Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к способам изготовления сотовых заполнителей (СЗ) для трехслойных панелей и оболочек, применяемых в разных отраслях промышленности (мебельной, строительной, судостроительной, авиационной, ракетно-космической и других), в частности к способам изготовления СЗ из стеклоткани.
Известен способ изготовления СЗ, выбранный в качестве аналога [Берсудский В.Е., Крысин В.Н., Лесных С.И. Технология изготовления сотовых авиационных конструкций. М.: Машиностроение, 1975, с.117]. Соты изготавливаются из полимерной бумаги и фенолоформальдегидного связующего. Способ включает следующие технологические стадии: нанесение полос клея с заданным шагом на полотно полимерной бумаги в продольном направлении и сушку их, разрезку полотна на заготовки заданной длины, сборку сотового пакета из заготовок, склейку сотового пакета по полосам клея в приспособлении с созданием давления сжатым воздухом снизу и нагревом в камерной печи, растяжение сотового пакета в сотовый блок, пропитку полученного сотового блока полимерным связующим (одно- или многократную), термообработку связующего и разрезку сотового блока на плоские панели.
Данный способ имеет недостатки, а именно:
а) необходимость использования пропиточной ванны, которая по своему объему значительно превышает соответствующие габариты пропитываемого сотового блока по причине того, что растяжение сотового пакета и пропитка сотового блока осуществляются в одной и той же объемной рамке;
б) довольно высокая трудоемкость.
Известен способ изготовления СЗ на основе стеклотканей, заключающийся в том, что на полотно стеклоткани в продольном направлении наносят с заданным шагом клеевые полосы, подсушивают их и разрезают стеклоткань с нанесенными на нее клеевыми полосами на заготовки в направлении, перпендикулярном клеевым полосам, собирают сотовый пакет из полученных заготовок путем укладки со смещением каждой заготовки относительно смежных на половину шага клеевых полос, склеивают заготовки сотового пакета при заданных температуре и давлении и получают сотовый блок путем растяжения сотового пакета до получения ячеек правильной геометрии, затем закрепляют его в пропиточной рамке с помощью стержней, установленных в петли растягивающих элементов, приклеенных к обеим сторонам сотового пакета, после чего проводят пропитку полученного сотового блока полимерным связующим и отверждают его по заданному режиму. При этом в качестве стеклоткани используют тонкую стеклоткань на основе волокон из алюмоборосиликатного бесщелочного стекла марки А-5Пх90 или А-4Пх90, для клеевых полос используют фенолополивинилацетальный клей марки БФ-2 с вязкостью 45 с по вискозиметру ВЗ-246, склеивание заготовок сотового пакета проводят под вакуумом 0,12-0,16 кгс/см2 по температурно-временному режиму: нагрев до температуры 80°С с последующей выдержкой 30 минут, нагрев до температуры 150°С с последующей выдержкой 60 минут, нагрев до температуры 170°С с последующей выдержкой 120 минут, в качестве полимерного связующего при пропитке используют лак бакелитовый марки ЛБС-1 с вязкостью 15 с по вискозиметру ВЗ-246, отверждение пропитанного полимерным связующим сотового блока проводят по режиму: нагрев до температуры 100°С с последующей выдержкой 30 минут, нагрев до температуры 150°С с последующей выдержкой 90 минут, нагрев до температуры 170°С с последующей выдержкой 120 минут. Полученный сотовый блок может быть разрезан на сотовые панели (патент РФ №233104, МПК В32В 3/12, C08J 5/24, В32В 17/04, 2007 г.).
Основной недостаток прототипа заключается в необходимости использовать пропиточную ванну, которая по своему объему значительно превышает соответствующую характеристику пропитываемого сотового блока по причине того, что растяжение сотового пакета и пропитку полученного сотового блока осуществляют в одной и той же объемной рамке. Это отрицательно сказывается на качестве получаемого сотового заполнителя, а также повышает пожаро- и взрывоопасность, ухудшает экологичность при пропитке сотовых блоков полимерным связующим.
