Результат интеллектуальной деятельности: ТИСНЁНОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ
Вид РИД
Изобретение
Область применения
Настоящее изобретение относится к тисненому абсорбирующему изделию, имеющему прикрепленную с помощью адгезива защитную бумагу. Настоящее изобретение дополнительно относится к способу тиснения абсорбирующего изделия и нанесения адгезива на абсорбирующее изделие.
Уровень техники
Для выполнения тиснения на полотнах, из которых формируются абсорбирующие изделия, традиционно используются системы из вращающихся валиков. Типичная система для выполнения тиснения включает вращающиеся валики, выполняющие тиснение, и взаимодействующие с ними вращающиеся опорные валики. На вращающиеся валики, выполняющие тиснение, могут быть прикреплены различные оправки для тиснения, с помощью которых могут быть изготовлены абсорбирующие изделия, имеющие различную требуемую структуру тиснения. Типичное тисненое абсорбирующее изделие, такое как женская гигиеническая прокладка, содержит верхний лист, абсорбирующую сердцевину и тыльный лист. Тыльный лист обычно крепят к верхнему листу до выполнения тиснения на верхнем листе и абсорбирующей сердцевине. Дело в том, что крепление тыльного листа к абсорбирующей сердцевине до выполнения тиснения ограничивает глубину тиснения, поскольку при слишком глубоком тиснении может быть поврежден тыльный лист во время выполнения тиснения, например, он может быть порезан или порван. Тыльный лист, как правило, изготовлен из водостойкого материала, например, из полимерной пленки, что делает тыльный лист гораздо более уязвимым к повреждениям, чем, например, нетканое полотно. Кроме того, что это может испортить внешний вид абсорбирующего изделия, и может сказаться на общей эффективности абсорбирующего изделия, поскольку через поврежденный тыльный лист могут проходить жидкости, поглощенные абсорбирующим изделием, и попадать на кожу или одежду.
Структуры тиснения абсорбирующих изделий, содержащие глубокие каналы, обеспечивают улучшенную посадку абсорбирующего изделия на тело пользователя, что исключительно важно для обеспечения максимальной защитной функции. Кроме того, структуры тиснения абсорбирующих изделий, содержащие глубокие каналы, обеспечивают женщине приятные осязательные ощущения. И наконец, тисненая область служит также барьером для текучей, то есть предотвращает течение текучих сред на стороны абсорбирующего изделия.
Кроме того, процесс тиснения с выполнением глубоких каналов позволяет получить структуру тиснения не только на той стороне, которая находилась в контакте с вращающими валиками, выполняющими тиснение (как правило, это поверхность верхнего листа, обращенная к телу), но также и на противоположной поверхности (как правило, это поверхность, обращенная к одежде). Поверхность абсорбирующего изделия, обращенная к одежде, является поверхностью, которая будет приведена в контакт с тыльным листом. Тыльный лист, как правило, плотно прилегает к тисненным структурам, присутствующим на обращенной к одежде поверхности абсорбирующего изделия, в результате чего поверхность тыльного листа становится неровной. Неровная поверхность тыльного листа вызывает проблемы при попытке крепления к ней защитной бумаги. Как правило, сначала на защитную бумагу наносят адгезив, после чего защитную бумагу приводят в контакт с тыльным листом, в результате чего адгезив удерживает друг с другом защитную бумагу и тыльный лист до использования изделия. Однако, так как из-за выполнения тиснения на тыльном листе имеются возвышенные и равнинные участки, адгезив, нанесенный на защитную бумагу, будет расположен поверх равнинных участков, и соответственно не войдет в полный контакт с тыльным листом. Такой неравномерный адгезивный контакт вызывает ряд проблем, включая, например, плохой перенос адгезива с защитной бумаги на тыльный лист, в результате чего адгезив может оставаться на защитной бумаге, или может снижаться общая эффективность абсорбирующего изделия, или адгезив может переноситься на нежелательные поверхности, такие как, например, нижнее белье. Еще одна проблема может заключаться в том, что когда пользователь отрывает защитную бумагу от прокладки, между защитной бумагой и тыльным листом могут образовываться нити из адгезива (подобно тому, как образуются нити из жевательной резинки, прилипшей к обуви, если случайно наступить на нее). Адгезив из таких нитей может попадать на палец, а с него обратно на защитную бумагу или на тыльный лист. Опыт показывает, что такие нежелательные явления действительно происходят. Еще одной сложностью является то, что адгезив, который не находится в контакте с тыльным листом, не перейдет на него с удаляемой защитной бумаги, что усложняет процесс использования абсорбирующего изделия, поскольку защитная бумага будет приклеиваться к поверхностям, к которым ее крепление нежелательно. И кроме того, непосредственное нанесение адгезива на тыльный лист не обеспечивает его должное нанесение на равнинные участки, в результате чего возникнут те же проблемы, что и с защитной бумагой.
Существует потребность в абсорбирующем изделии, имеющем тиснение в виде глубоких каналов, а также структуру нанесения адгезива, обеспечивающую легкое отделение тыльного листа от защитной бумаги. Существует также потребность в способе формирования тиснения в виде глубоких каналов, который предотвращал бы повреждение тыльного листа абсорбирующего изделия и обеспечивал бы достаточную адгезию защитной бумаги к тыльному листу.
Сущность изобретения
Предлагается абсорбирующее изделие, содержащее верхний лист; тыльный лист; абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом; при этом верхний лист образует сторону абсорбирующего изделия, обращенную к телу, а тыльный лист образует сторону абсорбирующего изделия, обращенную к одежде; при этом абсорбирующее изделие имеет толщину; обращенная к телу сторона абсорбирующего изделия имеет область тиснения, имеющую среднюю глубину, составляющую от примерно 20% до примерно 75% толщины абсорбирующего изделия; обращенная к одежде сторона имеет область углублений, имеющую среднюю глубину, составляющую от примерно 15% до примерно 75% толщины абсорбирующего изделия; обращенная к одежде сторона имеет структуру нанесения адгезива, имеющую ширину и заданную область нанесения, при этом адгезив покрывает от по меньшей мере примерно 80% заданной области нанесения; при этом структура из адгезива имеет отклонение четкости края, составляющее от примерно 0 мм до примерно 2 мм ширины структуры при формировании с расстоянием формирования, составляющем от примерно 8 мм до примерно 25 мм; и защитную бумагу, прикрепленную к структуре нанесения адгезива.
Предлагается абсорбирующее изделие, содержащее верхний лист; тыльный лист; абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом; при этом верхний лист образует сторону абсорбирующего изделия, обращенную к телу, а тыльный лист образует сторону абсорбирующего изделия, обращенную к одежде; при этом абсорбирующее изделие имеет толщину; обращенная к телу сторона абсорбирующего изделия имеет область тиснения, имеющую среднюю глубину, составляющую от примерно 20% до примерно 75% толщины абсорбирующего изделия; обращенная к одежде сторона имеет область углублений, имеющую среднюю глубину, составляющую от примерно 15% до примерно 75% толщины абсорбирующего изделия; обращенная к одежде сторона имеет структуру нанесения адгезива, имеющую ширину и заданную область нанесения, при этом адгезив покрывает от по меньшей мере примерно 80% заданной области нанесения; при этом структура из адгезива имеет отклонение четкости края, составляющее от примерно 0 мм до примерно 2 мм ширины структуры при формировании с расстоянием формирования, составляющем от примерно 8 мм до примерно 25 мм; защитную бумагу, прикрепленную к структуре нанесения адгезива, при этом сила, требующаяся для отрыва защитной бумаги, составляет от примерно 250 гс до примерно 600 гс; и после удаления защитной бумаги не остается комков или нитей адгезива, имеющих диаметр 4 мм или более.
Предлагается также способ тиснения абсорбирующего изделия, содержащий этапы: обеспечения верхнего листа; обеспечения абсорбирующей сердцевины, имеющей сторону, обращенную к одежде, и сторону, обращенную к телу, и расположения абсорбирующей сердцевины стороной, обращенной к телу, на верхнем листе; продвижения верхнего листа и абсорбирующей сердцевины в направлении движения в машине; приведения верхнего листа в функциональный контакт с элементом для выполнения тиснения вращающегося устройства для выполнения тиснения, в результате чего формируется тисненая область по меньшей мере на части верхнего листа и обращенной к телу стороны абсорбирующей сердцевины, а также область углублений на обращенной к одежде стороне абсорбирующего изделия; приведения тыльного листа в контакт с обращенной к одежде стороной абсорбирующей сердцевины, имеющей область углублений, в результате чего формируется абсорбирующее изделие, имеющее толщину; нанесения адгезива в виде структуры на тыльный лист с помощью бесконтактного штампа; и крепления защитной бумаги к тыльному листу.
Предлагается также способ тиснения абсорбирующего изделия, содержащий этапы: обеспечения верхнего листа; обеспечения абсорбирующей сердцевины, имеющей сторону, обращенную к одежде, и сторону, обращенную к телу, и расположения абсорбирующей сердцевины стороной, обращенной к телу, на верхнем листе; продвижения верхнего листа и абсорбирующей сердцевины в направлении движения в машине; приведения верхнего листа в функциональный контакт с элементом для выполнения тиснения вращающегося устройства для выполнения тиснения, в результате чего формируется тисненая область по меньшей мере на части верхнего листа и обращенной к телу стороны абсорбирующей сердцевины, а также область углублений на обращенной к одежде стороне абсорбирующего изделия; приведения тыльного листа в контакт с обращенной к одежде стороной абсорбирующей сердцевины, имеющей область углублений; нанесения адгезива в виде структуры на тыльный лист с помощью бесконтактного штампа; при этом нанесение адгезива содержит этапы: экструдирования адгезива из выходного отверстия экструдера; направления потока воздуха под углом на экструдируемый адгезив; осаждения экструдируемого адгезива на тыльный лист; и крепления защитной бумаги к тыльному листу.
Краткое описание чертежей
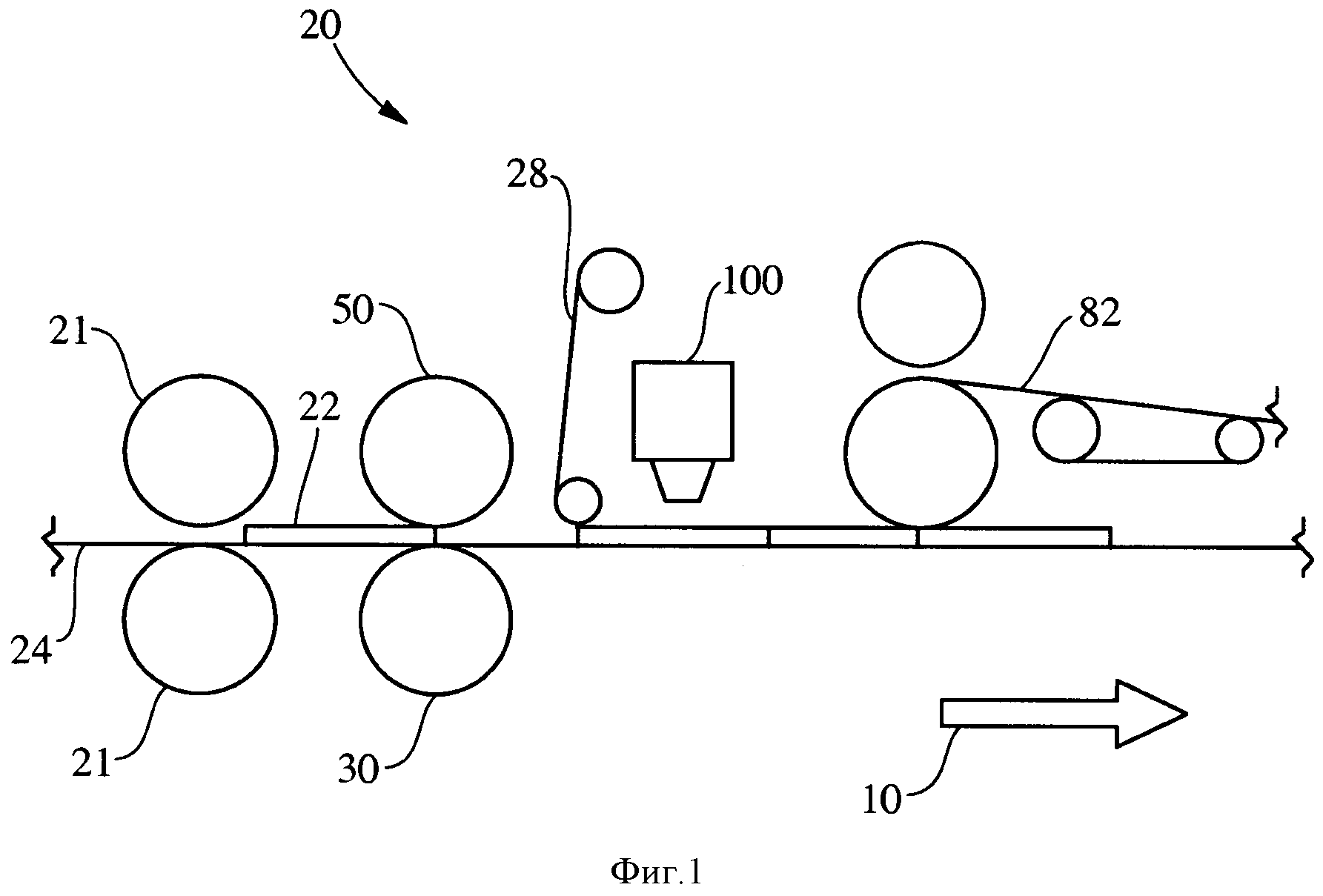
Фиг.1. Вид сбоку, отображающий способ выполнения тиснения на абсорбирующей сердцевине.
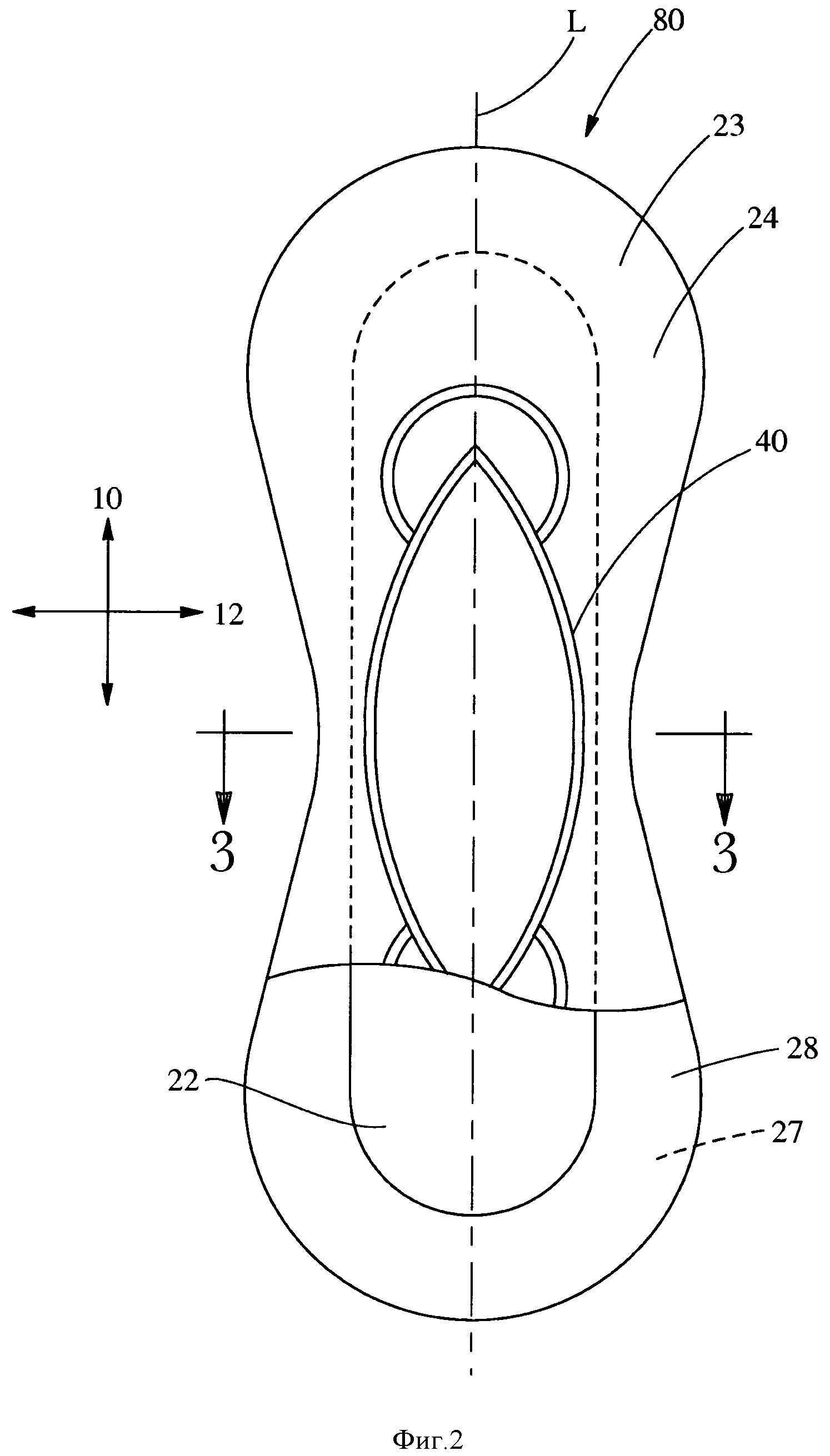
Фиг.2. Вид сверху с частичным разрезом обращенной к телу поверхности женской гигиенической прокладки, имеющей область тиснения.
