непреднамеренной вибрации и немного наклонен, как показано на фиг. 2) и поступательно перемещают деталь 1 в направлении Z. В середине перемещения деталь 1 блокирует луч 3 лазера лазерного датчика в направлении X. Лазерный датчик находится в положении, где луч 3 лазера блокируется деталью 1. Положение В детали, предназначенное для блокировки луча, измеряют с помощью измерительного блока, такого, как автоматическая следящая система с числовым программным управлением или кодер.
Лазерный датчик, сдвигающие средства и измерительный блок соединены с блоком управления (не показан), а расстояние, на которое зажимной патрон 2 перемещают в направлении Z совместно с деталью 1 с помощью сдвигающих средств, измеряют с помощью измерительного блока, когда луч лазера блокирован. Однако время, в течение которого измеряемое положение В, где деталь блокирует луч 3 лазера, продлевают настолько, что появляется возможность сравнить наклон детали 1 вверх со случаем горизонтально расположенной детали 1′ (без наклона). Измеренное значение во время блокировки увеличивается по сравнению со случаем горизонтально расположенной детали 1′ (если деталь 1 наклоняют, опуская в направлении вперед, то время блокировки сокращается, а измеренное значение во время блокировки уменьшается).
Результат измерения (измеряемое положение) сравнивают с положением А начала отсчета при измерении, зарегистрированным заранее, чтобы распознать измеряемое положение В детали. То есть результат измерения сравнивают с положением А начала отсчета, сохраненным заранее, чтобы вычислить величину Н относительного отклонения в направлении Z относительно положения А начала отсчета. Положение А начала отсчета измеряют с помощью приспособления для отсчета и т.п. и регистрируют в блоке управления заранее.
Затем, как показано на фиг. 3, расстояние в направлении Z от измеряемого положения до положения С ведущего конца, то есть значение поправки h измерения, измеряют с учетом того, что вышеупомянутые виртуальные треугольники а и b разных размеров имеют соотношение подобия, на основании величины Н относительного отклонения для положения А начала отсчета. Потом получают величину ΔZ позиционного отклонения ведущего конца детали путем сложения значения h поправки измерения с величиной Н отклонения для измеряемого положения В.
Большой виртуальный треугольник а, находящийся на задней стороне фиг. 3, образован путем связывания положения А начала отсчета, положения В начала отсчета и положения D, являющегося проекцией положения В начала отсчета на нижнюю сторону 1с горизонтально расположенной детали 1′. Маленький виртуальный треугольник b, находящийся на передней стороне фиг. 3, образован путем связывания положения В начала отсчета, положения С ведущего конца детали и положения Е, являющегося проекцией положения С ведущего конца детали на горизонтальную линию 1f, проходящую через положение В начала отсчета. Эти два треугольника а и b имеют соотношение подобия, поскольку угол θ наклона между наклонными сторонами 1с и 1g и нижними сторонами 1с′ и 1f равен углу между нижними сторонами 1с′ и 1f и короткими сторонами Н и h, перпендикулярными (расположенными под прямым углом к) направлению высоты.
Показанную на фиг. 2 длину L детали в направлении Y, то есть расстояние от положения А начала отсчета до ведущего конца 1d′ горизонтально расположенной детали 1′, измеряют заранее, а горизонтальное расстояние L2 (фиг. 3) в направлении Y (фиг. 3) от измеряемого положения В (положения блокировки) до зажимного патрона 2 (положения А начала отсчета) во время блокировки луча измеряют с помощью сдвигающих средств и измерительного блока. Следовательно, значение h поправки измерения для измеренного значения Н, то есть положение С ведущего конца, можно получить как соотношение между горизонтальными расстояниями L2′ и L1, например, путем вычисления L1′ (фиг. 3) как приближения к горизонтальному расстоянию L1 от ведущего конца 1d горизонтально расположенной детали 1′ согласно фиг. 1 до измеряемого положения В посредством вычитания горизонтального расстояния L2 в направлении Y из длины L детали (фиг. 2).
Фиг. 4(a) и 4(b) иллюстрируют тот факт, что погрешность Δz измерения в направлении Z является незначительной, даже когда положение детали 1 отклоняется в направлении Y (продольном направлении детали) в случае, если луч 3 лазера блокирован деталью 1 (где Δу обозначает величину отклонения). Если положение детали отклоняется горизонтально вперед, как показано сплошной линией 1′′, от двухточечной штрихпунктирной линии 1 (фиг. 4(a)), и деталь наклонена, положение В′′, где луч 3 лазера испускается к нижнему участку детали 1, оказывается немного ниже по сравнению с положением В перед отклонением положения. Вместе с тем, поскольку наклон θ детали 1 изначально мал, погрешность Δz измерения оказывается незначительной по сравнению с величиной Δу позиционного отклонения детали в направлении Y, как показано на фиг. 4(b). То есть погрешность Δz измерения равна позиционному отклонению Δу детали, умноженному на tgθ.
В случае если деталь 1 не наклоняется даже при захвате с помощью зажимного патрона 2, показанного на фиг. 2 (в случае горизонтально расположенной детали 1′, как показано одноточечной штрихпунктирной линией), измеряемое положение детали 1 становится не положением В, а положением D. Соответственно, положение А начала отсчета в направлении Z, зарегистрированное заранее, идентично результату измерения в направлении Z (измеренному значению Н) для измеряемого положения D, а отклонение ΔZ положения переднего конца детали становится нулевым, так что использование соотношения подобия треугольника оказывается ненужным.