Известно, что в процессе растяжения сотового пакета относительное сокращение сотового пакета по ширине составляет около 70% исходной ширины при всех типоразмерах ячеек и толщинах материала [Крысин В.Н., Крысин М.В. Технологические процессы формования, намотки и склеивания конструкций. М.: Машиностроение, 1989, С.56]. С целью обеспечения правильной геометрии получаемых сотовых ячеек ширина объемной рамки, в которой производится растяжение, должна соответствовать исходной ширине сотового пакета. В свою очередь ширина растянутого сотового пакета должна соответствовать ширине пропиточной рамки для уменьшения площади зеркала полимерного связующего и объема пропиточной ванны.
Растяжение сотового пакета в сотовый блок - это операция, при осуществлении которой образуется наибольшее число дефектов, что объясняется сложностью и трудоемкостью процесса (во время этой операции вскрываются дефекты, возникшие на предыдущих операциях).
Типичными дефектами при растяжении сотового пакета являются расслоения в местах склейки отдельных листов стеклоткани при образовании сотовой структуры. Частичное сквозное проникновение клея через стеклоткань, наличие концентраторов напряжений в углах шестигранных сотовых ячеек и их нерегулярность (отклонения от идеальной геометрической (шестигранной) формы) - следствие накопления дефектов при получении СЗ.
Задача изобретения - повышение качества СЗ, технологичности и производительности, а также снижение уровня пожаро- и взрывоопасности, улучшение экологичности при пропитке сотового блока полимерным связующим.
Сущность изобретения заключается в том, что на полотно стеклоткани в продольном направлении наносят с заданным шагом клеевые полосы фенолополивинилацетального клея марки БФ-2 с вязкостью 45 с по вискозиметру ВЗ-246, подсушивают их и разрезают полотно стеклоткани с нанесенными на нее клеевыми полосами на заготовки в направлении, перпендикулярном клеевым полосам, собирают сотовый пакет из полученных заготовок путем укладки со смещением каждой заготовки относительно смежных на половину шага клеевых полос, склеивают заготовки сотового пакета при заданных температуре и давлении и получают сотовый блок путем растяжения сотового пакета, закрепляют полученный сотовый блок в пропиточной рамке путем вертикальной установки съемных пропиточных стержней в петли растягивающих элементов, приклеенных к обеим сторонам сотового пакета, проводят пропитку полученного растянутого сотового блока полимерным связующим и отверждение его по заданному режиму, согласно предлагаемому изобретению в качестве стеклоткани используют стеклоткань марки Э3-100 на основе волокон из алюмоборосиликатного бесщелочного стекла, склеивание заготовок сотового пакета проводят в прессе по температурно-временному режиму: нагрев до температуры 80°С с последующей выдержкой 60 минут, нагрев до температуры 150°С и выдержкой 90 минут, нагрев до температуры 170°С и выдержкой 130 минут при удельном давлении 0,91 кгс/см2 для ячеек 2,5 мм, или 0,38 кгс/см2 для ячеек 3,5 мм, или 0,23 кгс/см2 для ячеек 4,2 мм.
Для осуществления растяжения сотового пакета его устанавливают между объемной растяжной рамкой и плоской растяжной рамкой, перемещенной к одному из торцов объемной растяжной рамки, ширина которой соответствует исходной ширине сотового пакета, закрепляют его путем вертикальной установки съемных растяжных стержней в петли растягивающих элементов и опирания их на плоскую растяжную рамку и торец объемной растяжной рамки, затем механическим путем плоскую растяжную рамку вместе с опертыми на нее растяжными стержнями перемещают к противоположному торцу объемной растяжной рамки до растяжения сотового пакета до требуемой длины и получения ячеек правильной геометрии, после чего сбоку от сотового блока, полученного в результате растяжения сотового пакета, внутрь объемной растяжной рамки, охватывая сотовый блок сверху и снизу, вводят объемную пропиточную рамку П-образной формы, ширина которой соответствует ширине сотового блока и габаритам пропиточной ванны, и последовательно заменяют съемные растяжные стержни на более короткие съемные пропиточные стержни, опирая их на противоположные стороны объемной пропиточной рамки П-образной формы. Затем из объемной растяжной рамки удаляют объемную пропиточную рамку П-образной формы с размещенным в ней сотовым блоком, замыкают ее четвертую сторону двумя вертикальными стойками и направляют сотовый блок на пропитку полимерным связующим методом окунания. После пропитки сотового блока полимерным связующим проводят его термоотверждение по заданному режиму. Полученный термоотвержденный сотовый блок может быть разрезан на сотовые панели.
