Результат интеллектуальной деятельности: ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА
Вид РИД
Изобретение
Изобретение относится к атомной энергетике, а именно к элементам тепловыделяющих сборок (ТВС) ядерных реакторов типа ВВЭР.
Из уровня техники известна конструкция ТВС ядерных реакторов ВВЭР-1000, ВВЭР-440 (см. Кириллов П.Л. и др. Справочник по теплогидравлическим расчетам (ядерные реакторы, теплообменники, парогенераторы). М.: Энергоатомиздат, 1990, рис. П.8.1, П.8.3 и П.8.5, с. 317-319), которые состоят из головки, хвостовика и пучка твэлов, закрепленных в нижней несущей решетке и соединенных между собой дистанционирующими решетками (ДР), закрепленными на центральной трубе.
Известна ТВС ядерного реактора типа ВВЭР-1000, содержащая ДР с ободами, на каждой кромке граней которых имеются отбойники в виде пластин, наклоненных под определенным углом к оси ТВС, для обеспечения незацепляемости ДР соседних ТВС при перегрузке и перемешивания теплоносителя с целью выравнивания температуры теплоносителя по сечению ТВС (RU 2163036 С2, опуб. 10.02.2001). Причем обода ДР выполнены из составных частей, соединенных внахлестку сварными соединениями и приваренных точечной сваркой к ячейкам ДР.
Недостатками известной ТВС является повышенное гидравлическое сопротивление ДР, вызванное наличием отбойников по всей длине всех кромок ободов всех ДР, низкая эффективность перемешивания при наличии разнонаправленных отбойников на верхней и нижней кромках обода одновременно, трудоемкость выполнения соединений составных частей ободов.
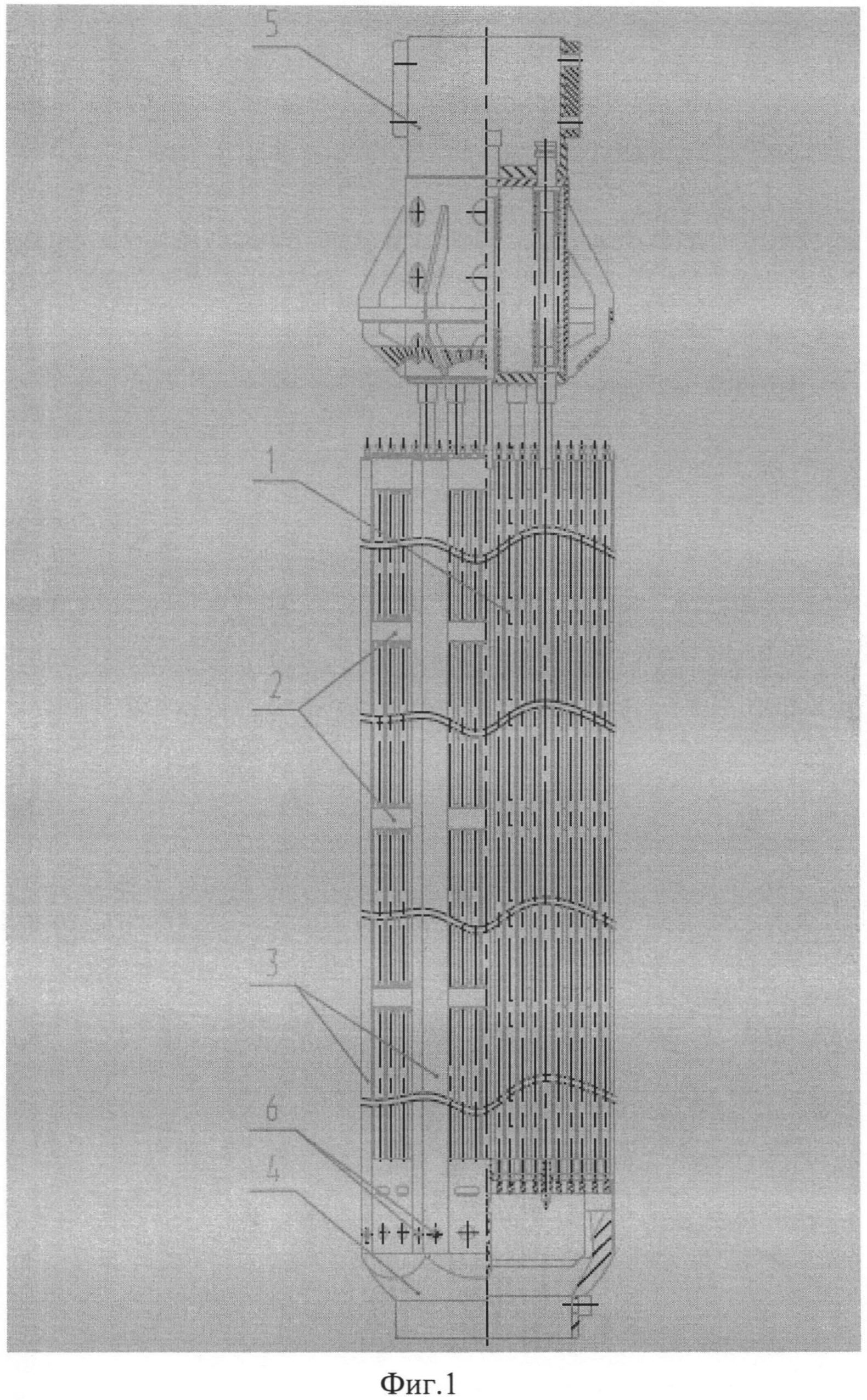
