Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Вид РИД
Изобретение
Инструмент для обработки отверстий
Изобретение относится к области инструментальной промышленности, в частности, к инструментам для получения отверстий без остаточных растягивающих напряжений на поверхности.
Из уровня техники известен инструмент для обработки отверстий, содержащий хвостовую, калибрующую и режущую часть, сформированную передними, задними углами и углом в плане φ с канавками для отвода стружки, правомерно указанный в материалах заявки (SU 963740, B23D 77/00, 01.02.1983), /1/ - 3 с.
Недостатком известного инструмента являются узкие технологические возможности, ограниченные тем, что известный инструмент производит только обработку резанием, за счет чего получение качественного поверхностного слоя без остаточных растягивающих напряжений на поверхности получаемого отверстия является нерешенной задачей.
Наиболее близким техническим решением к предлагаемому изобретению является инструмент для обработки отверстий, содержащий хвостовую, калибрующую и режущую часть, сформированную передними, задними углами и углом в плане φ с канавками для отвода стружки, правомерно указанный в материалах заявки (SU 963740, B23D 77/00, 01.02.1983), /1/ - 3 с.
Недостатком известного инструмента являются также узкие технологические возможности, ограниченные тем, что известный инструмент производит только обработку резанием, за счет чего получение качественного поверхностного слоя без остаточных растягивающих напряжений на поверхности получаемого отверстия является нерешенной задачей.
Технический результат, на достижение которого направлено данное изобретение, заключается в обработке отверстий без остаточных растягивающих напряжений на поверхности отверстий, за счет того, что, с использованием инструмента, реализуется комбинированная схема резания - резание с последующим пластическим деформированием за один проход инструмента.
Данный технический результат достигается посредством того, что инструмент для обработки отверстий, содержащий хвостовую, калибрующую и режущую часть, сформированную