Преимущество предлагаемого способа достигается тем, что для изготовление СЗ в качестве стеклоткани используют стеклоткань марки Э3-100 на основе волокон из алюмоборосиликатного бесщелочного стекла, а также тем, что он обеспечивает получение правильной геометрии ячеек изготавливаемого СЗ за счет того, что растяжение сотового пакета производится с помощью плоской растяжной рамки и объемной растяжной рамки, ширина которой соответствует исходной ширине сотового пакета. Использование же для пропитки сотового блока объемной пропиточной рамки П-образной формы, ширина которой соответствует ширине сотового блока и габаритам пропиточной ванны, позволяет сохранить полученную правильную геометрию ячеек изготавливаемого СЗ, а также уменьшить площадь зеркала полимерного связующего и объем пропиточной ванны.
Используемые в предлагаемом способе изготовления СЗ устройства представлены на фигурах 1 и 2.
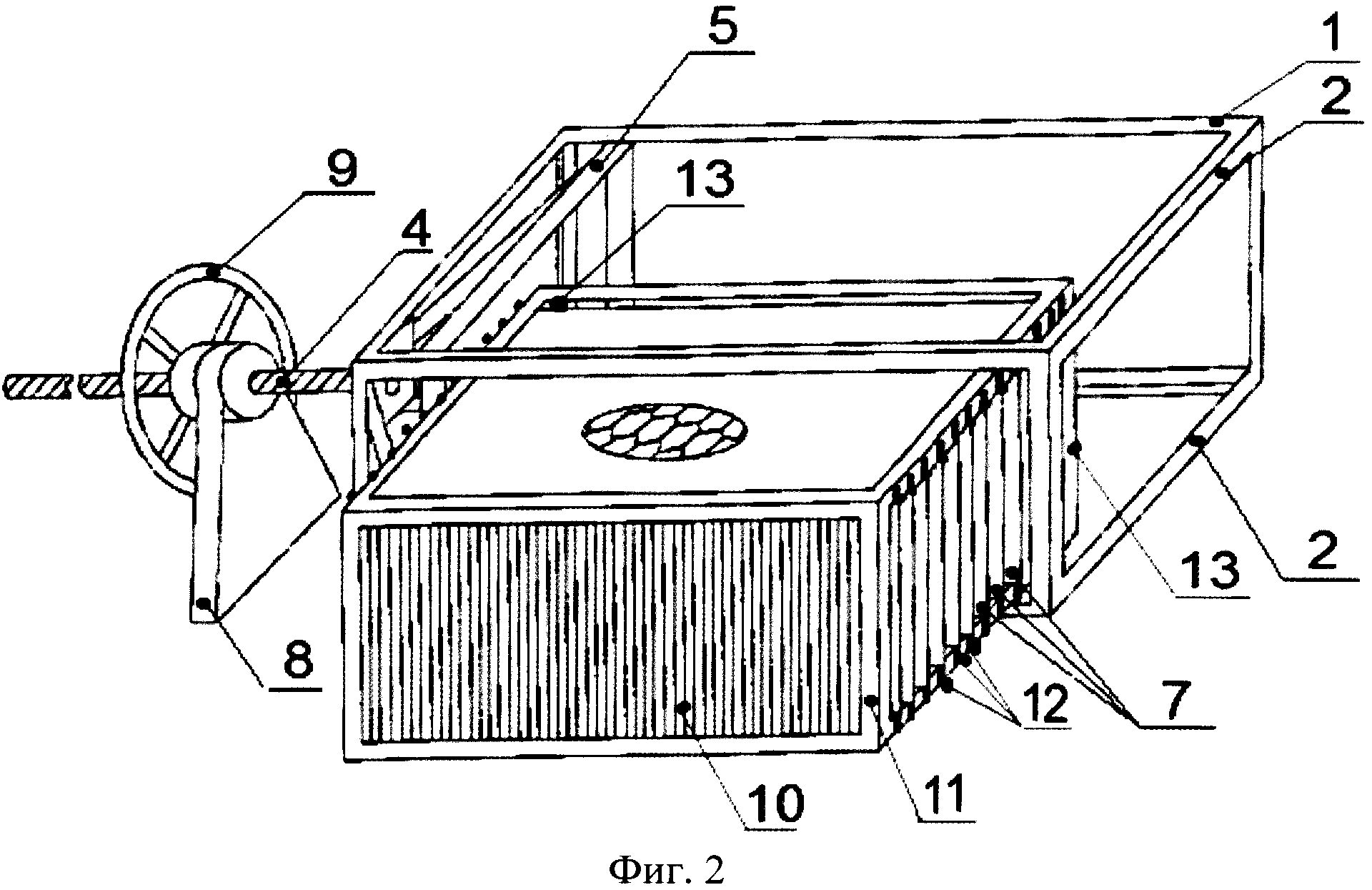
На фиг.1 изображено устройство для растяжения с установленным в нем сотовым пакетом.
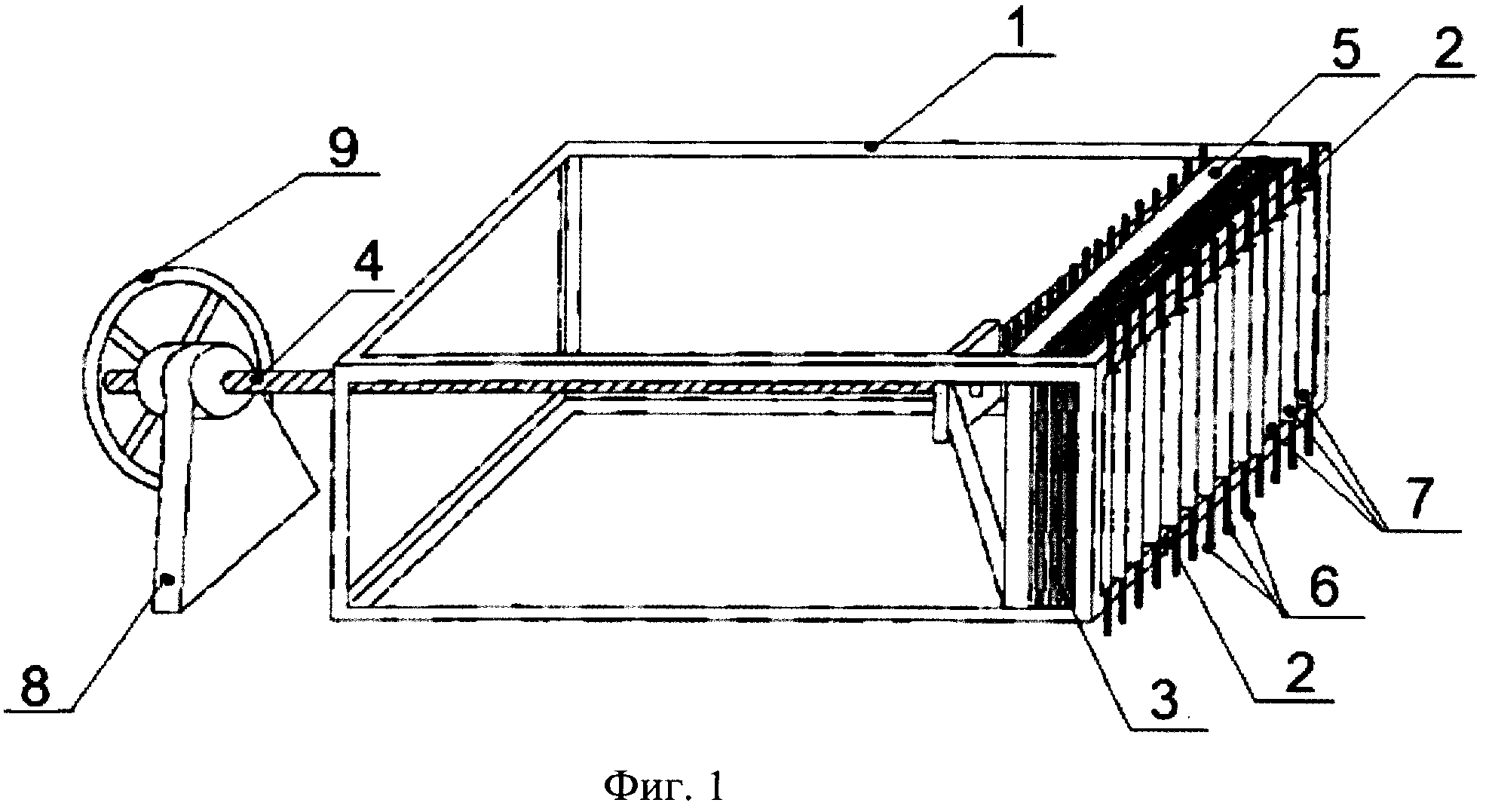
