Результат интеллектуальной деятельности: СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу, а также устройству для правки гибкой с вытяжкой металлических лент, причем лента, находящаяся при напряжении ниже предела упругости соответственно предела текучести, взаимно изгибается вокруг, по меньшей мере, четырех правильных роликов в пластичной или упругопластичной области и при этом испытывает пластичное растяжение. Правильные ролики, действующие пластично, соответственно упругопластично называются также вытяжными роликами. Размер, на который лента (в целом) пластически вытягивается и, следовательно, удлиняется, называется коэффициентом вытяжки.
С помощью такого способа правки гибкой с вытяжкой могут правиться неплоские металлические ленты и, следовательно, может устраняться неплоскостность. Под неплоскостностью понимается, например, волнистость ленты и/или саблевидность ленты, которые появляются по причине различия длин волокон ленты в плоскости ленты. Под неплоскостностью понимается также кривизна ленты в продольном и/или поперечном направлении, которая возникает в ленте вследствие изгибающих моментов, к примеру, если лента упругопластично изгибалась вокруг направляющих роликов или вследствие упругопластичных деформаций при наматывании ленты. Продольная кривизна называется также рулонной деформацией, поперечная кривизна называется арбалетными. В процессе правки гибкой с вытяжкой неплоская лента при напряжении растяжения, которое лежит ниже предела упругости RE соответственно технического предела упругости Rp0,01 материала ленты, изгибается (взаимно) вокруг роликов достаточно небольшого диаметра, так что благодаря наложению напряжения растяжения с изгибом в ленте происходят упруго/пластичные деформации. Лента пластично удлиняется, причем уровень пластичного удлинения называется коэффициентом вытяжки. При пластичном удлинении первоначально короткие волокна ленты относительно сильно удлиняются. В идеальном случае после правки все волокна ленты имеют одинаковую длину, так что в принципе идеально выправленная лента должна стать свободной от волнистости или саблевидности ленты.
Уровень техники
В известных из практики способах правки гибкой с вытяжкой в принципе благодаря взаимному изгибу в упругопластичной области после правки в ленте могут оставаться остаточные изгибающие моменты, которые в линии обработки ленты могут наблюдаться в виде поперечной кривизны и могут вести в вырезанном листе к пластичной остаточной кривизне в продольном или поперечном направлении. Остаточные изгибающие моменты возникают тогда, когда отдельные изгибы по своей интенсивности не оптимально настроены друг на друга. Радиусы гибки зависят от данных ленты (толщина, модуль упругости, цикличная прочностная характеристика, коэффициент Пуассона), напряжения растяжения ленты, диаметров роликов, а также геометрии движения ленты вокруг роликов. В первом приближении последняя может описываться углом обхвата лентой роликов. При достаточно большом угле обхвата или достаточном напряжении растяжения лента принимает радиус ролика. В этом случае кривизна ленты достигает своего максимума и остается при далее возрастающем угле обхвата или растущем напряжении растяжения постоянной. Но, как правило, углы обхвата отрегулированы таким образом, что лента больше не следует за радиусом ролика, по меньшей мере, на последних роликах в клети для правки гибкой с вытяжкой. Даже при оптимальной регулировке заданной клети для правки гибкой с вытяжкой получаются остаточные изгибающие моменты вследствие колебаний параметров процесса. Так на практике в принципе известным колебаниям подвержены как напряжение растяжения и, следовательно, коэффициент вытяжки, так и прочностные показатели и толщина ленты. Известные из практики способы правки гибкой с вытяжкой реагируют более или менее чувствительно на подобные колебания. Это означает, что в существующих способах правки гибкой с вытяжкой подобные колебания более или менее сильно сказываются на остающейся или произведенной остаточной кривизне. Это действительно также для способов правки гибкой с вытяжкой, при которых лента упругопластично деформируется вокруг четырех правильных роликов.
В подобных клетях для правки гибкой с вытяжкой с четырьмя правильными роликами известно регулирование геометрии клети для правки гибкой с вытяжкой для получения по возможности хороших результатов правки. Так, к примеру, из DE 69608937 T2 (соответственно EP 0767014 B1) известна клеть для правки гибкой с вытяжкой с четырьмя правильными роликами, в которой как верхние правильные ролики, так и нижние правильные ролики могут изменяться относительно своего положения. В то время как нижнее правильные ролики для улучшения результата правки могут подводиться с определенной точностью с помощью механических шпиндельных приводных механизмов, верхние правильные ролики приводятся в действие гидравлическим способом. Таким образом, может регулироваться желательное перекрытие роликов.
Сопоставимыми являются клети для правки гибкой с вытяжкой, известные из DE 69514010 T2 (соответственно EP 0665069 B1) и DE 3885019 T2 (соответственно EP 0298852 B1).
Подобным образом описывает специальная статья " Benefits of a new leveler technology for packaging steels: Multi-Roller Tension Leveller" (Emmanuel Dechassey, Irsid, Arcelor group, METEC Congress June 2003), устройство для правки гибкой с вытяжкой с четырьмя роликами. При этом перекрытие первого правильного блока (первый и второй ролик) и перекрытие второго правильного блока (третий и четвертый ролик) могут регулироваться.
Также DE 69101995 T2 (соответственно EP 0446130 B1) упоминает возможность изменения положения всех четырех правильных роликов. Однако это служит в первую очередь смене между положением ожидания и рабочим положением. Так как в клети для правки гибкой с вытяжкой, как правило, необходимо для цели пропуска места соединения двух рулонов или лент открыть клеть и затем снова ее закрыть. Во всяком случае, на практике оказалось, что известные клети для правки гибкой с вытяжкой соответственно способы правки гибкой с вытяжкой сравнительно чувствительно реагируют на колебания параметров процесса, так что остаточная кривизна не может минимизироваться желательным образом.
