Результат интеллектуальной деятельности: КЛЕТЬ ПРОКАТНОГО СТАНА С ОПОРОЙ ДЛЯ ВАЛКОВ
Вид РИД
Изобретение
Область техники
Изобретение предлагает прокатную клеть с рабочими валками и, при необходимости, с промежуточными валками, которые установлены в прокатной клети на радиальных подшипниках посредством монтажных элементов, с обеспечением воздействия на изгиб рабочих валков посредством гибочных блоков. Изобретение также предлагает способ монтажа, в частности последующего дооборудования, прокатной клети с рабочими валками и/или промежуточными валками, не имеющей устройства осевого сдвига, в прокатную клеть с устройством осевого сдвига.
Уровень техники
Для прокатных клетей, служащих для производства холоднокатаной ленты, из уровня техники известна возможность перемещения рабочих валков или промежуточных валков в противоположных друг другу осевых направлениях (перпендикулярно направлению движения ленты). В сочетании с переменным вдоль оси диаметром (шлифовкой) валков это используется в качестве дополнительного регулирующего элемента для воздействия на ровность ленты.
Устройства для сдвига валков применяются, в основном, с целью расширения области регулирования ровности с использованием индивидуальных форм шлифовки валков. Это позволяет получать преимущества для логистики, для повышения экономичности и качества.
В обычных прокатных клетях с возможностью осевого сдвига устройство для сдвига встроено в прокатную клеть на постоянной основе. При этом рабочие валки имеют неразборную конструкцию и располагаются в прокатной клети посредством монтажных элементов валков. Монтажные элементы валков также устроены в виде неразборных элементов и содержат одновременно радиальные подшипники и упорные подшипники для рабочих валков.
Прокатные клети с устройствами осевого сдвига для рабочих валков и при необходимости для промежуточных валков имеют более сложную конструкцию, чем прокатные клети без возможности осевого сдвига, и поэтому дороги.
Патентный документ US 2669493 раскрывает прокатную клеть с устройством для осевого позиционирования валков. Многие потребители из соображений экономии покупают прокатные клети без возможности осевого сдвига, однако часто впоследствии становится желательным переоборудование в прокатную клеть с подвижными в осевом направлении рабочими валками и/или промежуточными валками. Такое переоборудование для обычных установок очень является затратным, так как для этого требуется замена рабочих валков, а при необходимости, и промежуточных валков, а также всей опоры для валков. В некоторых случаях приходится заменять даже клеть в целом.
В документе SU 495806, 15.12.1975, раскрыта прокатная клеть со сменными валками, отличающаяся тем, что в корпусе опорных подшипников, выполненном в виде поршня, размещен приводной вал, который входит в валок и имеет опору во втором корпусе опорных подшипников. Решение позволяет упростить и сократить длительность операции замены валков.
Раскрытие изобретения
В основе изобретения лежит задача создать такую прокатную клеть, которая позволяет без больших затрат времени и материальных издержек дополнительно оборудовать ее устройством для осевого сдвига рабочих валков.
Эта задача решена прокатной клетью, содержащей рабочие валки и, при необходимости, промежуточные валки, установленные в прокатной клети на радиальных подшипниках посредством монтажных элементов с обеспечением воздействия на изгиб рабочих валков посредством гибочных блоков, в которой для осевого сдвига по меньшей мере одного рабочего валка или промежуточного валка на по меньшей мере одном рабочем или промежуточном валке установлен наконечник. В предпочтительном случае этот наконечник валка навинчивается, однако возможно также его крепление при помощи клеевого соединения или посадки с натягом. Кроме того, наконечник валка посредством упорного подшипника опирается на дополнительно установленный монтажный элемент, привинченный к монтажному элементу передвигаемого в осевом направлении валка. Монтажный элемент валка выполнен с возможностью перемещения в осевом направлении при помощи осевой направляющей гибочного блока.
Таким образом, прокатная клеть согласно изобретению легко дооборудуется устройством для осевого сдвига. Благодаря рабочим валкам или промежуточным валкам с навинчиваемыми наконечниками валков и составным монтажным элементам валков, состоящим из двух частей, дополнительное переоборудование выполняется особенно просто, так как требуется заменить только небольшое количество деталей.
