Результат интеллектуальной деятельности: ВИБРОИЗОЛЯТОР ВПГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к цельнометаллическим виброизоляторам и может быть использовано для виброизоляции устройств общего машиностроения и бытовых приборов.
Известны виброизоляторы типа ДКА («Двойной колокольчик, армированный») и ДКУ («Двойной колокольчик усиленный») (Лазуткин Г.В. Совершенствование конструкций и методов расчета виброизоляторов на основе проволочного волокнового материала / В.А.Антипов, А.Л.Рябков. - Самара: Самарский государственный университет путей сообщения. 2008. -200 с.), применяемые в настоящее время для подвески приборов, установленных на космических кораблях.
Эти виброизоляторы выполнены в виде двух колоколообразных элементов - «колокольчиков», изготовленных путем прессования из проволочного материала МР (металлорезины), армированного проволочным жгутом, обмотанным проволочной растянутой спиралью, установленных друг на друга основаниями, жестко скрепленных по периферии сшивкой из стальной проволоки. На колокольчиках закреплены болты, на одном из болтов может быть закреплена противоударная подушка из материала МР, на болтах установлены спрофилированные ограничительные шайбы и гайки.
Недостатком этих виброизоляторов является большая сложность разработки их автоматизированного изготовления. В настоящее время на изготовление этих виброизоляторов затрачивается большой объем ручного труда. К числу недостатков этого виброизолятора следует отнести и сложность его конструкции.
Известна также конструкция виброизолятора типа ДК (двойной колокольчик). Конструкция этого виброизолятора отличается от предыдущей только тем, что его «колокольчики» изготавливаются из неармированного проволочным жгутом материала МР («Металлическая резина». См. А. с.№183174 СССР. Способ изготовления нетканого материала МР из металлической проволоки / А.М.Сойфер, В.Н.Бузицкий, В.А.Першин. - Опубл. 1966, бюл. №13). Недостатками этого виброизолятора являются: небольшая прочность на разрыв, более низкая несущая способность виброизолятора при тех же габаритах, чем у виброизолятора ДКУ, большой объем ручного труда, затрачиваемый при изготовлении виброизолятора.
Виброизолятор ДКА по технической сущности наиболее близок к предлагаемому и принят за прототип.
Разработка конструкций цельнометаллических виброизоляторов, допускающих при изготовлении и сборке виброизолятора резкое снижение объема ручного труда (исключающих при их изготовлении и сборке наиболее трудоемкие операции, производимые вручную) может быстро окупить вложенные затраты и расширить, и завоевать рынок их сбыта.
Поэтому ставится задача создания виброизолятора ВПГ с хорошими упругогистерезисными свойствами при циклическом сжатии и с приблизительно такой же прочностью на разрыв как у прототипа, у которой при его изготовлении и сборке исключены наиболее трудоемкие ручные операции.
Аббревиатура ВПГ расшифровывается как «Виброизолятор типа пустотелый голыш». Такое наименование типа виброизолятора выбрано потому, что его упругогистерезисный элемент (УГЭ) по внешней форме напоминает гальку с морского пляжа.
Поставленная задача решается тем, что предлагается виброизолятор ВПГ, содержащий два упругогистерезисных элемента - «колокольчика», изготовленных из проволочного материала МР, установленных большими основаниями друг на друга, армирующий жгут, сформированный из пучка прямых проволок, обмотанных растянутой спиралью с параметрами, одинаковыми со спиралями материала МР, два болта, закрепленные в центральных отверстиях «колокольчиков» с помощью профильных шайб-ограничителей и гаек, отличающийся тем, что «колокольчики» имеют продольное сечение в виде двух конусов, плавно переходящих друг в друга, - нижнего с меньшим углом конуса и верхнего с большим углом конуса, или в виде цилиндра и верхнего конуса, и по поверхности разъема склеены друг с другом, поверху «колокольчики» с угловым шагом с охватом по дуге болтов обмотаны армирующим жгутом, или отрезками жгута в один или несколько слоев, а поверх армирующего жгута обмотаны в один или несколько слоев растянутой спиралью с параметрами такими же, как у обмоточной спирали жгута, и сформированный таким образом упругогистерезисный элемент виброизолятора отпрессован так, что слои армирующего жгута и слои спирали, намотанные поверх него, превратились в слой материала МР, армированного жгутом, и при этом не произошло недопустимых искажений геометрической формы упругогистерезисного элемента виброизолятора.