В принципе менее чувствительно на параметры процесса реагируют так называемые Multiroll-Leveller, которые также называются правильными устройствами со многими роликами. При правке многими роликами лента подвергается большому числу изгибов вокруг роликов небольшого диаметра. Благодаря применению многих роликов может производиться лента с малой остаточной кривизной. При этом недостатком является факт, что большое количество роликов связано с высокими затратами на обслуживание и на запасные части. Кроме того, нижние и верхние ролики соответственно через опорные ролики или промежуточные валки и опорные ролики как 1:1 передача с фрикционным замыканием соединены друг с другом. Так как лента во время прохода через клеть со многими роликами пластично удлиняется, также в равной мере повышается скорость ленты. То есть лента движется синхронно только при одном ролике, между другими роликами и лентой происходит проскальзывание. Часто ролики в линии обработки ленты с высокой скоростью движутся с более высоким числом оборотов. Это проскальзывание может побудить ролики к вибрации, которая создаст на поверхности ленты рябь. Это на практике для большого количества случаев применения не является приемлемым. Из этих соображений существующие клети для правки гибкой с вытяжкой комбинировались с правильными блоками с многими роликами (сравните EP 0665069 B1 соответственно DE 69514010 T2).
Впрочем, DE 2750752 описывает способ для правки и для улучшения качественных характеристик металлических лент, в частности, электротехнических полосовых сталей, в котором подлежащая обработке металлическая лента изгибается свободно от противодействия и подвергается пластичному переменному изгибу. Металлическая лента при этом при сохранении своего пластичного состояния гибки изгибается в плоском положении, причем изменения направления металлической ленты, примыкающие к последнему изгибу, производятся исключительно в упругой или почти упругой области. При этом предпочтительно задействованы только два свободных от противодействия гибочных ролика при промежуточном включении соответственно последовательном включении одного или нескольких направляющих роликов. Может также предусматриваться несколько гибочных роликов. Постоянно приходят к тому, что последний изгиб осуществляется с возможно высокой пластичной деформацией изгиба и затем металлическая лета изгибается только еще упруго или преимущественно упруго.
Раскрытие изобретения
В изобретении поставлена техническая задача создания способа правки гибкой с вытяжкой, который при меньших затратах, связанных с технической стороной установки, дает оптимальные результаты в части плоскостности, и, в частности, нечувствительно реагирует на колебания параметров процесса (напряжение растяжения, прочность ленты и толщина ленты). Кроме того, задачей изобретения является создание также устройства для непрерывной плавки металлических лент, которое отличается простой и благоприятной в плане цены конструкцией и, тем не менее, дает желательные результаты.
Для решения этой задачи в способе для непрерывной правки гибкой с вытяжкой металлических лент однажды названного вида радиусы гибки на всех четырех правильных роликах регулируются соответственно отдельно и независимо друг от друга. Для этого изобретение предлагает, что все четыре правильных ролика устанавливаются с регулированием положения. Если лента взаимно изгибается вокруг более чем четырех правильных роликов, изобретение предлагает, что радиусы гибки последних четырех роликов относительно направления движения ленты регулируются соответственно отдельно и независимо друг от друга с помощью того, что преимущественно, по меньшей мере, последние четыре ролика устанавливаются отдельно с регулированием положения.
Исследования с помощью математической модели, которая учитывает напряжения в продольном и поперечном направлении и в качестве расчетных параметров принимает во внимание толщину ленты, модуль упругости, коэффициент Пуассона, цикличные прочностные характеристики ленты, напряжение растяжение ленты, радиусы гибки и геометрию движения ленты вокруг роликов, неожиданно показали, что этот способ дает замечательные результаты в части остаточной кривизны и, в частности, сравнительно нечувствительно реагирует на колебания параметров процесса. Особое значение при этом имеет, что четыре упругопластично действующие изгиба могут регулироваться соответственно в части регулирования положения с достаточной точностью независимо друг от друга. Положение правильных роликов в этом случае регулируется с точностью, а также точностью регулирования, которая соответствует точности относительно угла обхвата ленты вокруг правильных роликов ±0,05° или менее, преимущественно ±0,02° или менее. Угол обхвата ленты вокруг одного или нескольких правильных роликов, преимущественно вокруг всех правильных роликов, может составлять от 0,5° до 60°, преимущественно от 1° до 35°. Коэффициент вытяжки (общий) составляет, к примеру, от 0,1% до 1,5%, преимущественно от 0,2% до 0,6%. Напряжение растяжения ленты лежит преимущественно в диапазоне от 10% до 90%, преимущественно от 30% до 60% предела упругости ленты соответственно материала ленты.
Моделирующие расчеты показали, что конфигурация из двух роликов при правке гибкой с вытяжкой, как правило, не ведет к цели, так как изменения продольных и поперечных изгибающих моментов в качестве функции кривизны ленты ведут себя не как при чистой гибке отрицательно симметрично друг к другу, а вследствие напряжения растяжения взаимно смещаются. Для коррекции пластичной кривизны в продольном и поперечном направлении, полученной на первом ролике, недостаточно только другого ролика, потому как с ним уравновешиваться могут либо продольные, либо поперечные изгибающие моменты. Минимальное количество роликов для получения идеально свободной от остаточной кривизны ленты при заданных параметрах процесса, следовательно, три. Однако расчеты показали, что отдельные изгибающие моменты соответственно элиминирование таких остаточных изгибающих моментов в клети для гибки с вытяжкой с тремя роликами сравнительно чувствительно реагирует на колебания параметров процесса. Это же имеет место для клети с четырьмя роликами, в которой отдельные ролики не могут устанавливаться отдельно и независимо друг от друга с требуемой точностью. Выход из затруднительного положения здесь находит предложенный в соответствии с изобретением способ, при котором четыре ролика могут устанавливаться отдельно и независимо друг от друга с регулированием положения.
