Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к технологии лазерной наплавки покрытий, преимущественно на металлическую подложку, и может быть использовано в машиностроительном производстве при изготовлении и ремонте деталей технологической оснастки и инструмента.
Из уровня техники известен способ лазерной наплавки на металлическую основу. В процессе его осуществления производят расплавление многокомпонентного присадочного материала (например, углерод + хром + марганец, с размером частиц порошка 1-100 мкм) и, частично, основы. Наплавку осуществляют кратковременным целенаправленным воздействием лазерным лучем при мощности лазера 1-20 кВт, скорости сканирования 127-12700 мм/мин на наплавляемую поверхность с последующим охлаждением (US 4015100 А 29.03.1977, B23K 26/34).
Однако при наплавке порошка данным способом затруднительно получить бездефектное покрытие. На поверхности покрытия, выполненного описанным способом, наблюдаются трещины, связанные с образованием в переходной зоне охрупчивающих ее боридов и карбидов хрома.
В качестве решения, наиболее близкого по технической сути и решаемой задаче, выбран способ получения функционально-градиентных износостойких покрытий из порошковых материалов, включающий очистку, промывку и струйно-абразивную обработку наплавляемой поверхности детали и обдувку подготовленной поверхности сжатым воздухом, подготовку порошкового материала, подачу порошкового материала из, по крайней мере, одного дозатора и транспортировку его в зону наплавки с помощью газового потока из инертного газа аргона на поверхность детали и наплавку порошка импульсным лазерным лучом в среде аргона. Дополнительно осуществляют очистку и промывку поверхностей детали, прилегающих к наплавляемой зоне. В процессе струйно-абразивной обработки поверхности придают шероховатость. Подачу порошковых материалов осуществляют из двух дозаторов. Наплавку производят в несколько слоев, при этом из одного из дозаторов в поток транспортирующего газа вводят армирующие неметаллические дисперсные частицы агломерированного карбида вольфрама с фракцией 80,0-150,0 мкм, а и из другого дозатора - металлические частицы кобальта В3К фракцией 53-106 мкм, используют лазерный луч мощностью 2 кВт и перемещают его в процессе наплавки со скоростью 2 м/мин, первый слой наплавляют с подачей армирующих неметаллических дисперсных частиц агломерированного карбида вольфрама и металлических частиц кобальта в соотношении 1:4, после нанесения первого слоя изменяют соотношение подачи порошков из дозаторов до 1:5 и наносят следующий слой (RU 2011141951 А 27.04.2013, C23C 4/12, B23K 26/34).
Недостатком описанного технического решения является неравномерное распределение твердости по поверхности покрытия, вследствие чего проявляются дефекты покрытия, а именно трещины. Указанные дефекты покрытия приводят к плохой адгезии полученного покрытия к подложке.
Техническим результатом, на достижение которого направлено заявленное изобретение, является обеспечение в процессе наплавки посредством реакции синтеза возможности образования армирующей основы покрытия из частиц карбида титана (TiC) с высоким значением твердости в виде мелких включений, равномерно распределенных по покрытию, что в итоге позволяет получить бездефектное износостойкое покрытие с высокой адгезией к подложке при минимальном воздействии на нее.
Указанный технический результат достигается посредством осуществления способа получения композиционных покрытий из порошковых материалов, включающего подготовку обрабатываемой поверхности посредством очистки, промывки и струйно-абразивной обработки, с последующей лазерной наплавкой порошкового материала в среде инертного газа. При этом, согласно заявленному изобретению, в качестве порошкового материала используют смесь из частиц титана и карбида кремния с размером - 20-100 мкм в массовом соотношении 6:4 или 6:5, а процесс наплавки осуществляют при мощности лазера 4÷5 кВт, скорости сканирования лазерного луча 500÷700 мм/мин и расходе порошка 9,6÷11,9 г/мин.
Заявленное изобретение поясняется графическими изображениями, где на фиг.1 (а-е) изображена микроструктура наплавленных слоев в зависимости от режимов наплавки с различным соотношением компонентов в смеси титан/карбид кремния (Ti/SiC).
В процессе осуществления заявленного способа получения композиционных покрытий из порошковых материалов первоначально проводят подготовку обрабатываемой поверхности. Для этого упомянутую поверхность очищают, промывают, производят струйно-абразивную обработку.
Далее порошок подают через сопло непосредственно в ванну расплава, создаваемую на рабочей поверхности подложки. Преимущественно используют коаксиальную наплавочную головку, это позволяет производить наплавки в любом направлении, с лучшей защитой от окружающей атмосферы и относительно небольшой зоной термического влияния, с возможностью формирования защитных покрытий точно в необходимой области, например, для условий износа или для восстановления локально поврежденных/изношенных поверхностей.
После чего осуществляют лазерную наплавку порошкового материала в среде инертного газа, например аргона. Для более надежной защиты порошка от окисления и, следовательно, улучшения качества наплавленного слоя может быть использована конструкция, состоящая, например, из стеклоткани, препятствующая доступу кислорода в область наплавки.