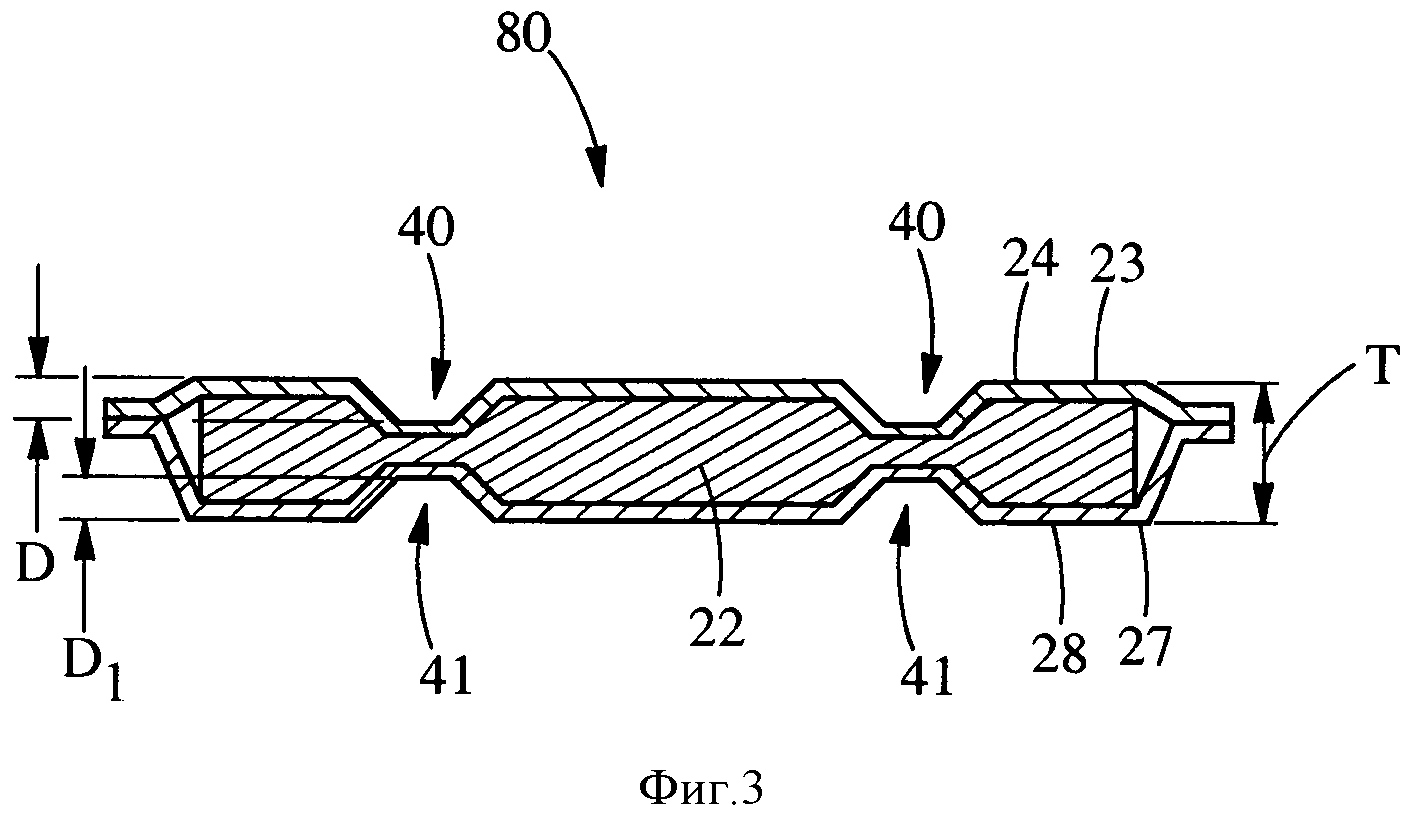
Фиг.3. Сечение женской гигиенической прокладки, изображенной на фиг.2, по плоскости 3-3.
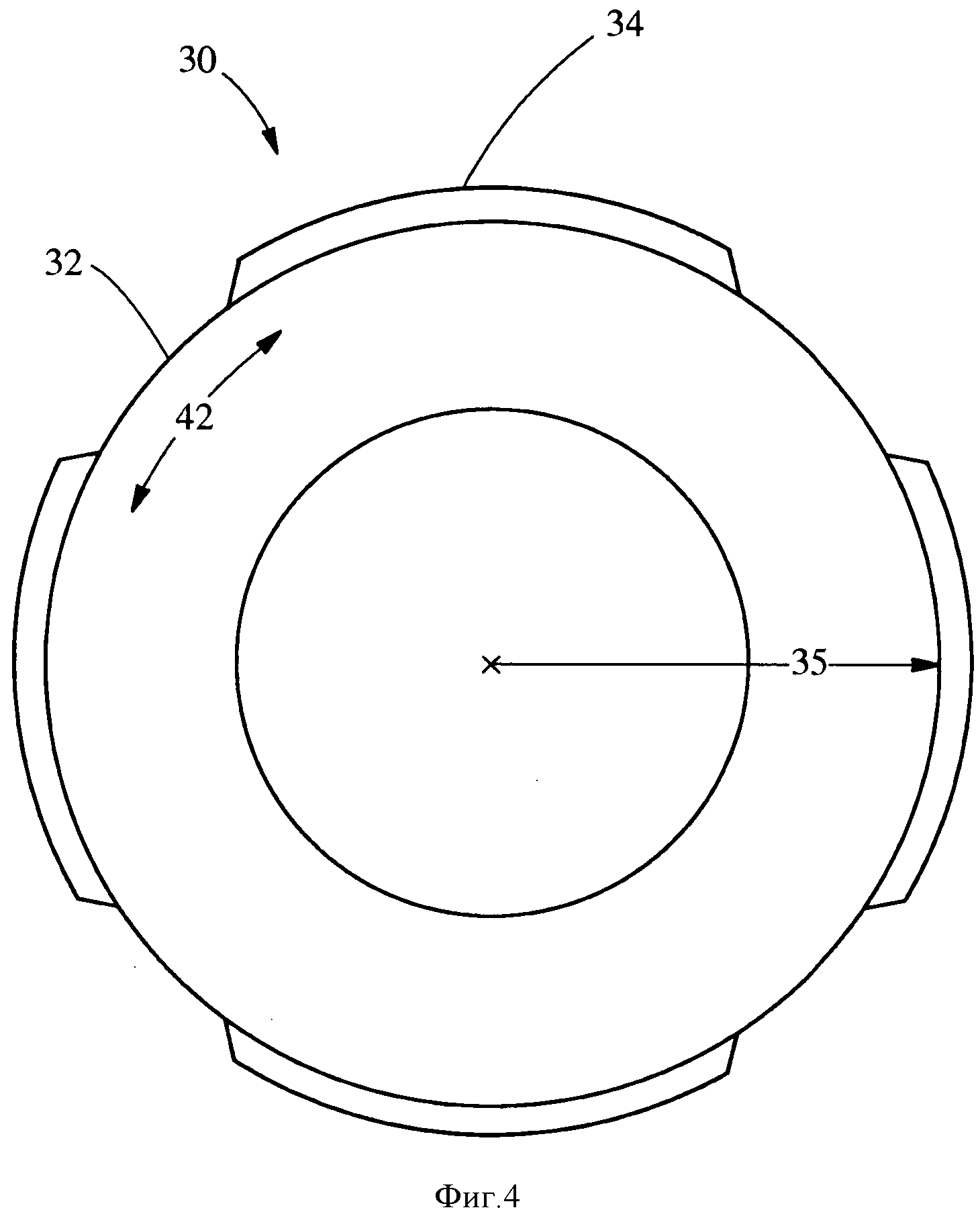
Фиг.4. Вид сбоку вращающегося устройства для выполнения тиснения, которое может быть использовано в настоящем изобретении.
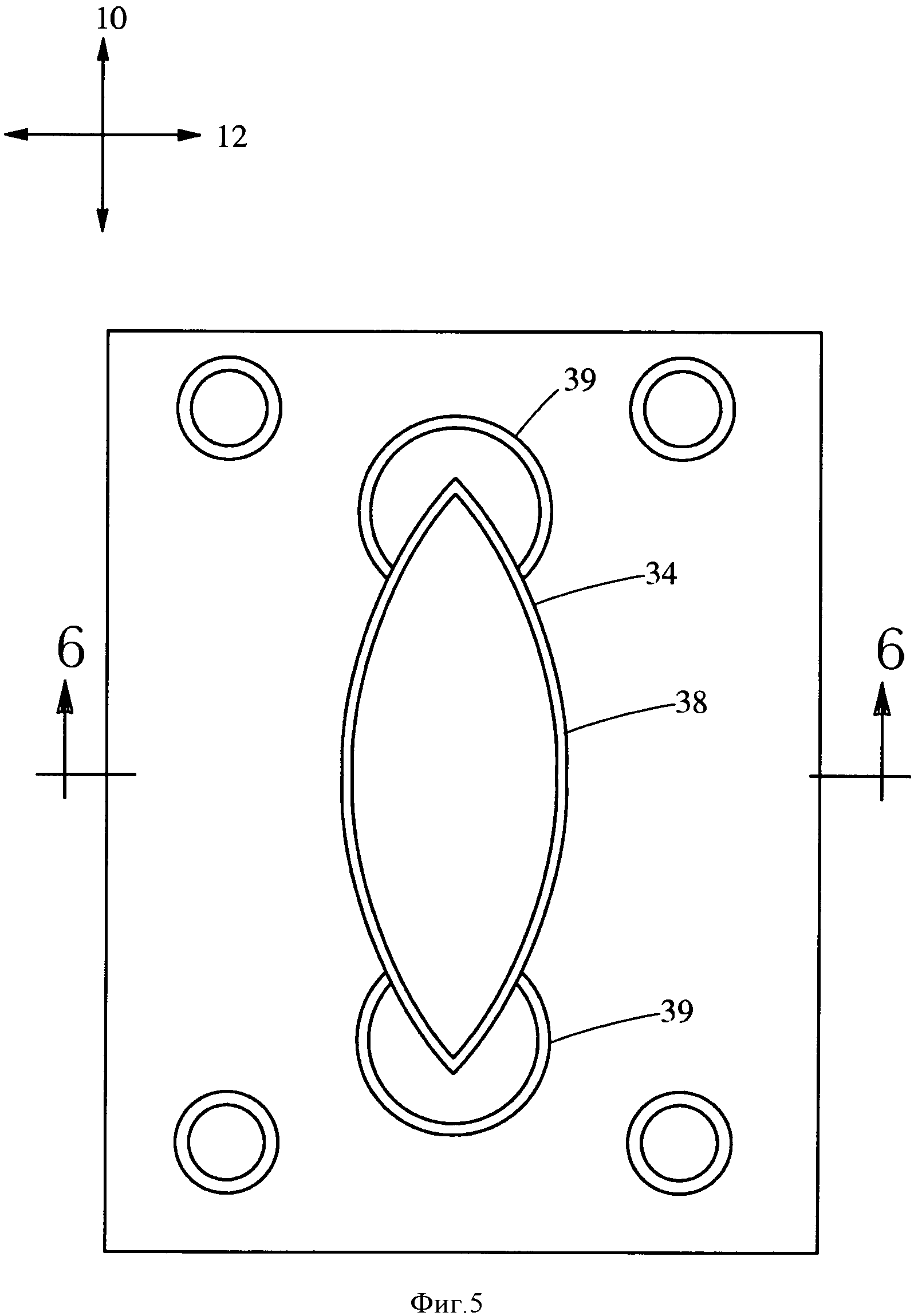
Фиг.5. Вид сверху элемента для выполнения тиснения.
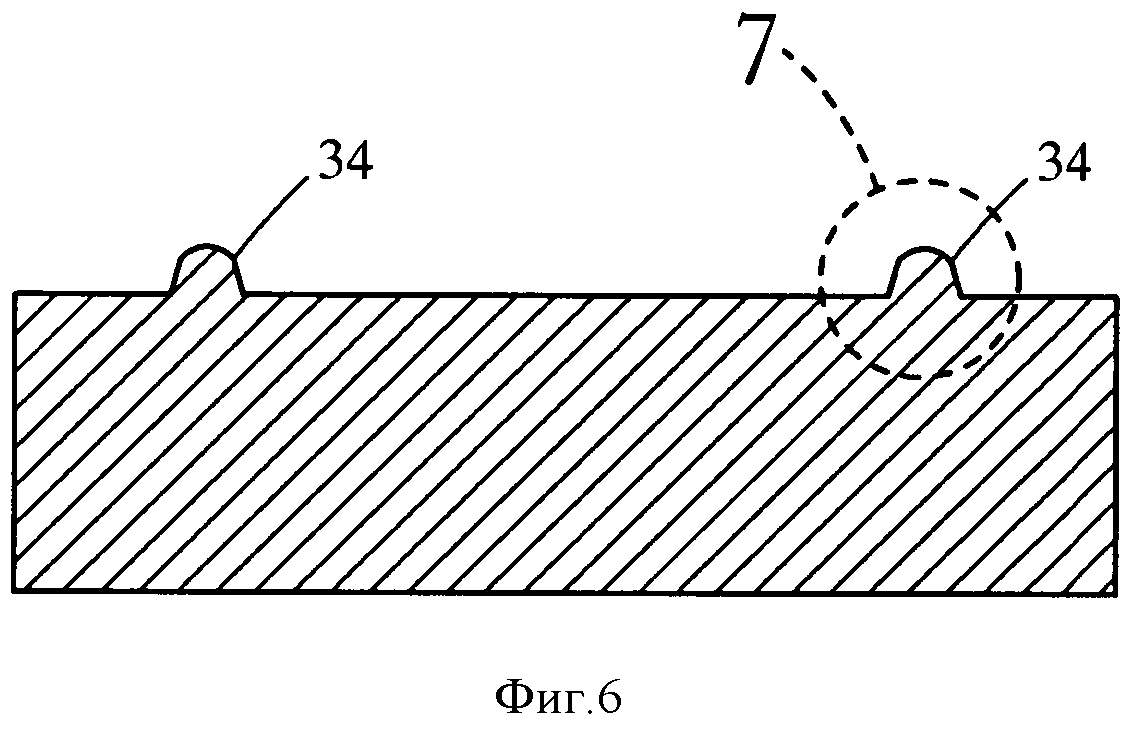
Фиг.6. Сечение элемента для выполнения тиснения, изображенного на фиг.5, по плоскости 6-6.
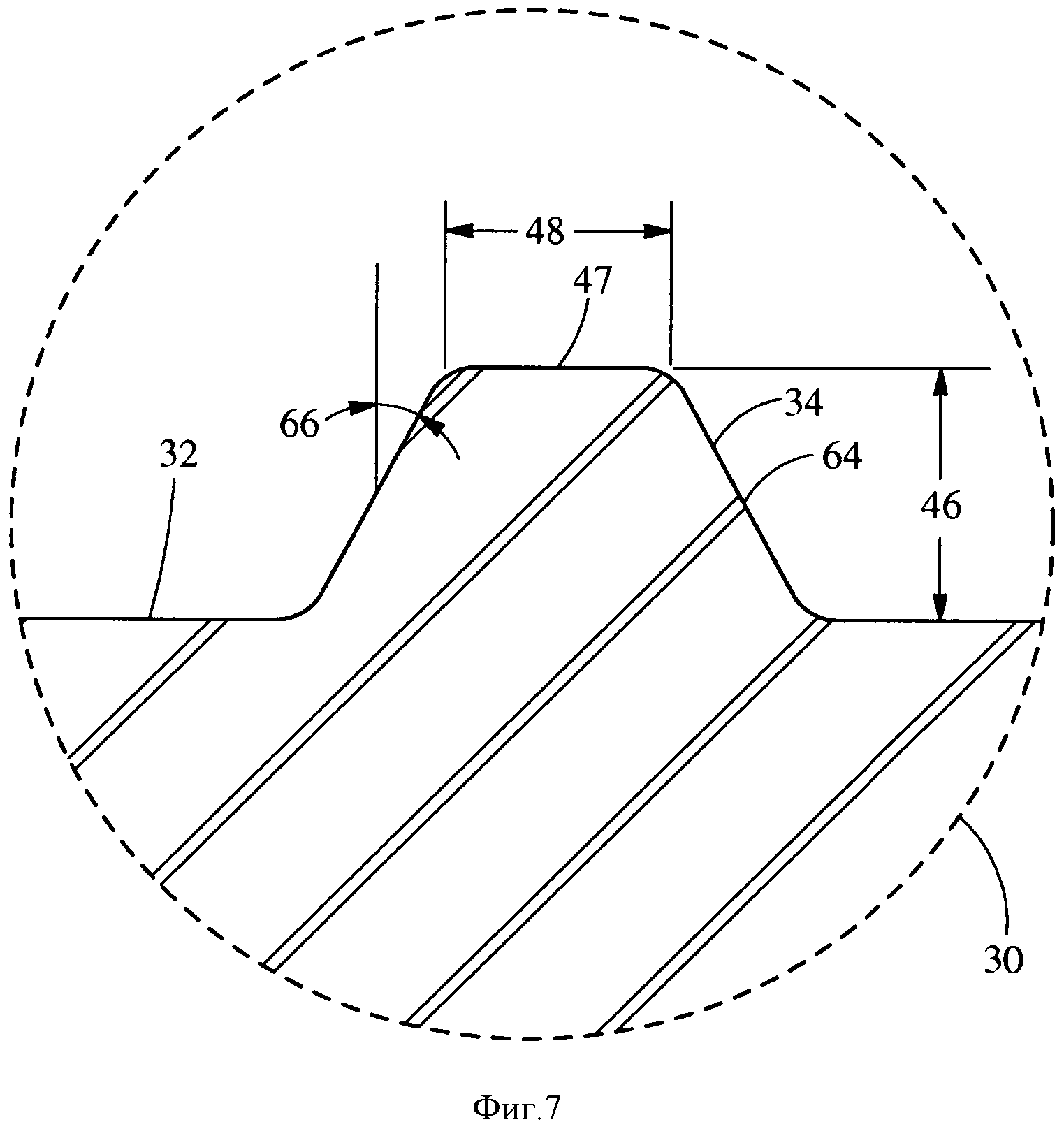
Фиг.7. Увеличенное сечение фрагмента элемента для выполнения тиснения.
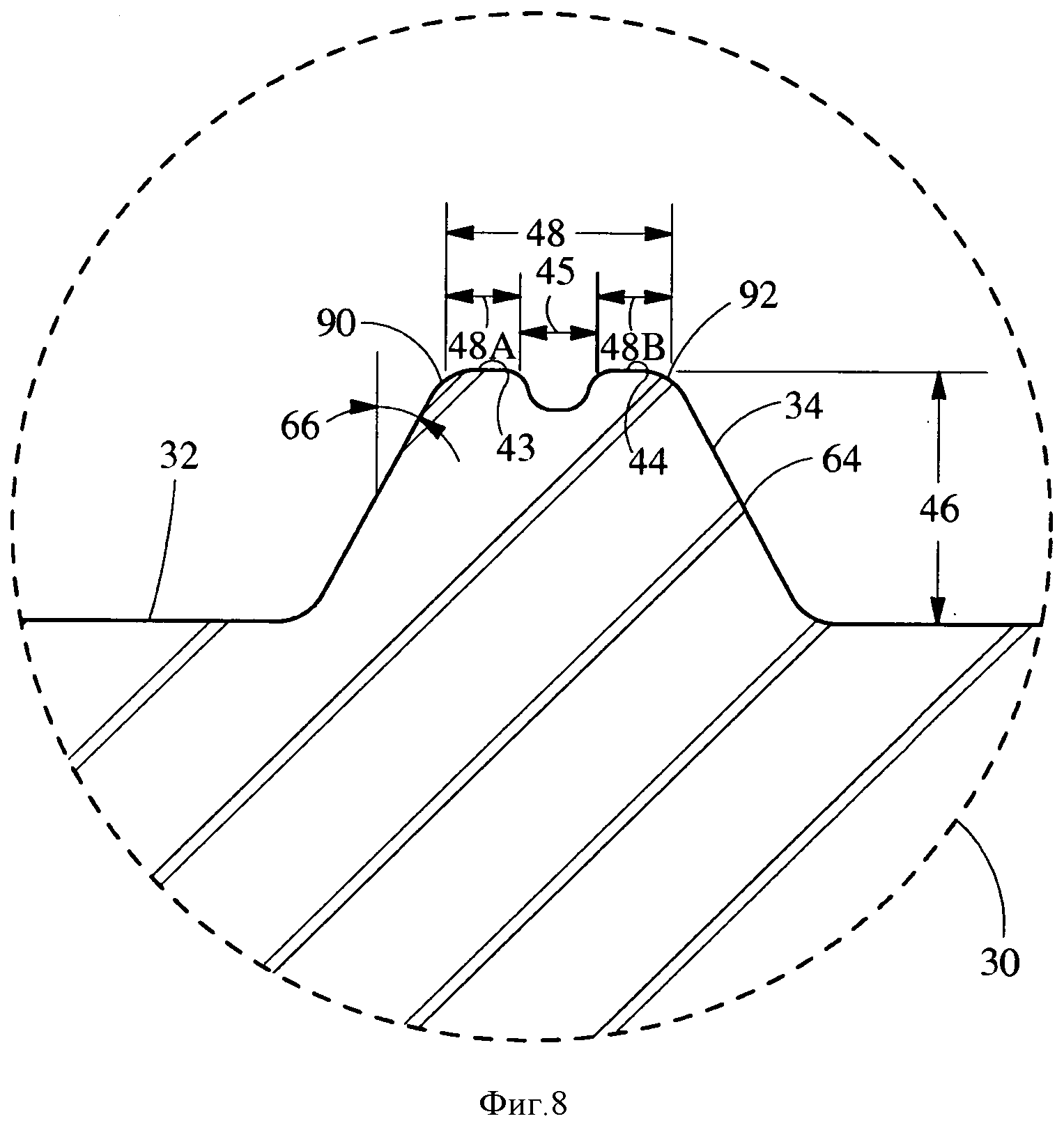
Фиг.8. Увеличенный вид фрагмента сечения элемента для выполнения тиснения.