передними, задними углами и углом в плане с канавками для отвода стружки, при этом калибрующая и режущая часть в поперечном сечении представляет собой гипоциклоиду, по меньшей мере, с двумя вершинами, при этом поверхность режущей части сформирована в результате параллельного переноса образующей калибрующей части вдоль оси вращения инструмента и одновременного пропорционального масштабирования таким образом, что в перпендикулярном к оси вращения инструмента сечении, расположенном на расстоянии x от начала режущей части, радиус Rx окружности, в которую вписан профиль режущей части, определяется выражением:
Rx=R-x·tgφ,
где φ - угол в плане на режущей части.
Сущность изобретения поясняется чертежами, где:
- на фиг. 1 - общий вид инструмента для обработки отверстий в изометрии;
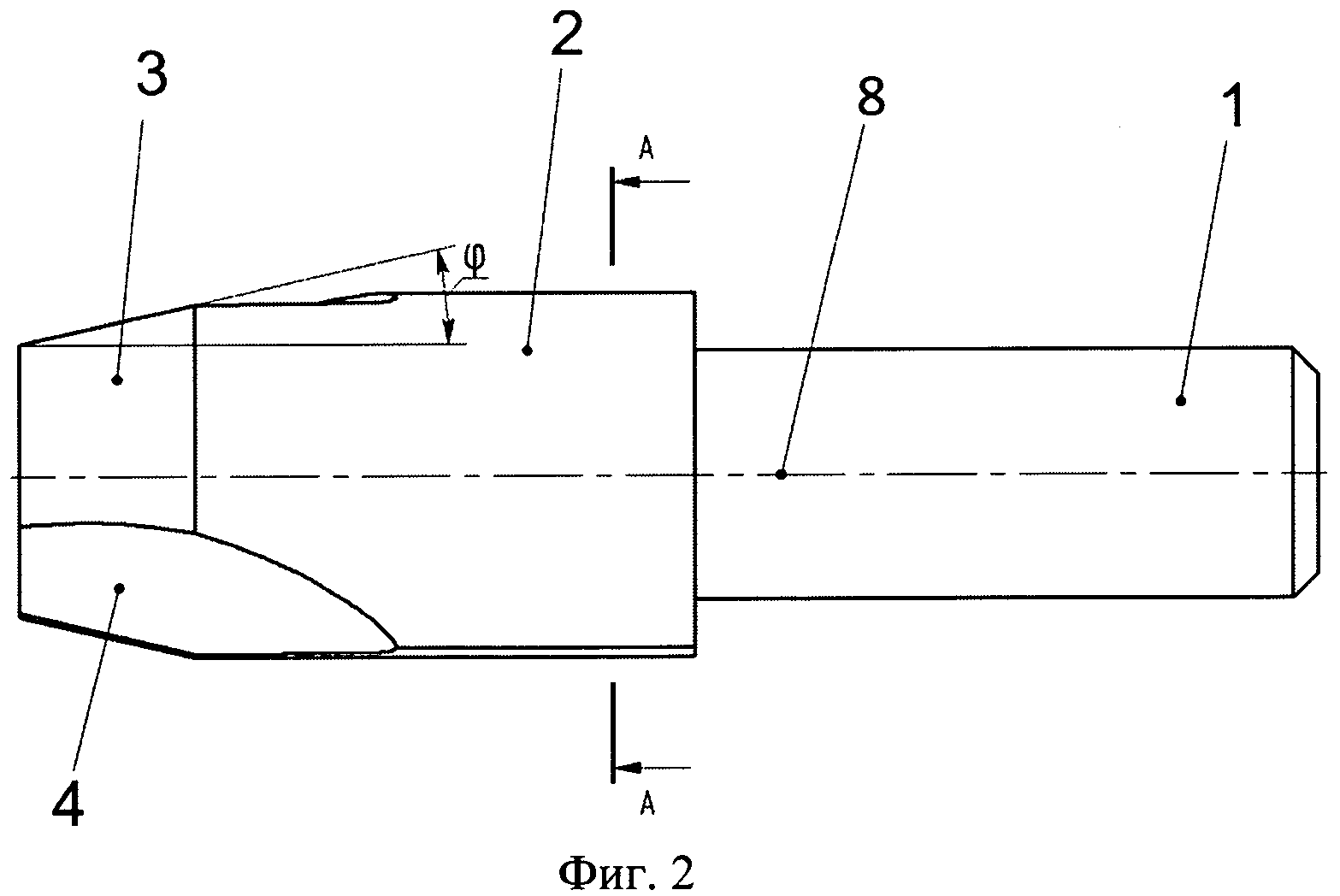
- на фиг. 2 - общий вид инструмента для обработки отверстий;
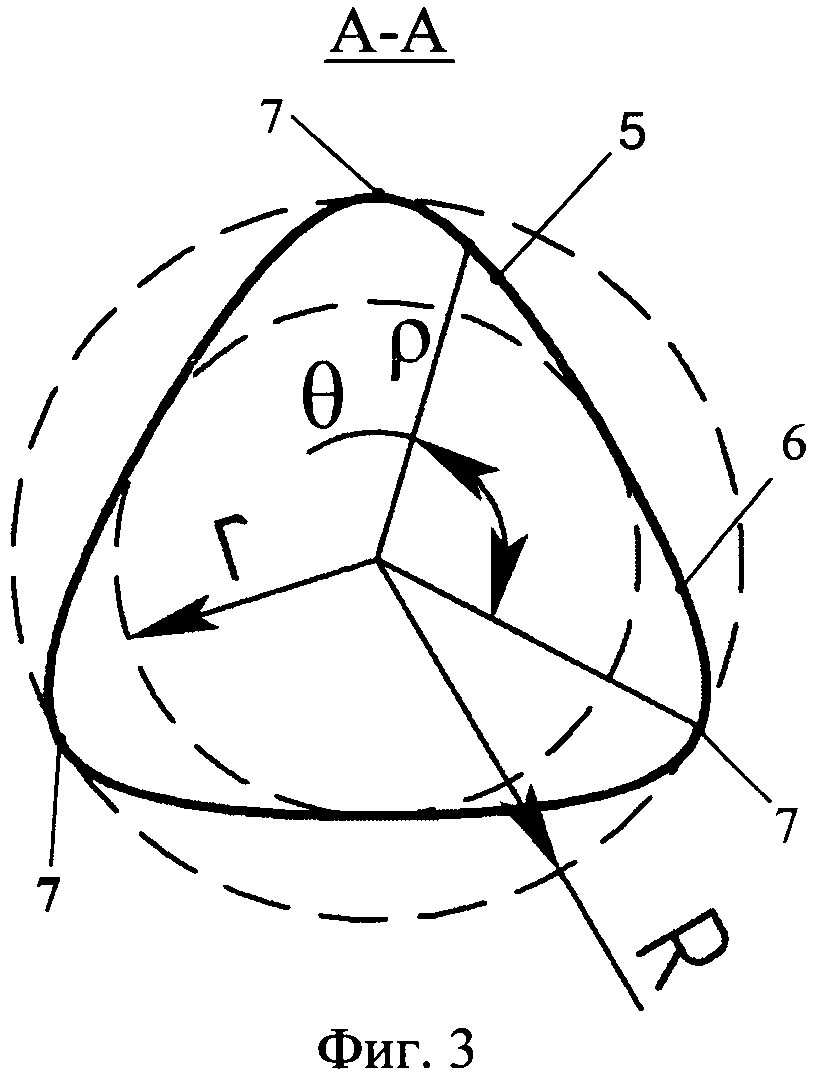
- на фиг. 3 - профиль калибрующей части;
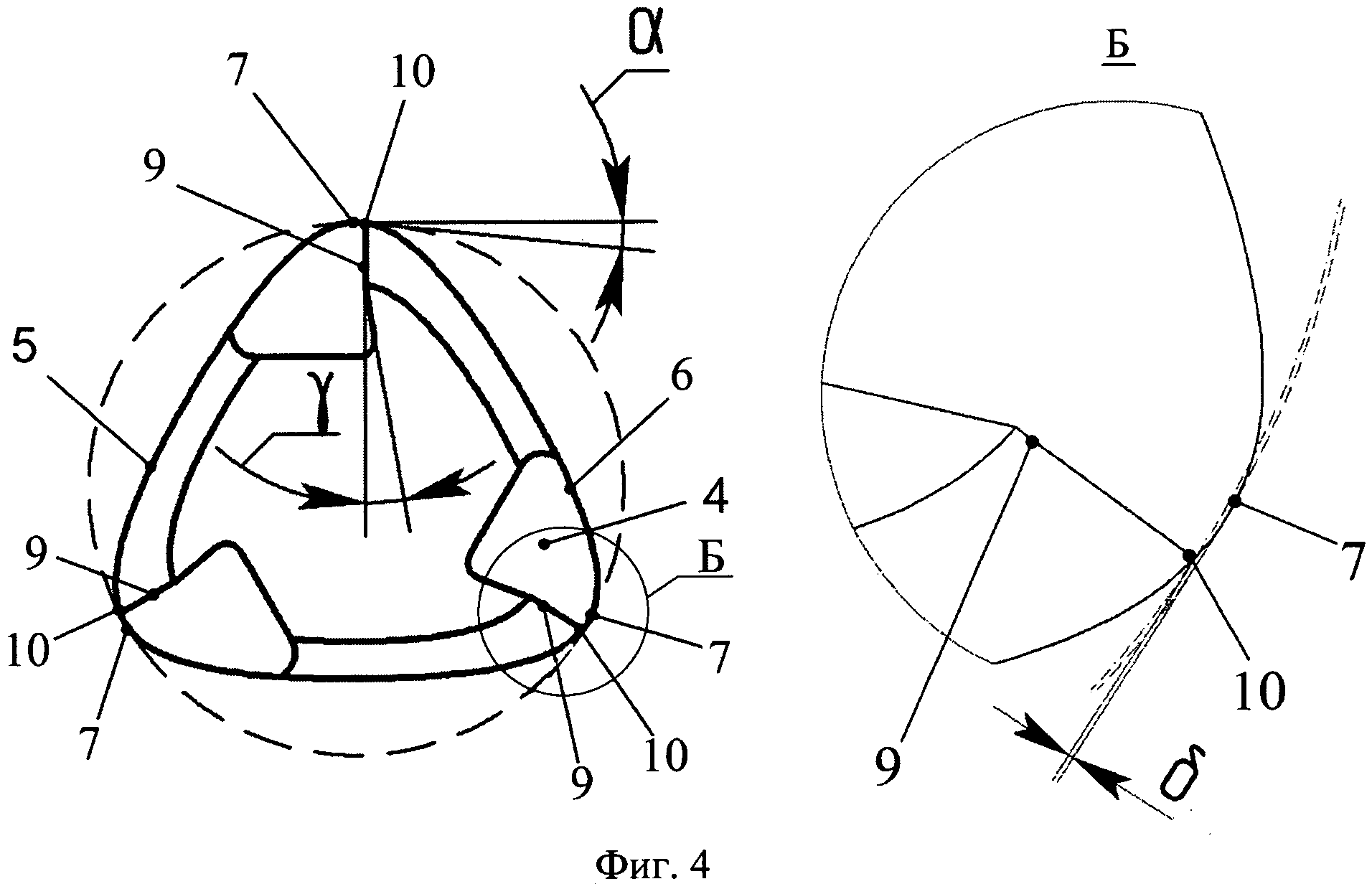
- на фиг. 4 - профиль режущей части.