Предпочтительным является то, что расстояние между, по меньшей мере, двумя (непосредственно) расположенными друг за другом правильными роликами (относительно направления движения ленты) составляет, по меньшей мере, 15% (максимальной) ширины ленты, к примеру, по меньшей мере, 30% (максимальной) ширины ленты, в частности, предпочтительно, по меньшей мере, 50% (максимальной) ширины ленты. При этом может быть целесообразно, если названные расстояния при всех четырех правильных роликах имеются между двумя попарно (непосредственно) расположенными один за другим правильными роликами. Так расстояния между двумя подобными правильными роликами, к примеру, могут составлять, по меньшей мере, 150 мм, преимущественно, по меньшей мере, 300 мм. Базирующиеся на моделях исследования привели здесь к поразительному результату, что при благоприятном выборе расстояний между упругопластично действующими правильными роликами обусловленные процессом различия коэффициента вытяжки по ширине ленты могут минимизироваться соответственно устраняться. Оказалось, что вообще большие горизонтальные расстояния сказываются благоприятно. При заданной максимальной габаритной длине клети для гибки с вытяжкой благоприятно исполнение, при котором, по меньшей мере, расстояние между упругопластично действующими роликами составляет, по меньшей мере, 30% максимальной ширины ленты, однако самое меньшее 500 мм. При этом решающим является расстояние между правильными роликами вдоль направления движения ленты. Это в клети для правки гибкой с вытяжкой в горизонтальной конструкции соответствует горизонтальному расстоянию. В принципе может подразумеваться также расстояние в косом или вертикальном направлении в зависимости от того, в каком направлении ведется лента.
В зависимости от спектра применения подлежащих правке продуктов оптимальными являются различные расстояния для роликов, так что может достигаться дальнейшее улучшение результатов правки в отношении волнистости, если эти расстояния выполнены переменными соответственно регулируемыми. Поэтому согласно другому предложению изобретения, которому полагается самостоятельное значение, предусмотрено, что расстояние в направлении движения ленты между, по меньшей мере, двумя правильными роликами регулируется или может регулироваться переменно. Оптимальные расстояния в этом случае могут задаваться, базируясь на модели для определенной ленты.
Далее изобретение предлагает, что задаваемые величины для положения правильных роликов и/или задаваемые величины для угла обхвата ленты вокруг правильных роликов определяются с помощью математической модели, которая учитывает, по меньшей мере, напряжения в продольном и поперечном направлении и использует в качестве расчетных параметров толщину ленты, модуль упругости, коэффициент Пуассона, цикличные прочностные характеристики ленты, напряжения растяжения в ленте, радиусы роликов и геометрию движения ленты вокруг роликов, для задаваемых величин толщины стенки и прочности, к примеру, предел текучести рассчитывается так, что остаточная продольная и остаточная поперечная кривизна становится равной нулю или, по меньшей мере, пренебрежимо малой. В идеальном случае получаются, следовательно, ленты с исчезающе малой остаточной кривизной. Однако в качестве опции также существует возможность определить задаваемые величины с помощью математической модели с оговоркой, что хотя достигается исчезающе малая или пренебрежимо малая величина остаточной поперечной кривизны, однако остаточная продольная кривизна принимает определенное значение. При этом изобретение исходит из знания того, что вполне существуют случаи применения, в которых хотя должна полностью предотвращаться остаточная поперечная кривизна, в которых, однако, может допускаться определенная остаточная продольная кривизна, поскольку она существует исключительно в определенном направлении и поэтому имеет исключительно определенный знак.
Далее изобретение предлагает в качестве опции, что позади соответственно одного или нескольких правильных роликов, к примеру, позади последнего правильного ролика, в частности, предпочтительно позади каждого правильного ролика, по ширине ленты измеряется поперечная кривизна ленты. Эта измеренная поперечная кривизна потом может учитываться при регулировании, которое корректирует с помощью измеренных величин угол обхвата соответственно положение роликов таким образом, что получается лента с достаточно малой остаточной продольной и остаточной поперечной кривизной.
Таким образом изобретение включает сначала, во-первых, такие формы осуществления, в которых задаваемые величины для радиусов гибки и, следовательно, для положения роликов и/или угла обхвата определяются с помощью математической модели, причем потом установка эксплуатируется с этими параметрами. Моделирование показало, что такой способ действия сам при определенных колебаниях параметров процесса ведет к замечательным результатам. В качестве опции существует возможность корректировать задаваемые величины в ходе пуска установки в работу или при необходимости также во время работы, а именно на основе экспериментально полученных результатов. Такая коррекция может осуществляться «Off-Line». Как описано, однако, существует в качестве опции также возможность проводить коррекцию «Оп-Line» с учетом измеренных величин в смысле управления или регулирования. Также это регулирование может базироваться на математической модели, которая учитывает, по меньшей мере, напряжения в продольном и поперечном направлении и в качестве расчетных параметров использует толщину ленты, модуль упругости, коэффициент Пуассона, цикличные прочностные характеристики ленты, напряжение растяжения ленты, радиусы роликов и геометрию движения ленты вокруг роликов и определенная поперечная кривизна сопоставляется с остаточной продольной кривизной соответственно остаточной поперечной кривизной ленты.
Описанные математические модели могут базироваться на методе конечных элементов, который в состоянии учитывать напряжения и удлинение также по ширине ленты. С помощью максимально ожидаемой или замеренной перед правкой неплоскостности ленты методом конечных элементов может рассчитываться оптимальный коэффициент вытяжки и/или оптимальные горизонтальные расстояния между действующими упругопластично роликами, которые дают минимальную остаточную неплоскостность, здесь, в частности, волнистость и саблевидность ленты.
Предметом изобретения также является устройство для непрерывной правки гибкой с вытяжкой металлических лент способом описанного вида. Такое устройство имеет, по меньшей мере, четыре правильных ролика, вокруг которых лента, находящаяся при напряжении растяжения ниже предела упругости, взаимно изгибается в пластичной или упругопластичной области. Далее такое устройство имеет, по меньшей мере, одно управляющее и/или регулирующее устройство. Изобретение предлагает, что радиусы гибки на всех четырех правильных роликах могут регулироваться соответственно отдельно и независимо друг от друга. Для этого изобретение предпочтительно предлагает, что все четыре правильных ролика соединены с регулирующим устройством и могут устанавливаться с регулированием положения. Для этого отдельные правильные ролики соединены соответственно с одним или несколькими регулируемыми сервоприводами, преимущественно элементами для хода шпинделя. Диаметр одного или нескольких или преимущественно всех четырех правильных роликов составляет, к примеру, от 15 до 150 мм, преимущественно от 25 до 80 мм. Уже пояснялось, что особенно предпочтительно работа осуществляется со сравнительно большими расстояниями между отдельными правильными роликами. Особенно предпочтительно устройство образовано так, что эти расстояния могут регулироваться с помощью того, что, например, положение, по меньшей мере, одного правильного ролика может переменно регулироваться вдоль направления движения ленты.