Наиболее близким аналогом заявленного изобретения является бесчехловая тепловыделяющая сборка ядерного реактора (ТВСА ВВЭР-1000), содержащая твэлы 1 и направляющие каналы (НК), закрепленные в нижней опорной решетке (HP) 7 и соединенные между собой ДР 2, закрепленные на центральной трубе и уголках 3, прикрепленных винтами 6 к хвостовику 4. Для обеспечения загрузки-выгрузки ТВС имеет головку 5 (см. фиг. 1).
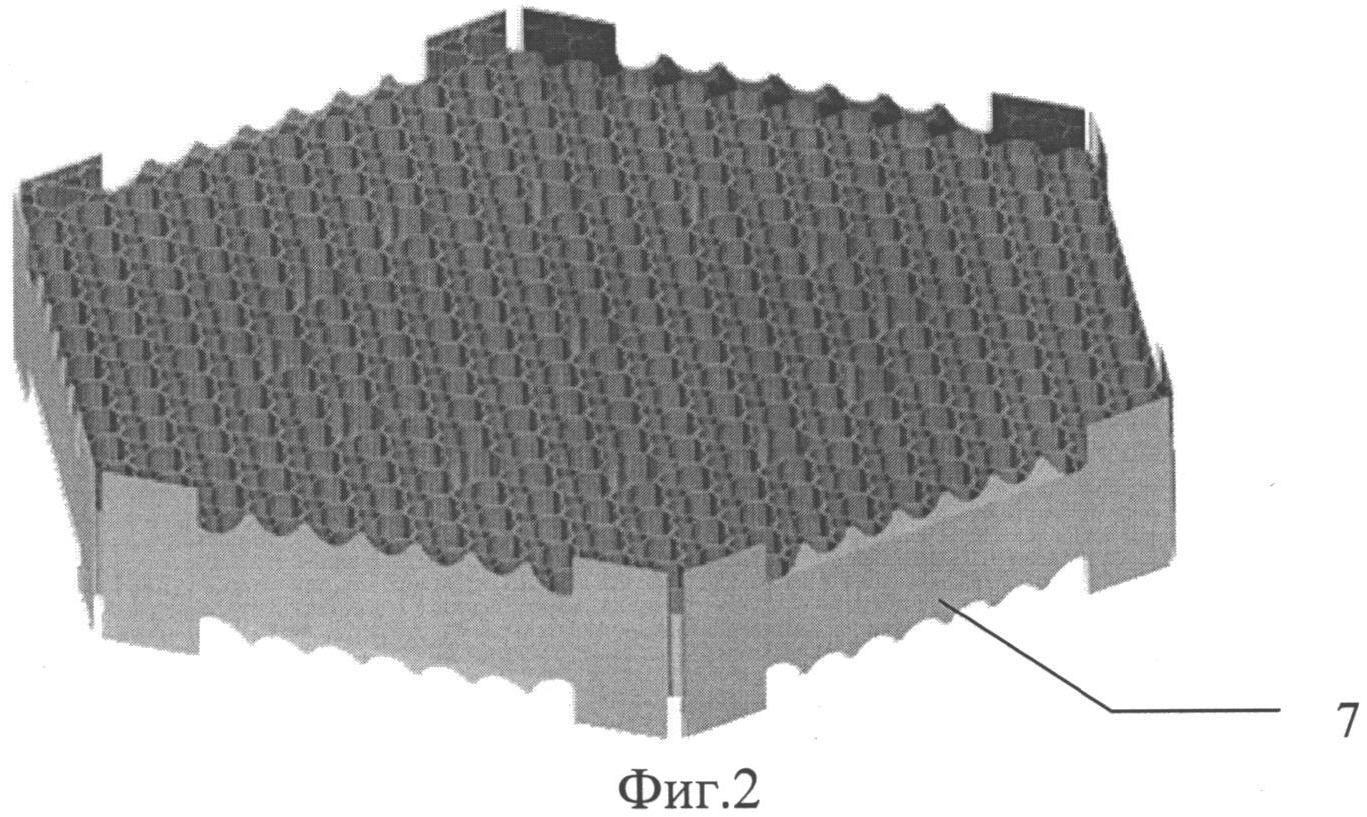
Дистанционирующая решетка ТВСА ВВЭР-1000 (см. фиг. 2) состоит из трубчатых ячеек двух типов и 6-ти составных частей - секторов обода 7, соединяемых контактной точечной сваркой.
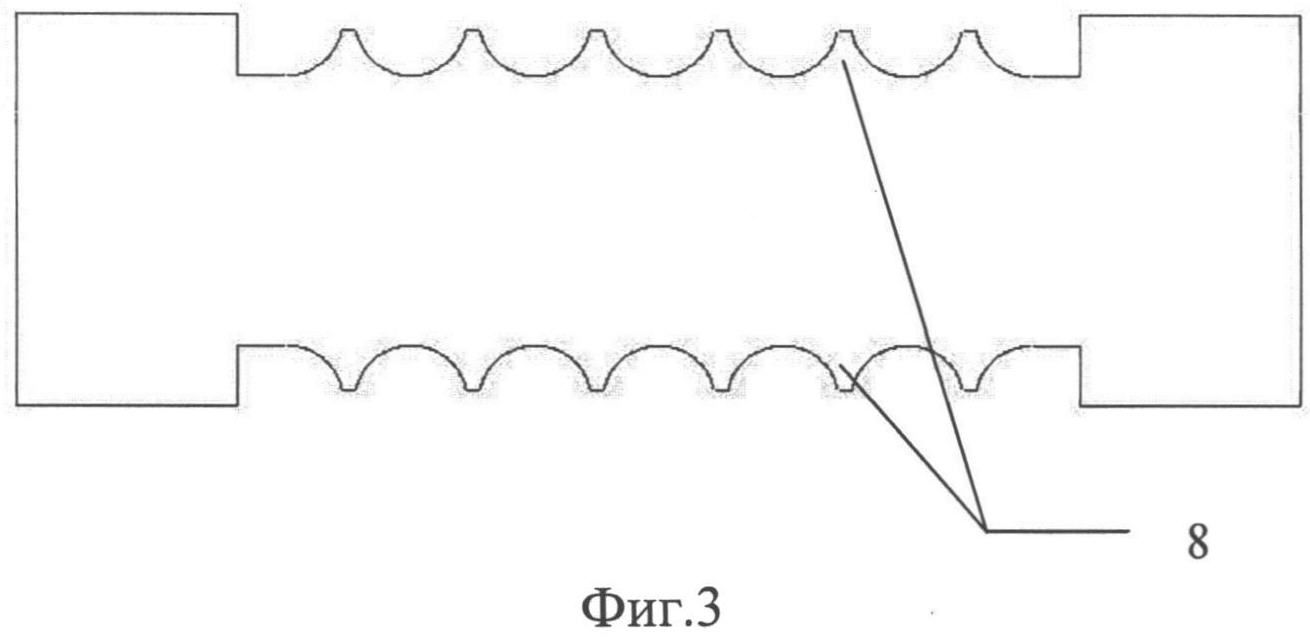
Сектор обода известной ТВСА ВВЭР-1000 (см. фиг. 3) также имеет зубчатую форму на верхней и нижней кромках для обеспечения незацепляемости его при перегрузке бесчехловых ТВС.
Аналогичную конструкцию имеет ДР рабочей кассеты 3-го поколения (РК-3) ВВЭР-440.