Если прокатная клеть эксплуатируется без устройства для осевого сдвига, то валки с укрепленными на них наконечниками валков фиксируются в своем положении аксиальным блокирующим устройством. При этом крышка подшипника посредством промежуточного элемента привинчивается к соответствующему монтажному элементу валка, в котором расположен только радиальный подшипник.
Для монтажа прокатной клети с возможностью осевого сдвига крышки подшипников, промежуточные элементы и соответствующие наконечники валков отвинчивают. Затем к имеющимся валкам привинчивают соответствующие более длинные наконечники валков для приема аксиальной опоры. Эти наконечники валков посредством упорных подшипников устанавливают на дополнительные монтажные элементы валков, причем дополнительный монтажный элемент валка привинчивают к имеющемуся монтажному элементу валка для радиального опирания. После этого осевое перемещение монтажных элементов валков, например, посредством гидравлического цилиндра позволяет перемещать в осевом направлении также соответствующий рабочий валок.
Таким образом, для монтажа вся система осевого опирания просто привинчивается к имеющейся прокатной клети. Дооборудование возможно с минимальными затратами времени и издержками.
Наконечники валков предпочтительно привинчиваются к обоим рабочим валкам. Благодаря этому оба рабочих валка легко дооборудуются устройствами для осевого сдвига.
Предметом изобретения является также способ монтажа прокатной клети, содержащей рабочие валки и, при необходимости, промежуточные валки, установленные в прокатной клети на радиальных подшипниках посредством монтажных элементов, с обеспечением воздействия на изгиб рабочих валков посредством гибочных блоков. Способ заключается в том, что на по меньшей мере один рабочий валок или промежуточный валок устанавливают, предпочтительно, привинчивают, наконечник валка, и к монтажному элементу этого валка привинчивают дополнительный монтажный элемент. При этом наконечник валка опирают на дополнительный монтажный элемент валка посредством упорного