Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРУБ ТИПА "КОНФУЗОР-ДИФФУЗОР"
Вид РИД
Изобретение
Изобретение относится к способам изготовления цельных труб сложной формы и переменного сечения, например для теплообменных аппаратов.
Известен способ изготовления труб, а также фасоных изделий с формой тел вращения методом центробежного литья (см. Г.П. Фетисов «Материаловедение и технология металлов». М.: Высшая школа, 2008, с.500-502). В литьевую форму заливают дозированное количество расплавленного металла и подвергают вращению со скоростью, обеспечивающей надлежащее качество отливок. Центробежное литье отличает высокая производительность, процесс при крупносерийном производстве может быть полностью автоматизирован.
К недостаткам данного способа следует отнести:
- литьевые формы должны иметь повышенную прочность и герметичность;
- необходимость строгого дозирования металла для получения заданных размеров изделий;
- высокая скорость вращения формы;
- сложность получения длинномерных тел вращения.
Для изготовления витых труб конфигурации конфузор-диффузор необходима скорость вращения литьевой формы ≈2500об/мин, кроме того указанные трубы  предназначены для теплообменников, где в основном используются трубы диаметром 25 и 38 мм (см. П.И. Бажан, Г.Е. Канавец, В.М. Селиверстов. Справочник по теплообменным аппаратом. М.:Машиностроение, 1989, 365 с.).
предназначены для теплообменников, где в основном используются трубы диаметром 25 и 38 мм (см. П.И. Бажан, Г.Е. Канавец, В.М. Селиверстов. Справочник по теплообменным аппаратом. М.:Машиностроение, 1989, 365 с.).
Известна технология формирования цельных труб сложной формы и переменного сечения с различными величинами толщины стенок путем гидравлической вытяжки. По этой технологии высоким давлением жидкости изнутри, известным как гидроформинг, производят холодную штамповку (см. П.И. Полухин «Технология металлов и сварки». Элит, 2011, с.289, 290).
Формовка труб давлением изнутри происходит по следующей схеме: заготовка фиксируется внутри пресс-формы, пресс-форма закрывается, а на внутренние стенки заготовки начинают воздействовать высоким гидростатическим давлением (примерно от 1500 до 4000 атм. в зависимости от требуемой толщины стенок). При этом заготовка начинает расширяться, упирается во внутренние стенки пресс-формы и прижимается к ним. Таким образом, внешний и внутренний контуры получившегося полого изделия точно копируют внутренний контур пресс-формы. Расчеты показывают: для формирования гидростатическим давлением труб типа «конфузор-диффузор» из нержавеющей стали рабочее давление должно составлять [Е.А. Явнилович. «Трубы стальные, чугунные и баллоны». М.:Металлургия, 1966, с.199-371]:
где S=2 мм - толщина стенки трубы; D=20 мм - внутренний диаметр трубы;  - допускаемое напряжение на растяжение для нержавеющей стали.
- допускаемое напряжение на растяжение для нержавеющей стали.
Гидроформинг позволяет быстро получать готовую деталь, в сравнении с любой другой технологией изделие, получаемое по этой технологии, имеет лучший товарный вид, чем при стандартных штамповке и прессовании, исключает последующую их доводку, возможность получения деталей с суженным выходным сечением, из которых жесткий стальной пуансон по окончании формовки извлечь нельзя.
Однако технология гидроформинга имеет и ряд недостатков: малая производительность, обусловленная длительностью операции установки и зажатия заготовки, уплотнения рабочей полости, заполнения ее жидкостью, высокая базовая стоимость установки в целом.
Наиболее близким способом для получения труб сложной формы и переменного сечения является способ ротационной ковки (или ротационного обжатия), являющийся разновидностью ковки и осуществляемый на специальных ротационно-ковочных устройствах. Главным элементом такой машины является ковочный блок, который воздействует на заготовку со всех сторон в поперечном сечении. Классическая схема ковки - подача в ковочный блок изделия одной зажимной головкой, обжатие его бойками, имеющими заданный профиль с последующим перехватом с противоположной стороны другой зажимной головкой.
Преимуществом ротационной ковки является: относительно низкая стоимость формирующего инструмента, возможность быстрой переналадки, высокая производительность, отсутствие жесткой привязки к мерности заготовки в пределах одной партии.