Конструкция предлагаемого виброизолятора ВПГ и технология его изготовления проще, чем у известных виброизоляторов ДКА и ДКУ, так как в предлагаемой конструкции отсутствует сшивка «колокольчиков» проволочной спиралью. Геометрическая форма упругогистерезисного элемента (УГЭ) предлагаемого виброизолятора проще, так как у «колокольчиков» отсутствует горизонтальный фланец с отверстиями для сшивки и диаметральный габаритный размер предлагаемого виброизолятора будет меньше, чем у прототипа при таких же прочностных и упругофрикционных характеристиках (УФХ). Заметим, что внешний вид предлагаемого виброизолятора ВПГ лучше, чем у виброизоляторов серии ДК.
Склейка «колокольчиков» друг с другом повышает УФХ предлагаемого виброизолятора ВПГ на сдвиг.
С целью увеличения прочности на разрыв виброизолятора ВПГ в окружном направлении и обеспечения приблизительно таких же прочностных характеристик, как у виброизолятора ДКУ, поверх слоя армирующего жгута, намотанного с угловым шагом в меридиональных направлениях упругогистерезисного элемента, с шагом намотан слой армирующего жгута в направлении его параллелей.
Кроме того, в упругогистерезисном элементе слои жгута, намотанные в меридиональных направлениях, чередуются со слоями жгута, намотанного в направлении параллелей.
Слои жгута, намотанные в меридиональных направлениях, увеличивают прочность виброизолятора на разрыв в основном в направлении его оси, а слои жгута, намотанные в направлении параллелей, увеличивают прочность виброизолятора на разрыв в окружном направлении.
Известен способ изготовления виброизолятора ДКА (см. ту же книгу), состоящий в том, что из проволочной спирали, растянутой до шага, равного ее диаметру, формируют шаровидную заготовку. В меридиональных направлениях обматывают ее с угловым шагом армирующим жгутом, сформированным из прямых проволок, обмотанных растянутой спиралью с такими же параметрами, как у спиралей шаровидной заготовки. Поверху сформированную таким образом заготовку обматывают в несколько слоев, «крест на крест» растянутой спиралью с такими же параметрами, как у спирали обмотки жгута. Холодным прессованием изготавливают «колокольчик». Аналогично изготавливают второй «колокольчик». Пробивают в них отверстия под сшивку. На каждом «колокольчике» закрепляют болт с помощью профильной шайбы и гайки. Скрепляют «колокольчики» сшивкой проволокой.
Недостатком этого способа является большой объем ручного труда, который затрачивается в настоящее время при изготовлении виброизолятора ДКА. Этим и объясняется высокая стоимость виброизолятора. Особенно трудоемкими операциями, выполняемыми вручную, являются формирование армирующего жгута, пробивание отверстий в «колокольчиках» и их сшивка.
Способ изготовления виброизолятора ДКА по технической сущности наиболее близок к предлагаемому и принят за прототип.
Ставится задача создания более простого и дешевого способа изготовления предлагаемого виброизолятора ВПГ.