Заявленный инструмент для обработки отверстий содержит хвостовую часть 1, калибрующую часть 2, режущую часть 3 и содержит канавки 4 для отвода стружки. Режущая часть 3 характеризуется передними углами γ, задними углами α и углом в плане φ. Образующей 5 калибрующей рабочей части 2 является гипоциклоида 6 с вершинами 7.
Направляющей калибрующей части 2 является ось вращения 8 инструмента.
Поверхность режущей части 3 образуется в результате параллельного переноса образующей 5 калибрующей части 2 вдоль оси вращения 8 и пропорционального изменения профиля так, что в перпендикулярном к оси вращения 8 инструмента сечении, расположенном на расстоянии x от начала режущей части 3, радиус Rx окружности, в которую вписан профиль 9 режущей части 3, определяется выражением:
Rx=R-x·tgφ
где R - радиус окружности, проходящей через вершины гипоциклоиды.
В проекции на плоскость, перпендикулярную оси вращения 8 инструмента, вершина 9 режущих кромок, принадлежащая границе калибрующей 2 и режущей 3 частей находится на расстоянии от касательной прямой к образующей 5 калибрующей части 2 в вершине 7 на величину δ=(0,002…0,03)*R. δ - величина пластической деформации, равная разнице между радиусом описанной окружности гипоциклоидального профиля калибрующей части и максимальным радиусом описанной окружности гипоциклоидального профиля на режущей части.
За счет того, что предлагаемый инструмент в процессе обработки формирует отверстие путем резания с последующей пластической деформацией поверхностного слоя за один проход, достигается высокое качество поверхностного слоя с отсутствием растягивающих напряжений на поверхности отверстия. Если применять предлагаемый инструмент для обработки одинаковых отверстий в заготовках из различного материала, величина упрочнения поверхностного слоя будет различной, что расширяет технологические возможности предлагаемого инструмента.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет увеличить технологических возможностей инструмента.