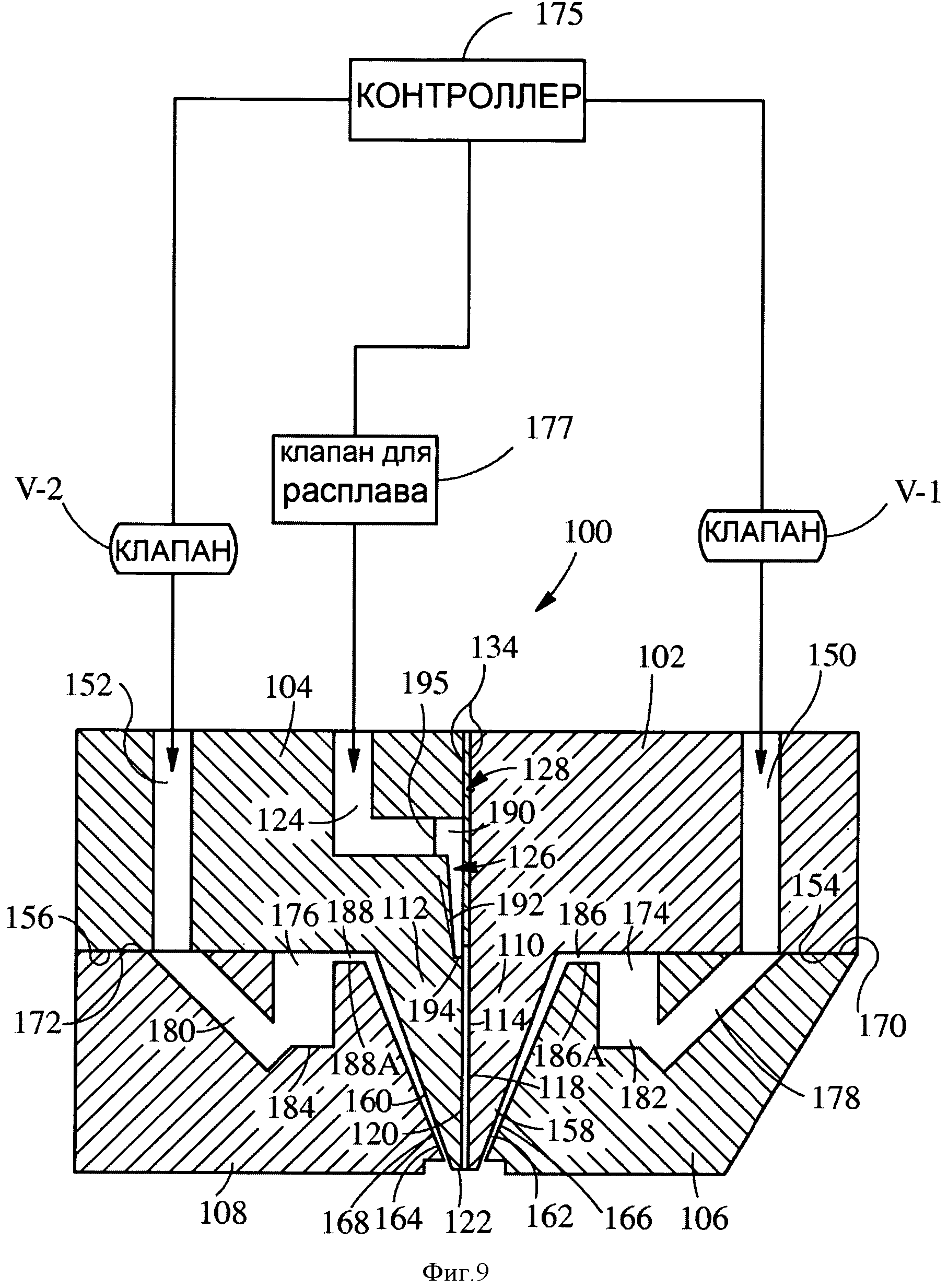
Фиг.9. Сечение бесконтактного штампа, который может быть использован в настоящем изобретении, с диаграммой, отображающей принцип его работы.
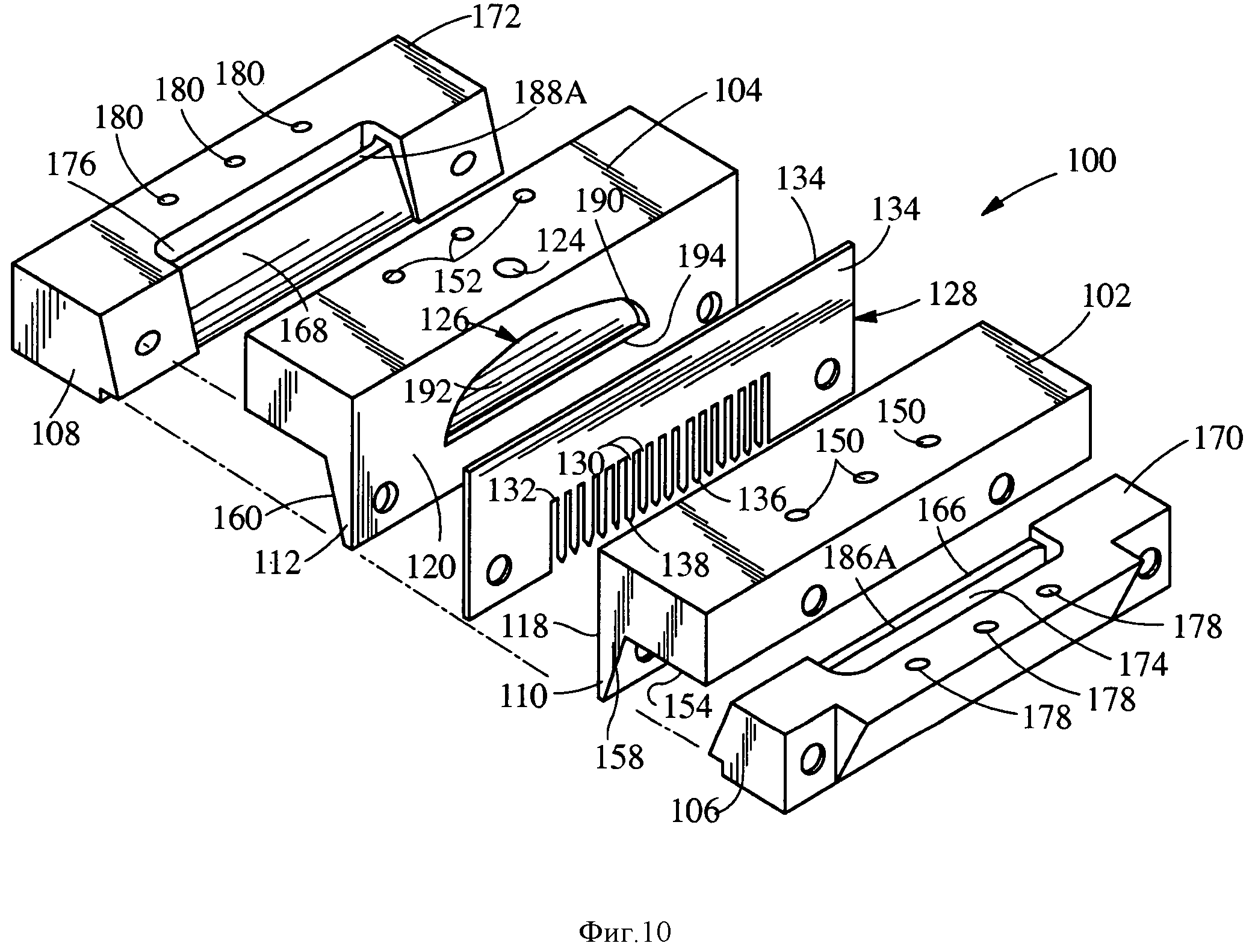
Фиг.10. Бесконтактный штамп, изображенный на фиг.9, в разобранном виде.
Фиг.11. Схема нанесения адгезива на женскую гигиеническую прокладку с помощью бесконтактного штампа в соответствии с одним из воплощений настоящего изобретения.
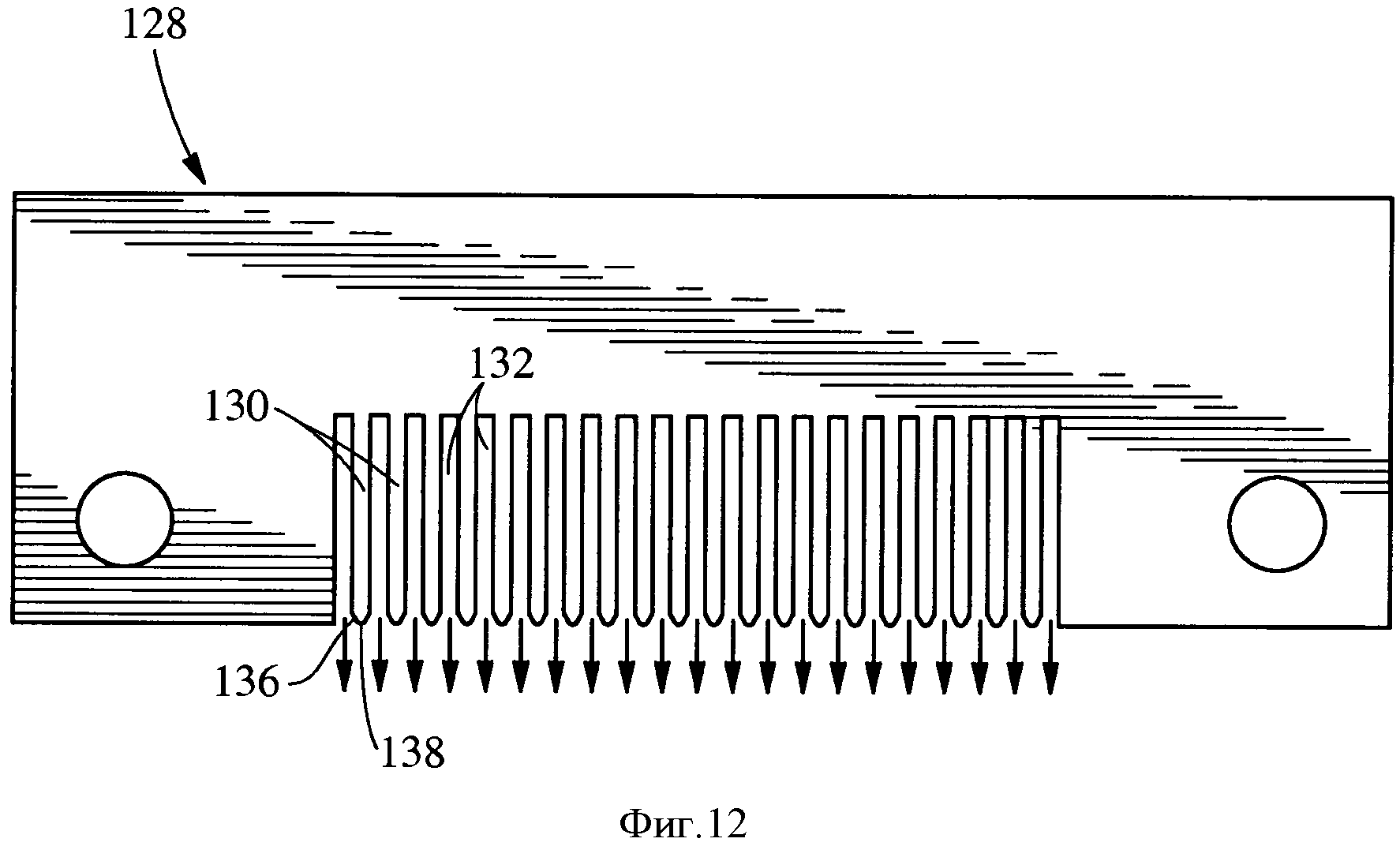
Фиг.12. Вид сбоку пластины с вырезами, которая может быть использована в бесконтактном штампе.
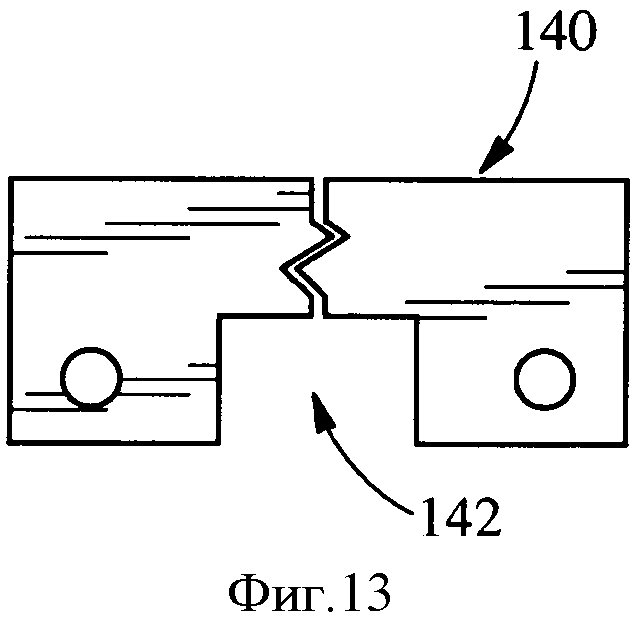
Фиг.13. Вид сбоку открытой пластины, которая может быть использована в бесконтактном штампе.
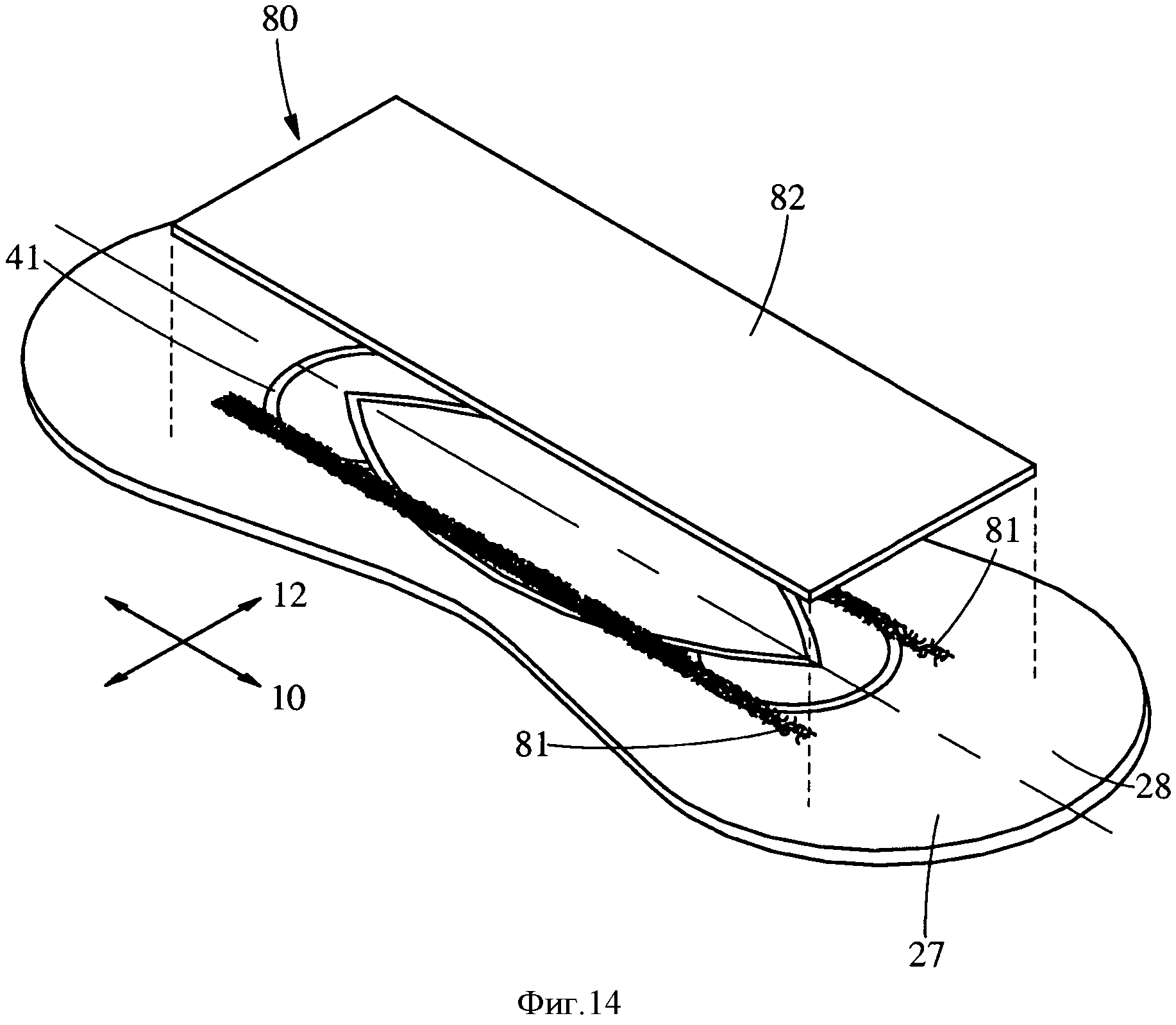
Фиг.14. Аксонометрический вид женской гигиенической прокладки с нанесенным на нее адгезивом и защитной бумаги в разобранном виде.