Поставленная задача решается тем, что предлагается способ изготовления виброизолятора ВПГ, содержащий формирование шаровидной заготовки из проволочной спирали, растянутой до шага, равного ее диаметру, изготовление армирующего жгута из отрезков прямой проволоки, обмотанных проволочной спиралью с теми же параметрами, что и у спиралей шаровидной заготовки, изготовление двух «колокольчиков» холодным прессованием и установку болтов в их центральные отверстия, отличающийся тем, что «колокольчики» изготавливают только из растянутой спирали, «колокольчики» с установленными в них болтами приклеиваются друг к другу большими основаниями, сформированный таким образом упругогистерезисный элемент-болванку поверху, в меридиональных направлениях, с угловым шагом, с охватом болтов по дуге, обматывают армирующим жгутом, поверх которого наматывают один, два или несколько слоев растянутой спирали с такими же параметрами, как у спиралей шаровидной заготовки, причем намотку спирали осуществляют таким образом, что в одном из контактирующих слоев витки намотки располагаются в плоскостях, параллельных профильной плоскости, а в другом из контактирующих слоев витки намотки располагаются в плоскостях, параллельных фронтальной плоскости, сформированную заготовку прессуют таким образом, что экваториальная зона заготовки прессуется в основном в радиальных направлениях, а верхний и нижний купола ее - в основном в направлении вертикальной оси, и на изготовленном упругогистерезисном элементе виброизолятора закрепляют болты с помощью профильных шайб-ограничителей и гаек.
Одновременное прессование заготовки в радиальных и осевом направлениях позволяет получить требуемую структуру наружной оболочки УГЭ - материала МР, армированного жгутом, при усилии прессования, не приводящем к недопустимым искажениям геометрической формы наружной и внутренней поверхностей УГЭ виброизолятора.
Предлагаемый способ проще прототипа, так как в нем отсутствуют такие трудоемкие операции, как пробивка отверстий под сшивку в каждом из двух «колокольчиков» и сшивка «колокольчиков» проволочной спиралью, а операция армирования жгутом упругогистерезисного элемента предлагаемого виброизолятора проще армирования обоих «колокольчиков» прототипа и тем более виброизолятора ДКУ.