В качестве порошкового материала используют частицы титана (Ti) и карбида кремния (SiC) с размером - 20-100 мкм в массовом соотношении 6:4 или 6:5. В процессе лазерной наплавки в наплавленных слоях протекают реакции и образуются новые фазы. В данном случае происходит реакция образования армирующих частиц карбида титана (TiC) с высоким значением твердости в результате его синтеза при лазерном переплавлении порошков Ti и SiC непосредственно в процессе обработки. Синтез карбида титана происходит по схеме Ti+SiC→TiC+Si.
Необходимым условием получения TiC в процессе наплавки также является и определение конкретных режимов, обеспечивающих расплавление Ti и SiC, определяющих тип образовавшихся фаз, морфологию, характер распределения в матрице. Процесс наплавки осуществляют при мощности лазера 4÷5 кВт, скорости сканирования лазерного луча 500÷700 мм/мин и расходе порошка 9,6÷11,9 г/мин. При указанных режимах в результате реакции между Ti и SiC в наплавленном слое образуется равномерно распределенный по покрытию TiC.
В заявленном изобретении выбран размер частиц порошка, равный 20-100 мкм, исходя из следующего: с уменьшением размера порошка (например, ультра - мелкий порошок) менее 20 мкм снижается его подвижность, кроме того, транспортировка порошка становится проблематичной; использование порошка с размером частиц более 100 мкм не позволяет в достаточной мере фокусировать поток и приводит к потерям материала.
Ввиду того, что сферические частицы, как правило, имеют лучшие технологические свойства, в процессе изготовления смеси могут быть использованы частицы порошка титана в виде сфер.
Лазерная наплавка может проводиться на индустриальной установке Trumpf DMD 505. При осуществлении способа могут быть использованы следующие порошки: титан TLS GD2, карбид кремния SiC - 135.
В качестве подложки, в частности, можно применять низкоуглеродистую сталь со следующим составом в объемных процентах: 0,17-0,22 C; 0,40-0,60 Mn; Si<0,5; Ni<0,03; Cr<0,03; P<0,04; Cu<0,03; Fe - остальное.
Приведенные в формуле изобретения соотношения титана и карбида кремния в порошковой смеси в совокупности с прочими существенными признаками, изложенными в формуле, являются необходимыми и достаточными для достижения указанного технического результата, что подтверждается примерами, представленными ниже в таблице.
|
В ходе проведенных экспериментов были приняты параметры лазерной наплавки, которые представлены в таблице 2.
|
В результате проведенных экспериментов показано, что при большом значении массового расхода порошка (21,0 г/мин) получение качественных покрытий затруднено даже при максимальном значении мощности лазерного излучения, так как мощности недостаточно для переплавления всего подаваемого порошка. При малых значениях массового расхода (менее 9,6 г/мин) идет сильное перемешивание материала покрытия с материалом подложки, толщина получаемого покрытия минимальна. Уменьшение скорости наплавки приводит к улучшению качества покрытия (снижается количество пор и трещин в наплавленном слое). Значение скорости сканирования необходимо выбирать таким образом, чтобы, с одной стороны, уменьшить количество пор и трещин, с другой - ограничить количество материала подложки, поступающего в покрытие. Наиболее качественные покрытия получаются при массовом расходе порошка 9,6-11,9 г/мин и высоких значениях мощности излучения (4-5 кВт), при этом толщина наплавленного слоя уменьшается с увеличением значения скорости наплавки. При этом достигается наилучшая адгезия покрытия к подложке вследствие отсутствия дефектов на его поверхности и частичного перемешивания материалов покрытия и подложки.
С уменьшением скорости наплавки (менее 500 мм/мин, при прочих постоянных параметрах) значение микротвердости постепенно снижается. В целом, среднее значение микротвердости в областях покрытия, полученного заявленным способом, с большим количеством включений TiC составляет 1300-1500 HV и 1000-1300 HV для соотношений компонентов Ti и SiC в порошковой смеси 6:5 и 6:4 соответственно, а в областях с небольшим количеством включений TiC - 700-850 HV.
На фиг.1 представлена микроструктура наплавленных слоев в следующем соотношении режимов наплавки и различным соотношением компонентов в смеси Ti/SiC: (а) - 6:5 об.%, Р=5 кВт, V=700 мм/мин; (б) - 6:5 об.%, Р=4 кВт, V=700 мм/мин; (в) - 6:5 об.%, Р=4 кВт, V=500 мм/мин; (г) - 6:4 об.%, Р=5 кВт, V=700 мм/мин; (д) - 6:4 об.%, Р=4 кВт, V=700 мм/мин; (е) - 6:4 об.%, Р=4 кВт, V=500 мм/мин.
Из фиг.1 видно, что в получаемых покрытиях произошло полное переплавление исходных компонентов. Наблюдается увеличение дисперсности структуры при увеличении скорости перемещения луча. Уменьшение скорости приводит к образованию разветвленных дендритных включений, которые достаточно равномерно распределены в покрытии.