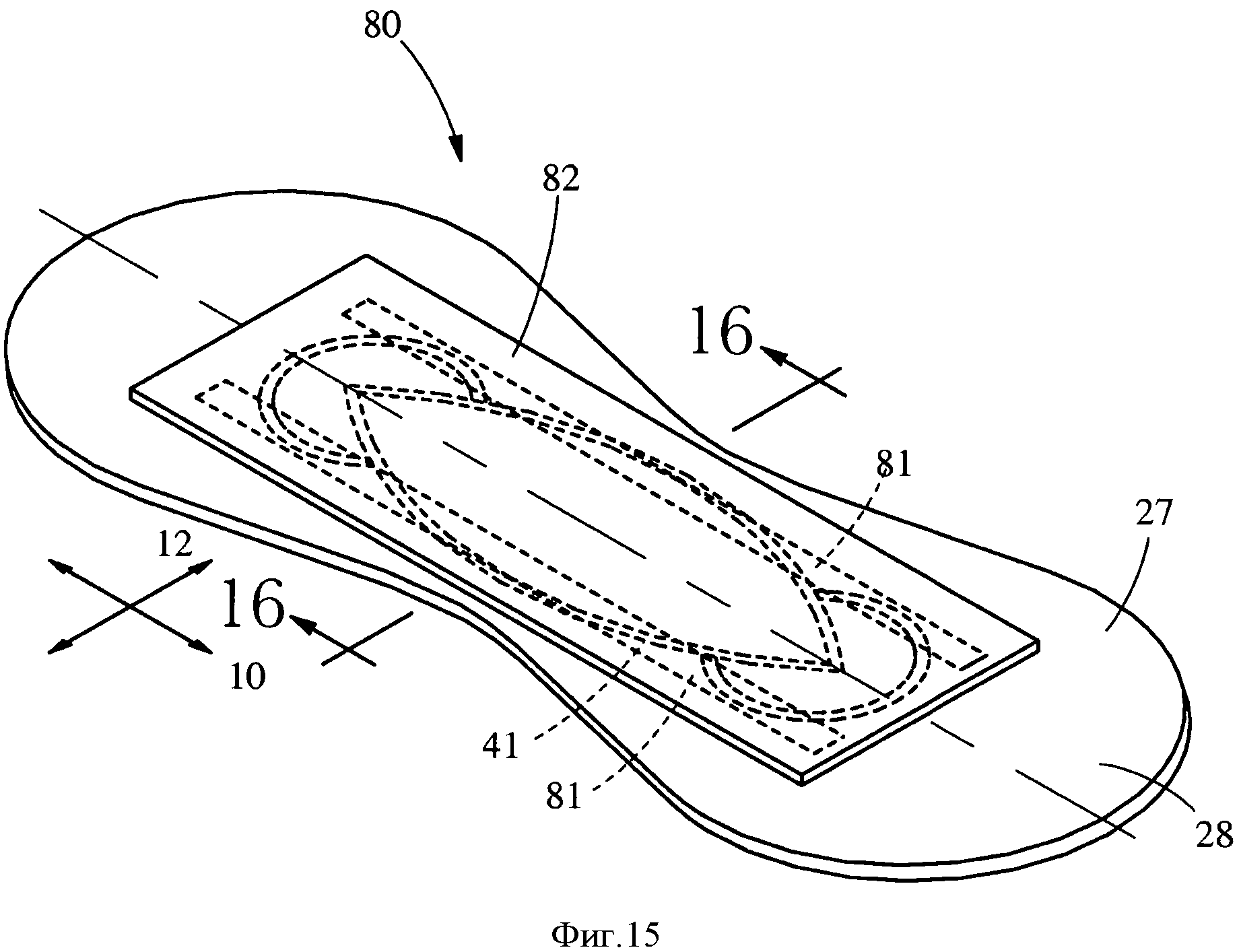
Фиг.15. Аксонометрический вид женской гигиенической прокладки с прикрепленной к ней защитной бумагой.
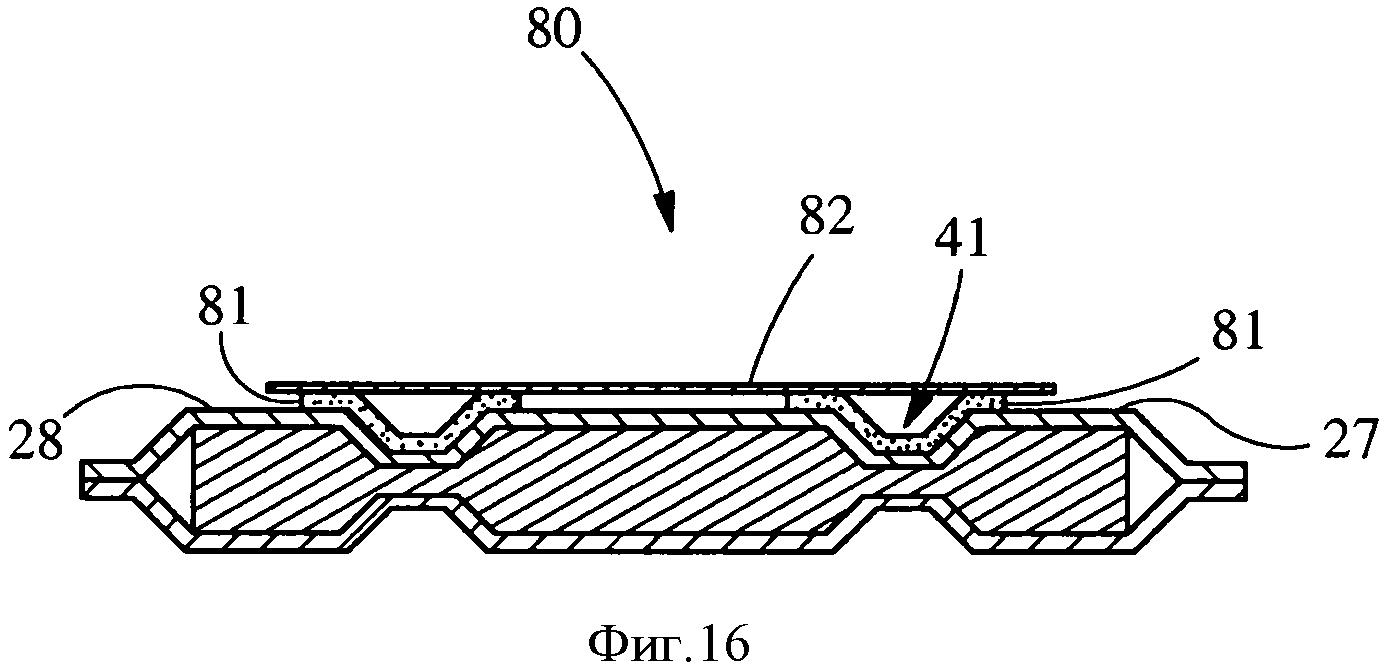
Фиг.16. Сечение женской гигиенической прокладки, изображенной на фиг.15, по плоскости 16-16.
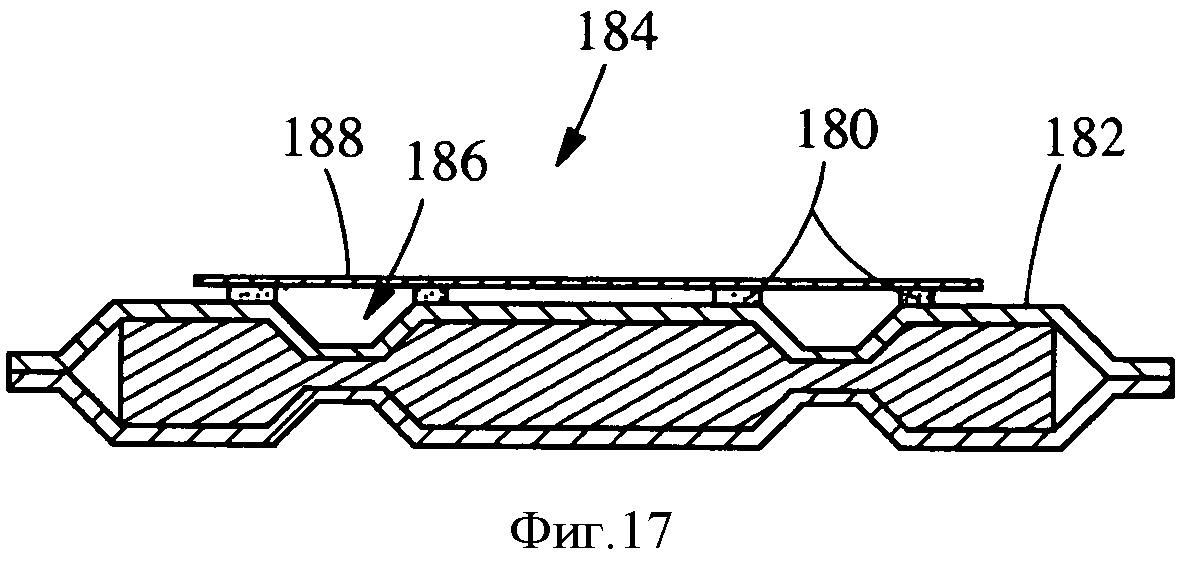
Фиг.17. Сечение женской гигиенической прокладки.
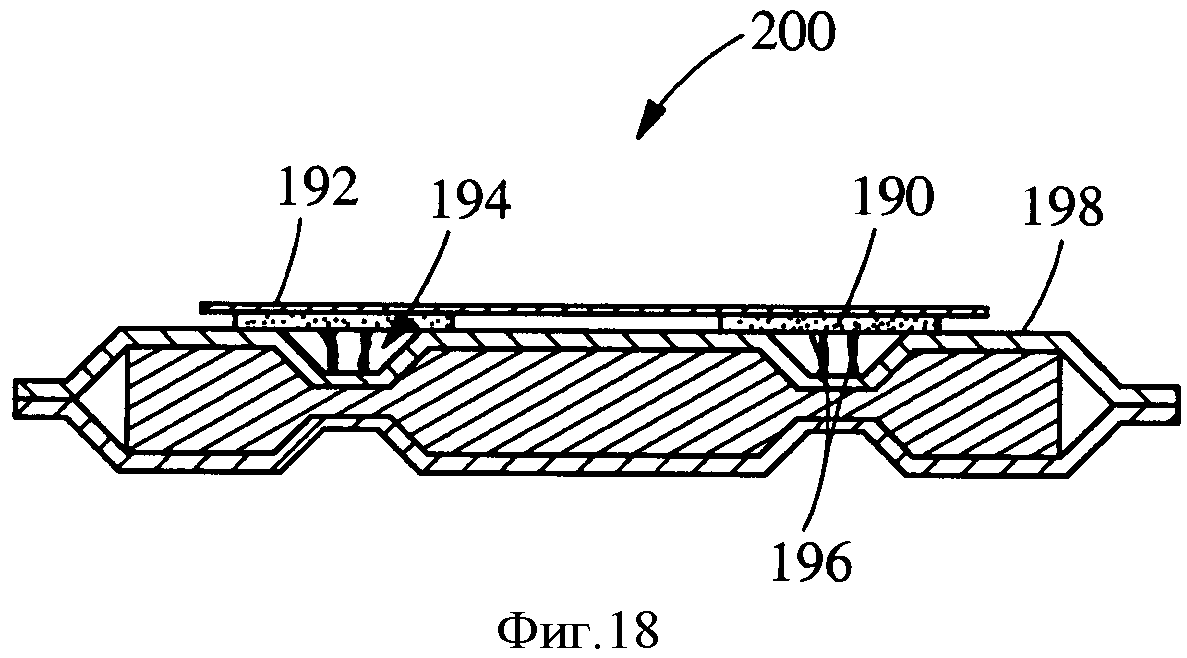
Фиг.18. Сечение женской гигиенической прокладки.
Фиг.19. Фотография женской гигиенической прокладки.
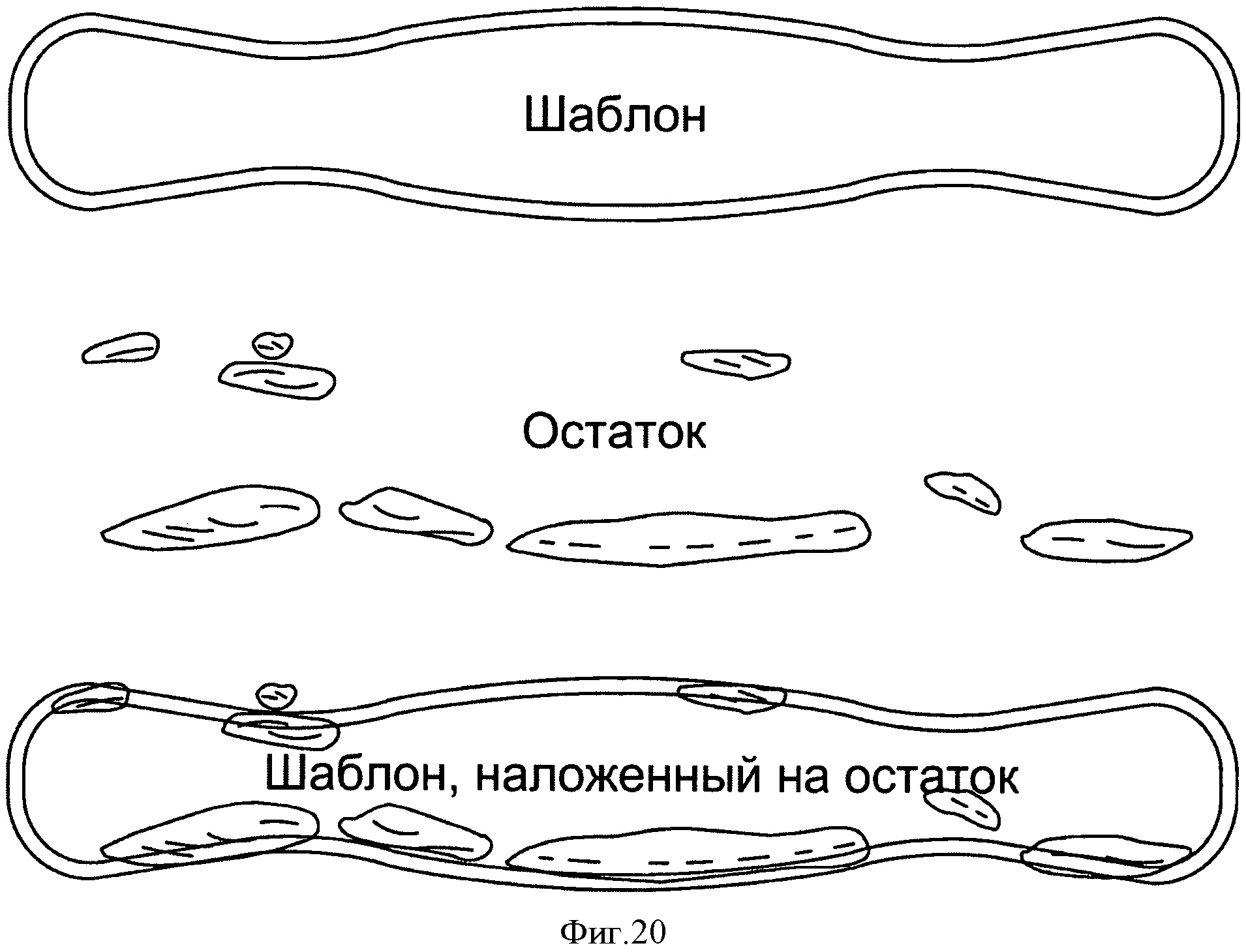
Фиг.20. Защитная бумага и остатки адгезива.
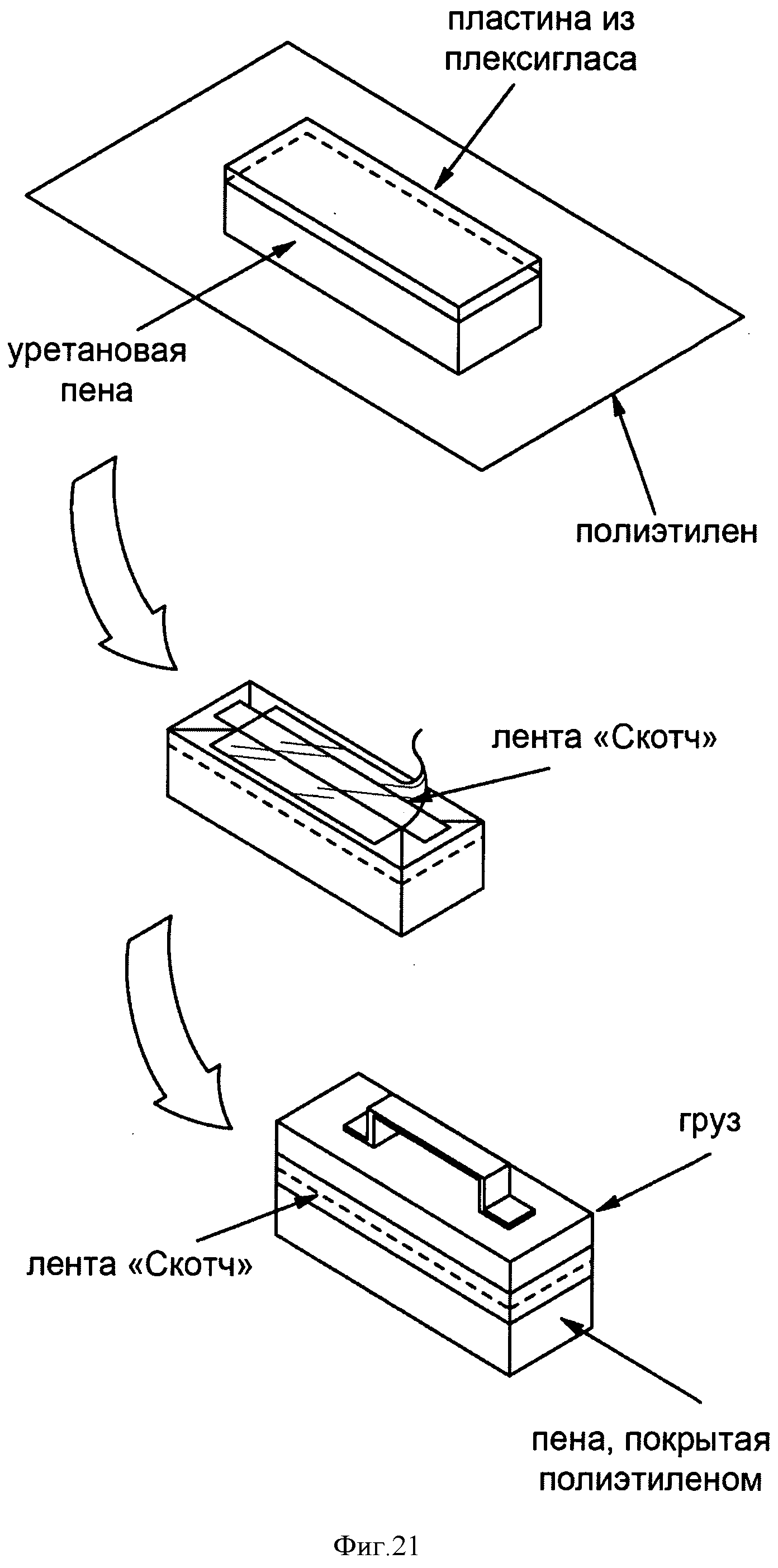
Фиг.21. Схема изготовления прижимного груза.