Кроме того, предлагается способ изготовления виброизолятора ВПГ, отличающийся тем, что на слой армирующего жгута, намотанного в меридиональных направлениях, наматывают с шагом слой армирующего жгута в направлении параллелей упругогистерезисного элемента, или наматывают армирующий жгут так, что слои армирующего жгута, намотанного в меридиональных направлениях, чередуются со слоями армирующего жгута, намотанного в направлении параллелей.
С целью обеспечения возможности использования для изготовления «колокольчиков» виброизолятора ВПГ существующих прессформ для изготовления «колокольчиков» виброизоляторов серии ДК предлагается способ изготовления виброизолятора ВПГ, отличающийся тем, что «колокольчики», изготовленные с геометрией «колокольчиков» виброизоляторов серии ДК и затем усилием, приложенным вдоль оси «колокольчика», выворачиваются «наизнанку».
При выворачивании «наизнанку» «колокольчиков» виброизоляторов серии ДК они приобретают геометрическую форму, пригодную для использования их в предлагаемом виброизоляторе ВПГ.
Предлагаемые виброизолятор ВПГ и способ его изготовления иллюстрируются фигурами. На чертежах структурные элементы заготовок и УГЭ изображены условно.
На фиг.1 изображен продольный разрез виброизолятора ВПГ.
На фиг.2 изображен вид сверху этого виброизолятора.
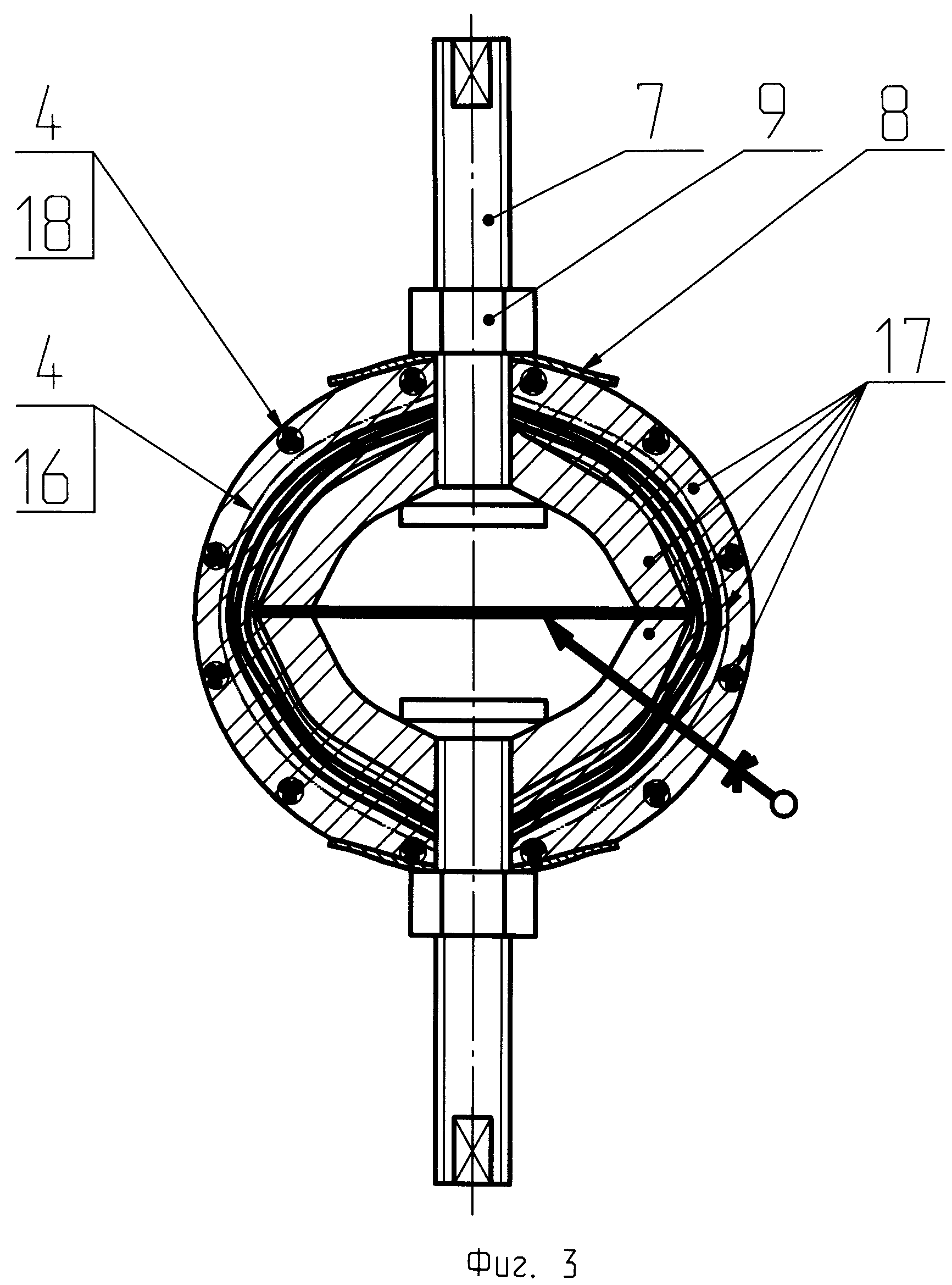
На фиг.3 изображен продольный разрез виброизолятора ВПГ с слоем армирующего жгута, намотанным в меридиональных направлениях УГЭ, и слоем, намотанным в направлении его параллелей.
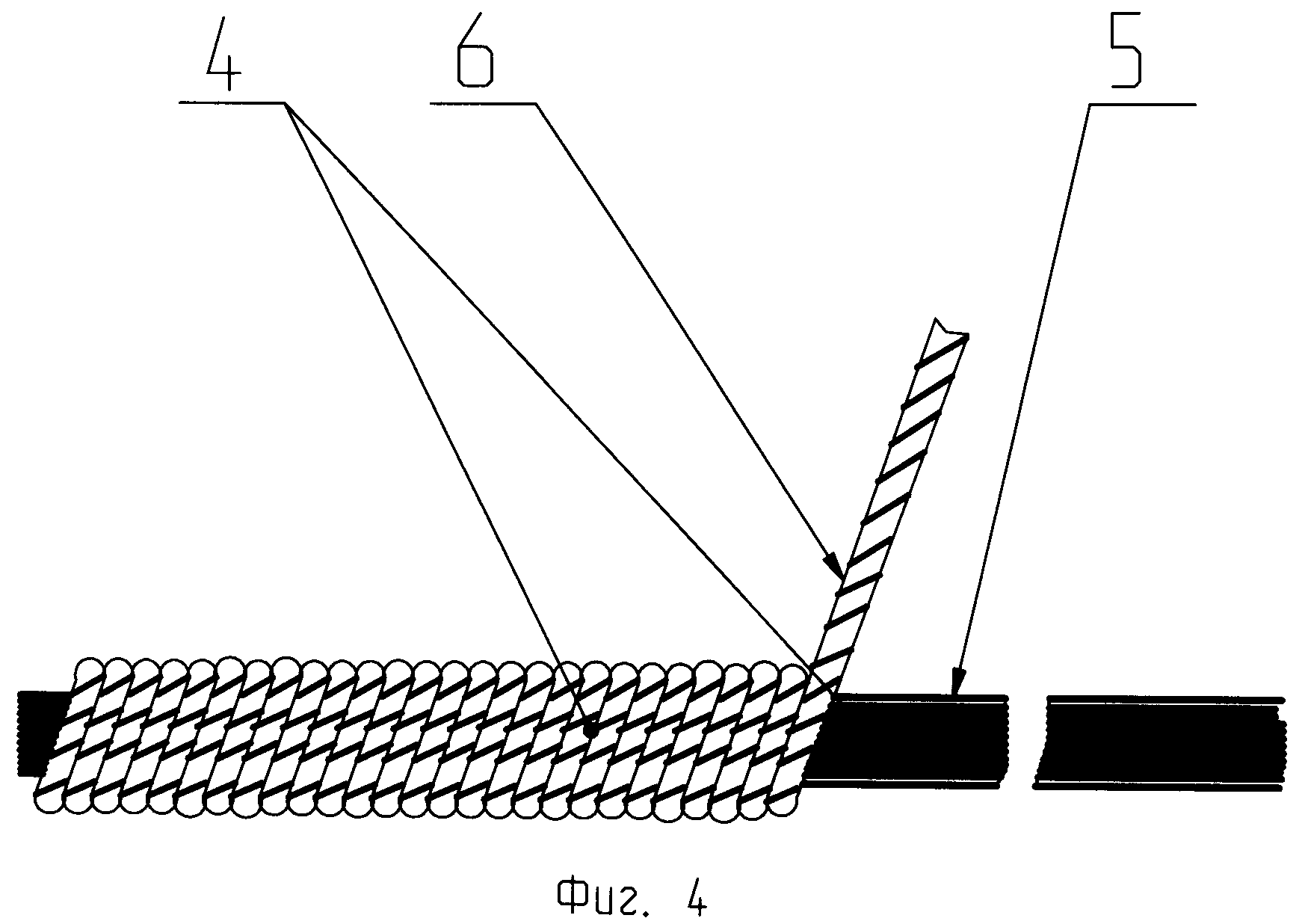
На фиг.4 изображено формирование армирующего жгута.
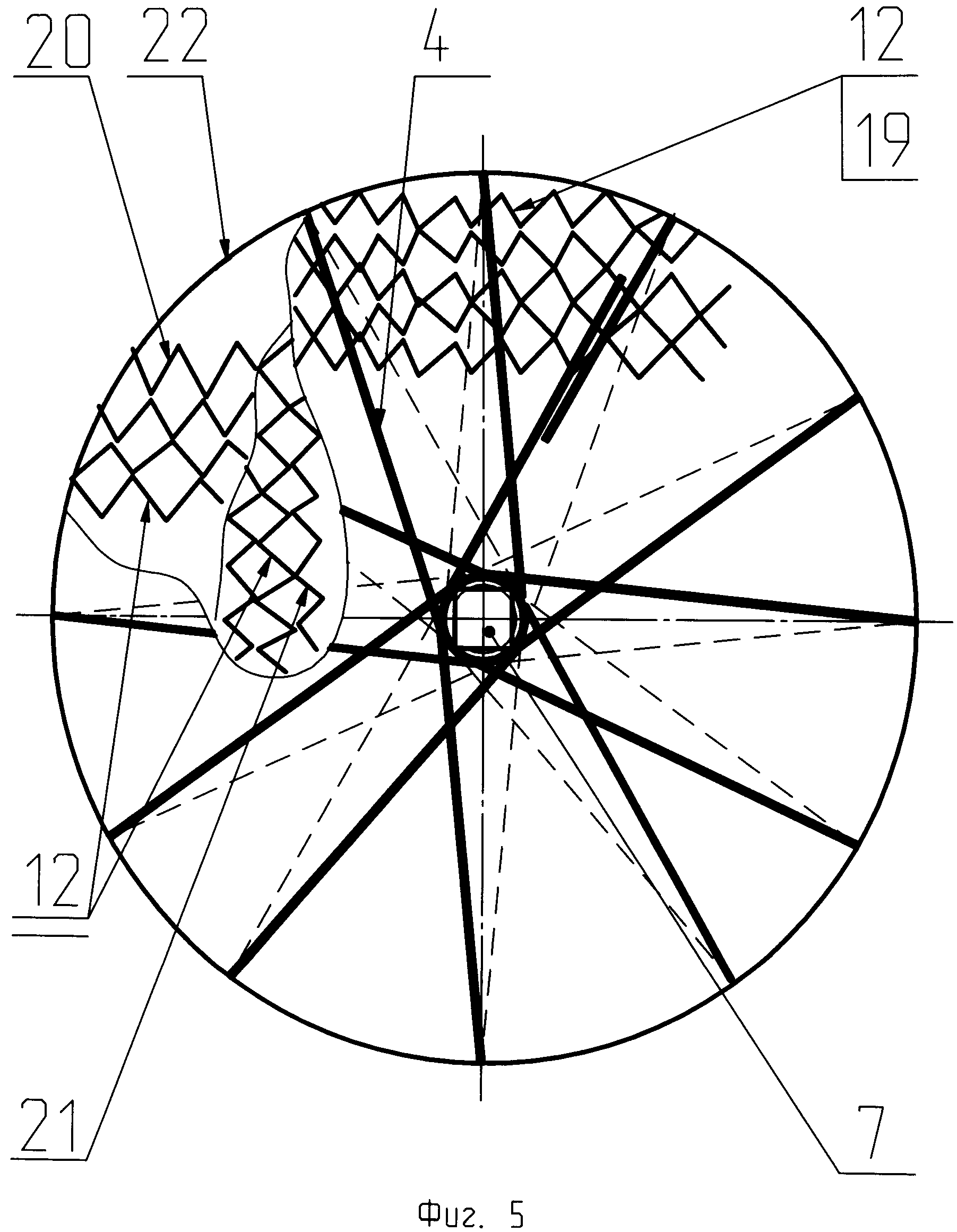
На фиг.5 изображено формирование заготовки УГЭ виброизолятора ВПГ.
На фиг.6 изображено формирование заготовки УГЭ виброизолятора ВПГ с слоем армирующего жгута, намотанным в меридиональных направлениях УГЭ и слоем, намотанным в направлении его параллелей.
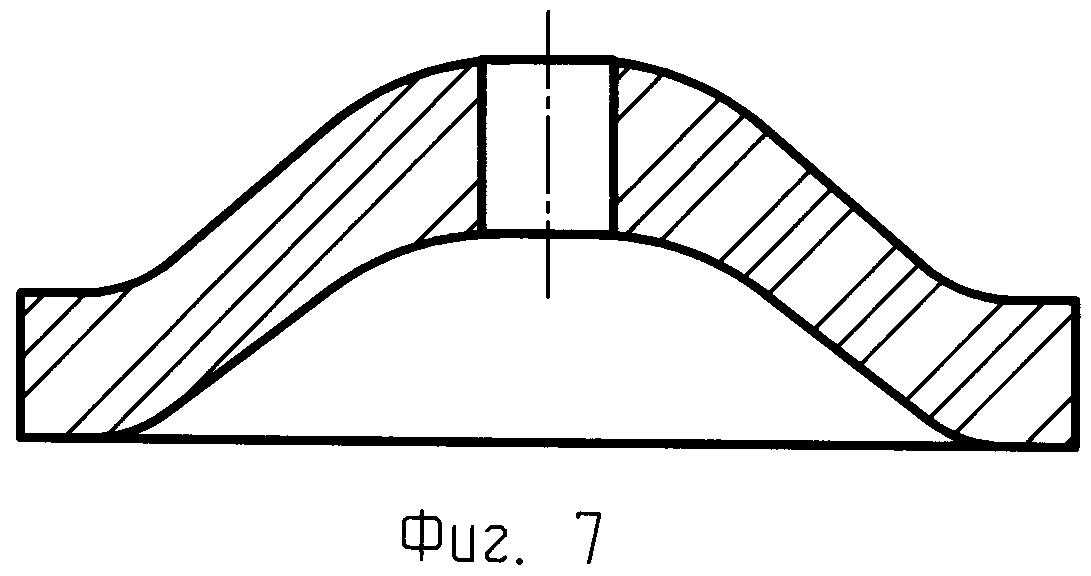
На фиг.7 изображен «колокольчик», изготовленный из материала МР в прессформе для изготовления «колокольчиков» виброизоляторов серии ДК.