Задачей изобретения является обеспечение возможности увеличения мощности и энерговыработки ТВС типа ВВЭР.
Техническим результатом изобретения является повышение эффективности выравнивания температуры теплоносителя по поперечному сечению при сохранении гидравлического сопротивления ТВС на прежнем уровне.
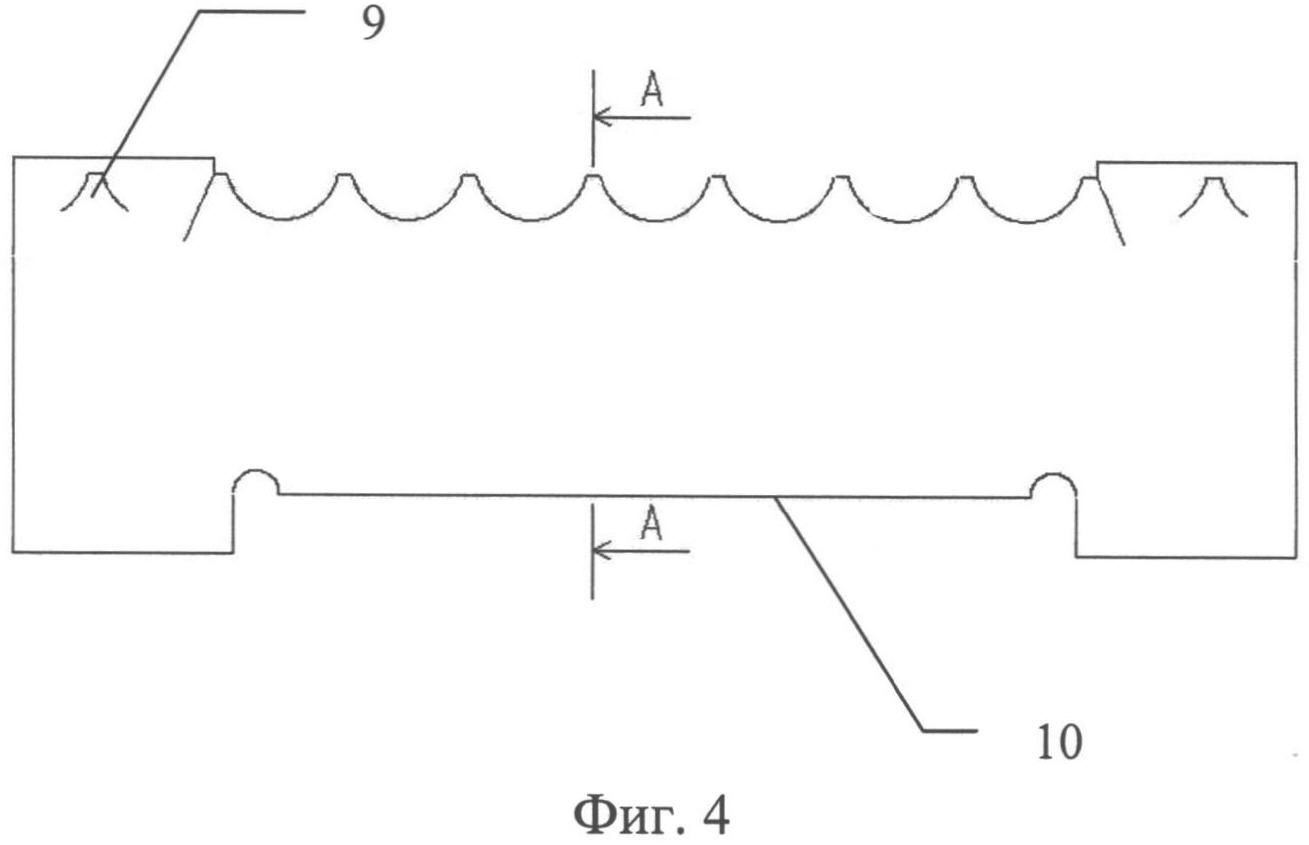
Технический результат достигается тем, что в тепловыделяющей сборке ядерного реактора, содержащей головку, хвостовик, пучок твэлов, размещенный вертикально в каркасе, включающем дистанционирующие решетки, состоящие из сваренных между собой трубчатых ячеек для расположения твэлов и пластинчатых секторов по контуру, сваренных с периферийными ячейками дистанционирующих решеток, и соединенные между собой уголками, направляющими каналами и центральной трубой, имеющие на кромках между уголками в промежутках между периферийными твэлами отклоняющие пластины 8, отогнутые внутрь пучка твэлов, и расширения на концах для сварки с уголками, отличающаяся тем, что на каждом секторе между угловыми твэлами в расширениях под уголками на уровне верхних отклоняющих пластин выполнены дополнительные отклоняющие пластины, а нижняя прямолинейная кромка секторов между уголками загнута внутрь пучка твэлов на величину не более толщины стенки ячейки.