На фиг.2 изображено устройство для растяжения сотового пакета и удаляемая из него объемная пропиточная рамка П-образной формы с размещенным в ней сотовым блоком.
В патентуемом способе для растяжения сотового пакета используется устройство, которое представляет собой закрепленную на рабочем столе, оснащенном местной вентиляцией (не показаны), объемную растяжную рамку 1 с торцами 2. Ширина объемной растяжной рамки 1 соответствует исходной ширине сотового пакета 3. Вдоль продольной оси объемной растяжной рамки 1 установлен винт 4, предназначенный для растяжения сотового пакета 3. На одном конце винта 4 укреплена перпендикулярно его оси плоская растяжная рамка 5, имеющая возможность передвижения внутри объемной растяжной рамки 1. Для закрепления сотового пакета 3 в объемной растяжной рамке 1 имеются съемные растяжные стержни 6, устанавливаемые вертикально в петли 7 растягивающих элементов, приклеенных к обеим сторонам сотового пакета 3. Второй конец винта 4 установлен с возможностью вращения в кронштейне 8, закрепленном также на рабочем столе (не показано). На кронштейне 8 закреплена звездочка (не показано), с помощью которой вращение от электродвигателя через редуктор и цепь (не показаны) передается винту 4. Для ручного растяжения сотовых пакетов имеется маховик 9, закрепленный на конце винта 4. Для пропитки сотового блока 10, полученного в результате растяжения сотового пакета 3, имеется объемная пропиточная рамка П-образной формы 11, ширина которой соответствуют ширине сотового блока 10 и габаритам пропиточной ванны (не показано). Для закрепления сотового блока 10 в пропиточной рамке П-образной формы 11 имеются съемные пропиточные стержни 12, более короткие, чем съемные растяжные стержни 6. Для замыкания четвертой стороны пропиточной П-образной формы 11 имеются две вертикальные стойки 13.
Для осуществления растяжения сотового пакета 3 плоскую растяжную рамку 5 перемещают к противоположному от маховика 9 торцу 2 объемной растяжной рамки 1 и устанавливают между ними сотовый пакет 3, закрепив его путем вертикальной установки съемных растяжных стержней 6 в петли 7 растягивающих элементов, приклеенных предварительно к обеим боковым сторонам сотового пакета 3, и опирания на плоскую растяжную рамку 5 и торец объемной растяжной рамки 1.