Таким образом, можно сделать вывод, что в результате осуществления заявленного способа с использованием порошков Ti и SiC с определенным размером частиц в заявленном интервале режимов обработки выделяется TiC в виде мелких включений, равномерно распределенных по покрытию, в результате чего обеспечивается получение бездефектного износостойкого покрытия с высокой адгезией к подложке при минимальном воздействии на нее.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, не известной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для лазерной наплавки;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ получения композиционных покрытий из порошковых материалов, включающий подготовку обрабатываемой поверхности посредством очистки, промывки и струйно-абразивной обработки, с последующей лазерной наплавкой порошкового материала в среде инертного газа, отличающийся тем, что в качестве порошкового материала используют смесь из частиц титана и карбида кремния с размером - 20-100 мкм в массовом соотношении 6:4 или 6:5, а процесс наплавки осуществляют при мощности лазера 4÷5 кВт, скорости сканирования лазерного луча 500÷700 мм/мин и расходе порошка 9,6÷11,9 г/мин.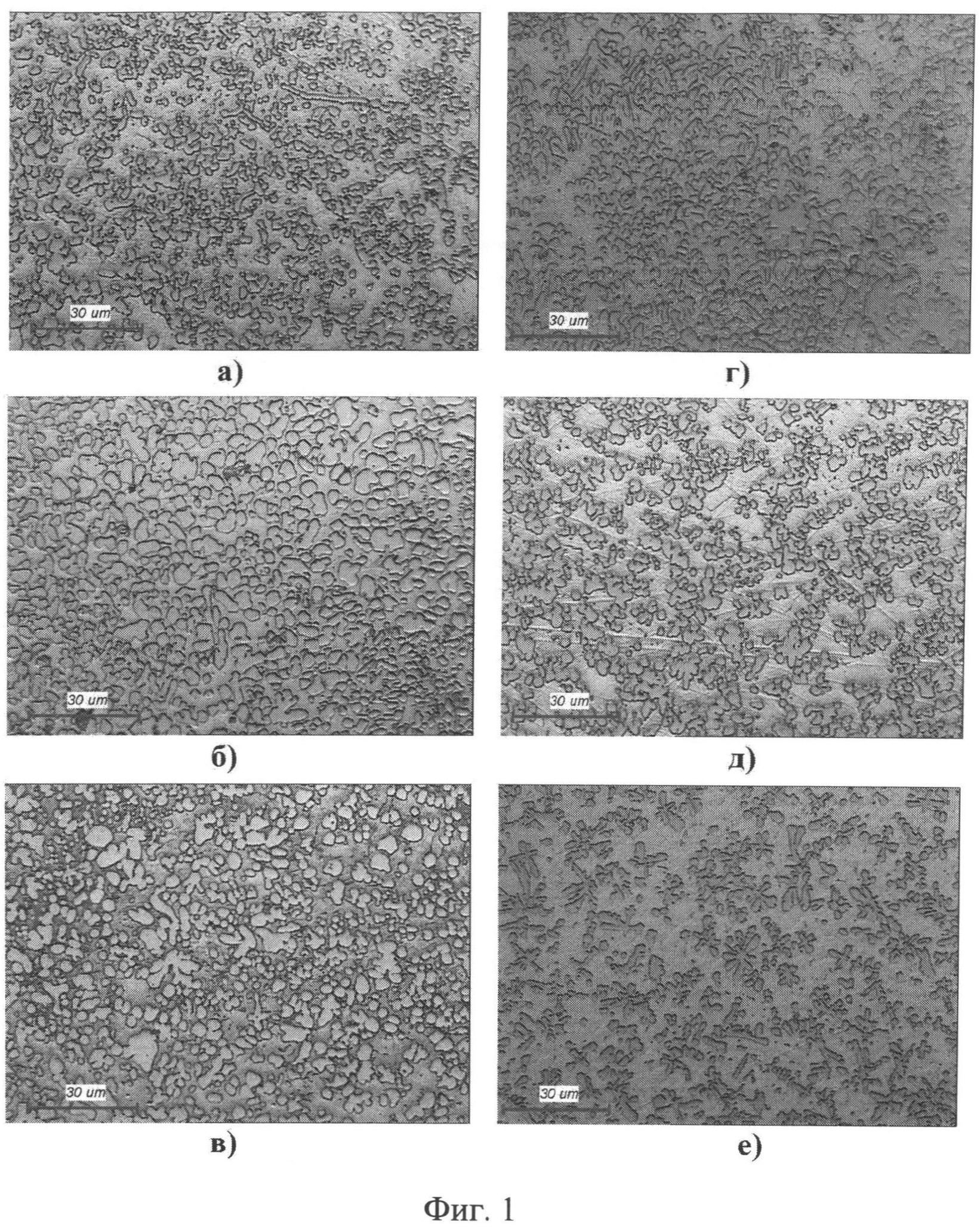
Способ крепления концевых фрез с числом зубьев не менее трех в цанговом патроне
Устройство для обработки изделий быстрыми атомами
Магнетронное распылительное устройство
Устройство для обработки диэлектрических изделий быстрыми атомами
Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой
Устройство для получения изделий методом селективного лазерного плавления
Магнетронное распылительное устройство
Пултрузионная установка для изготовления стержней из полимерных композиционных материалов
Сменная многогранная пластина из инструментальной керамики для точения никелевых сплавов