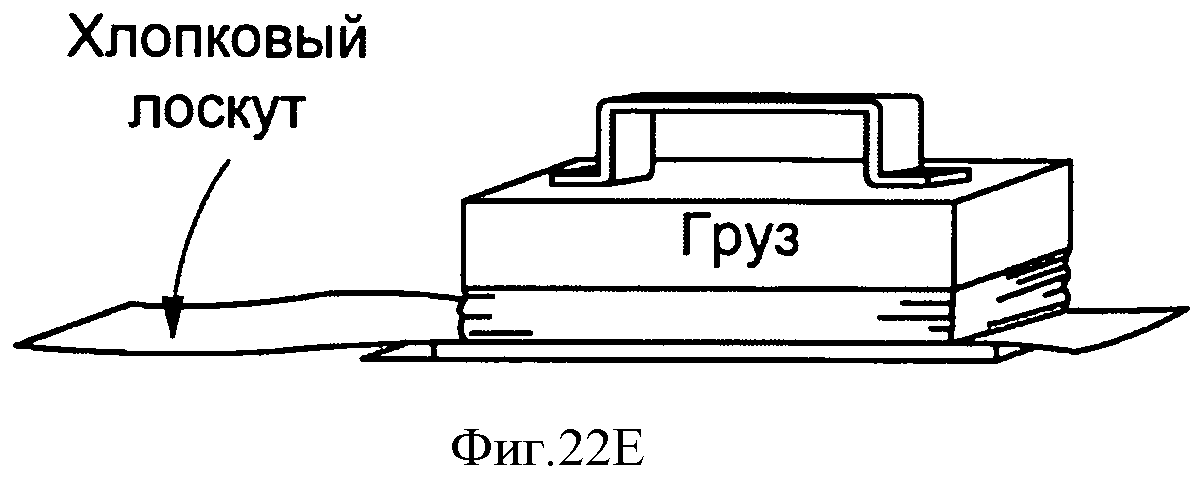
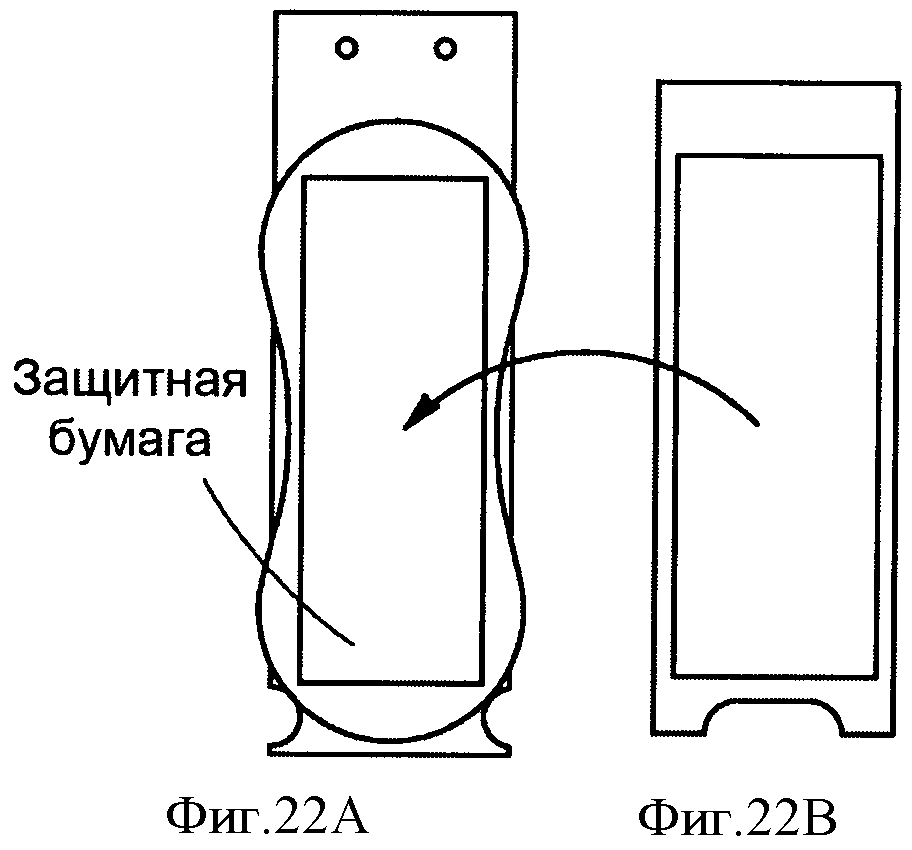
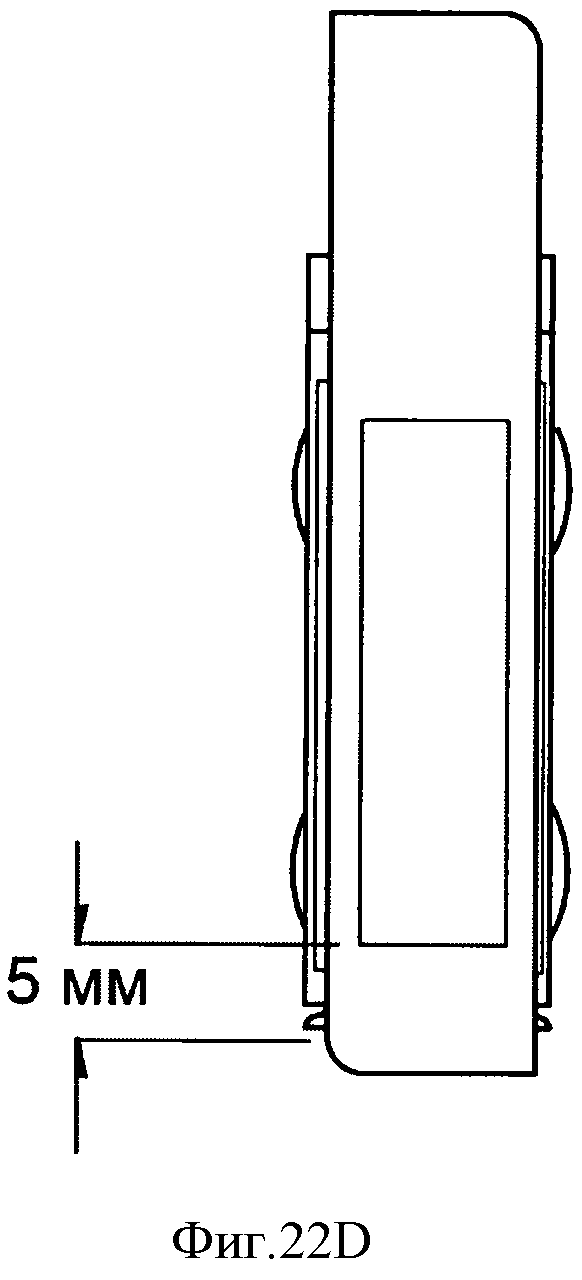
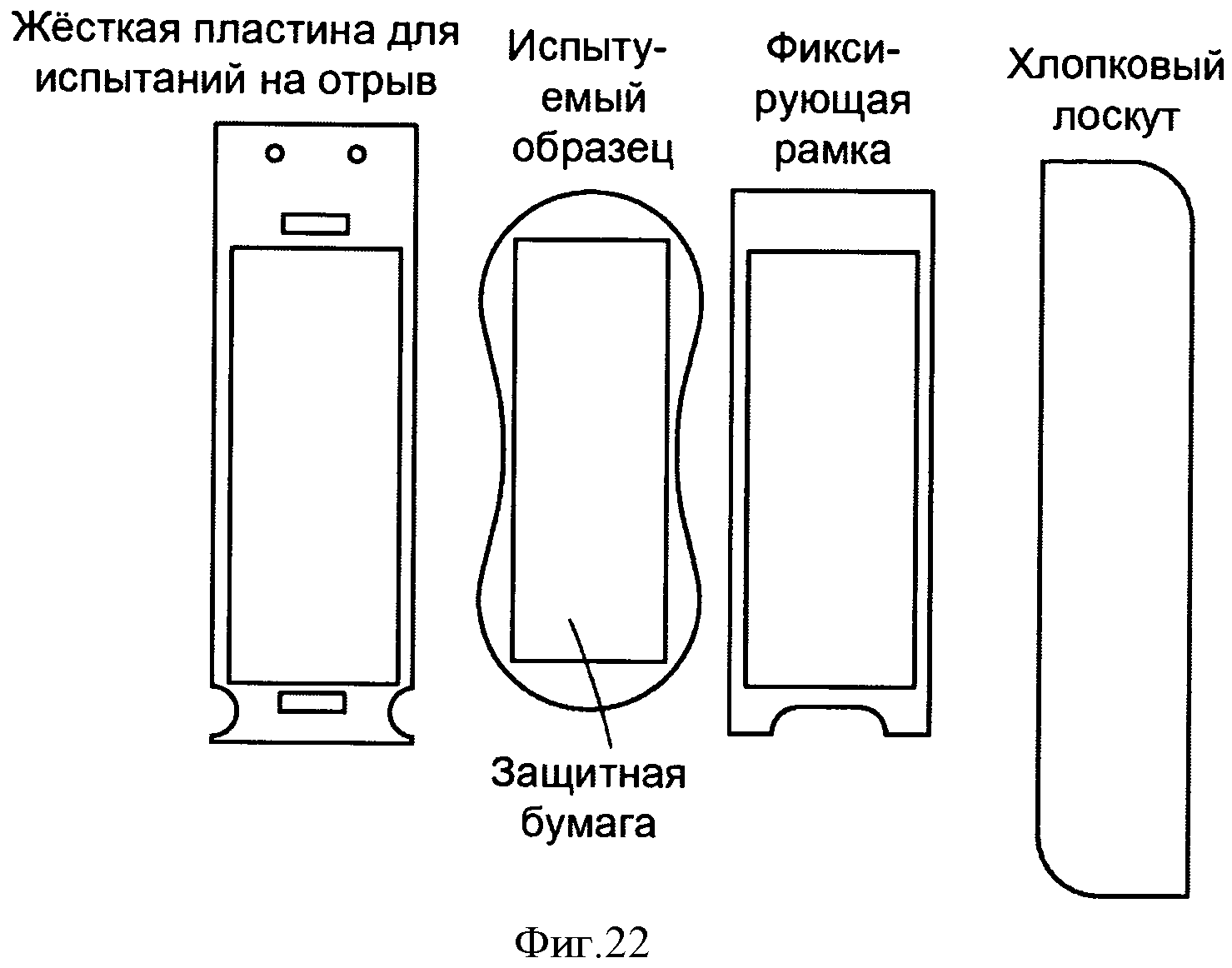
Фиг.22 и 22A-22F. Этапы подготовки образца.
Подробное описание изобретения
Настоящее изобретение относится к тисненому абсорбирующему изделию, а также к способу изготовления тисненого абсорбирующего изделия, такого как женская гигиеническая прокладка. Способ включает этап продвижения верхнего листа и абсорбирующей сердцевины, имеющей поверхность, обращенную к телу, и поверхность, обращенную к одежде, в направлении движения в машине, таким образом, что они подвергаются тиснению вращающимся устройством для выполнения тиснения, имеющим один или более элементов для выполнения тиснения, находящихся в функциональном контакте с вращающимся опорным элементом. Элементы для выполнения тиснения вступают в контакт с обращенной к телу поверхностью верхнего листа, в результате чего формируются области тиснения на обращенной к телу поверхности верхнего листа и абсорбирующей сердцевины, и формируются также области углублений, соответствующие областям тиснения, на обращенной к одежде поверхности абсорбирующей сердцевины. После выполнения тиснения тыльным листом покрывают обращенную к одежде поверхность полотна абсорбирующей сердцевины. На тыльный лист наносят адгезив с помощью бесконтактного метода, такого как, например, распыление, и после этого защитную бумагу приводят в контакт с покрытой адгезивом поверхностью тыльного листа.
В контексте настоящего описания словосочетание ″абсорбирующее изделие″ относится к устройствам, поглощающим и удерживающим жидкие выделения организма, и, в частности, к устройствам, которые могут быть размещены на коже или в непосредственной близости к ней для поглощения и удержания различных жидкостей, выделяемых организмом. Как правило, не предполагается стирка абсорбирующих изделий или иное их восстановление или повторное использование после первичного использования. Примеры абсорбирующих изделий включают, но не ограничиваются ими: абсорбирующие изделия для личной гигиены, например, женские гигиенические прокладки, прокладки на каждый день, тампоны, прочие устройства для гигиены половых органов; подгузники для малых детей, обучающие трусики для детей, изделия для взрослых, страдающих недержанием мочи; а также абсорбирующие салфетки.
Абсорбирующие изделия и их отдельные компоненты, такие как проницаемый для жидкости верхний лист, в сущности непроницаемый для жидкости тыльный лист, присоединенный к верхнему листу, а также абсорбирующая сердцевина, расположенная и удерживаемая между верхним листом и тыльным листом, имеют поверхность, обращенную к телу, и поверхность, обращенную к одежде. В контексте настоящего описания термин ″обращенная к телу поверхность″ означает поверхность компонента абсорбирующего изделия, которая должна быть обращена к телу пользователя или расположена в непосредственной близости к телу пользователя во время обычного использования изделия, в то время как ″обращенная к одежде поверхность″ расположена на противоположной стороне, и предполагается, что при обычном использовании изделия данная поверхность должна быть обращена от тела пользователя. Верхний лист в целом является проницаемым для жидкостей, которые должны удерживаться или храниться в абсорбирующем изделии, а тыльный лист является в сущности не проницаемым или иным образом непроницаемым для жидкостей, которые должны удерживаться или храниться в абсорбирующем изделии. Абсорбирующее изделие может также включать прочие компоненты, такие как вторичный верхний лист, слои для капиллярного переноса жидкостей, слои для распределения жидкостей, барьерные слои и им подобные, а также их сочетания.
На фиг.1 и 2 показаны абсорбирующее изделие в соответствии с настоящим изобретением и способ его изготовления. В соответствии с предлагаемым способом имеется направление 10 движения изделия в машине, соответствующее продольному направлению изделия, и поперечное направление 12, перпендикулярное продольному направлению. Направление 10 движения в машине является направлением, вдоль которого транспортируется тот или иной компонент или материал на том или ином этапе изготовления абсорбирующего изделия. Поперечное направление 12 в целом лежит в плоскости транспортировки материала в процессе изготовления изделия, и перпендикулярно направлению 10 движения в машине. В соответствии с ориентацией чертежа 1 поперечное направление 12 перпендикулярно плоскости листа чертежа.
Как показано на фиг.1, 3 и 4, способ тиснения в соответствии с настоящим изобретением для формирования тисненого абсорбирующего изделия может включать расположение абсорбирующей сердцевины 22 на полотне, таком как полотно верхнего листа 24. Далее следует этап перемещения верхнего листа 24 и абсорбирующей сердцевины 22, каждый из которых может представлять собой сплошное полотно или отдельные компоненты, как показано на фиг.1, в направлении 10 движения в машине с заданной скоростью. В некоторых воплощениях тыльный лист 24 и абсорбирующая сердцевина 22 могут проходить через два или более предкаландровочных валика. Предварительное каландрование может использоваться потому, что этап тиснения может потребовать приложения к полотнам очень больших усилий для создания между ними устойчивого крепления. При использовании этапа каландрования некоторая часть сжатия может быть сделана до фактического этапа тиснения. При этом не подразумевается, что предварительное каландрование должно вызвать необратимую деформацию абсорбирующей сердцевины 22, а скорее его целью является частично сжать целевые области абсорбирующей сердцевины 22 до выполнения тиснения. Это позволяет на этапе тиснения «завершить» этап скрепления полотен в тисненых областях; в то время как остальные области абсорбирующей сердцевины 22 могут выйти из взаимного скрепления, которое произошло на этапе предварительного каландрования. После выполнения валиками 21 предварительного каландрования верхний лист 24 и абсорбирующая сердцевина 22 вступают в функциональный контакт с вращающимся устройством 30 для формирования области 40 тиснения на поверхности 23, обращенной к одежде, и области 41 углублений 41 на обращенной к одежде поверхности 27 абсорбирующей сердцевины 22.
Как показано на фиг.4, вращающееся устройство 30 для выполнения тиснения включает наружную периферийную поверхность, имеющую латеральное (поперечное) направление 12 и направление 42 по окружности боковой поверхности, и элемент 34 для выполнения тиснения, расположенный на наружной поверхности 32. Как показано на фиг.1, предлагаемый способ тиснения может также включать опорный элемент 50, взаимодействующий с вращающимся устройством 30 для выполнения тиснения. Опорный элемент 50 может быть вращающимся опорным валиком. Опорный элемент 50, взаимодействуя с вращающимся устройством 30 для выполнения тиснения, может обеспечивать формирование области тиснения на основе, проходящей между ними.
В некоторых воплощениях абсорбирующая сердцевина 22 в форме полотна может быть разрезана, или иным образом разделена, для получения отдельных абсорбирующих сердцевин, используемых в изделиях женской гигиены, таких как женская гигиеническая прокладка, изображенная на фиг.2 и 3. Женская гигиеническая прокладка 80 может иметь продольное измерение, протяженное вдоль продольного направления 10, и поперечное измерение, протяженное вдоль латерально протяженного поперечного направления 12. Упомянутые измерения соответствуют направлению 10 движения в машине и латеральному (поперечному) направлению 12, описанным выше.
Тиснение абсорбирующей сердцевины 22 выполняется до приведения ее в контакт с тыльным листом. Это позволяет провести тиснение абсорбирующей сердцевины 22 со значительно большей глубиной в областях 40 тиснения и при этом в сущности избежать нежелательных разломов или трещин таких компонентов абсорбирующего изделия, как тыльный лист.
Как показано на фиг.1, абсорбирующая сердцевина 22 может быть уложена на ленту транспортера и подаваться с определенной скоростью в направлении движения в машине. В некоторых воплощениях скорость движения может составлять от примерно 2 м/с до примерно 9 м/с, и в некоторых воплощениях - от примерно 5 м/с до примерно 7 м/с.
На фиг.2 и 3 показано тисненое абсорбирующее изделие в соответствии с настоящим изобретением, которое в данном случае является женской гигиенической прокладкой 80, имеющей абсорбирующую сердцевину 22, расположенную между обращенной к телу поверхностью 23, содержащей верхний лист 24, и обращенной к одежде поверхностью 27, содержащей непроницаемый для жидкости тыльный лист 28, присоединенный к верхнему листу 24, абсорбирующей сердцевине 22 или им обоим. Обращенная к телу поверхность 23 женской гигиенической прокладки 80 имеет область 40 тиснения, имеющую глубину ″D″, измеренную от окружающей ее области обращенной к телу поверхности 23, до самой нижней части области 40 тиснения. В некоторых воплощениях глубина ″D″ области 40 тиснения на обращенной к телу поверхности 23 может составлять от примерно 20% до примерно 75% толщины ″T″ абсорбирующего изделия, которое в данном примере является женской гигиенической прокладкой. В некоторых воплощениях глубина ″D″ области 40 тиснения на обращенной к телу поверхности 23 может составлять от примерно 25% до примерно 50% толщины ″Т″ абсорбирующего изделия. Толщина абсорбирующего изделия измеряется при комнатной температуре и при стандартных значениях давления и относительной влажности воздуха. Области тиснения, имеющие такую глубину, обеспечивают лучшую посадку изделия на тело, более хороший барьер на пути распространения текучих сред и лучшее визуально-эстетическое восприятие изделия. Обращенная к одежде поверхность 27 женской гигиенической прокладки 80 имеет область 41 углублений, имеющую глубину ″D1″, измеренную от окружающей области обращенной к одежде поверхности 27 до самой нижней части области 41 углублений. В некоторых воплощениях глубина D1 области 41 углублений обращенной к одежде поверхности 27 может составлять от примерно 15% до примерно 75% толщины ″Т″ абсорбирующего изделия, которое в данном случае является женской гигиенической прокладкой. В некоторых воплощениях глубина D1 области 41 углублений женской гигиенической прокладки может составлять от примерно 25% до примерно 50% толщины ″T″ абсорбирующего изделия. И хотя обращенная к одежде поверхность 27 женской гигиенической прокладки 80 не вступает в непосредственный контакт с вращающимся устройством 30 для выполнения тиснения, формируется область 41 углублений. И хотя теоретически это не обязательно, можно предполагать, что область 41 углублений на обращенной к одежде поверхности 27 формируется за счет растяжения верхнего листа, абсорбирующей сердцевины и вторичного верхнего листа (если имеется). После выполнения тиснения и выхода из вращающегося устройства для выполнения тиснения и опорного элемента восстановление своей формы материалами, образующими верхний лист, абсорбирующую сердцевину и вторичный верхний лист, тянет упомянутые материалы обратно, то есть к центру области тиснения и обращенной к телу поверхности женской гигиенической прокладки.