подшипника, а монтажный элемент выполняют с возможностью перемещения в осевом направлении при помощи осевой направляющей гибочного блока, с обеспечением сдвига в осевом направлении по меньшей мере одного рабочего валка или промежуточного валка вместе с монтажным элементом.
Удобно, если осуществляют монтаж для обеспечения возможности осевого сдвига обоих рабочих валков.
Осевой сдвиг валка или валков осуществляют обычно при помощи гидравлического цилиндра. Однако представляется возможным также осуществление осевого сдвига посредством электромеханического линейного привода. В результате этого удается обойтись без дорогой гидравлической системы и повысить энергетическую эффективность.
Преимущество способа состоит в том, что возможно дальнейшее использование существующих монтажных элементов валков для радиальных подшипников, существующих крышек подшипников и существующих рабочих валков без их обработки.
Краткое описание графических материалов
Ниже на основе чертежей описывается вариант осуществления изобретения. На них показаны:
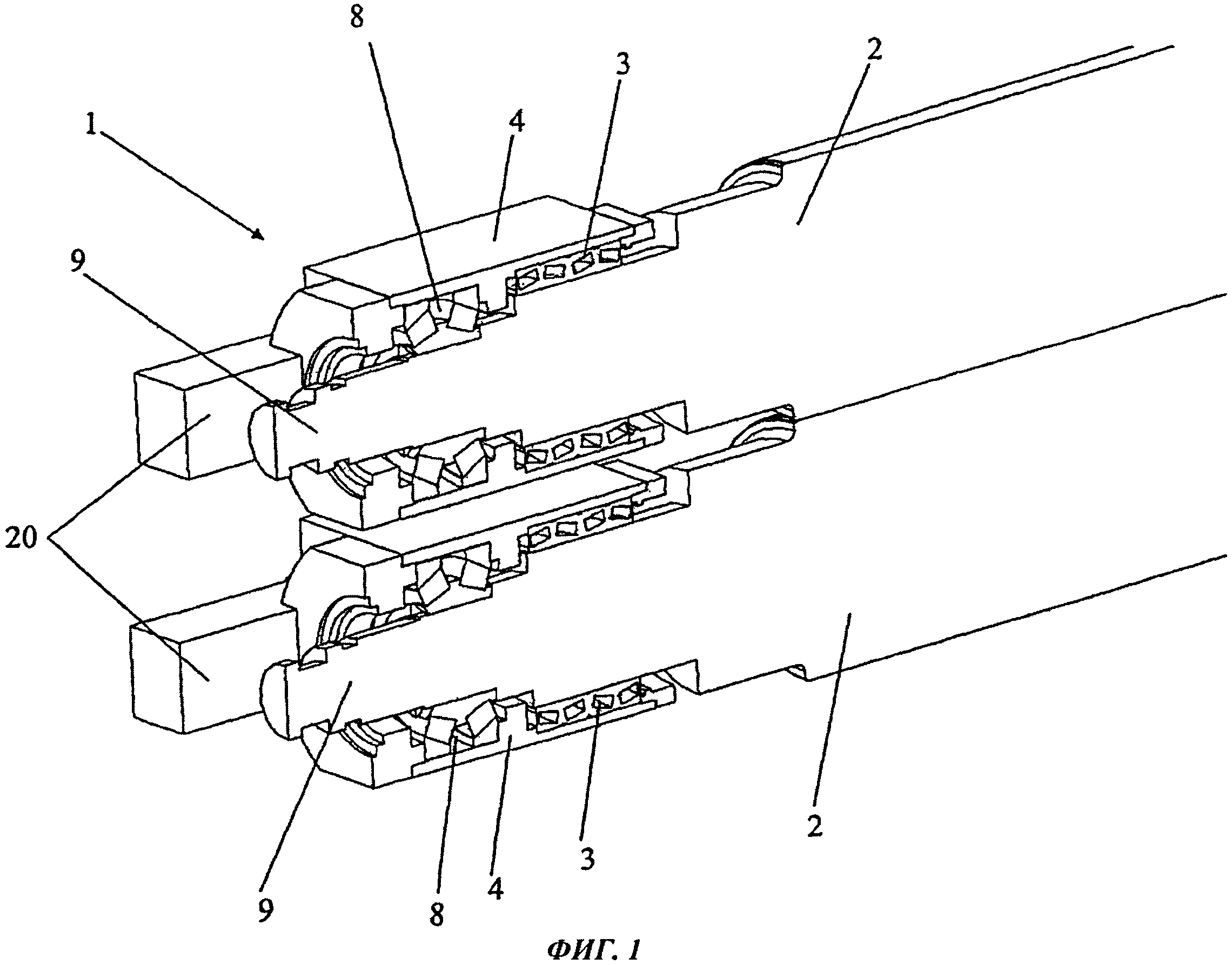
фиг. 1 - схематичное аксонометрическое изображение прокатной клети согласно уровню техники;
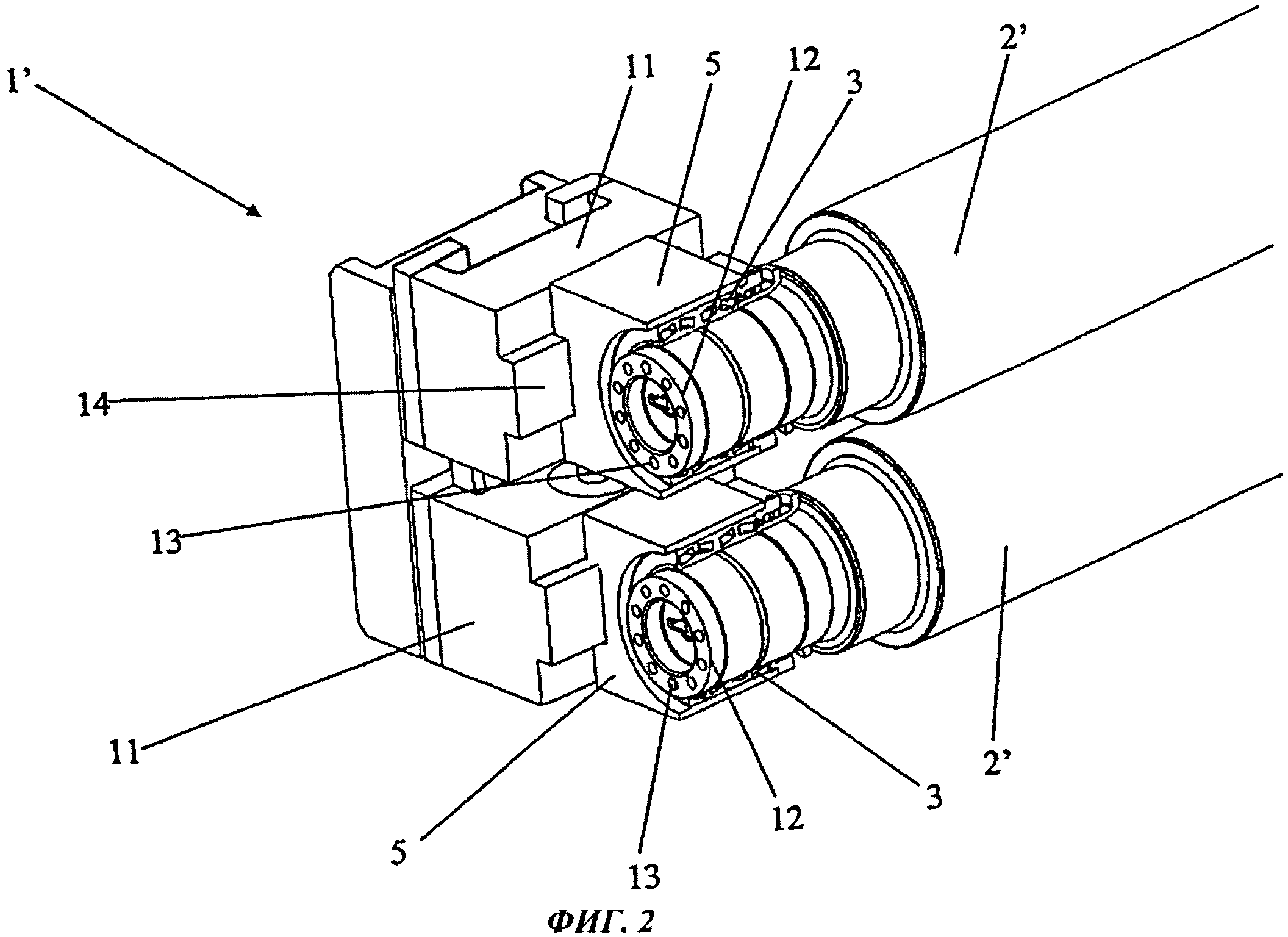
фиг. 2 - схематичное аксонометрическое изображение прокатной клети согласно изобретению (устройство для осевой фиксации и устройство для осевого сдвига не показаны);
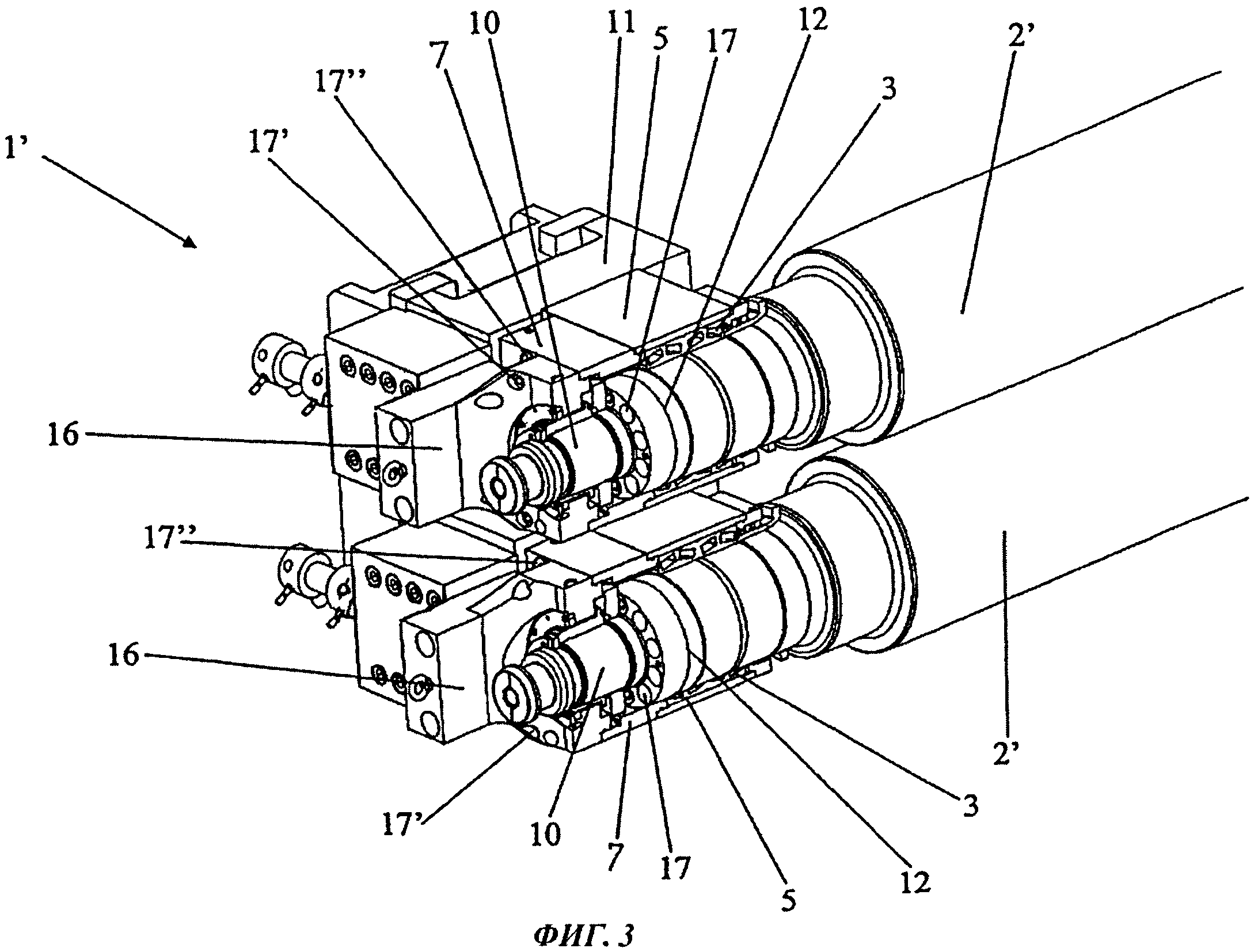
фиг. 3 - схематичное аксонометрическое изображение прокатной клети без устройства для осевого сдвига;
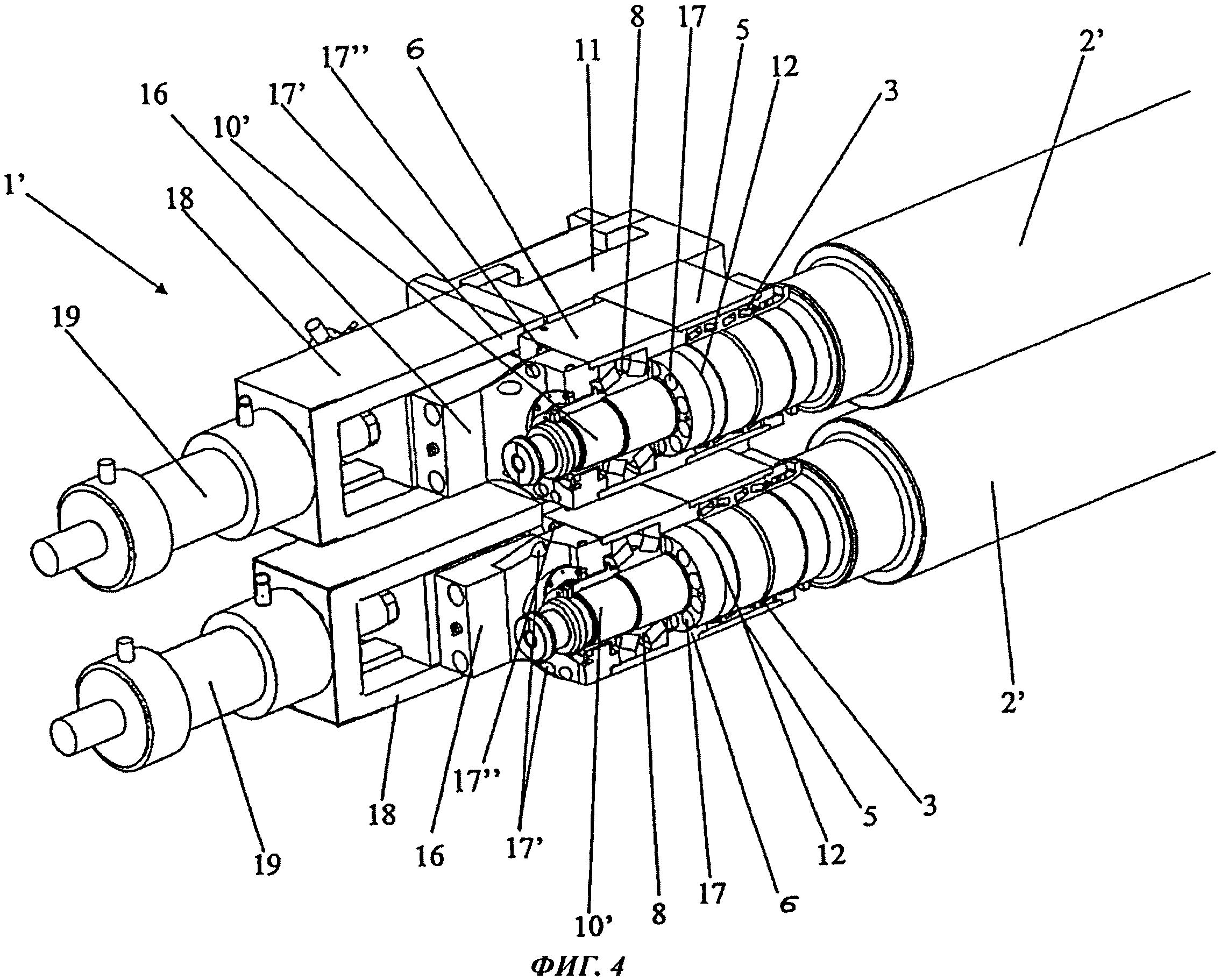
фиг. 4 - схематичное аксонометрическое изображение прокатной клети согласно изобретению с устройством для осевого сдвига.
Осуществление изобретения
На фигуре 1 представлена обычная прокатная клеть 1, соответствующая уровню техники, с устройством для осевого сдвига. Рабочие валки 2 выполнены неразборными. Они посредством радиальных подшипников 3 и упорных подшипников 8, расположенных на наконечниках 9 валков, оперты на неразборный монтажный элемент 4 для рабочих валков. Крышки 20 подшипников привинчены к монтажным элементам 4 валков. Осевые усилия передаются через упорные подшипники 8 на рабочие валки 2.
Для переоборудования обычных прокатных клетей без возможности осевого сдвига в прокатную клеть с осевым сдвигом согласно фиг. 1 раньше требовалась замена по меньшей мере всех рабочих валков и всех монтажных элементов валков.
На фиг. 2 показана прокатная клеть 1′ согласно изобретению, причем здесь для лучшего отображения не представлены ни устройство для осевой фиксации, ни устройство для осевого сдвига.
Рабочие валки 2′ помещены с каждым из радиальных подшипников 3 на соответствующий монтажный элемент 5 валка для радиального опирания. Монтажные элементы 5 валков выполнены с возможностью перемещения по осевой направляющей 14 относительно гибочного блока 11 в осевом направлении. При помощи гибочных блоков 11 возможно влияние на изгиб рабочих валков 2′. На концах валков 12 расположены резьбовые отверстия 13 так, что там привинчивается наконечник валка (не показан).