При вращении маховика 9 по часовой стрелке плоская растяжная рамка 5 вместе с опертыми на нее съемными растяжными стержнями 6 совершает поступательное движение в сторону торца 2 объемной растяжной рамки 1, обращенной к маховику 9. В результате осуществляется растяжение сотового пакета 3 до требуемой длины и получается сотовый блок 10. Сбоку от полученного сотового блока 10 внутрь объемной растяжной рамки 1, охватывая сотовый блок 10 сверху и снизу, вводят объемную пропиточную рамку П-образной (в профиль) формы 11 и последовательно заменяют растяжные стержни 6 на более короткие пропиточные стержни 12, опирая их на противоположные стороны объемной пропиточной рамки П-образной формы 11. После выемки из растяжного устройства объемной пропиточной рамки П-образной формы 11 с сотовым блоком 10 замыкают ее четвертую сторону двумя вертикальными стойками 13 и направляют в ванну с полимерным связующим на пропитку методом окунания. При этом габаритные размеры объемной пропиточной рамки П-образной формы 11 соответствуют размерам сотового блока 10 и габаритным размерам пропиточной ванны, а количество полимерного связующего, применяемого для пропитки, соответствует объему пропитываемого сотового блока 10.
Пример 1. Изготавливали СЗ с размером стороны гексагональных ячеек 3,5 мм. Для этого на полотно стеклоткани марки Э3-100 на основе волокон из алюмоборосиликатного бесщелочного стекла, ГОСТ 19907-83, в продольном направлении наносили полосы фенолополивинилацетального клея БФ-2, ГОСТ 12172-74 (температура отверждения 150°С), с вязкостью 45 с по вискозиметру ВЗ-246 с помощью ребристого вала с шагом ребер 14 мм и подсушивали их в вертикальной шахте клеенаносящей машины при температурах по зонам 45, 65 и 75°С. Полотно стеклоткани с нанесенными на нее клеевыми полосами разрезали на заготовки длиной 340 мм и шириной 900 мм и производили сборку заготовок со смещением их на 7 мм. Собранный пакет заготовок склеивали в прессе по режиму: удельное давление 0,38 кгс/см, нагрев до температуры 80°С с последующей выдержкой 60 минут, нагрев до температуры 150°С и выдержкой 90 минут, нагрев до температуры 170°С и выдержкой 130 минут.
Проводили растяжение сотового пакета с помощью вышеописанного устройства до определенной длины и получения ячеек гексагональной формы. Для осуществления растяжения сотового пакета его устанавливали между объемной растяжной рамкой и плоской растяжной рамкой, перемещенной к одному из торцов объемной растяжной рамки, ширина которой соответствует исходной ширине сотового пакета, закрепляли его путем вертикальной установки съемных растяжных стержней в петли растягивающих элементов и опирания их на плоскую растяжную рамку и торец объемной растяжной рамки, затем механическим путем плоскую растяжную рамку вместе с опертыми на нее растяжными стержнями перемещали к противоположному торцу объемной растяжной рамки. В результате осуществляли растяжение сотового пакета до требуемой длины и получения ячеек правильной геометрии. Затем сбоку от сотового блока, полученного в результате растяжения сотового пакета, внутрь объемной рамки, охватывая сотовый блок сверху и снизу, вводили объемную пропиточную рамку П-образной формы, ширина которой соответствует ширине сотового блока, и последовательно заменяли съемные растяжные стержни на более короткие съемные пропиточные стержни, опирая их на противоположные стороны пропиточной рамки П-образной формы. Затем из объемной растяжной рамки удаляли объемную пропиточную рамку П-образной формы с размещенным в ней сотовым блоком, замыкали ее четвертую сторону двумя вертикальными стойками. Термостабилизировали растянутый сотовый пакет в течение 4 часов при температуре 170°С. После медленного в течение 2 минут погружения в раствор полимерного связующего - лака бакелитового марки ЛБС-1, ГОСТ 901-78 (раствор фенолоформальдегидной смолы в этиловом спирте), с вязкостью 20 с по вискозиметру ВЗ-246 проводили пропитку растянутого сотового пакета в течение 7 минут. Затем медленно удаляли объемную пропиточную рамку с пропитанным сотовым блоком из раствора полимерного связующего и в течение 15 минут давали стечь избытку полимерного связующего, после чего просушивали сотовый блок в течение 3 часов при комнатной температуре, продувая ячейки сотового блока воздухом.
Термообрабатывали сотовый блок в термостате по следующему режиму: нагрев до температуры 100°С с последующей выдержкой 30 мин, нагрев до температуры 150°С с последующей выдержкой 90 мин, нагрев до температуры 170°С с последующей выдержкой 120 мин.