Хотя в связи с фиг. 2-4 описана коррекция позиционного отклонения детали 1 в направлении Z, отметим, что коррекцию позиционного отклонения детали 1 в направлении X (в направлении ширины детали 1 согласно фиг. 1) проводят аналогично тому, как это показано согласно фиг. 2 и 3, с помощью луча 4 лазера в направлении Z согласно фиг. 1.
В частности, предполагая, что на фиг. 2 поверхность 1с нижнего конца детали 1 в направлении Z представляет собой поверхность одной стороны (левой стороны) в направлении X, а деталь 1 наклонена не в вертикальном направлении, а в горизонтальном направлении, деталь 1 позиционируют с помощью зажимного патрона 2 задней стороны 1а (положение А начала отсчета при измерении) и сдвигают в направлении X, луч 4 лазера в направлении Z блокируют на одной боковой поверхности на передней стороне 1b детали 1, чтобы измерить положение В поверхности одной стороны (участка одной стороны) во время блокировки, результат этого измерения сравнивают с положением начала отсчета при измерении, сохраненным заранее, чтобы вычислить величину Н относительного отклонения для положения А начала отсчета в горизонтальном направлении, и вычисляют положения С ведущего конца детали 1 с помощью величины Н отклонения на основании соотношения подобия треугольника. Как показано на фиг. 4(a) и 4(b), хотя, применительно к точности измерения в направлении X, из-за позиционного отклонения детали 1 в направлении Y возникает погрешность, она незначительна.
За счет распознавания положения ведущего конца детали 1 в направлениях Z и/или X, оказывается возможным простое осуществление операции сборки (выпукло-вогнутой) детали 1 с вогнутым участком ответной детали (не показана), то есть вогнуто-выпуклой детали без какого бы то ни было позиционного отклонения. Соответственно, становится возможным надежное распознавание положения ведущего конца детали 1 даже когда положение ведущего конца детали 1 изменяется.
В соответствии с вышеупомянутым вариантом осуществления, по сравнению с определением положения ведущего конца детали или известным способом распознавания с помощью механической направляющей или ПЗС, расширяется диапазон применения детали, а темпы автоматизации повышаются. Кроме того, поскольку необязательно рассматривать отклонение, обуславливаемое точностью детали (например, качеством детали), появляется возможность стабилизировать качество в технологическом процессе и снизить затраты на оборудование или компоненты. Кроме того, способ измерения положения детали в соответствии с вариантом осуществления данного изобретения широко применим к различным деталям.
Помимо этого в соответствии с вышеупомянутым вариантом осуществления лазерный датчик используется в качестве двухпозиционного переключателя, а положение детали 1, когда лучи 3 и 4 лазера блокированы, измеряют с помощью измерительного блока, такого как автоматическая следящая система с числовым программным управлением или серводвигатель для привода оси шариковой винтовой пары с целью перемещения зажимного патрона. Однако, по сравнению с вышеизложенным, лазерный датчик можно использовать и как измерительный блок (блок измерения), предназначенный для непосредственного измерения положения детали 1 с помощью лучей 3 и 4 лазера. В этом случае положение В детали 1 в направлении Z, показанное на фиг. 1, можно измерить с помощью луча 4 лазера в направлении Z, а положение В′ детали 1 в направлении X измеряется с помощью луча 3 лазера в направлении X. Кроме того, помимо лазерного датчика в качестве измерительного блока можно использовать оптоволоконный датчик или оптический лучевой датчик.
Эта заявка основана и испрашивает приоритет заявки №2010-251662 на патент Японии, поданной 10 ноября 2010 г., содержание которой включено в настоящий документ посредством ссылки.
Промышленная применимость
Способ определения положения деталей в процессе сборки в соответствии с данным изобретением применим к любой детали и/или элементу. Например, данное изобретение может использоваться для легкого осуществления с высокой точностью сборки такой детали и/или элемента с ответной деталью и/или элементом.
Перечень позиций чертежей
1 Деталь
2 Зажимной патрон
3, 4 Луч лазера (луч)
А Положение начала отсчета при измерении
В, В′ Положение блокировки (измеряемое положение)
С Положение ведущего конца
Н Величина отклонения
ΔZ Величина позиционного отклонения ведущего конца детали
a, b Виртуальные треугольники
h Величина поправки измерения
Система освещения для установки в потолочном участке пассажирского салона
Узел плавкого предохранителя
Концевая структура и способ концевой обработки экранированного электропровода
Структура для соединения и способ соединения изолированных проводов
Способ для профилирования конца электропровода и форма для профилирования конца электропровода
Соединительный разъем рычажного типа
Конструкция соединителя
Способ соединения клеммы
Соединительный разъем рычажного типа
Соединитель
Система освещения для установки в потолочном участке пассажирского салона
Узел плавкого предохранителя
Концевая структура и способ концевой обработки экранированного электропровода
Структура для соединения и способ соединения изолированных проводов
Способ для профилирования конца электропровода и форма для профилирования конца электропровода
Соединительный разъем рычажного типа
Конструкция соединителя
Способ соединения клеммы
Соединительный разъем рычажного типа
Соединитель