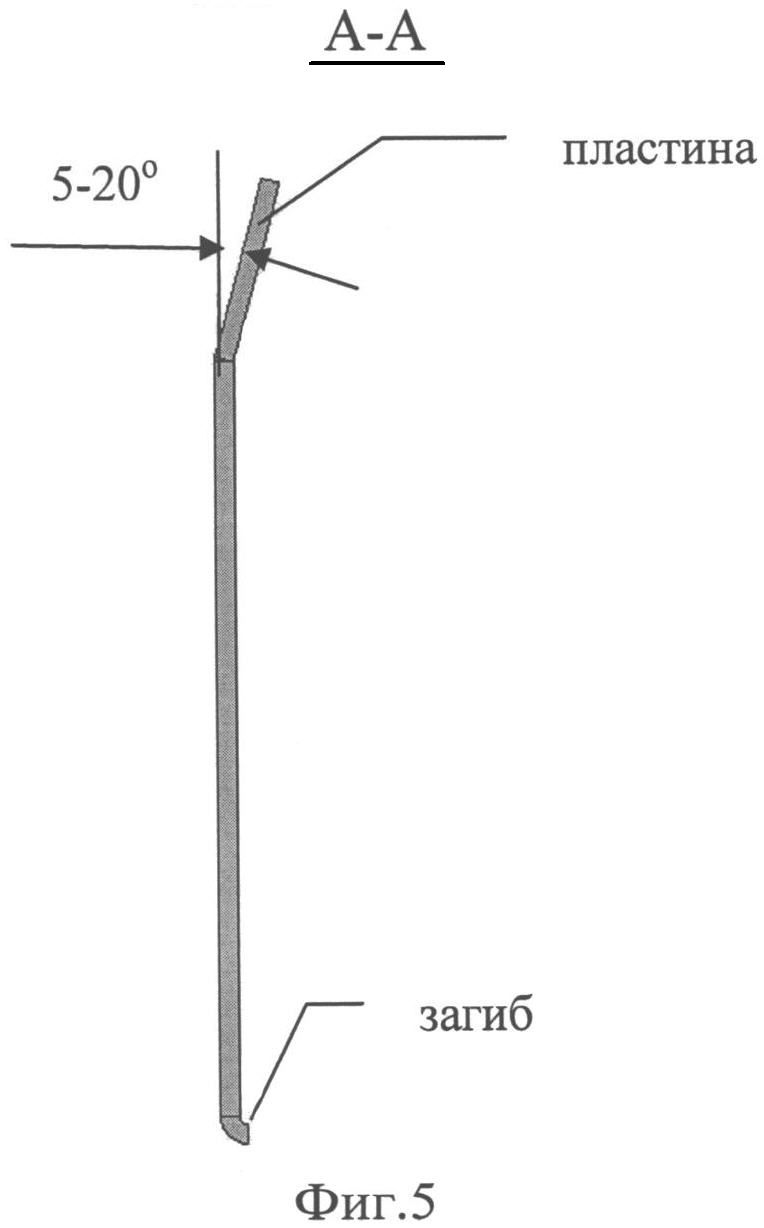
Угол между отклоняющим элементом и плоскостью, являющейся продолжением плоскости наружной поверхности грани обода, предпочтительно выбирают из интервала 5-20°. При меньших углах снижается эффективность перемешивания теплоносителя, а при больших - существенно повышается гидравлическое сопротивление ДР.
Наличие отклоняющих элементов под уголками 9 интенсифицирует теплообмен в одной из наиболее теплонапряженных областей сечения ТВС.
Анализ условий загрузки-выгрузки ТВС в реактор показывает, что для обеспечения незацепляемости достаточно наличие отогнутых пластин только на одной кромке обода, причем либо у всех ДР на верхней, либо у всех ДР на нижней. Исключение отогнутых пластин на одной из кромок обода приводит к уменьшению гидравлического сопротивления ТВС.