От полученного отвержденного сотового блока отрезали растягивающие элементы и разрезали его на сотопанели.
Пример 2. Изготавливали СЗ по примеру 1, но растяжение сотового пакета в объемной пропиточной рамке проводили вручную.
Пример 3. Изготавливали СЗ по примеру 1 с размером грани шестиугольных ячеек 4,2 мм с помощью ребристого вала с шагом ребер 16,8 мм, при удельном давлении склеивания сотового пакета 0,23 кгс/см2.
Пример 4. Изготавливали СЗ по примеру 3, но растяжение сотового пакета в объемной пропиточной рамке проводили вручную.
Пример 5. Изготавливали СЗ по примеру 1 с размером грани шестиугольных ячеек 2,5 мм с помощью ребристого вала с шагом ребер 10 мм, при удельном давлении склеивания сотового пакета 0,91 кгс/см2.
Пример 6. Изготавливали СЗ по примеру 5, но растяжение сотового пакета в объемной пропиточной рамке проводили вручную.
Пример 7. Изготавливали СЗ по примеру 1, но пропитывали растянутый сотовый пакет в полиимидном связующем СП-97, ТУ 2224-41500209349-2000 (раствор низкомолекулярных полиимидообразующих компонентов в смеси растворителей: N-метил-α-пирролидоне и этиловом спирте), с плотностью 1,04 г/см3 при комнатной температуре, путем плавного опускания объемной пропиточной рамки с растянутым сотовым пакетом в ванну с полиимидным связующим с последующими выдержкой в течение 5 минут, медленным подъемом объемной пропиточной рамки с сотовым блоком из полиимидного связующего и стеканием избытка полиимидного связующего в течение 15 минут. Затем просушивали пропитанный сотовый блок в течение 2 часов при комнатной температуре, продувая воздухом его ячейки.
Термообрабатывали пропитанный сотовый блок в термостате по следующему режиму: нагрев до температуры 100°С с последующей выдержкой в течение 60 минут, нагрев до температуры 160°С с последующей выдержкой 90 минут, нагрев до температуры 190°С с последующей выдержкой 150 минут.
Пример 8. Изготавливали СЗ по примеру 5, но растяжение сотового пакета в объемной пропиточной рамке проводили вручную.
Состав и свойства полученного СЗ приведены в таблице.
|
Попытки изготовления СЗ при растяжении сотовых пакетов вручную не дали положительного результата: наблюдались массовые и частичные расслоения по клеевым полосам и даже разрушение клеевых полос, а также искажение правильной гексагональной формы ячейки.
Таким образом, в заявляемом способе решается поставленная задача: повышается качество СЗ, технологичность и производительность при растяжении сотового пакета, а также снижаются уровни пожаро- и взрывоопасности, улучшается экологичность при пропитке сотовых блоков полимерным связующим.
Способ получения пенополиуретанового нанокомпозита
Пьезоэлектрический акселерометр
Лигатура для титановых сплавов
Способ получения наноструктурированного конгломерированного порошкового материала для нанесения покрытий методами газодинамического и газотермического напыления
Устройство для получения и хранения атомарного водорода
Способ преобразования энергии ионизирующего излучения в электрическую энергию
Комбинированный гидроакустический приемник
Способ получения и хранения атомарного водорода
Устройство для контроля подводного шума плавсредства
Композиционный порошок на основе нитрида кремния
Способ получения многослойного материала
Способ получения композиционного плакированного порошка для нанесения покрытий
Установка для сварки трением с перемешиванием
Стенд для измерения стато - динамических характеристик физических объектов
Устройство для контроля подводного плавсредства с самого плавсредства
Способ контроля обледенения жалюзи воздухоприемной решетки
Крупногабаритная воздухоприемная решетка с обогреваемыми жалюзи
Способ защиты воздухозаборных решеток с жалюзи от обледенения и устройство для его осуществления
Способ двухступенчатого преобразования энергии ионизирующего излучения в электрическую энергию
Способ легирования стали