Другое требование к процессу правки наряду с отсутствием остаточной кривизны является минимизация волнистости/саблевидности. Имеющаяся в ленте перед правкой волнистость должна быть устранена и процесс правки не должен сам создавать никакой новой волнистости. При правке гибкой с вытяжкой здесь возникает трудность, что лента на ролике упругопластично деформируется и при этом пластично удлиняется. При пластичном продольном удлинении происходит пластичное уменьшение ширины ленты. То есть участок ленты непосредственно перед роликом шире, чем сразу после ролика. Так как лента может изменять ширину, но не скачкообразно, в результате в плоскости ленты образуются касательные напряжения, которые видимо варьируются по ширине и длине ленты. Касательные напряжения опять же ведут к в целом неравномерным пластичным деформациям по ширине ленты, при этом различному пластичному продольному удлинению по ширине ленты и к вызываемой процессом правки волнистости. Она, как правило, представлена волнистостью в середине, которая становится сильнее с возрастающим коэффициентом вытяжки. Базирующиеся на модели исследования привели здесь к неожиданному результату, что это различие коэффициента вытяжки по ширине ленты, обусловленное процессом, может минимизироваться, соответственно устраняться, с помощью благоприятного выбора расстояний между упругопластично действующими роликами. Установлено, что, в общем, положительно сказываются большие горизонтальные расстояния. В зависимости от спектра применения подлежащих правке продуктов оптимальными являются различные расстояния между роликами, что дает дальнейшее улучшение результата правки в отношении волнистости, если, по меньшей мере, один правильный ролик выполнен с возможностью горизонтальной перестановки.