Недостатками ротационной ковки для производства длинномерных изделий со сложной конфигурацией поверхности труб, как, например витая труба «конфузор-диффузор», следует отнести: возможность сильного искривления заготовки в ковочном блоке из-за невозможности осуществления перехвата заготовки ввиду сложности профиля конечного изделия и обратных осевых усилий (поскольку длина заготовки много больше диаметра), а при высоких скоростях ковки, более 1 м/мин, заготовка оказывается за порогом устойчивости.
Задачей предлагаемого способа является изготовление витых длинномерных труб типа «конфузор-диффузор» методом ротационной ковки.
Результат достигается тем, что в способе изготовления витых труб типа «конфузор-диффузор» методом ротационной ковки, заключающемся в фиксации заготовки захватом зажимной головки манипулятора, подаче ее в ковочный блок с последующим обжатием бойками, имеющими заданный профиль изделия, согласно изобретению заготовку, представляющую собой длинномерную цельную трубу, устанавливают при помощи грейфера на ось ковки, фиксируют захватом зажимной головки манипулятора и свободным концом вводят заготовку в ковочный блок до достижения головкой манипулятора крайнего ближнего положения относительно ковочного блока, затем придают заготовке поступательно-вращательное движение и производят обжатие заготовки бойками, рабочая поверхность которых спроектирована таким образом, что при обжатии за счет профиля бойков сначала формируют диффузорную часть трубы, затем - конфузорную, ковку производят в холодном режиме протягивания без перехвата заготовки, при этом режим ротационной ковки ведут при вращении заготовки с числом оборотов - 15…17 об/мин, скоростью протягивания - 0,6…0,8 м/мин, с частотой хода бойков - 800…810 уд./мин и усилием ковки - 5000 кг.
Результат достигается также тем, что рабочую поверхность бойков, формирующих витую конфузорно-диффузорную трубу, профилируют с использованием пакета специальных компьютерных программ.
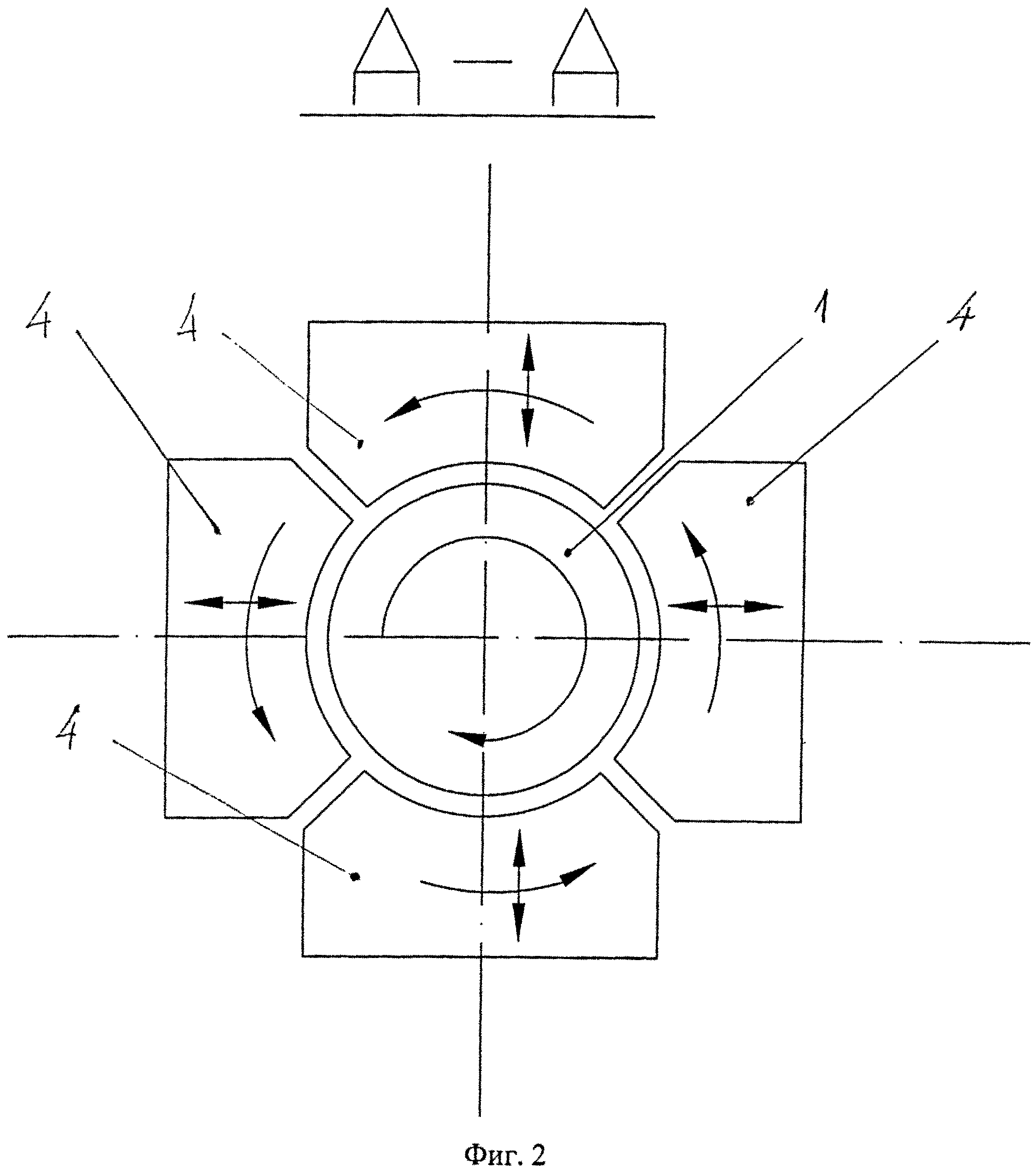
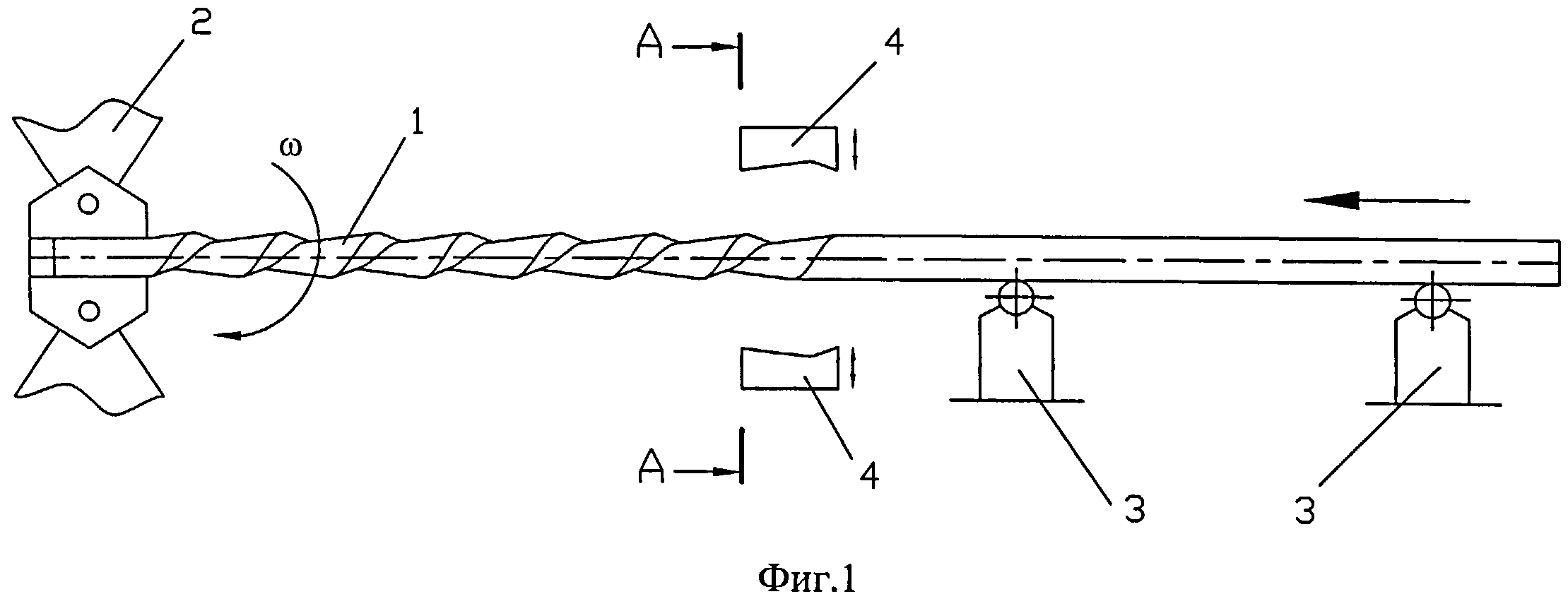
На фиг.1 схематично показан процесс изготовления витой трубы типа «конфузор-диффузор», на фиг.2 сечение А-А.