Женская гигиеническая прокладка 80 имеет продольную ось ″L″ и может также иметь дополнительные элементы, часто применяемые в женских гигиенических прокладках, такие как «крылья» или «клапаны», известные сведущим в данной области техники, или слой, принимающий текучую среду и способствующий ее транспортировке к абсорбирующей сердцевине 22. Кроме того, верхний лист абсорбирующего изделия может иметь различные дополнительные свойства, известные сведущим в данной области техники, такие как, например, отверстия, способствующие приему текучей среды.
В некоторых воплощениях верхний лист может быть хорошо принимающим форы тела, мягким на ощупь и не раздражающим кожу и волосы. Кроме того, верхний лист является проницаемым для жидкости, так что через всю его толщину могут легко проходить различные жидкости, такие как менструальные выделения или моча. Подходящий верхний лист может быть изготовлен из широкого разнообразия материалов, таких как тканые и нетканые материалы, например нетканые полотна из волокон, полимерные материалы, такие как, например, перфорированные формованные термопластические пленки, перфорированные пластические пленки и гидроформованные термопластические пленки; пористые пены; сетчатые пены; сетчатые термопластические пленки и термопластические сетки. Подходящие тканые и нетканые материалы могут содержать: натуральные волокна, такие как древесные или хлопковые волокна; синтетические волокна, такие как полимерные волокна, например полиэфирные, полипропиленовые или полиэтиленовые волокна; или сочетания натуральных и синтетических волокон. Если верхний лист содержит нетканое полотно, то такое полотно может быть изготовлено различными известными способами. Так, например, оно может быть полотном типа «спанбонд», кардованным полотном, полотном влажной укладки, полотном из волокон, выдуваемых из расплава, полотном из гидроспутанных волокон и им подобным полотном.
Тыльный лист является в сущности непроницаемым для жидкостей, таких как менструальные выделения или моча, и может быть изготовлен из тонкой полимерной пленки, хотя могут также использоваться и другие гибкие, непроницаемые для жидкостей материалы. Тыльный лист предотвращает загрязнение предметов одежды или постельного белья, например простыней, нижнего белья или пижамы, выделениями организма, поглощенными абсорбирующей сердцевиной. В некоторых воплощениях тыльный лист может обеспечивать достаточный выход воздуха и водяных паров из абсорбирующего изделия наружу, в частности из абсорбирующей сердцевины, не допуская при этом прохождения жидких выделений организма. Тыльный лист может содержать: тканые или нетканые материалы, полимерные пленки, такие как термопластические пленки из полипропилена или полиэтилена; или композитные материалы, такие как нетканые материалы, покрытые пленкой. В одном из воплощений тыльный лист может быть дышащим тыльным листом, как описано в патенте США 6623464 (Bewick-Sonntag с соавторами), выданном 23 сентября 2003 года.
Как показано на фиг.3, тыльный лист 28 и верхний лист 24 расположены таким образом, что они образуют обращенную к одежде поверхность 27 и обращенную к телу поверхность 23 женской гигиенической прокладки 80 соответственно. В некоторых воплощениях абсорбирующая сердцевина может быть соединена с верхним листом, тыльным листом или обоими из них способами крепления, известными в данной области техники. В иных воплощениях, однако, абсорбирующая сердцевина не прикреплена к верхнему листу, тыльному листу или обоим из них.
Абсорбирующая сердцевина 22, изображенная на фиг.2 и 3, в целом расположена между верхним листом 24 и тыльным листом 28. Абсорбирующая сердцевина 22 может содержать любой абсорбирующий материал, который в целом является сжимаемым, хорошо принимающим форму тела, не раздражающим кожу, и может поглощать и удерживать жидкости, такие как моча, и прочие выделения организма, например менструальные выделения. Абсорбирующая сердцевина 22 может содержать широкое разнообразие материалов, поглощающих жидкости, типично применяемых в изделиях женской гигиены и прочих абсорбирующих изделиях, например измельченную древесную пульпу, обычно именуемую также вспушенной целлюлозой. Примеры прочих подходящих абсорбирующих материалов включают крепированную целлюлозную набивку, полимеры, выдуваемые из расплава, включая со-формируемые; химически сделанные более жесткими, модифицированные или с перекрестными связями целлюлозные волокна; ткани, включая свертки из тканей и ламинаты из тканей; абсорбирующие пены, включая пены, сформированные из эмульсий с высоким содержанием внутренней фазы (HIPE); абсорбирующие губки; суперабсорбирующие полимеры; абсорбирующие гелеобразующие материалы; или любые другие известные абсорбирующие материалы или сочетания таких материалов. Абсорбирующая сердцевина может дополнительно содержать небольшие (как правило, менее 10%) количества материалов, не поглощающих жидкостей, таких как, например, адгезивы, воски, масла и им подобные. Примеры абсорбирующих структур, которые могут быть использованы в настоящем изобретении, приводятся в патентах США 4834735 (Alemany с соавторами, выдан 30 мая 1989 года) и 5625222 (DesMarais с соавторами, выдан 22 июля 1997 года).
Абсорбирующая сердцевина может также включать один или более суперабсорбирующих материалов. Суперабсорбирующие материалы, подходящие для использования в настоящем изобретении, известны сведущим в данной области техники и могут использоваться в любой эффективно функционирующей форме, например в форме частиц. Суперабсорбирующий материал может быть набухающим в воде, обычно нерастворимым в воде, образующим гидрогель полимерным абсорбирующим материалом, способным поглотить физиологический раствор (0,9 вес.% NaCl) в количестве, по меньшей мере в 20 раз, в некоторых воплощениях - по меньшей мере в 30 раз, и еще в некоторых воплощениях - по меньшей мере в 60 раз превышающем собственный вес. Образующий гидрогель полимерный абсорбирующий материал может быть сформирован из органического образующего гидрогель полимерного материала, который может включать натуральные материалы, такие как агар, пектин и гуаровая камедь, модифицированные материалы естественного происхождения, такие как карбоксиметилцеллюлоза, карбоксиэтилцеллюлоза и гидроксипропилцеллюлоза; и синтетические полимеры, образующие гидрогели. Синтетические полимеры, образующие гидрогели, включают, например, соли щелочных металлов и полиакриловой кислоты, полиакриламиды, поливиниловый спирт, сополимеры этилена и малеинового ангидрида, простые поливиниловые эфиры, поливинил морфолинон, полимеры и сополимеры винилсульфоновой кислоты, полиакрилатов, полиакриламидов, поливинил пиридина и им подобные. Прочие подходящие полимеры, образующие гидрогели, включают гидролизованный крахмал с акрилонитриловыми мостиками, сополимеры изобутилена и малеинового ангидрида и их смеси. Полимеры, образующие гидрогели, предпочтительно содержат небольшое количество перекрестных связей, что делает материал в сущности нерастворимым в воде. Формирование перекрестных связей может, например, происходить под действием облучения или за счет образования ковалентных, ионных, Ван-дер-Ваальсовых или водородных связей. Подходящие материалы предлагаются многими производителями, включая Dow Chemical Company и Stockhausen, Inc. Суперабсорбирующий материал может быть включен в часть абсорбирующего изделия, предназначенную для поглощения и удержания текучих сред, но может также использоваться в других частях абсорбирующего изделия.
Как показано на фиг.1, вращающееся устройство 30 для выполнения тиснения может быть расположено в непосредственной близости к опорному элементу 50 для взаимодействия с ним. Опорный элемент 50 вращается в сторону, противоположную вращению вращающегося устройства 30 для выполнения тиснения. В некоторых воплощениях способ может включать не вращающийся опорный элемент.
Вращающееся устройство 30 для выполнения тиснения может иметь определенный радиус 35 валика. В различных воплощениях радиус валика может составлять от примерно 7 см до примерно 25 см. В некоторых воплощениях радиус валика может составлять от примерно 11 см до примерно 19 см.
Для приведения вращающегося устройства 30 для выполнения тиснения во вращение могут использоваться любые из традиционно применяемых приводных механизмов или систем. Такие приводные механизмы могут включать электродвигатели, прочие двигатели, электромагнитные приводные системы, системы привода с использованием текучих сред, им подобные системы и их сочетания. Выбранная приводная система должна обеспечивать вращение вращающегося устройства 30 для выполнения тиснения с требуемой скоростью движения его наружной поверхности 32. В некоторых воплощениях скорость наружной поверхности может быть в сущности равна скорости движения полотна абсорбирующей сердцевины, на котором выполняется тиснение.
Как показано на фиг.4, вращающееся устройство 30 для выполнения тиснения может иметь наружную периферийную поверхность 32, протяженную вдоль направления 42 окружности боковой поверхности и вдоль поперечного направления вращающегося устройства 30 для выполнения тиснения. Как показано на фиг.1, 4, 5 и 6, на наружной периферийной поверхности 32 могут быть распределены, в виде требуемого набора, один или более элементов 34 для выполнения тиснения. Так, например, вокруг боковой поверхности вращающегося устройства 30 для выполнения тиснения может быть расположено последовательно множество элементов для выполнения тиснения, и такое последовательное расположение может быть через одинаковые промежутки, или без соблюдения одинаковых промежутков, в зависимости от требуемой структуры изделия.
И хотя элемент 34 для выполнения тиснения может иметь любую требуемую форму и конструкцию, или сочетания форм и конструкций, для выполнения требуемого тиснения на абсорбирующем изделии, в некоторых воплощениях элемент 34 для выполнения тиснения, как это показано на фиг.5, может содержать первичную форму 38, ограниченную двумя вторичными формами 39.
Элемент для выполнения тиснения может придавать абсорбирующему изделию симметричную форму, асимметричную форму, правильную или неправильную прямолинейную форму, правильную или неправильную криволинейную форму, им подобные формы или сочетания таких форм. Элемент для выполнения тиснения может быть прерывистым или в сущности сплошным в соответствии с необходимостью. В некоторых воплощениях элемент для выполнения тиснения может выполнять тиснение в сущности замкнутой формы. В других воплощениях элемент для выполнения тиснения во время тиснения может быть протяженным вдоль в сущности всего периметра абсорбирующей сердцевины.
Как показано на фиг.6 и 7, элемент 34 для выполнения тиснения может иметь высоту 46 и ширину 48. Высота 46 элемента для выполнения тиснения представляет собой расстояние между самой высокой частью поверхности 47 элемента для выполнения тиснения и расположенной вокруг нее частью 32 наружной поверхности устройства для выполнения тиснения. В некоторых воплощениях высота 46 элемента для выполнения тиснения может составлять от примерно 2 мм до примерно 12 мм. В некоторых воплощениях высота 46 элемента для выполнения тиснения может составлять от примерно 3 мм до примерно 4 мм. Как показано на фиг.7, В некоторых воплощениях ширина 48 элемента для выполнения тиснения может составлять от примерно 0,25 мм до примерно 4 мм. В некоторых воплощениях ширина 48 элемента для выполнения тиснения может составлять от примерно 0,5 мм до примерно 2 мм. Элемент 34 для выполнения тиснения может включать области 64 боковых стенок, и такие области могут быть расположены под углом 66 к вертикали. В некоторых воплощениях угол отклонения боковых стенок от вертикали может составлять от примерно 0° до примерно 50°. В некоторых воплощениях угол отклонения боковых стенок от вертикали может составлять от примерно 10° до примерно 20°.
Как показано на фиг.8, в некоторых воплощениях элемент 34 для выполнения тиснения может включать два или более элемента 43, 44 для выполнения тиснения. Так, например, как это показано на данном чертеже, элемент 34 для выполнения тиснения может включать первый элемент 43 для выполнения тиснения и второй элемент 44 для выполнения тиснения, расположенный в непосредственной близости к первому элементу 43 для выполнения тиснения. Соседние элементы 43, 44 для выполнения тиснения могут быть разнесены друг от друга на заданное расстояние 45. В некоторых воплощениях расстояние, на которое разнесены первый элемент 43 для выполнения тиснения и второй элемент 44 для выполнения тиснения, может составлять от примерно 0,05 см до примерно 0,8 см. В некоторых воплощениях расстояние, на которое разнесены первый элемент 43 для выполнения тиснения и второй элемент 44 для выполнения тиснения, может составлять от примерно 0,1 см до примерно 0,4 см. Многоэлементный элемент 34 для выполнения тиснения может иметь суммарную ширину, измеренную между наружным краем 90 первого элемента 43 для выполнения тиснения и наружным краем 92 второго элемента 44 для выполнения тиснения. В некоторых воплощениях ширина 48 элемента для выполнения тиснения может составлять от примерно 0,15 см до примерно 2,2 см. В некоторых воплощениях ширина 48 элемента для выполнения тиснения может составлять от примерно 0,3 см до примерно 1 см. Первый элемент 43 для выполнения тиснения может иметь ширину 48A первого элемента для тиснения, а второй элемент 44 для выполнения тиснения может иметь ширину 48B второго элемента для тиснения. В некоторых воплощениях ширина 48A, 48B первого или второго элементов для тиснения может составлять от примерно 0,25 мм до примерно 4 мм. В некоторых воплощениях ширина 48A, 48B первого или второго элементов для тиснения может составлять от примерно 0,25 мм до примерно 4 мм. В некоторых воплощениях ширина 48A, 48B первого или второго элементов для тиснения может составлять от примерно 0,5 мм до примерно 2 мм.
В другом воплощении способа изготовления тисненого абсорбирующего изделия в соответствии с настоящим изобретением при контакте верхнего листа 24 и абсорбирующей сердцевины 22 с элементом элемент 34 для выполнения тиснения с вращающимся устройством 30 для выполнения тиснения может осуществляться таким образом, что к области тиснения будет приложена заданная сила тиснения. В некоторых воплощениях значение силы тиснения может составлять от примерно 1×105 ньютон на метр (Н/м) до примерно 3×107 Н/м, в частности, в области зазора между вращающимся устройством 30 для выполнения тиснения и вращающимся опорным валиком 50. В некоторых воплощениях значение силы тиснения может составлять от примерно 5×106 Н/м до примерно 2×107 Н/м, в частности, в области зазора между вращающимся устройством 30 для выполнения тиснения и вращающимся опорным валиком 50.
Как показано на фиг.1, способ в соответствии с настоящим изобретением может включать этап прикрепления тыльного листа 28 к верхнему листу 24, абсорбирующей сердцевине или им обоим. В некоторых воплощениях тыльный лист 28 может быть прикреплен к верхнему листу 24, абсорбирующей сердцевине 22 или им обоим после контакта абсорбирующей сердцевины 22 с вращающимся устройством 30 для выполнения тиснения. Как показано на фиг.3, определенные части тыльного листа 28 будут после этого плотно прилегать к контурам участков 41 углублений, в результате чего на тыльном листе 28 будет сформирована поверхность неправильной формы. Различные участки или компоненты абсорбирующего изделия, такие как абсорбирующая сердцевина 22, верхний лист 24 или тыльный лист 28, могут быть скреплены друг с другом с помощью любых подходящих способов. Для достижения этой цели может быть использовано большое разнообразие способов, известных сведущим в данной области техники. Примеры таких способов или систем могут включать, не ограничиваясь ими: нанесение адгезивов в виде различных структур между двумя скрепляемыми поверхностями, спутывание по меньшей мере частей одного компонента абсорбирующей сердцевины с частями соседней с ними поверхности другого компонента или сплавление частей поверхности одного компонента с по меньшей мере частями другого компонента абсорбирующего изделия.
Как показано на фиг.1, после его крепления на тыльный лист 28 направляют один или более потоков адгезива, который может быть адгезивом, выдуваемым из расплава, смолой, наносимой в виде покрытия распылением, или смолой, образующей полотно. Как известно в данной области техники, термин ″выдуваемый из расплава″ в целом используется для описания процесса, с помощью которого формируется сеть из произвольно уложенных, спутанных и скрепленным друг с другом за счет расплавления волокон. На практике при реализации данного процесса расплавленный полимер низкой вязкости экструдируют через ряд малых выпускных отверстий, выполненных в мундштуке экструдера, в результате чего формируется ряд из сплошных волокон. Эти волокна сразу попадают под воздействие горячего и высокоскоростного потока воздуха, который вызывает утончение полимерных волокон и нарушает правильное их расположение. Из-за такого воздушного удара из волокон, выдуваемых из расплава, формируется сеть из произвольно уложенных, спутанных и скрепленных друг с другом за счет расплавления волокон, укладываемая на непрерывно движущийся тыльный лист. Получаемые при этом волокна являются сплошными или имеют одно или более дискретных значений длины. Диаметр волокон составляет от примерно 5 мкм до примерно 120 мкм, в некоторых воплощениях - от примерно 7 мкм до примерно 30 мкм. Получаемый слой адгезива из волокон, выдуваемых из расплава, может включать множество таких волокон, плотность распределения которых достаточна для достижения требуемой силы отрыва, которая обычно составляет от примерно 70 гс до примерно 500 гс. Волокна могут быть распределены в адгезивном слое в целом произвольным образом, как в нетканом полотне, или в виде волн синусоидальной формы.
Адгезив из волокон, выдуваемых из расплава, может включать один или более полимеров, таких как (1) модификаторы-усилители силы когезии, например алифатические полиолефины, такие как сополимер этилена и пропилена, сополимеры простых и сложных эфиров; сополимер этилена и винилацетата, блок-сополимеры стирола и бутадиена или стирола и изопрена (иногда называемые веществами, повышающими клейкость); (2) модификаторы-усилители силы адгезии, например углеводороды, полученные перегонкой нефти; канифоли или сложные эфиры канифолей; терпены, полученные, например, из древесины или цитрусовых; (3) модификаторы вязкости, увеличивающие или уменьшающие вязкость адгезива из волокон, выдуваемых из расплава, такие как воски, пластификаторы, минеральное масло, полибутен, парафиновое масло, сложноэфирные масла и им подобные вещества. Адгезив из волокон, выдуваемых из расплава, может также включать прочие адгезивы, включая, но не ограничиваясь ими, антиоксиданты или стабилизаторы.
Различные масла-пластификаторы или масла, облегчающие обработку, могут присутствовать в композитных адгезивах из волокон, выдуваемых из расплава в соответствии с настоящим изобретением, в количествах от примерно 0% до примерно 30% по весу от суммарного веса адгезивной композиции. Такие добавки могут вводиться для достижения требуемой вязкости адгезива, а также как разбавители. Могут использоваться белые парафиновые или нафтеновые масла. В состав адгезива могут также вводиться в подходящих количествах антиоксиданты или стабилизаторы, способствующие защите адгезива от потенциально разрушительных тепловых и окислительных воздействий, которые могут иметь место во время изготовления или нанесения адгезива. Разрушение адгезива вследствие указанных факторов может ухудшать внешний вид адгезива, его физические свойства и эффективность. Примеры подходящих стабилизаторов включают один или более высокомолекулярных экранированных фенолов и многофункциональных фенолов, такие как серо- и фосфорсодержащие фенолы.