На фиг. 3 представлена прокатная клеть 1′ с фиг. 2 с крышками 16 подшипников для рабочих валков 2′. Рабочие валки 2′ зафиксированы в своих аксиальных положениях штифтами (не показаны). Крышки 16 подшипников при помощи резьбовых соединений 17′ привинчены к промежуточным элементам 7, которые в свою очередь при помощи резьбовых соединений 17″ привинчены к соответствующим монтажным элементам 5 валков.
К фланцам 12 валков при помощи резьбовых соединений 17 привинчены наконечники 10 валков. Такую прокатную клеть 1′ без возможности осевого сдвига в последующем легко переделать в прокатную клеть 1′ с устройством осевого сдвига.
На фиг. 4 представлена прокатная клеть 1′ согласно изобретению с фиг. 2 с устройством 18 осевого сдвига для рабочих валков 2′.
К рабочим валкам 2′ на каждом из фланцев 12 валков при помощи резьбового соединения 17′ привинчен наконечник 10′ валка. По сравнению с наконечником 10 валка с фиг. 3 этот наконечник 10′ валка несколько длиннее, так как с ним сопрягается упорный подшипник 8. К каждому из монтажных элементов 5 валков для радиального опирания привинчен при помощи резьбовых соединений 17″ дополнительный монтажный элемент 6 валка. Теперь рабочие валки 2′ оперты, с одной стороны, в монтажных элементах 5 валков посредством радиальных подшипников 3 и, с другой стороны, в дополнительных монтажных элементах 6 валков посредством наконечников 10′ валков и упорных подшипников 8.
На дополнительном монтажном элементе 6 валка при помощи резьбовых соединений 17′ укреплено сдвигающее устройство 18 с цилиндрами 19.
Теперь описанная выше прокатная клеть 1′ обладает тем преимуществом, что, с одной стороны, возможно ее предложение и поставка в виде экономичного варианта без возможности осевого сдвига валков. В таком варианте имеются только крышки 16 подшипников и промежуточные элементы 7, как они представлены на фиг. 3.
С другой же стороны, если потребителю потребуется последующее переоборудование в прокатную клеть с устройством для осевого сдвига, то возможно его осуществление весьма простым образом. По существу короткие наконечники 10 валков (наконечник без упорного подшипника) отвинчиваются от рабочих валков 2′, точно так же отвинчиваются крышки 16 подшипников и промежуточные элементы 7. После этого получается прокатная клеть 1′, какой она представлена на фиг. 2.
Если устройствами для осевого сдвига оборудуются оба рабочих валка 2′, то более длинные наконечники 10′ валков привинчивают к каждому из рабочих валков. К монтажным элементам 5 валков посредством резьбовых соединений 17″ привинчивают дополнительные монтажные элементы 6 валков с упорными подшипниками 8. Затем на этих дополнительных монтажных элементах 6 валков посредством резьбовых соединений 17″ укрепляют крышки 16 подшипников, как это представлено на фиг. 4. Осевые направляющие 14 (показаны только на фиг. 2) в гибочных блоках 11 обеспечивают прохождение монтажных элементов 5 валков в осевом направлении. Сдвигающее устройство состоит из фиксированной части, которая в данном примере соединена с гибочным блоком 11, и из подвижной части, которая разъемным образом соединена с крышкой 16 подшипника посредством штифта (не показан). При помощи цилиндра 19 возможно аксиальное перемещение подвижной части устройства 18 для сдвига монтажных элементов 5, 6 валков и вследствие этого также рабочих валков 2′. Таким образом, модульная конструкция рабочих валков 2′ и монтажных элементов 5, 6 валков позволяет поставлять базовую модель прокатной клети с возможностью ее позднейшей доработки при незначительных дополнительных расходах. Дооснащение промежуточных валков устройством для их осевого сдвига производят аналогичным образом.
Дооснащение устройством для осевого сдвига возможно с незначительными затратами и без больших конструктивных изменений. Кроме того, такая ″модульная конструкция″ способствует унификации и сокращению ассортимента деталей.
Устройство и способ передачи рулонного материала
Устройство и способ передачи рулонного материала
Устройство и способ передачи рулонного материала
Устройство и способ передачи рулонного материала