Целесообразно выполнить отогнутые пластины на верхней кромке обода по двум причинам. Во-первых наибольшее гидравлическое сопротивление ДР реализуется на входе потока теплоносителя в ДР, который движется через ТВС снизу вверх, т.е. на нижней кромке. Во-вторых, отогнутые пластины на верхней кромке можно использовать в качестве лопаток, направляющих относительно более холодный теплоноситель из межкассетного пространства к внутренним слоям твэлов, что повышает теплотехническую надежность ТВС и дает возможность эксплуатировать АЭС на повышенной мощности.
Дополнительно, исключение отогнутых пластин на нижней кромке обода приводит к снижению металлоемкости ДР и соответствующему снижению трудоемкости изготовления.
Загиб 10 на нижней кромке обода ДР выполнен для облегчения скольжения нижней кромки по отклоняющим пластинам верхней кромки обода и предотвращения повреждения оболочки твэлов ТВС при случайном контакте в процессе изготовления и транспортировки.
Для изготовления обода предлагаемой ТВС предпочтительно использовать технологию газолазерной резки (ГЛР) по следующим причинам.
В настоящее время изготовление секторов ободов ДР ВВЭР-1000 производится с помощью вырубных штампов. К недостаткам существующей технологии изготовления этих комплектующих деталей можно отнести следующее:
низкую производительность из-за большого количества вырубных операций с последующим снятием заусенцев между ними (многоступенчатый процесс изготовления);
высокую стоимость вырубных штампов;
существенно ограниченную стойкость вырубных штампов в процессе эксплуатации;
наличие промежуточных операций по обезжириванию;
межоперационное перемещение деталей;
межоперационное «пролеживание» деталей.
Процесс лазерного раскроя секторов обода включает в себя всего две технологические операции:
зажатие листа в приспособлении;
лазерную резку по программе с давлением газа 2,5…12 кгс/см2 в зависимости от толщины листового материала.
Для удаления продуктов резки, обеспечения защиты поверхности металла и кромок от воздействия атмосферы в зоне воздействия лазерного излучения применяется газ - аргон, который подается в зону резки по заводской магистрали.
Технология газолазерной резки обладает следующими преимуществами:
вырез контура нескольких секторов производится за одну установку;
высокая скорость резки (30…60 мм/с);
высокая точность изготовления секторов;
низкая стоимость изготовления;
неограниченная стойкость инструмента;
требуемая коррозионная стойкость поверхности и кромок секторов в условиях эксплуатации.
Кроме существенного экономического эффекта замена штатной технологии вырубки секторов ободов ДР ВВЭР-440 и ВВЭР-1000 на газолазерную резку даст также возможность сокращения производственных площадей.
Изобретение поясняется графическими материалами.
На фиг.1 изображена конструкция ТВСА ВВЭР-1000.
На фиг.2 изображена конструкция известной ДР.
На фиг.3 изображена конструкция сектора обода известной ДР.
На фиг.4 изображена конструкция сектора обода предлагаемой ТВС.
На фиг.5 изображено сечение сектора А-А.
Тепловыделяющая сборка ядерного реактора
Тепловыделяющая сборка ядерного реактора
Тепловыделяющая сборка ядерного реактора
Способ определения содержания примесей в газе под оболочкой тепловыделяющих элементов (твэл) ядерных реакторов
Реакционная камера для получения порошка диоксида урана методом пирогидролиза из гексафторида урана (варианты)
Ядерно-безопасный химический реактор
Способ изготовления таблеток ядерного топлива
Тепловыделяющая сборка ядерного реактора
Устройство для вихревого пылеулавливания
Тепловыделяющая сборка ядерного реактора
Тепловыделяющая сборка ядерного реактора
Тепловыделяющая сборка ядерного реактора
Тепловыделяющая сборка ядерного реактора
Способ определения содержания примесей в газе под оболочкой тепловыделяющих элементов (твэл) ядерных реакторов
Реакционная камера для получения порошка диоксида урана методом пирогидролиза из гексафторида урана (варианты)
Ядерно-безопасный химический реактор
Способ изготовления таблеток ядерного топлива
Тепловыделяющая сборка ядерного реактора
Устройство для вихревого пылеулавливания
Тепловыделяющая сборка ядерного реактора