В некоторых воплощениях адгезивы из волокон, выдуваемых из расплава, могут иметь температуру плавления от примерно 135°C до примерно 260°C, вязкость менее чем примерно 200000 сПз (сантипуаз) при температуре примерно 165°C и вязкость при нанесении (во время расплавления и выдувания), которая находится в диапазоне от примерно 10000 сПз до примерно 50000 сПз и в некоторых воплощениях - от примерно 20000 сПз до примерно 35000 сПз. Кроме того, в некоторых воплощениях адгезив из волокон, выдуваемых из расплава, может иметь плотность от примерно 0,8 г/см3 до примерно 1,2 г/см3. Формирование адгезива из волокон, выдуваемых из расплава, может характеризоваться расстоянием формирования (расстоянием между выходными отверстиями сопел и основой, на которую наносится расплавленный материал), составляющим от примерно 8 мм до примерно 25,4 мм при падении температуры вдоль длины формируемых волокон, составляющем примерно 10°C.
Адгезив может иметь хорошую четкость края при формировании (постоянство ширины структуры адгезива при формировании волокон). Так, например, отклонение фактической ширины структуры адгезива от требуемой в некоторых воплощениях может составлять от примерно 0 мм до примерно 4 мм, и в некоторых воплощениях - от 0 мм до примерно 2 мм при расстоянии формования, составляющем от примерно 8 мм до примерно 25,4 мм. Нанесение структуры из адгезива характеризуется также заданной областью нанесения. Под заданной областью нанесения подразумевается область основы, такой как, например, тыльный лист, имеющей по меньшей мере одну область углублений, на которую должен быть нанесен адгезив. В некоторых воплощениях адгезив покрывает по меньшей мере 95% заданной области нанесения, еще в некоторых воплощениях - по меньшей мере 90% заданной области нанесения и еще в некоторых воплощениях - по меньшей мере 80% заданной области нанесения. В некоторых воплощениях адгезив может быть нанесен в количестве от примерно 13 г/м2 до примерно 19 г/м2. Кроме того, после удаления защитной бумаги нити из адгезива образуются из менее чем 5% адгезива в пределах заданной области нанесения. При этом под нитями из адгезива подразумеваются нити, видимые невооруженным глазом наблюдателя, имеющего зрение 20/20, с расстояния примерно 30 см, и оставшиеся прикрепленными одновременно к защитной бумаге и к основе, на которую был нанесен адгезив (при удалении защитной бумаги адгезив растягивается, и из него могут образовываться такие нити). В некоторых воплощениях нити из адгезива образуются менее чем из 2% адгезива в пределах заданной области его нанесения.
На фиг.9 показан пример бесконтактного штампа 100, который может использоваться в настоящем изобретении. Штамп 100 содержит две половины штампа: первую половину 102 и вторую половину 104, и два воздушных блока 106 и 108. Каждая половина 102, 104 штампа включает протяженный вниз выступ 110, 112 соответственно. Поверхность 118 первой половины 102 штампа и поверхность 120 второй половины 104 штампа образуют экструзионную щель 114. Как показано на данном чертеже, поверхность 118 расположена бок о бок с поверхностью 120. Экструзионная щель 114 заканчивается удлиненным пазом, который является выходным отверстием 122 экструдера.
Вторая половина 104 штампа включает канал 124, принимающий расплавленный адгезив и подающий его к части 126 второй половины 104 штампа. Часть 126 по форме напоминает «плечики» для одежды и более наглядно видна на фиг.10. Между расположенными бок о бок поверхностями 118, 120 половинок 102, 104 штампа расположена пластина 128 с вырезами (гребенка, наиболее наглядно показана на фиг.12, но часть ее видна также на фиг.9). Гребенка 128 имеет множество удлиненных выступов 130, протяженных в сторону выходного отверстия 122 экструдера. Данные выступы образуют множество удлиненных каналов (щелей) 132. На фиг.9 в целях большей ясности понимания показана только верхняя часть 134 гребенки 128.
Как показано на фиг.12, каждый из выступов 130 имеет сужающуюся вниз концевую часть 136, имеющую кончик 138. В некоторых воплощениях может использоваться открытая пластина. Пример такой открытой пластины 140 показан на фиг.13. Такая открытая пластина 140 имеет открытую область 142 и не имеет выступов 130, которые имеются в пластине на фиг.13. Еще в некоторых воплощениях сужающаяся концевая часть 136 или кончик 138 могут быть протяженными за переделы выходного отверстия 122.
Как показано на фиг.9, каждая из половинок 102, 104 штампа имеет первичный канал 150, 152 для прохода воздуха, протяженный от верхней поверхности штампа до нижней поверхности 154, 156 соответственно. Каждая из половинок 102, 104 штампа включает также наклонную поверхность 158, 160, протяженную от поверхности 154 и 156 соответственно. Наклонные поверхности 158, 160 образуют одну из частей удлиненных щелей 162, 164 для выхода воздуха, как будет более подробно описано ниже.
Под половинами 102, 104 штампа расположены воздушные блоки 106, 108 соответственно, каждый из которых имеет наклонную поверхность 166, 168, образующую вторую сторону щели 162, 164 для выхода воздуха. Поверхности 166 и 168 расположены бок о бок с поверхностями 158 и 160 соответственно. Каждый из воздушных блоков 106, 108 включает верхнюю поверхность 170, 172, расположенную бок о бок с нижней поверхностью 154, 156 половины 102, 104 штамма соответственно.
В воздушных блоках 106, 108 выполнены удлиненные воздушные камеры 174, 176 соответственно. Воздушные камеры 174, 176 показаны также на фиг.10. В воздушных блоках 106, 108 выполнены также вторичные каналы 178, 180 для прохода воздуха, протяженные от поверхностей 170, 172 до нижних частей 182, 184 воздушных камер 174, 176 соответственно. Грани воздушных камер 174, 176 образованы в основном воздушными блоками 106, 108 соответственно. Однако верхние области воздушных камер образованы нижними поверхностями 154, 156 половин 102, 104 штампа соответственно. Нижние поверхности 154, 156 образуют также верхние части третичных каналов 186, 188 для прохода воздуха, ведущие от воздушных камер 174, 176 к щелям 162, 164 для выхода воздуха соответственно. Благодаря такой конструкции, как это показано на фиг.9, воздух может проходить через первичный канал 150 ко вторичному каналу 178 в воздушном блоке 106 и оттуда - к воздушной камере 174. Из воздушной камеры 174 воздух под давлением движется через третичный канал 186 в щель 162 для выхода воздуха воздушного блока 106.
Подобным образом воздух может быть подан в первичный канал 152 второй половины 104 штампа и оттуда - во вторичный канал 180 и далее в нижнюю часть воздушной камеры 176. Из воздушной камеры 176 воздух под давлением движется через третичный канал 188 в щель 164 для выхода воздуха воздушного блока 108.
Как показано на фиг.9, в некоторых воплощениях имеется контроллер 175, функционально связанный с клапанами V-1 и V-2 и управляющий подачей горячего воздуха под давлением в первичные каналы 150, 152 соответственно для создания повышенного давления воздуха в упомянутых каналах, а также в каналах, расположенных далее за ними, как было описано выше. Кроме того, контроллер 175 функционально связан с регулирующим клапаном 177, регулирующим подачу материала покрытия, которым может быть расплавленный адгезив, в канал 124 для расплавленного адгезива и во внутреннюю область 126 («плечики») штампа 100. При этом может использоваться любой подходящий контроллер 175. Контроллер 175 может начинать и прекращать подачу воздуха в первичные каналы 150, 152, одновременно или независимо друг от друга, и может также начинать и прекращать подачу расплавленного адгезива через клапан 177 для обеспечения прерывистой подачи материала покрытия в канал 124 независимо и в заданные моменты времени по отношению к подаче горячего воздуха под давлением в первичные каналы 150, 152, как будет более подробно описано ниже.
Щели 162, 164 для выхода воздуха ориентированы под углом к продольному направлению выходной щели 114 экструдера. Соответственно, при экструдировании материала покрытия через экструзионную щель 114 и наружу из выходного отверстия 122 экструдера воздух, проходящий через пазы 162, 164 для выхода воздуха, попадает на экструдируемый материал до того, как данный материал будет уложен в виде покрытия на проходящую под ним основу, подаваемую для нанесения на нее покрытия.
Для расплавления и подачи под давлением расплавленного адгезива на клапан 177 управления может использоваться любое подходящее устройство.
На фиг.9 и 10, где штамп 100 показан в разобранном виде, можно видеть, что воздушные камеры 174, 176 в воздушных блоках 106, 108 сообщаются с нижними поверхностями 186A, 188A третичных каналов 186, 188 соответственно, как было описано выше, и воздух, исходящий из верхних частей камер 174, 176, поступает через третичные каналы 186, 188 и затем вниз через щели 162, 164 для выхода воздуха соответственно.
Как показано на фиг.10, штамп 100 включает часть 126 в форме плечиков для одежды, имеющую дугообразный паз 190, глубина которого по краям уменьшается в одном направлении, сообщающийся с наклонной поверхностью 192. Поверхность 192 наклонена таким образом, что ее нижняя часть в местах, в которых она смыкается с нижней поверхностью 194, расположена ближе к плоскости грани 120, чем ее верхняя часть. Подразумевается также, что паз 190 имеет уменьшающуюся глубину по мере увеличения расстояния до проема 195 до тех пор, пока он плавно не перейдет в поверхность 192. Расплавленный адгезив подается в дугообразный паз 190 через проем 195, который сообщается с каналом 124 для расплавленного адгезива. На практике, когда расплавленный адгезив подается под давлением в канал 124, он выходит через проем 195 в дугообразный паз 190, оттуда течет через поверхность 192 и распространяется через часть 126 в форме плечиков грани 120 штампа и по боковой поверхности пластины 128, расположенной бок о бок с поверхностью 120 половины 104 штампа.
Вырезы 132 пластины 128 имеют верхние концы, сообщающиеся с нижней частью области 126 штампа в форме плечиков и расположенные совсем немного выше ее поверхности 194, так чтобы расплавленный адгезив мог затекать в вырезы 132 и затем поступать вниз к выходному отверстию 122 экструдера. За счет этого расплавленный адгезив распространяется по части 126 в форме плечиков и попадает в верхние концы каждого из вырезов 132 гребенки 128 в сущности под одинаковым давлением, в результате чего расплавленный адгезив может поступать через выходную щель 144 экструдера внутри вырезов 132 гребенки 128 в сущности под одинаковым давлением.
Как это показано схематично на фиг.12, материал проходит через вырезы 132 и затем наружу через выходное отверстие 122 экструдера.
В некоторых воплощениях ширина выреза 132, измеренная как расстояние между выступами 130, может примерно равняться удвоенной толщине гребенки 128. Толщина одной гребенки 128 может составлять примерно 0,1 мм, в то время как ширина выреза, измеренная как расстояние от одного выступа 130 до следующего за ним выступа 130, может составлять примерно 0,2 мм. В другом воплощении толщина гребенки 128 может, например, составлять 0,2 мм, в то время как ширина сегментированного выреза, как расстояние между соседними выступами, может составлять примерно 0,4 мм.
И хотя отношение толщины гребенки к ширине вырезов в ней в целом может составлять примерно 2:1, данное отношение можно варьировать для получения различной толщины слоя адгезива. Можно варьировать значения ширины и толщины пластин 128 и 140, а также их компонентов. Упомянутые параметры можно варьировать для получения требуемого удельного веса наносимого адгезива на единицу площади, требуемой силы когезии, требуемой вязкости расплавленного адгезива и прочих требуемых характеристик.
Для нанесения расплавленного адгезива на абсорбирующее изделие штамп 100 выпускает горячий воздух из щелей 162, 164 для воздуха, расположенных по обе стороны выходного отверстия 122 экструдера. Воздух спутывает волокна и рвет их на части, в результате чего образуются дискретные микроволокна. Край структуры нанесения остается достаточно хорошо выдержанным, а густота структуры из адгезива может составлять от открытой на 25% до открытой на 0% (в последнем случае имеет место совершено не пористая пленка). Конкретно данные параметры выбираются в зависимости от особенностей приложения.
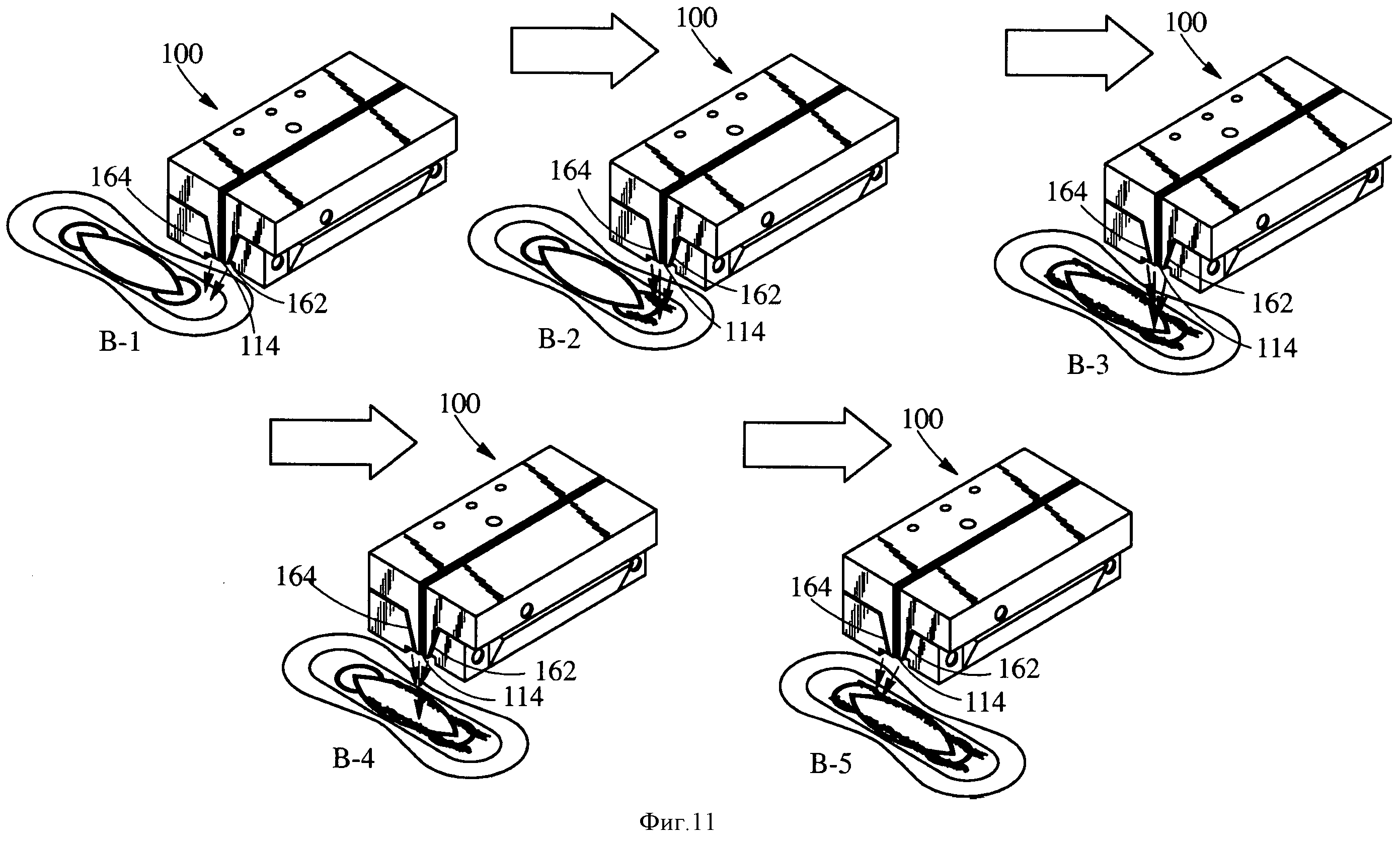
В некоторых воплощениях штамп 100 может селективно подавать воздушный поток через любую из щелей 162 и 164, по отдельности или вместе во время промежутка времени нанесения адгезива, для более точного задания начального и конечного положения контакта наносимого покрытия с основой. Один из таких режимов работы показан на фиг.11. В данном случае устройство может, например, использоваться для нанесения расплавленного адгезива на тыльный лист женской гигиенической прокладки, к которому впоследствии может быть прикреплена защитная бумага.
Так, на фиг.11 в положении B-1 показана женская гигиеническая прокладка, на которую еще не нанесен адгезив. Как видно на фиг.B-1, через щели 162, 164 начали подавать воздух, но еще не началась экструзия расплава адгезива через щель 114. В положении B-2 уже началось вытекание расплава адгезива, и на него падает поток воздуха, выходящего через щели 162, 164. Поскольку в положениях B3 и B4 поток воздуха, проходящего через щели 162, 164, движется вниз и в целом в направлении справа налево (как на всей серии чертежей фиг.11), то расплавленный адгезив не разлетается по сторонам женской гигиенической прокладки, а наносится прямо на тыльный лист женской гигиенической прокладки. В положении B-5 поток расплавленного адгезива прекращается, в то время как поток воздуха через щели 162, 164 продолжается. Такая операция, используемая как часть этапа крепления защитной бумаги к тыльному листу женской гигиенической прокладки, обеспечивает то, что адгезив не будет разлетаться в виде нитей к краям абсорбирующего изделия.
Как показано на фиг.11, поток воздуха начинается до экструзии расплавленного адгезива и заканчивается после прекращения экструзии расплавленного адгезива. За счет этого поток воздуха, под углом попадающий на расплавленный адгезив, не выдувает из него нити за края женской гигиенической прокладки, что было бы очень нежелательно, и в то же время обеспечиваются четкие границы начала и окончания нанесения расплавленного адгезива на тыльный лист женской гигиенической прокладки в виде резких, прямоугольных форм.
На фиг.14-16 женская гигиеническая прокладка 80 показана таким образом, что можно видеть обращенную к одежде поверхность 27, тыльный лист 28 и область 41 углублений. Структура 81 нанесения адгезива, характеризующаяся заданной областью нанесения, может содержать линии и полосы и наносится с помощью устройства в соответствии с настоящим изобретением, в форме волокон или в непроницаемой форме, для последующего крепления защитной бумаги 82. На отдельно взятый тыльный лист может приходится одна или более структур нанесения адгезива, например 2, 3, 4 или более отдельных структур нанесения адгезива. Кроме того, структуры нанесения адгезива могут иметь любую подходящую форму, например прямоугольников, квадратов, перекрещивающихся линий, симметричную или асимметричную и так далее. На фиг.16 показана структура 81 нанесения адгезива, присутствующая как в сущности на плоских частях тыльного листа 28, так и на частях тыльного листа 28, принимающих форму области 41 углублений. Бесконтактное нанесение адгезива обеспечивает достаточную адгезию адгезива к в сущности плоским частям тыльного листа 28 и частям листа 28, которые принимают форму областей 41 углублений, обеспечивая повышенный процент покрытия адгезивом заданной области нанесения структуры 81 адгезива, по сравнению с контактными способами нанесения адгезива, как будет дополнительно описаны ниже. Как показано на фиг.14-16, структуры 81 нанесения адгезива могут иметь переменную ширину. В соответствии с настоящим изобретением структуры нанесения адгезива ориентированы вдоль производственной линии изготовления женских гигиенических прокладок и наносятся в заданных положениях с четкими и прямоугольными боковыми краями, передним и задним краем.
На фиг.17 и 18 показаны поперечные сечения женских гигиенических прокладок, в которых не используются способы нанесения адгезива в соответствии с настоящим изобретением. Сечения сделаны в том же положении, что и сечение, обозначенное на фиг.15 и показанное на фиг.16, и они показывают преимущества настоящего изобретения. Так, если для нанесения адгезива 180 на тыльный лист 182 женской гигиенической прокладки 184 используется контактный метод нанесения адгезива, например, с использованием щелевого устройства для нанесения покрытия, валика или кисти, то, как показано на фиг.17, адгезив не наносится в углубленные места 186. Вследствие этого перенос адгезива с защитной бумаги на тыльный лист будет недостаточным, повышается вероятность образования нитей и остатков адгезива, и в результате этого возможно попадание адгезива на нежелательные поверхности, в частности на нижнее белье или руки пользователя.