При больших горизонтальных расстояниях между упругопластично действующими правильными роликами глубина погружения роликов при заданных углах обхвата относительно большая. Для пропуска места соединения двух рулонов где-то соединения штамповкой или сварного шва, клеть для гибки с вытяжкой, как правило, открывается, т.е. ролики отводятся. Если при этом расстояние для обратного возвращения большое, этот процесс продолжается долго. Если лента в это время в случае непрерывной работы продолжает движение, в результате становится большой не выправленная длина ленты вокруг места соединения. Это в принципе нежелательно. Поэтому изобретение в выборочном усовершенствовании предлагает, что, по меньшей мере, впереди упругопластично действующего правильного ролика установлен смежный направляющий ролик и/или позади установлен смежный направляющий ролик, причем такой смежный направляющий ролик преимущественно имеет, по меньшей мере, троекратный диаметр, особенно предпочтительно, по меньшей мере, десятикратный диаметр правильного диаметра. Таким образом, расстояние приближения и таким образом невыправленные участки ленты существенно сокращаются. При этом направляющие ролики имеют диаметр такой величины, что для, по меньшей мере, одной части подлежащего правке спектра толщины ленты происходит только чисто упругая деформация ленты. Предпочтительно, по меньшей мере, последние оба ролика выполняются без промежуточных направляющих роликов, чтобы достигнуть по возможности высокую точность в регулировании угла обхвата.
Далее возможно, что, по меньшей мере, один из смежных направляющих роликов имеет вогнутый или выпуклый контур ролика. Далее один из обоих смежных направляющих роликов или даже оба смежных направляющих ролика могут быть оборудованы изгибом роликов в горизонтальном и/или вертикальном направлении. Перед