На фиг.8 изображен «колокольчик» виброизолятора ВПГ, полученный выворачиванием «наизнанку» «колокольчика» фиг.7.
Предлагаемый виброизолятор ВПГ (см. фиг.1 и 2) содержит два упругогистерезисных элемента - «колокольчика» 1, изготовленных из проволочного материала МР, скрепленные большими основаниями 2 друг с другом клеем 3, армирующий жгут 4, сформированный из пучка прямых проволок 5 (см. фиг.4), обмотанных растянутой спиралью 6 с параметрами, одинаковыми со спиралями материала МР, два болта 7, закрепленные в центральных отверстиях «колокольчиков» 1 с помощью профильных шайб-ограничителей 8 и гаек 9. «Колокольчики» 1 (см. фиг.1) имеют продольное сечение в виде двух конусов, плавно переходящих друг в друга,
- нижнего 10 с меньшим углом конуса и верхнего 11 с большим углом конуса, или в виде цилиндра и верхнего конуса (на фиг. не показано). Поверху «колокольчики» 1 (см. фиг.5) с угловым шагом с охватом по дуге болтов 7 обмотаны армирующим жгутом 4, или отрезками жгута 4 в один или несколько слоев, а поверх армирующего жгута обмотаны в один или несколько слоев растянутой спиралью 12 с параметрами такими же, как у обмоточной спирали 6 жгута 4. Сформированная таким образом заготовка 13 отпрессована так, что в упругогистерезисном элементе 14 (см. фиг.1) виброизолятора слои армирующего жгута 4 и слои спирали 12 (см. фиг.5), намотанные поверх него, превратились в слой 15 материала МР (см. фиг.1), армированного жгутом 4, и при этом не произошло недопустимых искажений геометрической формы упругогистерезисного элемента 14 виброизолятора.
Предлагается также виброизолятор ВПГ (см. фиг.3), у которого поверх слоя 16 армирующего жгута 4, намотанного с угловым шагом в меридиональных направлениях упругогистерезисного элемента 17, намотан с шагом слой 18 армирующего жгута 4 в направлении его параллелей.
Кроме того, предлагается виброизолятор ВПГ (на фиг. не показано), у которого в упругогистерезисном элементе слои жгута, намотанные в меридиональных направлениях, чередуются со слоями жгута, намотанного в направлении параллелей.
Предлагаемый способ изготовления виброизолятора ВПГ (см. фиг.5) состоит из следующих операций.