Способ ковки витой трубы типа «конфузор-диффузор» осуществляют в холодном состоянии без использования дорна (в целях сокращения длины технологического цикла). После подачи заготовки 1 (цельной полой длинномерной трубы) загрузочным устройством (грейфером) на ось ковки заготовку 1 фиксируют захватом зажимной головки 2 манипулятора. Для предотвращения изгиба заготовки 1 вдоль ее движения устанавливают поддерживающие блоки опор 3.
Затем заготовку 1 свободным концом подводят к ковочному блоку, включают вращение заготовки 1, а бойки 4 ковочного блока сводят с зазором в 1 мм, что не препятствует свободному перемещению заготовки 1 в ковочном блоке. Далее заготовку 1 вводят в ковочный блок. Манипулятор с закрепленной в зажимной головке 2 заготовкой 1 перемещают в крайнее ближнее положение относительно ковочного блока.
По завершению подготовительных операций заготовке 1 придают поступательно-вращательное движение и начинают медленное сведение бойков 4 для выполнения процесса ротационного обжатия заготовки 1.
Рабочая поверхность бойков 4 спроектирована таким образом, что сначала формируется диффузорная, затем конфузорная часть витой трубы. Профилирование рабочей поверхности бойков 4 производят с использованием пакета специальных программ.
Режим ротационной ковки ведут при вращении заготовки с числом оборотов - 15…17 об/мин, скоростью протягивания - 0,6…0,8 м/мин, с частотой хода бойков - 800…810 уд./мин и усилием ковки - 5000 кг.
В процессе ротационного обжатия заготовки 1 за счет профиля бойков вначале формируют диффузорную часть элемента «конфузор-диффузор» (с меньшего диаметра на больший), затем его короткая - конфузорная часть (с большего диаметра на меньший) при поступательно-вращательном движении заготовки 1. Ковку изделия проводят в режиме протягивания без перехвата заготовки 1.
На этапе подготовки, начала и реализации способа ковки используют аппаратно - программный комплекс, позволяющий регулировать точность сведения ковочных блоков до 0,1 мм, скорость сведения до 1 мм, точность позиционирования зажимных головок 2 до 1 мм, скорость движения зажимных головок 2 с точностью до 0,1 м/мин, скорость вращения заготовки 1 с точностью до 0,1 об/мин.
Согласно предлагаемому способу холодной ротационной ковки за счет профиля бойков получают длинномерную витую трубу типа «конфузор-диффузор» с заданной чистотой наружной и внутренней поверхностей, не требующих дополнительной обработки.
Сборно-разборный фундамент под опору
Арбалет
Самоуплотняющаяся бетонная смесь
Мешалка для вязких жидкостей
Строительный элемент для изготовления решетчатых конструкций
Узел соединения стеклопластиковых профилей в решетчатой конструкции
Устройство для перемешивания жидкостей
Способ усиления каменных сводчатых перекрытий здания
Композиция для изготовления гипсоволокнистых облицовочных плит
Способ изготовления сборного профиля для несущих конструкций
Сырьевая смесь для изготовления силикатных прессованных изделий
Дорожная фреза с виброприводом
Устройство для галтовки деталей
Способ формообразования тентовых шатровых оболочек
Сборно-разборный фундамент под опору
Арбалет
Самоуплотняющаяся бетонная смесь
Мешалка для вязких жидкостей
Строительный элемент для изготовления решетчатых конструкций
Узел соединения стеклопластиковых профилей в решетчатой конструкции