первым действующим упругопластично правильным роликом может быть установлен охватывающий, по меньшей мере, на 120° имеющий переменный контур натяжной ролик или направляющий ролик. Благодаря этим мероприятиям достигается, что на, по меньшей мере, одном действующим упруго-пластичном правильном ролике по ширине ленты регулируется определенное распределение напряжения растяжения, чтобы иметь возможность таким образом влиять на распределение коэффициента вытяжки по ширине ленты, что после правки лента будет иметь по возможности небольшую остаточную волнистость. Специально повышение напряжения растяжения на краях ленты противодействовало бы волнистости в середине.
Впрочем, упругопластично действующие правильные ролики против прогиба могут быть оперты на опорные ролики. К примеру, могут применяться сегментированные опорные ролики. Так упругопластично действующие ролики против прогиба могут быть оперты с помощью двух рядов сегментированных опорных роликов соответственно двух промежуточных валков и трех рядов сегментированных опорных роликов.
Краткое описание чертежей
Ниже изобретение более подробно поясняется с помощью чертежа, представляющего лишь один пример осуществления, где показывают:
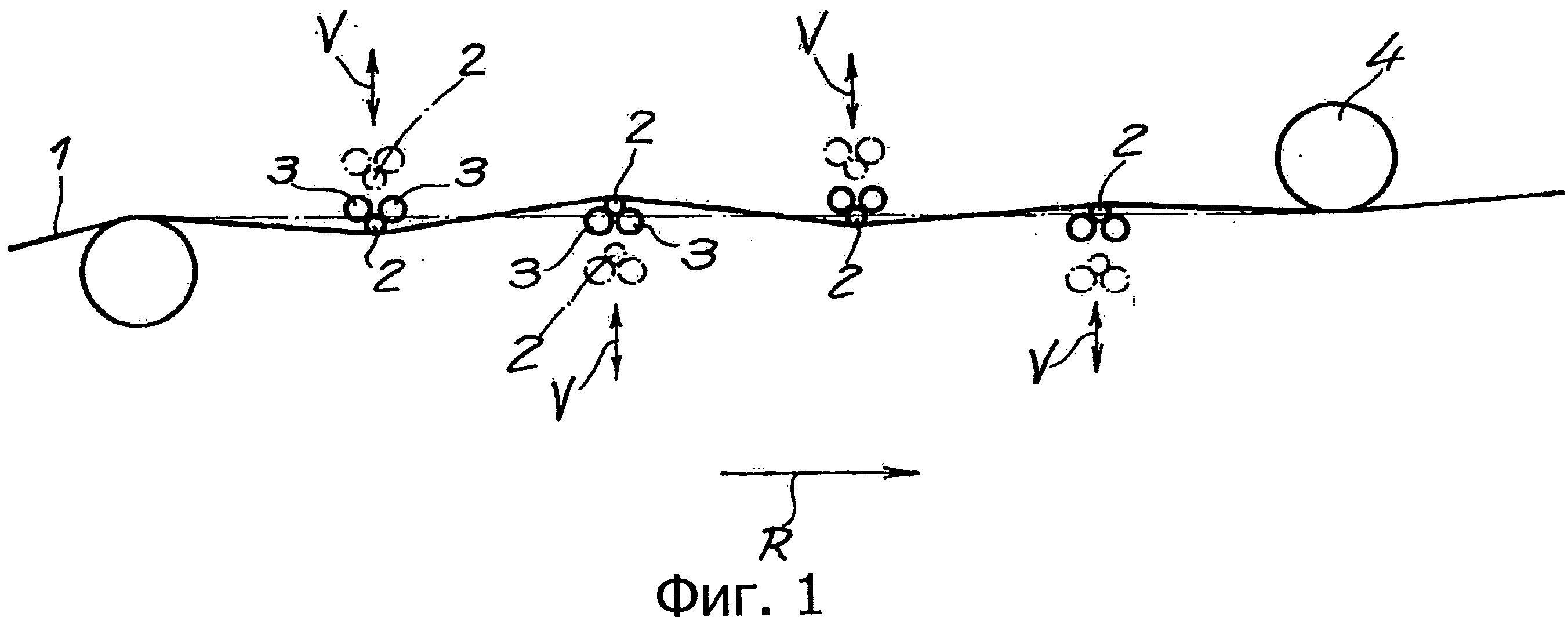
фиг.1 - устройство для правки гибкой с вытяжкой в упрощенном, схематическом изображении,
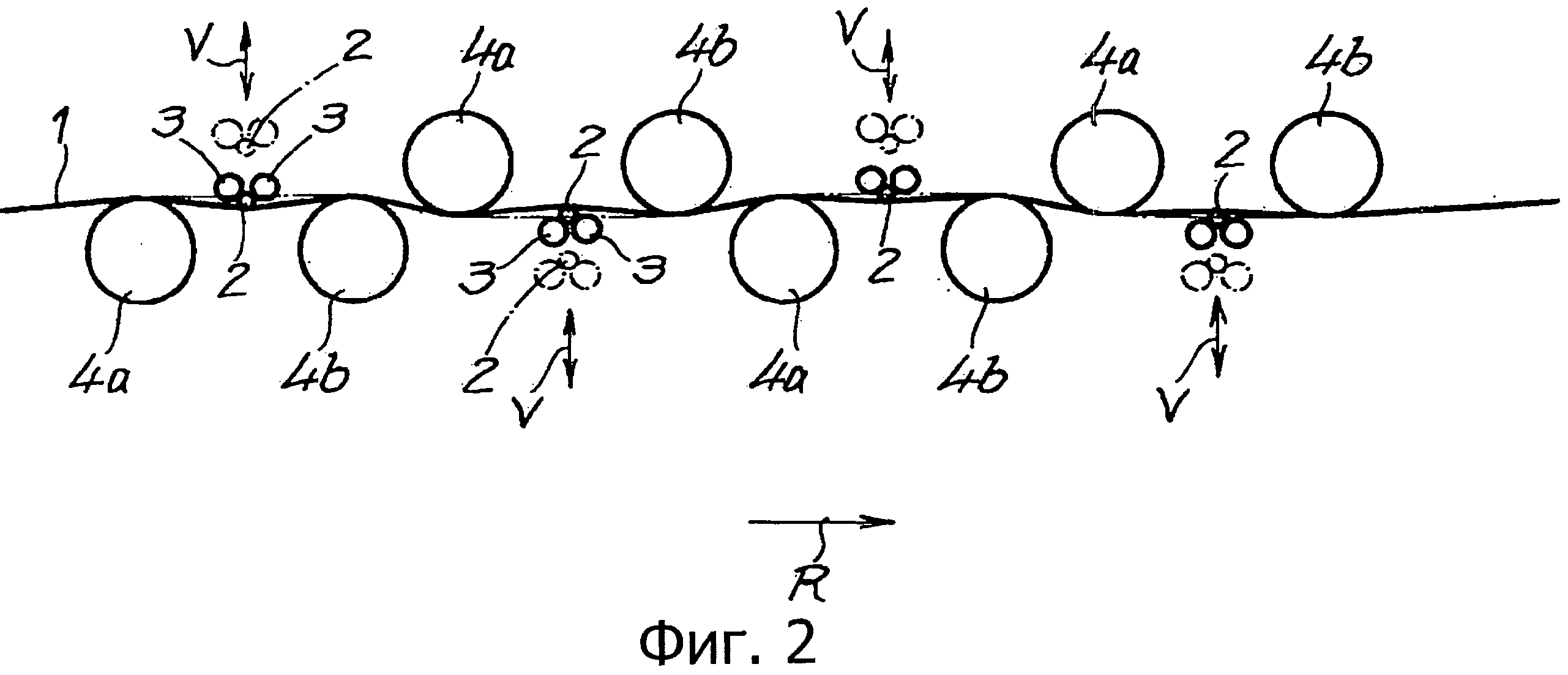
фиг.2 - устройство согласно фиг.1 в измененной форме осуществления,
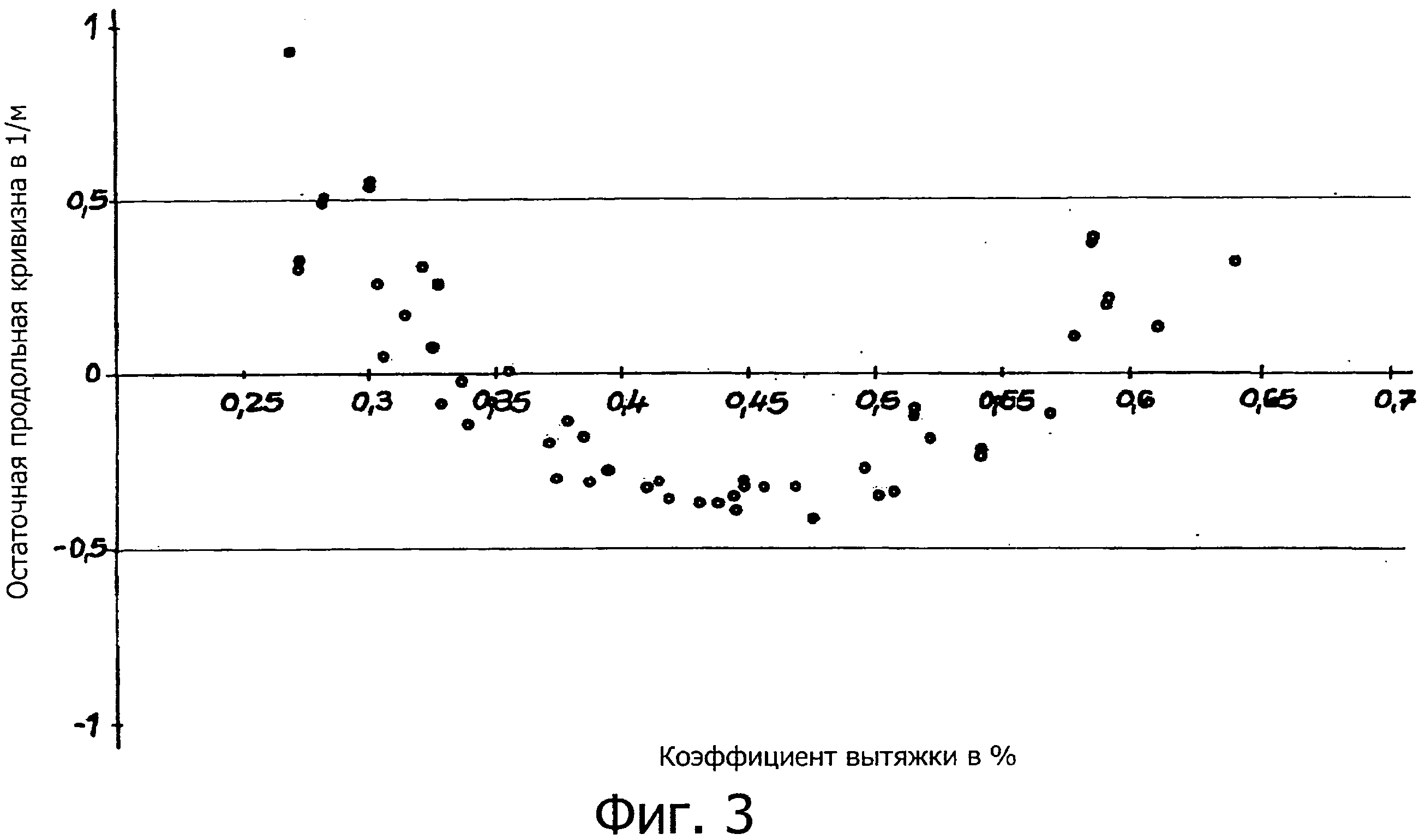
фиг.3 - рассчитанная остаточная продольная кривизна для металлической ленты, которая правилась устройством согласно фиг.1 и
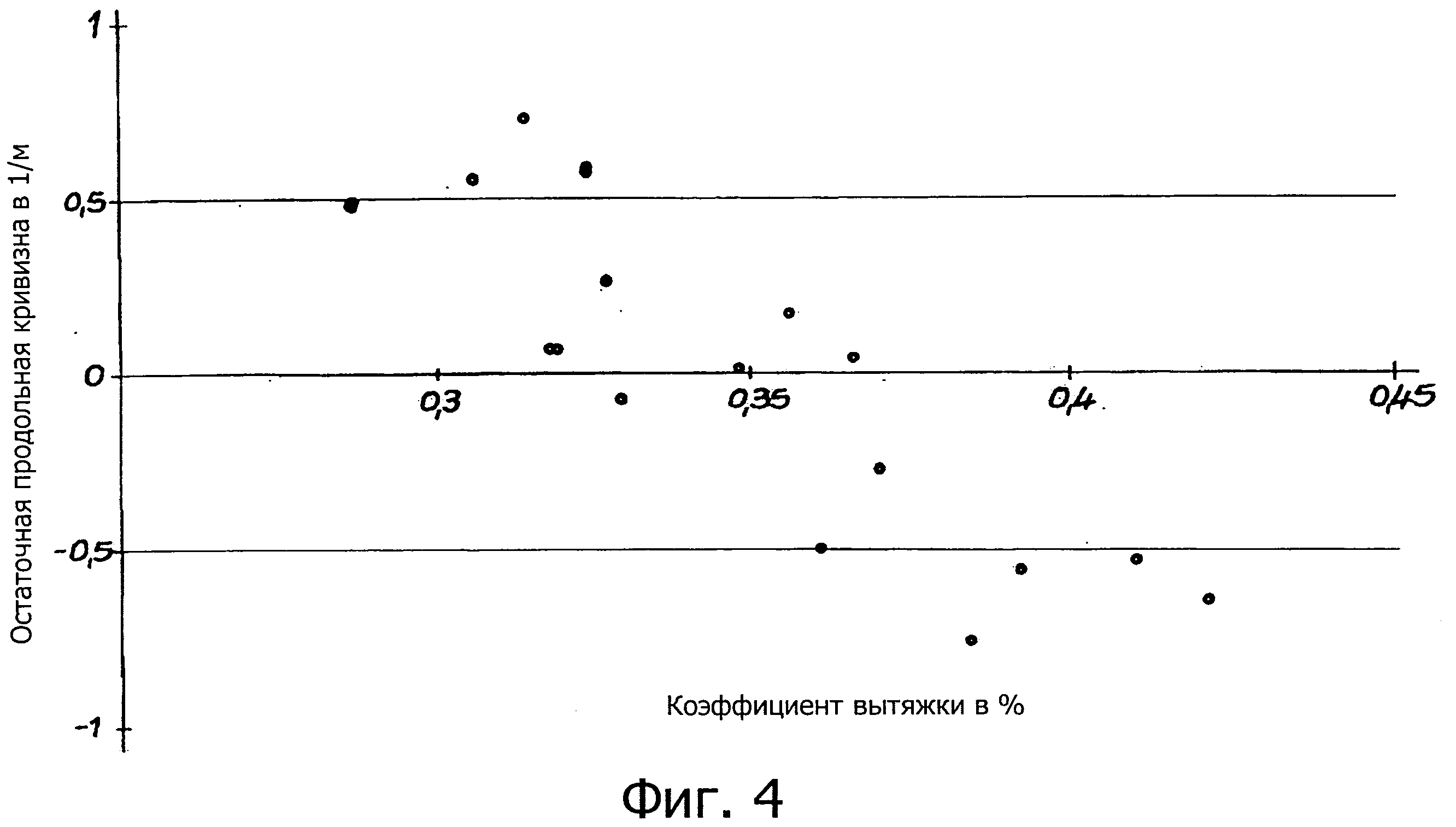
фиг.4 - остаточная продольная кривизна, которая достигается с помощью существующей клети с тремя роликами с отдельной регулировкой.