Формируют две шаровидные заготовки 19 из проволочной спирали 12, растянутой до шага, равного ее диаметру. Изготавливают армирующий жгут 4 (см. фиг.4) из отрезков прямой проволоки 5, обмотанных проволочной спиралью 6 с теми же параметрами, что и у спиралей 12 шаровидной заготовки 19. Изготавливают два «колокольчика» 1 (см. фиг.1) холодным прессованием в направлении оси заготовок 19. Устанавливают болты 7 в центральные отверстия «колокольчиков» 1. «Колокольчики» 1 с установленными в них болтами 7 приклеиваются друг к другу большими основаниями 2. Сформированный таким образом упругогистерезисный элемент - болванку 13 (заготовку 13) поверху, в меридиональных направлениях, с угловым шагом, с охватом болтов 7 по дуге, обматывают армирующим жгутом 4, поверх которого наматывают один, два или несколько слоев растянутой спирали 12. Причем намотку спирали (см. фиг.5) осуществляют таким образом, что в одном из контактирующих слоев витки 20 намотки располагаются в плоскостях, параллельных профильной плоскости, а в другом из контактирующих слоев витки 21 намотки располагаются в плоскостях, параллельных фронтальной плоскости. Сформированную заготовку 22 прессуют таким образом, что экваториальная зона заготовки 22 прессуется в основном в радиальных направлениях, а верхний и нижний купола ее - в основном в направлении вертикальной оси, и на изготовленном упругогистерезисном элементе 14 (см. фиг.1) виброизолятора закрепляют болты 7 с помощью профильных шайб-ограничителей 8 и гаек 9.
Предлагается также способ изготовления виброизолятора ВПГ (см. фиг.6 и 3), отличающийся тем, что на слой 16 армирующего жгута 4 наматывают с шагом слой 18 армирующего жгута в направлении параллелей упругогистерезисного элемента 17, или наматывают армирующий жгут так, что слои армирующего жгута, намотанного в меридиональных направлениях, чередуются со слоями армирующего жгута, намотанного в направлении параллелей (на фиг. не показано).
Кроме того, предлагается способ изготовления виброизолятора ВПГ, отличающийся тем, что «колокольчики» (см. фиг.7), изготовленные с геометрией «колокольчиков» виброизоляторов серии ДК, затем усилием, приложенным вдоль оси «колокольчика», выворачиваются на «изнанку».
При выворачивании на «изнанку» «колокольчиков» виброизоляторов серии ДК они приобретают геометрическую форму (см. фиг.8), пригодную для использования их в предлагаемом виброизоляторе ВПГ.
Изготовление вариантов предлагаемого виброизолятора не описывается, так как оно ясно из описания предлагаемых способов их изготовления.
Предлагаемые виброизоляторы пространственного нагружения. Они работают на все виды нагрузки - периодической, ударной, случайной и т.д., действующей по всем шести степеням свободы.
Они обладают высокими диссипативными свойствами. Кинетическая энергия динамического воздействия рассеивается ими за счет работы сил сухого трения на взаимных проскальзываниях витков спиралей материала МР, на проскальзываниях витков спиралей по проволокам армирующего жгута и на взаимных проскальзываниях этих проволок.
УФХ и прочностные свойства предлагаемых виброизоляторов ВПГ, по крайней мере, не хуже, чем у виброизолятора ДКА, а в случае предлагаемого варианта с армированием УГЭ намоткой жгута в меридиональных направлениях и в направлении его параллелей могут быть не хуже, чем у виброизолятора ДКУ.
При армировании УГЭ отрезками жгута небольшой длины (до двух метров) изготовление армирующего жгута и самого виброизолятора может быть автоматизировано в рентабельных объемах. За счет чего может быть значительно снижена себестоимость изготовления предлагаемых виброизоляторов ВПГ.
Пустотелая широкохордовая лопатка вентилятора. способ её изготовления.
Дентальный имплантат и способ его изготовления
Дентальный имплантат
Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления
Способ скрепления колокольчиков виброизоляторов типа дк
Виброизолятор "двойной колокольчик" (варианты) и способ изготовления его упругогистерезисных элементов из проволочного материала
Автоматическое устройство термомеханического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора или турбины газотурбинного двигателя
Устройство механического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя. способ управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя
Турбина двухконтурного газотурбинного двигателя с активным тепловым регулированием радиального зазора в турбине, способ активного теплового регулирования радиального зазора в турбине двухконтурного газотурбинного двигателя
Бамперное защитное устройство для легковых автомобилей
Пенальное защитное устройство для повышения безопасности водителя и пассажиров при аварии автомобиля
Длинная пустотелая широкохордая лопатка вентилятора авиационного трдд и способ ее изготовления
Ротор вентилятора авиационного трдд с длинными широкохордными пустотелыми лопатками с демпферами