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном изобретении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области инструментальной промышленности, касается изготовления инструментов для обработки отверстий;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Инструмент для обработки отверстий, содержащий хвостовую, калибрующую и режущую части, причем калибрующая и режущая части сформированы передними, задними углами и углом в плане с канавками для отвода стружки, отличающийся тем, что калибрующая и режущая части в поперечном сечении представляют собой гипоциклоиду, по меньшей мере, с двумя вершинами, при этом поверхность режущей часть сформирована в результате параллельного переноса образующей калибрующей части вдоль оси вращения инструмента и одновременного пропорционального масштабирования таким образом, что в перпендикулярном к оси вращения инструмента сечении, расположенном на расстоянии x от начала режущей части, радиус R окружности, в которую вписан профиль режущей части, определяется выражением:R=R-x·tgφ ,где φ - угол в плане на режущей части.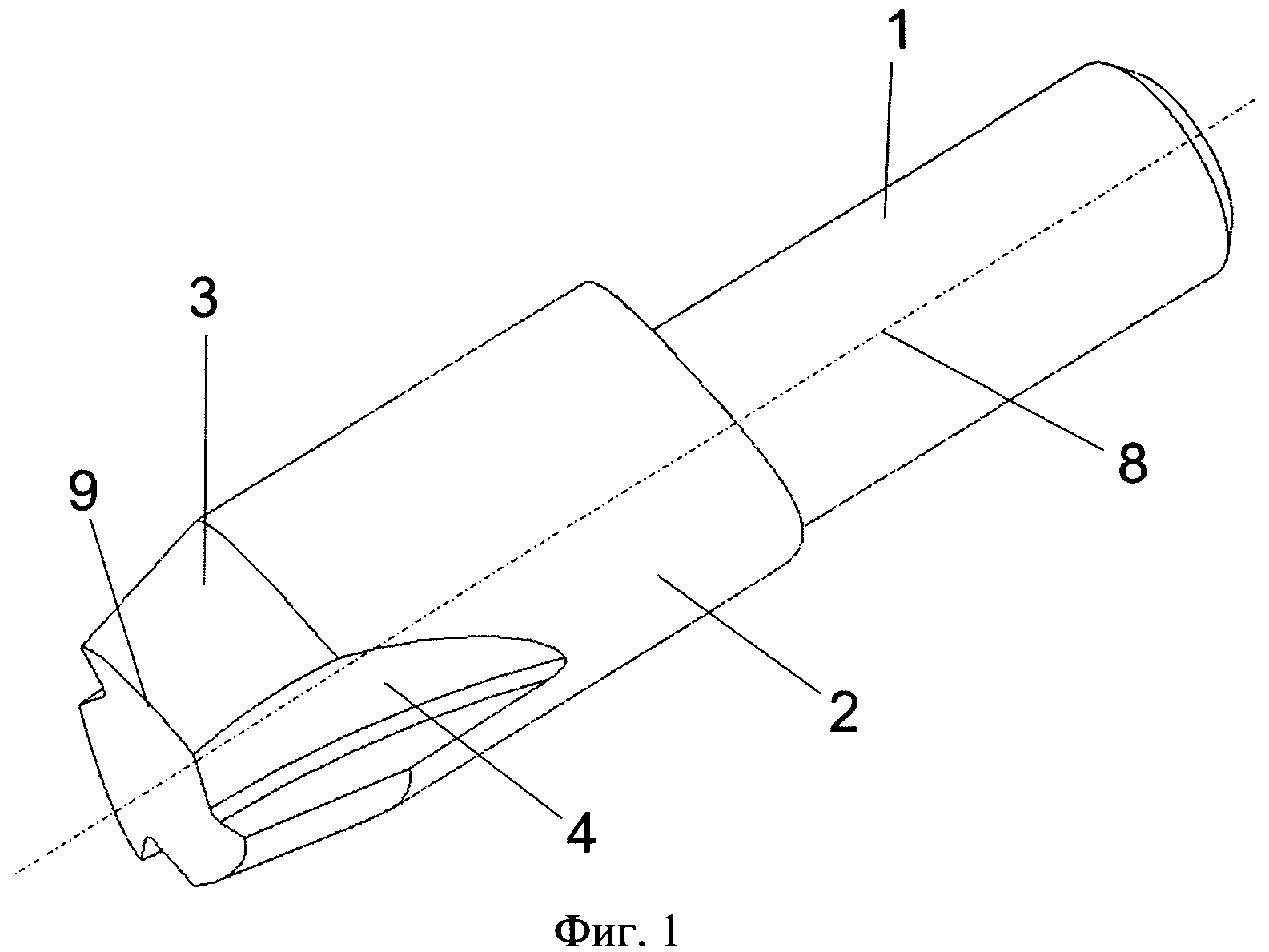
Устройство контроля точности нарезания резьбы на токарном станке
Способ компенсации тепловых деформаций металлорежущих станков с чпу
Инструмент для обработки канавок
Вертикальный штамповочный молот с гидравилическим приводом
Способ обработки твердосплавных пластин режущего инструмента
Способ определения профиля винтовой фасонной поверхности детали
Способ химико-термической обработки изделия
Способ изготовления изделий из порошковой композиции на основе сверхтвердых материалов
Масса для изготовления абразивного инструмента с пониженным содержанием кубического нитрида бора
Способ изготовления медно-титанового токопроводящего элемента
Способ компенсации тепловых деформаций металлорежущих станков с чпу
Инструмент для обработки канавок
Вертикальный штамповочный молот с гидравилическим приводом
Способ обработки твердосплавных пластин режущего инструмента
Способ определения профиля винтовой фасонной поверхности детали
Способ химико-термической обработки изделия
Способ изготовления изделий из порошковой композиции на основе сверхтвердых материалов
Масса для изготовления абразивного инструмента с пониженным содержанием кубического нитрида бора
Способ изготовления медно-титанового токопроводящего элемента
Способ спекания изделий из порошков твердых сплавов группы wc-co