Осуществление изобретения
На чертежах изображено устройство для непрерывной правки гибкой с вытяжкой металлических лент 1. В примерах осуществления устройство имеет четыре правильных ролика 2, вокруг которых в пластичной или упругопластичной области взаимно изгибается лента 1, находящаяся при напряжении растяжения ниже предела упругости. Каждый из правильных роликов 2 при этом известным способом опирается на, по меньшей мере, два опорных ролика 3. Лента 1 находится при напряжении растяжения ниже предела упругости. Для этого предусмотрены не показанные натяжные ролики, к примеру, со стороны входа предусмотрен комплект тормозных роликов и со стороны выхода комплект вытяжных роликов.
Согласно изобретению радиусы гибки могут регулироваться, на всех четырех правильных роликах соответственно отдельно и независимо друг от друга. Для этого все четыре правильных ролика 2 могут устанавливаться с регулированием положения с помощью не показанного регулирующего устройства и не изображенных сервоприводов, к примеру, элементов для хода шпинделя, а именно, в направлении V вертикальном к направлению R движения ленты. Это на фигурах обозначено с помощью изображенных штрихпунктиром функциональных положений роликов 2. Параметры и, в частности, радиусы роликов и напряжение растяжения ленты при этом так подобраны друг к другу, что лента на всех четырех правильных роликах еще следует за радиусом ролика. Таким образом, с помощью регулирования глубины установки и, следовательно, с помощью регулирования положения и при этом связанной регулировкой угла обхвата варьируется соответствующий радиус гибки.
В примере осуществления на фиг.1 между четырьмя правильными роликами 2 не расположено каких-либо других роликов. Только перед и позади всей системы правильных роликов предусмотрены направляющие ролики 4.
В противоположность этому фиг.2 показывает измененную форму осуществления, в которой перед каждым правильным роликом 2 соответственно расположен направляющий ролик 4а и позади расположен направляющий ролик 4b. Также в этой форме осуществления, однако, все четыре правильных ролика 2 могут варьироваться с регулированием своего положения перпендикулярно к направлению R движения ленты.
Даже, если форма осуществления на фиг.1 в принципе может быть предпочтительна, так как она кроме пассивных роликов, упруго действующих со стороны входа и выхода обходится без других (действующих чисто упруго) роликов, форма осуществления на фиг.2 выборочно может быть полезной. Также возможна комбинация обеих форм осуществления. В части чисто упругодействующих направляющих роликов следует заметить, что они чисто упруго действуют только при тонких и/или высокопрочных лентах, к примеру, для алюминия в области толщин ленты ниже одного миллиметра. Кроме того, даже если они имеют также незначительное упругопластичное действие, они могут оказывать влияние на результат правки в отношении остаточной кривизны. Если клеть для правки гибкой с вытяжкой должна перекрывать большую область толщин ленты, особенно предпочтительно отказаться от направляющих роликов.
При пуске в работу такой установки с помощью математической модели теперь определяется точное задаваемое положение всех четырех правильных роликов 2. При этом можно сначала с помощью математической модели определить задаваемый угол обхвата, которая учитывает, по меньшей мере, напряжения в продольном и поперечном направлении, в качестве расчетных параметров использует толщину ленты, модуль упругости, коэффициент Пуассона, цикличную прочностную характеристика ленты, напряжение растяжения ленты, радиусы гибки и геометрию движения ленты вокруг роликов, и для задаваемых величин толщины ленты и прочности, к примеру, предела текучести рассчитывается так, что остаточная продольная и остаточная поперечная кривизна становятся равными нулю или близкими нулю. Таким способом можно точно отрегулировать положение правильных роликов 2. Потом существует возможность в зависимости от экспериментальных результатов «off-line» предпринимать корректировку этого положения.
Особое значение при этом имеет тот факт, что обеспечена однажды точно заданная регулировка, что характеристика остаточной кривизны крайне нечувствительна к колебаниям параметров процесса как, в частности, напряжение растяжения и показатели прочности и толщина ленты. Так как на практике лента одного рулона, как правило, подлежит известным колебаниям в части прочности и толщины, а также напряжение растяжения не всегда может выдерживаться точно постоянным, достигнутая с помощью до сих пор известных способов остаточная кривизна имела существенные колебания. Это предотвращается в рамках изобретения. Предложенный в соответствии с изобретением способ показывает особенно хорошие характеристики остаточной кривизны. Для этого представляется ссылка на сравнительное рассмотрение на фиг.3 и 4.
Фиг.3 показывает остаточную продольную кривизну k-L (в 1/м) для алюминиевой ленты в качестве функции коэффициента вытяжки S (в %), которая выправлялась с помощью устройства согласно фиг.1. Речь идет о рассчитанных значениях, которые были получены с помощью математической модели. В примере осуществления принимался предел текучести 250 мПа с колебаниями ±10 мПа и толщина ленты 0,28 мм с колебаниями ±0,05 мм. На фигуре точно так же представлены признанные допустимыми предельные значения остаточной продольной кривизны от ±0,5 м-1. Можно видеть, что остаточная продольная кривизна в заданном окне допусков лежит в довольно большом диапазоне коэффициента вытяжки от 0,31% до 0,59%. Кроме этого, замечательным является факт, что остаточная продольная кривизна колеблется в окне коэффициента вытяжки±0,05% только вокруг ±0,15 м-1. Не показанная здесь остаточная поперечная кривизна всегда меньше остаточной продольной кривизны. Остаточная продольная кривизна лежит, кроме того, внутри окна коэффициента вытяжки от 0,36% до 0,52% по определению в негативной области с очень малыми колебаниями. Благодаря подбору угла обхвата на последнем ролике изменение остаточной кривизны на диаграмме можно сдвинуть вверх или вниз. Таким образом, может регулироваться определенная положительная продольная кривизна.