Если адгезив сначала наносится на защитную бумагу с помощью щелевого устройства для нанесения покрытия, валика или кисти, а затем защитную бумагу прикрепляют к тыльному листу, то, как показано на фиг.18, адгезив 190, присутствующий на защитной бумаге 192, не входит в непосредственный контакт с углубленными участками области 194 углублений. Вместо этого образуются нити 196 адгезива 190 в зазорах между защитной бумагой 192 и углубленными участками области 194 углублений женской гигиенической прокладки 200. При использовании изделия, а именно при отделении защитной бумаги 192 от тыльного листа 198, нити 196 остаются прикрепленными как к защитной бумаге, так и к области 194 углублений. Такое их двойное крепление вызывает растяжение нитей 196 при отделении бумаги. После этого растянутые нити адгезива могут приклеиваться к посторонним поверхностям, с которыми они случайно входят в контакт, что усложняет установку женской гигиенической прокладки в нижнее белье и требует дополнительной очистки рук или белья.
Примеры
В первом примере осматривали защитную бумагу, чтобы определить, оставался ли адгезив прикрепленным к защитной бумаге после ее удаления с женской гигиенической прокладки.
Пример 1
Подготовка образцов
Испытания образцов проводили при комнатной температуре и при стандартных условиях давления и влажности.
Образцы готовили следующим образом. Образцами были прокладки ALWAYS® Maxi Pads, на которых выполнялось тиснение до крепления к ним тыльного листа из полипропилена. На прокладках ALWAYS® Maxi Pad выполняли тиснение в области тиснения (показана на фиг.19) таким образом, что на обращенной к телу поверхности (верхнего листа) средняя глубина тиснения составляла 5,5 мм по боковым сторонам и 2,7 мм в концевых частях. На обращенной к одежде поверхности (тыльного листа) средняя глубина области углублений составляла 2,6 мм по боковым сторонам и 2,8 мм в концевых частях.
Нанесение адгезива EASYMELT® 34-689B производства National Starch & Chemical Co. (Бриджвотер, штат Нью-Джерси, США) контактным способом в количестве 15 г/м2 на защитную бумагу осуществляли с помощью щелевого аппликатора EP11 производства Nordson Corp. (Вестлэйк, штат Огайо, США) при температуре от 155°C до 160°C в виде структуры из двух прямоугольников шириной 18 мм каждый, разнесенных друг от друга на расстояние 13 мм и имеющих длину (в направлении MD), на 7 мм меньшую как на переднем, так и на заднем конце, чем длина накладываемой защитной бумаги. Сразу после нанесения адгезива к женской гигиенической прокладке крепили защитную бумагу. Защитная бумага представляла собой бумагу на силиконовой основе плотностью 35 г/м2 шириной 54 мм без печатного рисунка, производства MONDI plc (Великобритания), которую нарезали по длине с помощью просечки с сопряженной опорой. Таким образом, защитная бумага выступала на 7 мм за пределы переднего конца структуры нанесения адгезива и на 7 мм за пределы заднего конца структуры нанесения адгезива (в направлении MD). После крепления защитной бумаги адгезиву давали застыть в течение 1 часа, прежде чем с него удаляли защитную бумагу.
Для бесконтактного нанесения на тыльный лист гигиенической прокладки адгезива EASYMELT® 34-689B производства National Starch & Chemical Co. (Бриджвотер, штат Нью-Джерси, США) в количестве 15 г/м2 на защитную бумагу использовали аппликатор Control Coat Applicator производства Nordson Corp.(Вестлэйк, штат Огайо, США). Нанесение адгезива производили при температуре от 155°C до 160°C в виде структуры из двух прямоугольников шириной 18 мм каждый, разнесенных друг от друга на расстояние 13 мм и имеющих длину (в направлении MD), на 7 мм меньшую как на переднем, так и на заднем конце, чем длина накладываемой защитной бумаги. Сразу после нанесения адгезива к женской гигиенической прокладке крепили защитную бумагу. Защитная бумага представляла собой бумагу на силиконовой основе плотностью 35 г/м2 шириной 54 мм без печатного рисунка, производства MONDI plc (Великобритания), которую нарезали по длине с помощью просечки с сопряженной опорой. Таким образом, защитная бумага выступала на 7 мм за пределы переднего конца структуры нанесения адгезива и на 7 мм за пределы заднего конца структуры нанесения адгезива (в направлении MD). После крепления защитной бумаги адгезиву давали застыть в течение 1 часа, прежде чем с него удаляли защитную бумагу.
Испытания образцов
Для удаления защитной бумаги образец прокладки ALWAYS® Maxi Pad удерживали одной рукой, а защитную бумагу удерживали другой рукой. Защитную бумагу удаляли со скоростью, типичной при удалении ее пользователем. Направление, в котором защитную бумагу удаляли с прокладки ALWAYS® Maxi Pad, не влияло на результаты. После этого защитную бумагу осматривали на предмет наличия на ней адгезива.
Как показано на фиг.20, считалось, что образец не прошел испытание, если после удаления защитной бумаги наблюдали следующее: на бумаге имеются остатки адгезива в виде трех или более комков или нитей средним диаметром 4 мм или более. Под «нитями» подразумеваются структуры из адгезива, прикрепленные как к тыльному листу, так и к защитной бумаге после удаления последней, то есть протяженные между тыльным листом и защитной бумагой.
|
Результаты испытаний показывают, что образцы, в которых адгезив наносили на защитную бумагу с помощью щелевого аппликатора (контактным способом), не проходили испытания, поскольку на всех 200 испытанных образцах оставалось достаточно много адгезива на защитной бумаге. Остатки адгезива на защитной бумаге приведут к тому, что продукт потеряет предпочтения потребителей, поскольку такие остатки (в виде комков, нитей или и того, и другого) могут попадать на руки или одежду пользователя или на само абсорбирующее изделие, то есть на женскую гигиеническую прокладку, препятствуя ее должной установке. В противоположность этому все образцы, изготовленные с использованием бесконтактного метода нанесения адгезива на тыльный лист, то есть в соответствии с настоящим изобретением, проходили тест, в том смысле, что ни в одном из образцов не было замечено трех или более комков или нитей адгезива на защитной бумаге. Это показывает, что адгезив, нанесенный способом в соответствии с настоящим изобретением, действительно наносится на тисненые области образца и остается на них после удаления защитной бумаги в противоположность адгезиву, нанесенному контактным способом, который частично удаляется с женской гигиенической прокладки при отрыве от нее защитной бумаги.
Пример 2
В данном примере определяли силу отрыва прикрепленной хлопковой ткани от адгезива, чувствительного к давлению. Должная сила отрыва свидетельствует о том, что изделие будет оставаться на своем месте во время его использования, но при этом может быть удалено без значительных усилий со стороны пользователя.
|
|
Сборка прижимного груза (смотри фиг.21).
1. На ровную плоскую поверхность укладывали полиэтиленовую пленку.
2. Поверх полиэтиленовой пленки укладывали полиуретановую пену, так чтобы длинные стороны пены были параллельны длинной стороне пленки.
3. Поверх полиуретановой пленки укладывали пластину из плексигласа.
4. Полиэтиленовую пленку оборачивали вокруг полиуретановой пены и закрепляли на пластине из плексигласа с помощью прозрачной ленты.
5. Четыре угла полиуретановой пены/пластины из плексигласа выравнивали относительно четырех углов металлического груза; при этом сторона, образованная полиуретановой пеной, была обращена от металлической поверхности.
6. Сборку из полиуретановой пены и пластины из плексигласа прикрепляли к металлическому грузу с помощью прозрачной клейкой ленты.
|
Установочные параметры измерителя свойств растяжения
Устанавливали следующие параметры измерителя свойств растяжения:
|
Подготовка образцов
Испытания образцов проводили при комнатной температуре и при стандартных условиях давления и влажности.
Образцы готовили следующим образом. Образцами были прокладки ALWAYS® Maxi Pads, на которых выполнялось тиснение до крепления к ним тыльного листа из полипропилена. На прокладках An ALWAYS® Maxi Pad выполняли тиснение в области тиснения (показана на фиг.19) таким образом, что на обращенной к телу поверхности (верхнего листа) средняя глубина тиснения составляла 5,5 мм по боковым сторонам и 2,7 мм в концевых частях. На обращенной к одежде поверхности (тыльного листа) средняя глубина области углублений составляла 2,6 мм по боковым сторонам и 2,8 мм в концевых частях.
Нанесение адгезива EASYMELT® 34-689B производства National Starch & Chemical Co. (Бриджвотер, штат Нью-Джерси, США) контактным способом в количестве 15 г/м2 на защитную бумагу осуществляли с помощью щелевого аппликатора ЕР11 производства Nordson Corp. (Вестлэйк, штат Огайо, США) при температуре от 155°C до 160°C в виде структуры из двух прямоугольников шириной 18 мм каждый, разнесенных друг от друга на расстояние 13 мм и имеющих длину (в направлении MD), на 7 мм меньшую как на переднем, так и на заднем конце, чем длина накладываемой защитной бумаги. Сразу после нанесения адгезива к женской гигиенической прокладке крепили защитную бумагу. Защитная бумага представляла собой бумагу на силиконовой основе плотностью 35 г/м2 шириной 54 мм без печатного рисунка производства MONDI plc (Великобритания), которую нарезали по длине с помощью просечки с сопряженной опорой. Таким образом, защитная бумага выступала на 7 мм за пределы переднего конца структуры нанесения адгезива и на 7 мм за пределы заднего конца структуры нанесения адгезива (в направлении MD). После крепления защитной бумаги адгезиву давали застыть в течение 1 часа, прежде чем с него удаляли защитную бумагу.
Для бесконтактного нанесения на тыльный лист гигиенической прокладки адгезива EASYMELT® 34-689B производства National Starch & Chemical Co. (Бриджвотер, штат Нью-Джерси, США) в количестве 15 г/м2 на защитную бумагу использовали аппликатор Control Coat Applicator производства Nordson Corp. (Вестлэйк, штат Огайо, США). Нанесение адгезива производили при температуре от 155°C до 160°C в виде структуры из двух прямоугольников шириной 18 мм каждый, разнесенных друг от друга на расстояние 13 мм и имеющих длину (в направлении MD), на 7 мм меньшую как на переднем, так и на заднем конце, чем длина накладываемой защитной бумаги. Сразу после нанесения адгезива к женской гигиенической прокладке крепили защитную бумагу. Защитная бумага представляла собой бумагу на силиконовой основе плотностью 35 г/м2 шириной 54 мм без печатного рисунка производства MONDI plc (Великобритания), которую нарезали по длине с помощью просечки с сопряженной опорой. Таким образом, защитная бумага выступала на 7 мм за пределы переднего конца структуры нанесения адгезива и на 7 мм за пределы заднего конца структуры нанесения адгезива (в направлении MD). После крепления защитной бумаги адгезиву давали застыть в течение 1 часа, прежде чем с него удаляли защитную бумагу.
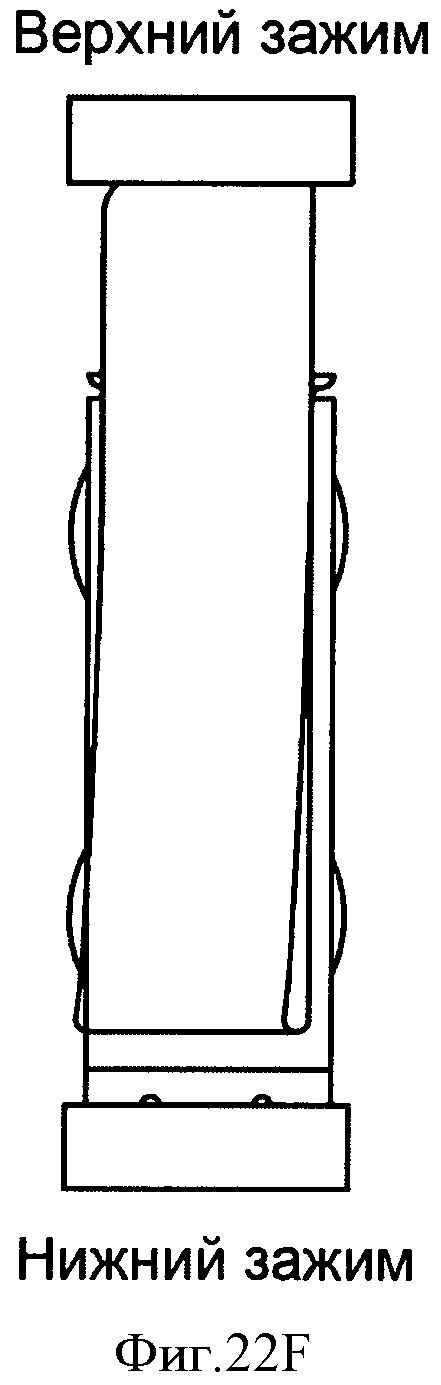
Подготовка образцов (показана на фиг.22 и 22A-22F).
1. Образец укладывали на жесткую пластину для испытаний на отрыв адгезивом вверх (фиг.22A).
2. Образец закрепляли на жесткой пластине для испытаний наложением фиксирующей пластины поверх образца (фиг.22В).
3. Защитную бумагу отрывали от адгезива (фиг.22С).
4. Через пять минут после удаления защитной бумаги на обнаженный адгезив накладывали хлопковый лоскут. Один конец хлопкового лоскута выступал за пределы верхнего или нижнего края адгезива примерно на 25 мм (головной конец лоскута) (фиг.22D).
5. На хлопковый лоскут устанавливали груз так, чтобы груз полностью покрывал область адгезива (фиг.22E). При этом при наложении прижимного груза на хлопковый лоскут не применяли никакого усилия, то есть груз накладывали на хлопковый лоскут таким образом, чтобы к грузу не было приложено никакого давления со стороны руки испытателя; поскольку случайные отклонения силы укладки прижимного груза на образец могут вызвать разброс результатов от образца к образцу. Так, например, если уронить прижимной груз на образец, то получится значительно большая сила сжатия, в результате чего и сила отрыва будет больше. Прижимной груз оставляли на образце в течение 30±2 с.
6. Груз аккуратно снимали, не прикладывая дополнительного давления к образцу во время подъема прижимного груза.
Испытания образцов
Испытания образцов проводили через 1 минуту после снятия с них прижимного груза.
1. Тарировали (сбрасывали на ноль) датчик силы.
2. Верхний конец жесткой пластины зажимали в нижний зажим испытательного прибора, а хвостовой конец хлопкового лоскута зажимали в верхний зажим датчика нагрузки.
3. Выравнивали положения жесткой пластины и хлопкового лоскута в верхнем и нижнем зажимах таким образом, чтобы хлопковый лоскут был выровнен относительно верхнего и нижнего края структуры из адгезива и линии отрыва, как показано на фиг.22F.
4. Проверяли, что хлопковый лоскут надежно зажат в верхнем зажиме, а линия отрыва параллельна верхнему и нижнему зажимам и центрирована относительно них. Начальное натяжение, прилагаемое к хлопковому лоскуту, составляло 0,1 Н. Данное начальное напряжение не сбрасывали на ноль.
5. Включали испытательный прибор. Верхний зажим начинал тянуть хлопковый лоскут (фиг.22F) и оттягивал его на расстояние «LB» предварительного растяжения. После растяжения на 58 мм начинали сбор данных и заканчивали его на расстоянии 170 мм (расстояние «LM»). Данные, собранные на отрезке между отметками 58 мм и 170 мм, усредняли для каждой прокладки. Результаты испытаний приведены в таблицах 2 и 3.
|
|
Результаты, приведенные в таблицах 2 и 3, показывают, что измеренная сила отрыва (сила, требующаяся для удаления хлопкового лоскута с адгезива) является более постоянной, когда адгезив наносят бесконтактным способом, чем когда его наносят контактным способом. Постоянство силы отрыва значительно лучше прослеживается для образцов с бесконтактным нанесением адгезива (образцы 6-10) по сравнению с образцами, изготовленными контактным способом (образцы 1-5). Так, для образцов 6-10 среднеквадратичное отклонение средней силы отрыва составило 28,8 гс, а среднеквадратичное отклонение пиковой силы отрыва составило 28,3 гс, по сравнению с образцами 1-5, для которых среднеквадратичное отклонение средней силы отрыва составило 51,5 гс, а среднеквадратичное отклонение пиковой силы отрыва составило 206,9 гс. Постоянство силы отрыва является важным показателем эффективности адгезива. Если сила отрыва слишком мала, то способность абсорбирующего изделия, в данном случае женской гигиенической прокладки, оставаться на месте (прикрепленной к хлопчатобумажной ткани) ухудшается; и если сила отрыва слишком велика, то удалить женскую гигиеническую прокладку с хлопкового лоскута будет слишком трудно. Уменьшение разбежки в силе отрыва значительно снижает вероятность попадания прокладки в ту или иную из указанных крайностей. С этой точки зрения можно видеть, что образцы 6-10 как раз характеризуются меньшей разбежкой в силе отрыва (среднеквадратичные отклонения равны 28,8 гс и 28,3 гс для средней и пиковой силы отрыва соответственно) по сравнению с более высокими значениями отклонений средней и пиковой силы отрыва для образцов 1-5 (51,5 гс и 206,9 гс соответственно).
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, на которые приводятся ссылки в настоящем описании, включая ссылки на иные патенты и заявки, цитируются целиком, если явно не оговорено, что они цитируются частично или с ограничениями. Цитирование какого-либо документа не означает признание того, что цитируемый документ должен быть включен в уровень техники по отношению к изобретению, изложенному в настоящей заявке, или что цитируемое изобретение само по себе или в сочетании с другим документом, или другими документами, объясняет, предлагает или описывает идею настоящего изобретения. Кроме того, если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
Поглощающее изделие с неткаными боковыми зонами
Спрессованные таблетки
Устройство для представления информационных данных для покупателя, содержащее шкалу эмоционального состояния
Препараты, эффективные для лечения кашля
Способ изготовления одноразового абсорбирующего изделия с прерывисто распределенным абсорбирующим зернистым полимерным материалом, устройство для его осуществления и изготовленное изделие
Композиции для ухода за полостью рта с улучшенными потребительскими эстетическими характеристиками, содержащие аморфный кварц
Пероральные композиции, продукты и способы применения
Композиции моющих средств
Композиции для ухода за полостью рта с улучшенным очищающим эффектом
Абсорбирующая гигиеническая прокладка
Поглощающее изделие с неткаными боковыми зонами
Спрессованные таблетки
Эсктрудированный многослойный материал для абсорбирующих изделий
Устройство для представления информационных данных для покупателя, содержащее шкалу эмоционального состояния
Препараты, эффективные для лечения кашля
Способ изготовления одноразового абсорбирующего изделия с прерывисто распределенным абсорбирующим зернистым полимерным материалом, устройство для его осуществления и изготовленное изделие
Композиции для ухода за полостью рта с улучшенными потребительскими эстетическими характеристиками, содержащие аморфный кварц
Способ лечения или профилактики заболеваний дыхательных путей, включающий введение холекальциферола
Пероральные композиции, продукты и способы применения
Композиции моющих средств