В противоположность этому фиг.4 показывает соответствующее моделирование с клетью с тремя роликами, причем отдельные ролики точно так же могут устанавливаться с регулированием положения. Можно видеть, что остаточная продольная кривизна при колебаниях коэффициента вытяжки колеблется в существенно большем диапазоне. Предельное значение выдерживается только в диапазоне для коэффициента вытяжки от 0,33% до 0,36%. Это на практике едва ли можно обеспечить, к примеру, в фазах ускорения и замедления.
Замечательным, впрочем, является в целом факт, что описанные результаты достигаются со сравнительно малыми правильными роликами, так что установка отличается в целом простой и благоприятной в части цены конструкцией.
Если в варианте работа осуществляется с более чем четырьмя правильными роликами, то, по меньшей мере, последние четыре правильных ролика согласно изобретению могут регулироваться отдельно в своих углах обхвата, при этом достигается подобно хорошая характеристика остаточной кривизны. В предложенном в соответствие с изобретением способе при благоприятно выбранных углах обхвата остаточная поперечная кривизна по величине отчетливо меньше остаточной продольной кривизны. Остаточная продольная кривизна листа, вырезанного после правки, соответствует в этом случае приближенным образом поперечной кривизне ленты, измеренной при вытяжке ленты в машине для правки гибкой с вытяжкой. Отсюда в качестве опции предлагается измерять, по меньшей мере, на стороне выхода поперечную кривизну, и из замеренного значения делать вывод об остаточной продольной кривизне и при отклонении от желательного значения изменять регулировку угла обхвата и при этом также положение, пока не будет установлена поперечная кривизна, соответствующая желательной остаточной продольной кривизне.
Простым методом является варьирование угла обхвата в последнем действующем упругопластично ролике и благодаря этому смещение вверх или вниз показанного на фиг.3 изменения остаточной кривизны. Здесь также возможен замкнутый контур регулирования. Далее в этом случае может иметь смысл измерение поперечной кривизны после каждого упругопластичного изгиба, чтобы оптимизировать регулировку всех углов обхвата и иметь возможность выравнивать с математической моделью. Для этого могут быть предусмотрены соответствующие измерительные устройства, которые соединены с управляющим и регулирующим устройством. На фигурах это не показано. С моделью, основанной на методе конечных элементов, к примеру, может быть предварительно рассчитана теоретически оптимальная поперечная кривизна после каждого ролика. Потом ролики могут так регулироваться, что замеренные значения по возможности хорошо будут согласовываться с рассчитанными значениями. Потом можно исходить из того, что фактический процесс правки только незначительно отклоняется от теоретически рассчитанного и, естественно, также хорошо совпадает с результатом правки.
Как уже пояснялось, осуществляется регулируемая в части положения установка правильных роликов (поперек к направлению движения ленты) преимущественно с помощью тонко регулируемых элементов для хода шпинделя. Такая тонкая регулировка работает, как правило, со скоростью регулирования от 2 до 3 мм/сек. Для пропуска места соединения двух рулонов, где-то соединения штамповкой или сварного шва, точно также целесообразно открывать клеть для гибки с вытяжкой, т.е. отключать ролики. Если при этом расстояние прохода большое, процесс преодоления этого расстояния с тонко регулируемыми элементами для хода шпинделя продолжается относительно долго. Из этих соображений предусмотрены представленные в форме осуществления на фиг.2 установленные впереди направляющие ролики 4а и установленные позади направляющие ролики 4b. Таким образом, существенно сокращаются расстояния придвижения.
В качестве альтернативы или дополнительно существует возможность дополнительно к тонкой регулировке (с помощью, к примеру, элементов для хода шпинделя) предусмотреть быстрое приближение. Эта возможность рекомендуется, в частности, в форме осуществления согласно фиг.1, но в принципе также может быть предусмотрена в форме осуществления согласно фиг.2. В этом случае правильные ролики снабжены дополнительно быстрым приближением, к примеру, гидравлическими или пневматическими передаточными механизмами с цилиндрами. При этом может быть целесообразным для нескольких правильных роликов предусмотреть общее устройство для приближения. Таким образом, например, в форме осуществления на фиг.1 может быть целесообразно расположение первого правильного ролика и третьего правильного ролика на общей верхней раме, которая может приближаться с помощью одного или нескольких передаточных механизмов с цилиндрами. Соответственно второй правильный ролик и четвертый правильный ролик могут быть расположены на нижней раме, которая точно так же может переставляться с помощью одного или нескольких передаточных механизмов с цилиндрами. Быстрое приближение может осуществляться, к примеру, между двумя концевыми упорами для выдвижения и приближения клети для правки гибкой с вытяжкой. Эти возможности не представлены на фигурах.
Способ и устройство для правки металлической полосы
Измерительный валок для определения дефектов плоскостности ленты (варианты) и способ определения дефектов плоскостности ленты
Выравнивающая установка
Способ и устройство для соединения металлических полос
Устройство и способ непрерывной обработки металлической ленты
Способ и устройство для вытягивающей правки с гибкой металлических лент
Ролик измерения планшетности с измерительными балками в направлении движения ленты
Устройство для разрезания полос, листов и способ определения и/или калибровки зазора между ножами у такого устройства
Способ и устройство для измерения плоскостности лент
Способ соединения металлических лент
Способ и устройство для правки металлической полосы
Измерительный валок для определения дефектов плоскостности ленты (варианты) и способ определения дефектов плоскостности ленты
Способ и устройство для соединения металлических полос
Выравнивающая установка
Способ и устройство для соединения металлических полос
Устройство и способ непрерывной обработки металлической ленты
Способ и устройство для вытягивающей правки с гибкой металлических лент
Устройство для разрезания полос, листов и способ определения и/или калибровки зазора между ножами у такого устройства
Способ и устройство для измерения плоскостности лент

